图像识别技术在螺旋锥齿轮接触区分析中的应用_王延忠
螺旋锥齿轮齿面接触印痕分析和调整

螺旋锥齿轮齿面接触印痕分析和调整
马海君;孙浩;杨园园
【期刊名称】《科技创新与应用》
【年(卷),期】2011(000)004
【摘要】随着工业的迅速发展,在传动的平稳性以及承载能力等方面更加优越的锥齿轮的加工也得到迅速的发展,锥齿轮研制的重点在于锥齿轮齿面磨削的加工,一对锥齿轮在正常啮合运转条件下,齿面上实际接触的部分,习惯叫做“接触区”又叫“接触斑点”.因为齿面接触区的形状、大小和位置,对齿轮的平稳运转、使用寿命和噪音有直接影响。
所以,齿面接触区是衡量锥齿轮啮合质量的重要标志之一。
【总页数】2页(P6-7)
【作者】马海君;孙浩;杨园园
【作者单位】中航工业哈尔滨东安发动机(集团)有限公司,黑龙江哈尔滨150066;中航工业哈尔滨东安发动机(集团)有限公司,黑龙江哈尔滨150066;中航工业哈尔滨东安发动机(集团)有限公司,黑龙江哈尔滨150066
【正文语种】中文
【中图分类】TH132.422
【相关文献】
1.浅谈螺旋锥齿轮齿面接触区调整
2.汽车减速器螺旋锥齿轮齿面接触区的安装调整及其变化规律
3.加工参数调整对螺旋锥齿轮齿面接触的影响
4.基于数字化真实齿面的螺旋锥齿轮齿面接触分析
5.螺旋锥齿轮接触印痕调整的研究
因版权原因,仅展示原文概要,查看原文内容请购买。
航空高速螺旋锥齿轮的计算机辅助设计

航空高速螺旋锥齿轮的计算机辅助设计
邓效忠;方宗德;任东锋;杨宏斌
【期刊名称】《机械设计》
【年(卷),期】2002(19)4
【摘要】提出了一套适用于航空高速螺旋锥齿轮的计算机辅助设计方法 ,全套方法包括加工参数的优化设计、啮合过程仿真、承载啮合过程仿真、应力过程仿真、系统振动与结构振动过程仿真。
全套方法已编制成计算机软件 ,使用方便简单。
【总页数】4页(P40-43)
【关键词】航空;弧齿锥齿轮;计算机辅助设计;CAD
【作者】邓效忠;方宗德;任东锋;杨宏斌
【作者单位】洛阳工学院机电系;西北工业大学
【正文语种】中文
【中图分类】V232.8;TP391.72
【相关文献】
1.航空螺旋锥齿轮断油润滑状态研究 [J], 张俐;牛文韬;王延忠
2.基于加载接触分析的航空螺旋锥齿轮油雾润滑性能分析 [J], 王延忠;孙振宇;周元子;李国权;郭梅;吕庆军
3.航空螺旋锥齿轮乏油润滑过程分析 [J], 王延忠;王涛;周元子
4.克林根贝格螺旋锥齿轮计算机辅助设计系统的开发 [J], 章宏令;周哲波;陈兆杰;汤多良
5.航空螺旋锥齿轮数字化闭环制造技术探析 [J], 叶君;朱光照;仉凤权;王春雷
因版权原因,仅展示原文概要,查看原文内容请购买。
基于图像识别技术的钢球精确计数方法

基于图像识别技术的钢球精确计数方法王忠山;李彦清;任涛【期刊名称】《长春理工大学学报(自然科学版)》【年(卷),期】2015(000)003【摘要】In this paper, the steel balls accurate counting method is studied based on image recognition technology, through CCD image processing method to calculate the number of steel balls. The CCD is used to take a picture of unordered single-layer steel balls;and the dual grey-scale threshold algorithm is used to process the steel balls image by binarization. The appropriate pixel threshold interval is set to calculate the number of pixel groups;and the number of separate pixel groups is the quantity of steel balls. The removing interference method is advanced according to possi-ble image interference of light source and anti-rust oil,therefore the reliability of steel balls counting in practical appli-cation is guaranteed.%通过CCD图像处理技术识别钢球数量,研究了基于图像识别技术的钢球精确计数方法。
基于数字图象的螺旋锥齿轮齿面接触检测技术

1 g Me h n c lud E,: ha E gn e ig ( ml l o t L iesl. h n s a4 0 8 . : iJ Col el c a ia ll ltr l n i rl . h r uh l v ri C a g h 1 0 3 11n1 L e J r ・ r t e  ̄ aS n y l )
品设 汁厦 l 造、 制 , 收稿 日期 : )-)- 9 2 6- 8 0 4
4 饯愉城. 2 钟件挽救 L M 霞戊: 程 ] 庞大 小敝札. 9. 16 9 5 超 . 金. 可靠性 f 挈 M] : 机械 E 手 . : 盒 f m 版社 .92 _ 北赢 精 . 北 J9 .
维普资讯
口团E 团团 = j
基于 数字图 象的螺 旋锥齿 轮齿面 检测 接触 技术
扬丰。 曾韬 中南大学 机 电学 院 长沙 4 0 8 10 3
按
Th t c c o o y fCont c ne f r S r lBe e a s d O lDiialI ge e De e tTe hn l g o a tZo o pi a v lGe r Ba e i g t ma
2 边缘 检测算 法的 比较
¨1轮蟓阁 ) 奸 ()rw l JPt i 算子 , gl
算机闭像处婵中 曲缘榆测 . 0 足姓墩撕轮啮合区
分析 ,找¨ 1 r脱液 机的 薄弱环 节井确定 r具 有针 对性 的 改 进措施 . 商脱液 机的 可靠性 指明 方『 为楗 i ; l 】
[ 参考 文献 】 【 I 成,先 机 械 I I I = _ 殳 册 I E 化学  ̄ ki M 一 求: - ;蚯朴 . 0 q I 2 4 0 作者 简舟: 贾培英 (96 ) . 师, j6 - , 讲 士 硕士研究 生. 兜方 向琦机 电产 研
螺旋锥齿轮齿面测量点分布新方法分析

螺旋锥齿轮齿面测量点分布新方法分析发布时间:2022-05-25T03:17:01.478Z 来源:《中国科技信息》2022年第2月第3期作者:王守信赵忠阳王雪微[导读] 针对现存螺旋锥齿轮齿面测试方法无法整体反映齿面结构性质和检测信息量太多、王守信赵忠阳王雪微中国航发哈尔滨东安发动机有限公司,黑龙江哈尔滨 150066摘要:针对现存螺旋锥齿轮齿面测试方法无法整体反映齿面结构性质和检测信息量太多、检测仪器成本高、检测路径繁琐、检测点分布未兼顾加工质量特点的影响等情况,介绍了螺旋锥齿轮齿面检测点的自适应布局方法,创建了螺旋锥齿轮齿面几何特点与加工质量特点的云模型,分析了螺旋锥齿轮齿面测试点布局算法,且以螺旋锥齿轮内部小齿轮为主展开了算法检验。
结果显示:采取该方法获取的螺旋锥齿轮齿面测试点布局体现了齿面几何特点与加工质量特点,布局测试点相对偏少,基本满足检测点布局预期。
关键词:螺旋锥齿轮;云理论;云模型;加工质量特点;螺旋锥齿轮体现了当前最繁琐的传动模式与高繁琐度的曲面生产类型,因为其重合度大、传动稳定、噪音低、承载性能高、传动比大、节约空间等优势,已经在工程机械、航天以及汽车等方面得到普遍使用。
信息化加工背景下,深入探究螺旋锥齿轮齿面测试办法,能够明显提升齿面生产精度,削减机床生产数值的调正反调。
齿轮齿面属于一个繁琐的空间型面,其检测点的分布计划直接影响着检测的真实性、客观性与检测效率及成本。
现如今,国内外广泛采取点阵式检测方法,按照创建的理论齿面系统,于齿面旋转投影面设计检测网格,获得网格节点坐标与该节点法向矢量,按照理论的齿面坐标数据管控三坐标检测机展开测量,进而获得齿面误差。
按照Gieason企业的要求,齿面测点布局一般采取顺齿方向选择九个测点,顺齿高方向选择五个测点,全齿面总共选择45个网格节点。
于齿面网格点建立曲面时,齿面表面的网格点越集中,拟合得到的齿面越可以体现真实齿面,为了让拟合后的齿面和真实齿面更为接近,有人选择在尺长方位取21个测点,于齿高方位选择13个测点。
图像识别技术及其在机械零件无损检测中的应用

图像识别技术及其在机械零件无损检测中的应用•相关推荐
图像识别技术及其在机械零件无损检测中的应用
摘要:无损检测法是一种常用的故障诊断技术,故障诊断从本质上来讲就是模式识别问题,而模式识别又可以狭义地理解为图像识别.从介绍图像、图像识别、图像识别过程和图像识别系统的基本概念着手,就几种常用图像识别方法的原理和特点进行比较,给出了CCD图像获取系统的组成.最后,结合发动机曲轴的一种自动磁粉探伤系统实例,对系统的图像处理和识别流程进行详细的讨论,并针对一般无损检测系统难以满足曲轴的检测要求和精度要求的状况,提出经过改进的一种适用于曲轴的'整体无损检测系统.该系统有助于高效和完整地获取整个曲轴的图像,提高图像信息的质量,从而提高发动机曲轴表面缺陷检测的准确性和可靠性. 作者:岳文辉肖兴明唐果宁 YUE Wen-hui XIAO Xing-ming TANG Guo-ning 作者单位:岳文辉,YUE Wen-hui(中国矿业大学机电工程学院,徐州,221008;湖南科技大学机电工程学院,湘潭,411201)
肖兴明,XIAO Xing-ming(中国矿业大学机电工程学院,徐州,221008)
唐果宁,TANG Guo-ning(湖南科技大学机电工程学院,湘潭,411201)
期刊:中国安全科学学报ISTICPKU Journal:CHINA SAFETY SCIENCE JOURNAL 年,卷(期):2007, 17(3) 分类号:X941 关键词:图像识别无损检测图像处理图像获取故障诊断。
装配误差对螺旋锥齿轮接触轨迹的影响 (1)

承载能力高、高速运转噪音和振动小等优点,目前 已广泛应用于航空、汽车、船舶、工程机械中.
1 装配误差对接触轨迹影响分析
锥齿轮传动的基本条件是节锥面相切,节锥顶 点重合. 螺旋锥齿轮一般都是成对加工和使用的, 其加工后的检验也是成对检验. 在检验时,一般检 查成对齿轮的安装距、齿面接触区、侧隙,等等. 在理想的工作条件下,如果齿轮按照图样设计的理 论安装距加工,传动链上各零件均符合理论尺寸,
第1 期
郭 婷等: 装配误差对螺旋锥齿轮接触轨迹的影响
·37·
并根据测量结果求出大轮各点距理论中心位置的距 离,绘制背锥距离与各点至接触区理论中心位置距 离关系图 ( 见图 7) ,装配误差与各点距接触区理 论中心位置距离关系图 ( 见图 8) ,装配误差与侧 隙关系图 ( 见图 9) .
图 7 背锥距离与各点至接触区理论中心位置距离关系图
图 2 螺旋锥齿轮安装位置实物图
图 3 齿面接触区要求 ( 大轮凸面)
图 1 背锥距离
图 4 输入轴系相关零件装配关系
·36·
车辆与动力技术
2014 年
图 5 输出轴系相关零件装配关系
2. 1 螺旋锥齿轮正确位置的获取
由图 4、图 5 可知,根据锥齿轮安装距 L1、箱
体安装距 L 及件 1 ~ 8 的实际测量轴向尺寸 A、B、
C、D、E、F、G、H,锥齿轮安装距 L2、箱体安装 距 LL 及件 1 ~ 6 的实际测量轴向尺寸 A、B、C、
D、E、F,按照式( 1) 、式( 2) 可分别得到理论调
整量 X.
X = L1 + A + B + D + E + F + G - H - L, ( 1)
螺旋锥齿轮接触印痕研究潘洪滨

螺旋锥齿轮接触印痕研究潘洪滨发布时间:2021-09-06T06:19:20.002Z 来源:《中国科技人才》2021年第15期作者:潘洪滨刘加宁[导读] 本文从螺旋锥齿轮结构与原理入手,结合实际工作经验,提出V/H检验法;根据装配经验,总结装配误差对齿轮印痕的影响,为今后锥齿轮装配提供依据。
中国航发哈尔滨东安发动机有限公司黑龙江哈尔滨 150066摘要:本文从螺旋锥齿轮结构与原理入手,结合实际工作经验,提出V/H检验法;根据装配经验,总结装配误差对齿轮印痕的影响,为今后锥齿轮装配提供依据。
关键词:螺旋锥齿轮;V/H检验;装配误差1 绪论螺旋锥齿轮是各种齿轮中较为复杂的一种齿轮。
由于它的特殊齿形,使它能够完成两相交轴之间或两交错轴之间的传动,这是其他齿轮所不具有的特点,因而被广泛应用于航空、航天、交通、机械和仪表制造等行业。
螺旋锥齿轮在加工与装配过程中,螺旋锥齿轮齿面接触区的形状、大小和位置对齿轮的平稳运转、载荷分布、使用寿命和噪音有直接影响。
因此,接触区是衡量螺旋锥齿轮啮合质量的重要标志之一,也是螺旋锥齿轮研制过程中最关键的问题所在。
2 螺旋锥齿轮静态接触印痕2.1齿面接触区一对锥齿轮在正常啮合运转条件下,齿面上实际接触的部分,习惯叫做“接触区”,又叫“接触斑点”或“接触印痕”。
在螺旋锥齿轮加工中,应保证齿轮传递运动的平稳性和齿面载荷分布的均匀性,这主要依靠检查接触区来保证。
接触区是一对螺旋锥齿轮在正常啮合运转条件下,齿面上实际接触面擦亮的痕迹,如图1所示。
对齿面接触区检验的惯用方法是在理论安装位置检验静态接触印痕,然后试车后分解,检验动态接触印痕。
图2用V/H检验法确定接触区长度是比较精确的方法。
通常规定在轻载荷时,接触区长度占齿面全长50%,在高度上保持齿高的60%~80%,这样以补偿在全载荷时的变形及保证在装配时有一定的调节量。
在V/H检验中,当总的垂直位移量太大时,表示接触区长度太短,负荷将集中在齿面的很小面积上,容易引起齿面过快磨损。
螺旋锥齿轮基于离散点描述齿面接触分析研究

点 处 的二 阶 抛 物 面 来 近 似 表 征 整 个齿 面 的 , 就 使 得 螺 这
旋 锥 齿轮 的加 工需 要 反 复 调 整 试 切 TC 技 术 的应 用 在 很 A 大 程 度 上缩 短 了 螺 旋锥 齿轮 的 调 整加 工 周 期 其 基 本 原 理
就 是 根 据实 际 切 齿 调 整 数据 , 定 太 轮 和 小 轮 的 宴 际 齿 面 确 方 程 . 计算 机 上 模 拟 出它 们 在 不 同 的 安 装 形 式 下 的 接 触 在 情 况 J进 而确 定 小 轮 控 村 数 据 ; 目的就 是 降低 加 工 调 整 . 其
螺 旋 锥 齿 轮 主 要 用 于 相 交 或 相 错 轴 间 的传 动 , 有 传 具
动 平 稳 . 声 小 , 载能 力 高等 优 点 ‘ 然 而 , 于螺 旋 锥 齿 噪 啦 。 由 轮 的 设 计 加 工理 论 是 建 立 在节 面 节 点 法 基 础 上 的 . 用 节 是
参数 下得 到 的 , 用 其 表 达 多 次 切 削 加 工 以后 的 齿 面 是 困 要 难 的 ; 数 字 控 崩 机 床 的 发展 和 应用 , 发 展 螺 旋 锥齿 轮 新 ③ 为 的, 高教 , 精 度 加 工 方 法 提 供 了 途 径 , 必 要 提 供 一 种 通 高 有 用 的齿 面 接 触 分 析 方 法 本 文 详 细 讨 论 了利 用 拟 合 齿 面 进 行 齿 面 接 触 分 折 的方 法 建 立 了两 齿 面 接 触 点 求 解 模 型 之 后 , 该 模 型 从 一带 在 将 区 间 的五 元 三 次非 线 性 方 程 组 转 换 为 一 带 约 束 的 非线 性优 化 问题 , 采 用 复 合形 法求 解 了 该模 型 ; 论 了如 何在 接 触 并 讨 点 处 计 算 两 给 定 掇 合 齿 面 相对 主 法 曲率 和方 向 , 利 用 相 及 对 主 法 曲率 绘 制 接 触 椭 圆 的方 法 ; 出 了传 动误 差 曲线 的 给 绘 制 方法 方 法 具 有一 定 的 通 用性 , 该 只要 给 出齿 面 上 的离
基于图像识别技术的螺栓裂缝识别系统研究

组 合 机 床 与 自 动 化 加 工 技 术
M o du l a r M ac hi n e To o l& A u t om at i c M a nu f a c t ur i ng Te c h ni q ue
N0. 3 M a r .2 0 1 3
r e c o g n i t i o n a c c u r a c y, a nd pr o v i d e s a n e w d i r e c t i on of d e v e l o pm e n t f o r t h e b ol t c r a c k s d e t e c t i on . Ke y wor ds :d i g i t a l i ma g e pr o c e s s i ng;bo l t c r a c k s ;i ma ge r e c og n i t i on
文章编号 : 1 0 0 1—2 2 6 5 ( 2 0 1 3 ) 0 3—0 0 7 7—0 3
基 于 图像 识 别 技 术 的螺 栓 裂缝 识 别 系统 研 究
李亚琳 , 王玉增 , 李柏震 , 刘双 源
( 济 南大 学 机械 工 程 学院 , 济南 2 5 0 0 2 2 )
Ta k e p h o t o o f e v e r y b ol t wa i t i n g f o r t he d e t e c t i o n wi t h h i g h— p r e c i s i o n i n d us t r i a l c a me r a s ,t h e n p r o c e s s t h e p h ot o s wi t h i ma g e t hi nn i n g,i m pr o ve e x po s u r e,e d g e d e t e c t i o n t e c h n ol o gy,S O we c a n ge t t h e i ma g e f e a —
人工智能口腔实景图像识别技术用于龋齿筛查的效能研究

人工智能口腔实景图像识别技术用于龋齿筛查的效能研究目录一、内容概览 (1)二、背景介绍 (1)三、研究方法 (2)3.1 研究对象选择 (3)3.2 图像采集与处理 (4)3.3 人工智能口腔实景图像识别技术介绍及应用方法 (5)3.4 数据分析与处理方法 (6)四、研究结果分析 (7)4.1 图像识别技术识别准确性分析 (9)4.2 图像识别技术与传统筛查方法对比研究 (10)4.3 不同年龄段龋齿筛查效能分析 (11)五、讨论与结论 (13)5.1 研究结果讨论 (14)5.2 研究局限性分析 (15)5.3 技术应用前景展望及改进建议 (16)六、文献综述 (17)一、内容概览随着人工智能技术的不断发展,口腔医疗领域也逐渐引入了先进的技术手段。
基于实景图像识别的人工智能技术在龋齿筛查方面的应用备受关注。
本文旨在探讨人工智能口腔实景图像识别技术用于龋齿筛查的效能研究,以期为临床医生提供更准确、高效的诊断工具,同时也为相关领域的研究提供参考。
本文将对人工智能口腔实景图像识别技术的发展历程和现状进行概述,以便读者了解该技术的背景和基本原理。
本文将详细介绍人工智能口腔实景图像识别技术在龋齿筛查中的应用方法和流程,包括数据采集、图像预处理、特征提取、分类器设计以及性能评估等方面。
在此基础上,本文将通过实验验证该技术在龋齿筛查中的准确性和可靠性,并分析其优缺点与局限性。
结合实际应用场景,本文将探讨如何进一步提高人工智能口腔实景图像识别技术在龋齿筛查中的效能,以期为临床医生提供更有效的诊疗依据。
二、背景介绍随着科技的不断发展,人工智能(AI)技术已经在众多领域展现出了巨大的应用潜力。
尤其在口腔医学领域,AI技术的应用逐渐受到广泛关注。
龋齿是一种常见的口腔疾病,早期筛查与干预对于预防和治疗龋齿具有重要意义。
传统的龋齿筛查方法主要依赖于口腔医生的视觉检查,存在主观性较大、诊断效率不高等问题。
研究并开发一种高效、准确的龋齿筛查方法成为当前口腔医学领域的重要课题。
图像识别技术在螺旋锥齿轮接触区分析中的应用_王延忠

适当选取 T 既可以不破坏平滑的背景特征 , 又 锐化了有效边缘。 1. 2 边沿特性的提取 从经过滤波预处理得到的图像中获取边界区 域的常用方法是图像二值化法, 即设定一阈值 H ,用 H将图像分成大于 H的像素群和小于 H的像素群 , 对 于输入图像的灰度函数 f ( x , y) , 则其输出函数为
图2 图3 接触区边缘特征与图像信息的对应关系
2 6
Freeman 链码
1 0 7
2. 2
接触区、 接触迹的离散与拟合 轮齿接触区特征主要反映在接触区形状上, 影
响形状的主要因素是共轭齿面接触点处的法曲率。 以轮齿主动啮合面为例进行研究, 由上述的图像分 析, 得到由 Freeman 链码组成的轮齿边缘轮廓, 其 轮廓由一系列离散点组成 , 采用三次 B 样条函数对 齿廓离散点进行拟合, 得到齿面接触区边缘轮廓拟 合方程:
x = R 2 sinD 2 + ( L 2 + Z2 ) co sD 2 y = R 2 co sD 2 - ( L 2 + Z2 ) sinD 2 式中 , D 2 为大轮节锥角 ; Z2 为大轮根锥 顶点与节锥顶点的 距离。
k= 1
( 3) 链码所围区域的面积:
S=
i= 1
Ea
n
ix
( y i- 1 + aiy / 2)
i ky
yi =
k= 1
Ea
+ y0
式中 , Ui 为齿高的方向矢量 ; Vi 为齿长的方向矢量 ; Ci 为 4 行 4 列 的 控制 点 矩 阵 , 由 型 值 点求 取 控 制 点 的 过 程 见 文献 [ 3 ] 。
0 引言
齿面接触区形状和接触迹走向的分析判定是 鉴别齿轮加工质量、 预测齿轮传动性能的重要手段 和依据。目前螺旋锥齿轮的设计只考虑了齿面上 一点的法矢和曲率, 这不能保证整个接触区的法矢 和曲率都满足要求, 那么实际加工时需对齿面接触 区进行数次修正, 而这个过程非常麻烦, 没有扎实 的理论基础和丰富的实践经验, 要加工出一对理想 的螺旋锥齿轮副是很困难的。Gleason 公司提出的 T CA 技术在很大程度上缩短了螺旋锥齿轮的调整 加工周期, 但是这种方法也只是理论分析, 并不能 反映实际齿面的啮合情况。计算机视觉技术的不 断发展, 使其在齿轮接触区检测中的应用成为可 能。国外很多专家在 20 世纪 90 年代初就开始研 究实际齿面点数据的获取和实际齿面点数据与齿 面加工参数修正的关系 [1, 2] 。目前 , 国内已经展开 了相关的理论研究, 并取得了一定的进展。 笔者采用计算机视觉技术来处理螺旋锥齿轮 轮齿接触区的形状、 大小及走向, 并对轮齿接触区 轮廓进行特征提取, 接着对轮齿接触区轮廓加以分 析判别, 从而得到小轮切齿调整参数的修正值。
基于通用五坐标数控机床螺旋锥齿轮NC加工研究

基于通用五坐标数控机床螺旋锥齿轮NC加工研究
王延忠;周云飞;李左章;王沉培;李小清;李斌
【期刊名称】《中国机械工程》
【年(卷),期】2001(012)008
【摘要】基于空间曲面共轭原理,确定齿轮切齿矢量关系,建立了螺旋锥齿轮的齿面矢量方程 .利用空间坐标系的变换,确定出刀具相对工件的位置和姿态,实现刀具与工件的相对运动 ,从而将传统的螺旋锥齿轮机床加工调整参数转换为适合NC机床加工的运动参数.进行了五轴加工的刀具扫描体计算.在计算机上,对螺旋锥齿轮数控加工进行了仿真,给出了相应的计算和实验结果.在通用五坐标数控机床上实现螺旋锥齿轮加工,确定出螺旋锥齿轮NC加工方法.
【总页数】4页(P903-906)
【作者】王延忠;周云飞;李左章;王沉培;李小清;李斌
【作者单位】华中科技大学;华中科技大学;华中科技大学;华中科技大学;华中科技大学;华中科技大学
【正文语种】中文
【中图分类】TG61;O224
【相关文献】
1.基于SYNTEC的大型螺旋锥齿轮专用数控机床人机界面设计 [J], 田国富;张西栋;任仲伟;宋江波;唐媛媛
2.基于空间运动转换算法的通用五轴加工中心螺旋锥齿轮加工研究 [J], 周庆平
3.基于空间运动转换算法的通用五轴加工中心螺旋锥齿轮加工研究 [J], 周庆平
4.螺旋锥齿轮空间曲面NC加工插补误差分析 [J], 王延忠;周云飞;李左章;李小清
5.基于螺旋锥齿轮成套装备的螺旋锥齿轮检测及反调 [J], 杨福来;刘琦;宿文玲因版权原因,仅展示原文概要,查看原文内容请购买。
图像采集识别技术在计量器具检验中的应用

图像采集识别技术在计量器具检验中的应用研究社会发展非常迅速,而且智能化技术开始在各行各业普及。
电能计量器具的质量以及准确性开始受到了社会各界的关注,因此将电能计量器具放置在权威的机构完成更加全面的检验,确保整个电能计量装置的准确性是非常必要的。
在现阶段,电能表等计量器具的种类是非常多的,而且样品的数量也非常大,整个试验的过程是比较复杂的。
一、人工智能以及计算机视觉的发展现状在20世纪50年代,主要的计算机图像识别在于光学字符的识别以及显微图片和航空图片的分析上面。
60年代的MIT能够通过计算机图像当中提取出立方体或者是棱柱体等多种三维模型,并且对物体的形状进行描述,Roberts的研究工作开创了三维场景的研究,Roberts对于积木世界的创造性给予了人们很多的启示,70年代正式出现了视觉应用系统。
70年代的中期,麻省理工学院的人工智能实验室展开了相关的课程研究,并且吸引了许多知名学者参与研究,对于该项技术的研究热潮,从20世纪80年代开始一直到中期,计算机视觉得到了非常好的发展,有一些新的理论以及现在概念开始不断地涌现出来,计算机视觉领域在研究的过程当中一直呈现着两个非常明显的特点,分别为多样性和不完善性,针对于计算机视觉的研究其实可以追溯到更早的时候。
但是一直到20世纪70年代后期,计算机的性能有效地提升了之后才得到真正的关注,而且这些发展是源自于其他不同的领域的需求的,对于计算机视觉问题始终没有得到一个真正的定义尽管如此,但是人们仍旧对计算机视觉的研究任务非常的憧憬,并且将这些方法应用在了某些大规模系统的问题的解决上面。
比如工业当中的质量控制和医学当中的图像处理。
人工智能在研究过程当中的一个最为主要的问题就是如何让系统设备能够具有计划跟决策的能力,从而完成一个特定的动作。
这和计算机的视觉问题发展是有着很大的联系,对于人工智能来说,计算机的视觉相当于它的一个智能的感应器,可以有效地提供更多的数据信息。
螺旋锥齿轮六轴五联动数控加工模型

农业机械学报
第 39 卷 第 10 期
螺旋锥齿轮六轴五联动数控加工模型*
陈书涵 严宏志 明兴祖 谢耀东
摘要 基于空间坐标变换原理, 研究了六轴五联动 数控螺旋锥齿 轮机床的运 动规律, 并建立 了机床的加 工
坐标系; 分析了由传统机床调整参数转换为六轴 五联动数控机床调整参数的原理并提出了 螺旋锥齿 轮六轴五联 动
中, 位置矢量(
Ot
Op
)
( p
C
)
用矩阵表示为
(
Ot Op
)
( p
C
)
=
x (eOd )Lp e [ 1 0 0] T - x (mOh) Lp m [ 1 0 0] T -
y
(O m
)
h
L
p
m
[
0
1
0] T -
z
(O m
)
h
L
p
m
[
0
0
1] T
其中 Lpe = Lp dLde Lp m = Lp dLdeLem
图 2 六轴五联动螺旋锥齿轮机床坐标系 F ig. 2 Coordinate systems of spiral bevel gear
cutter with six axes five linkages
在图 2 中, 先考虑刀具与工件间的相对方向, 通
过矩阵坐标变换法, 可以得到 L(pCt )( , , ) = Lp d( ) LdeLem ( ) LmhLht ( )=
a21= - sin G sin !m cosq+ cos G sin q
a22= sin Gsin !msinq + cos Gcosq
年度北京市精品课程申报表

2008年度“北京市精品课程”申报表(本科)中华人民共和国教育部制二○○八年四月填 写 要 求一、以word文档格式如实填写各项。
二、表格文本中外文名词第一次出现时,要写清全称和缩写,再次出现时可以使用缩写。
三、涉密内容不填写,有可能涉密和不宜大范围公开的内容,请在说明栏中注明。
四、除课程负责人外,根据课程实际情况,填写1~4名主讲教师的详细信息。
五、本表栏目未涵盖的内容,需要说明的,请在说明栏中注明。
1. 课程负责人情况姓 名王之栎性别 男 出生年月 1961年2月 最终学历 研究生 职 称 教授 电 话 82338931学 位硕士职 务传 真所在院系机械工程及自动化学院 机械设计及自动化系E-mailWang_zl @通信地址(邮编) 北京航空航天大学 机械学院 1-1 基本 信息研究方向机械设计及理论 机器人技术 摩擦学与密封技术1-2 教学 情况近五年来讲授的主要课程(含课程名称、课程类别、周学时;届数及学生总人数) (不超过五门);承担的实践性教学(含实验、实习、课程设计、毕业设计/论文, 学生总人数);主持的教学研究课题(含课题名称、来源、年限)(不超过五项);作为第一署名人在国内外公开发行的刊物上发表的教学研究论文(含题目、刊物名称、时间)(不超过十项);获得的教学表彰/奖励(不超过五项)主讲课程:1.机械设计基础A4(机械类本科,基础课),周学时3,授课4届,总计612人次2.机械设计基础B2(近机械类本科,基础课),周学时4,授课2届,总计263人次3. 现代设计理论与方法(机械学硕士),周学时2,授课3届,总计36人次独立指导实践性教学:1.机械设计课程设计A(机械类本科,基础课),周学时8(合四周160学时/课),授课4届(11班次),计351人次2.机械设计课程设计B(近机械类本科,基础课),周学时8(合2周80学时/课),授课4届(5班次),计152人次3.指导本科毕业设计,机械设计专业,15人4.指导研究生,机械设计及理论,12人教学研究课题:1.主持“机械设计系列教材环境、培养需求与发展”项目,北京市高等教育学会“十一五”专项规划重点课题,2008-20092.主编《机械设计综合课程设计》(机械工业出版社),国家“十一五”规划教材项目,2006-20083.主编《摩擦学设计》(北航出版社),国家“十一五”规划教材项目,2006-20084.主持“北京航空航天大学 机械设计精品课程建设”,北航,2004-20065.主持“机械设计理论与实践教学环节一体化”,北航,2007-2008此外,主编北京市精品教材两部(第一、二主编各一部),主持或参加北航“机械设计双语教学实践”,北航“机械设计多媒体教学体系建立”,北航“机械设计实验室211建设”,等项目。
螺旋锥齿轮制造技术对比研究及应用_李党育
加工新技术的推广应用,提高螺旋锥齿轮设计和加工质量。
关键词:螺旋锥齿轮 局部共轭理论 局部综合法 三阶接触分析 齿面接触分析(TCA)
中 图 分 类 号 :TH132.421;TP391.7
文献标识码: A
文章编号:1000 - 4998 (2014) 02- 0047- 04
螺旋锥齿轮(弧齿锥齿轮和准双曲面齿轮)是机械 传动的基础零件, 用于传递两相交或交错轴间的运动, 具有重叠系数大、噪声小、承载能力高的优点,广泛应 用于汽车、飞机、机床等高精、高速及矿山机械等重载 设备 。 螺旋锥齿轮的设计 、制造质量直接影响产品的工 作性能, 齿轮在传动运行中需要良好的齿形精度和啮 合质量 ,这主要是通过切齿参数的调整来实现 。 由于螺 旋锥齿轮在几何上的高度复杂性, 要获得期望的切齿 参数是很困难的, 需要复杂的齿轮啮合和加工理论及 相应的计算机辅助设计程序。
CAGE GSHgears Hyspiral
●
●
●
●
●
●
●
○
加载 TCA 计算 根切计算检查
●
○
○
●
●
●
齿面失配图形 机床调整数据
●
○
○
●
滚检修正 测量中心测量网格数据计算
○
○
●
●
●
●
基于测量误差的切齿调整参数自动修正 ○
●
●
切齿加工过程仿真
○
●
○
小轮粗、精切齿面比较(精切余量分布)的 ○
●
●
计算模块
(5) 根 据 小 轮 切 削 时 产 形 轮 与 小 轮 的 线 接 触 条 件,确定小轮产形轮参数与小轮的相对位置,可以计算 满足小轮计算点二阶几何参数要求的机床和刀具参数。
探讨图像识别技术在机械零件质量检测中的运用

探讨图像识别技术在机械零件质量检测中的运用作者:刘垣来源:《科技视界》 2014年第23期刘烜(广西农业机械研究院,广西南宁 530007)【摘要】机械零件质量检测中的图像识别技术,指的是利用计算机图像识别技术,对机械零件的缺陷部分进行成像以及图像预处理,分析图像以及提取图像特征,然后判断机械零件是否存在质量缺陷。
本文以活塞销为例,探析了图像识别技术在机械零件质量检测中的运用,旨在为机械零件质量检测的相关人员提供一定的参考。
【关键词】图像识别技术;机械零件;质量检测;运用0 前言在传统的机械零件的质量检测中,传统人工检测的方式,由于质量检查人员在长时间的工作状态下,人眼容易疲劳,并且还有一些地方是人工检查不到的地方,这样就不能够保证机械零件百分百的合格率。
随着经济与科技的快速发展,计算技术、信息技术以及自动化技术被广泛的开发和应用在众多领域中,其中图像识别技术在机械零件质量检测中的运用,有效的解决了传统人工检测的弊端,显著的降低了质量检测人员的工作量,并且还提高了质量检测的质量以及效率,提高了机械零件质量检测的自动化水平。
1 图像识别技术在机械零件质量检测中的应用1.1机械零件质量检测中的图像识别技术机械零件质量检测中的图像识别的技术有许多,其中主要包括以下几个方面:1.1.1模板匹配识别技术该种识别方法是最基本的一种识别技术,所谓模板指的是为了检测待识别机械零件图像的某些区域特征,以数字量或者符号串的形式形成矩阵,将已知物体的图像与模板中所有的未知区域进行比较,然后将某一个未知的物体和该模板进行匹配,因此该物体将会被认为是和模板相同的物体。
模板匹配技术的操作非常简单,但是有一定的限制,因为为了匹配所有物体的尺寸以及方向,就需要设置数量庞大的模板,在匹配的过程中需要设计和储存大量的模板,这在经济上会造成一定的浪费。
1.1.2神经网络识别技术神经网络识别技术指的是由大量的神经单元(处理单元),通过某种特定的方式相互连接构成的复杂神经网络系统,虽然单个神经单元的结构与功能相对简单,但是由数量众多的神经单元组成的神经网络系统具备了复杂的结构以及丰富多彩的功能,神经网络系统可以看成是人脑神经网络系统的模拟、抽象以及简化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图像识别技术在螺旋锥齿轮接触区分析中的应用王延忠张国钢张 俐雷震天北京航空航天大学,北京,100083摘要:提出了应用图像识别技术对轮齿接触迹进行自动识别和切齿修正的方法,建立了螺旋锥齿轮图像识别检测系统。
首先采用图像识别方法对轮齿接触区图像进行了预处理,得到了接触区边缘轮廓;接着对接触区边缘轮廓进行了离散与拟合,得到了实际的接触迹图像;最后通过实际接触迹与理论接触迹的逼近,求得了小轮机床调整参数的修正量。
关键词:图像识别;螺旋锥齿轮;接触迹;传动误差中图分类号:TH132 文章编号:1004 132X(2007)16 1984 05Application of Image Recognition to the Analysis of S piral Bevel Gear s Contact RegionsWang Yanzhong Zhang Guogang Zhang Li Lei ZhentianBeihang University,Beijing,100083A bstract :A way of automatic recognition and cutting modification of contact trail was proposed.A system for image recognition and identification w as established,providing an effective w ay to achieve automatic analy -sis and modification.The real bearing contact with the method of image recognition was preprocessed,and the image of the bearing contact profile w as attained.Then,the image of the bearing contact profile w as dispersed and fitted,and the real contact trail w as generated.Finally,when the theoretic contact trail is approximated as closely as possible by the real contact trail,the modifications of machine-settings of pinion are evaluated.Key w ords :image recognition;spiral bevel gear;contacting track;kinematic error收稿日期:2006 06 13基金项目:国家自然科学基金/航空科学基金联合资助项目(10377003)0 引言齿面接触区形状和接触迹走向的分析判定是鉴别齿轮加工质量、预测齿轮传动性能的重要手段和依据。
目前螺旋锥齿轮的设计只考虑了齿面上一点的法矢和曲率,这不能保证整个接触区的法矢和曲率都满足要求,那么实际加工时需对齿面接触区进行数次修正,而这个过程非常麻烦,没有扎实的理论基础和丰富的实践经验,要加工出一对理想的螺旋锥齿轮副是很困难的。
Gleason 公司提出的TCA 技术在很大程度上缩短了螺旋锥齿轮的调整加工周期,但是这种方法也只是理论分析,并不能反映实际齿面的啮合情况。
计算机视觉技术的不断发展,使其在齿轮接触区检测中的应用成为可能。
国外很多专家在20世纪90年代初就开始研究实际齿面点数据的获取和实际齿面点数据与齿面加工参数修正的关系[1,2]。
目前,国内已经展开了相关的理论研究,并取得了一定的进展。
笔者采用计算机视觉技术来处理螺旋锥齿轮轮齿接触区的形状、大小及走向,并对轮齿接触区轮廓进行特征提取,接着对轮齿接触区轮廓加以分析判别,从而得到小轮切齿调整参数的修正值。
1 轮齿接触区的图像处理齿轮图像处理就是以轮齿接触区为目标,把图像分割成像素小区域,用一个整数来描述每个像素的灰度值,将接触区的模拟图像转化为数字图像,再用规定算法对轮齿数字图像进行分析,提取图像中的特征信息的一种方法。
图1为螺旋锥齿轮齿面接触区图像处理流程图。
图1接触区图像处理流程图1.1滤波预处理图像的边缘和变化剧烈的部分在频域上表现出高频特性,而变化平缓的部分则表现出低频特性。
在频域上对图像进行滤波处理的方法主要有高通滤波、低通滤波和中值滤波。
由于图像在数字化过程中混入的噪声主要是高频噪声,而图像边缘也具有高频特性,因此齿轮啮合迹图像在频域上的处理受到了限制。
为了更好地突出啮合迹和齿面边缘,须进行边缘锐化的滤波。
图像锐化有多种方法,本文采用微分法。
图像的灰度函数f (x,y )在点(x,y )处的梯1984度是一个矢量,定义梯度为G(x,y)=[ fxfy]G(x,y)的幅值定义为|G(x,y)|=( fx)2+(fy)2图像增强的方法是使g(x,y)=|G(x,y)||G(x,y)| T f(x,y)|G(x,y)|<T式中,g(x,y)为增强后图像的灰度函数;T为一个非负值。
适当选取T既可以不破坏平滑的背景特征,又锐化了有效边缘。
1.2边沿特性的提取从经过滤波预处理得到的图像中获取边界区域的常用方法是图像二值化法,即设定一阈值 ,用 将图像分成大于 的像素群和小于 的像素群,对于输入图像的灰度函数f(x,y),则其输出函数为f (x,y)=1 f(x,y) 0f(x,y)<二值化图像可以产生区域的边界点序列。
如图2所示,考虑数字图像像素点(x,y)的一个8领域,显然在该点处的边界只能在这8个方向延伸,对每个方向赋以一个码,8个方向分别对应0、1、2、3、4、5、6、7,这些码称为Freeman链码。
32140567图2Freem an链码1.3 链码几何特征从链码可以得出边界的如下数字特征。
(1)链的长度:L=n e+2n o式中,n e为方向链中偶数码的数目;n o为奇数码的数目。
(2)边界所表示区域的宽度W和高度H:W=maxi( i k=1a kx+x0)-min i( i k=1a kx+x0)H=maxi( i k=1a ky+y0)-min i( i k=1a ky+y0)i=1,2, ,n式中,a kx、a ky分别为链码第k环的长度在x向(横向)、y向(纵向)的分量;x0、y0分别为初始点的横坐标和纵坐标。
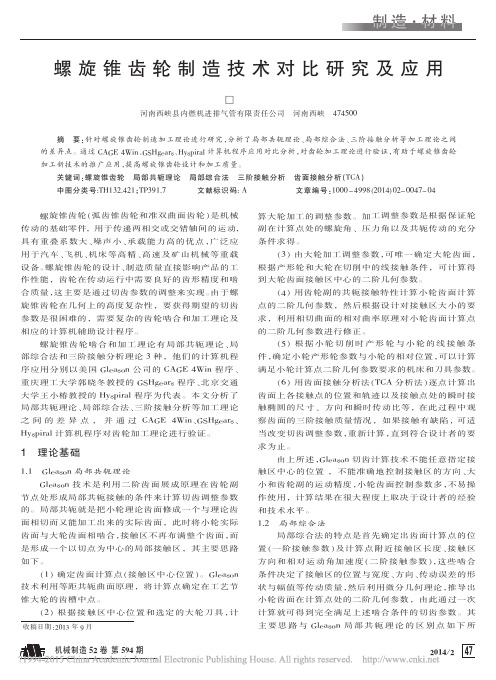
(3)链码所围区域的面积:S= n i=1a ix(y i-1+a iy/2)y i= i k=1a ky+y02 轮齿接触区边缘特征2.1 接触区边缘特征与图像信息的对应关系齿面上的一族接触点形成了接触线,接触线上的一个点表示瞬时接触椭圆的中心,而一族接触椭圆就形成了接触区。
不同接触点处的接触椭圆长轴的长度可能不相等,这就形成了不同形状的接触区,接触椭圆长轴的中点为接触点。
从接触区的特点可判断,最靠近轮齿齿顶(齿根)并且沿齿顶(齿根)无明显变化的轮齿接触区的外部轮廓是接触椭圆在齿顶(齿根)处的准长轴。
确定齿顶和齿根处的两准长轴的夹角 ,连接两准长轴的中点,并十等分连线,建立过连线中点且与两准长轴夹角的角平分线相平行的直线,该直线与图像轮廓相交,则可确定出齿轮接触区中点处的接触椭圆长轴的长度和方向。
以此为基础,分别过其他的8个连线等分点作平行于轮齿接触区中点处的接触椭圆长轴的平行线,则可确定出沿接触迹各点处的接触椭圆长轴的大小和方向,如图3所示。
图3接触区边缘特征与图像信息的对应关系2.2接触区、接触迹的离散与拟合轮齿接触区特征主要反映在接触区形状上,影响形状的主要因素是共轭齿面接触点处的法曲率。
以轮齿主动啮合面为例进行研究,由上述的图像分析,得到由Freeman链码组成的轮齿边缘轮廓,其轮廓由一系列离散点组成,采用三次B样条函数对齿廓离散点进行拟合,得到齿面接触区边缘轮廓拟合方程:F i=U i SC i TV iU i=[u3i u2i u i1] u i [0,1]V i=[v3i v2i v i1]T v i [0,1]T=-13-313-604-33311000S=-13-313-630-30301410式中,U i为齿高的方向矢量;V i为齿长的方向矢量;C i为4行4列的控制点矩阵,由型值点求取控制点的过程见文献[3]。
由B样条函数的几何不变性可知,曲线F i的坐标变换只需对其控制点进行坐标变换即可,从1985而可得变换后的曲线方程:F =U i SMC i TV i式中,M为坐标变换矩阵。
将整个接触区轮廓确定出来后,再根据已确定的接触区轮廓,按照上述图像数值描述方法,确定出接触区各点的长轴方向与大轮根锥方向的夹角。
而接触椭圆的长轴及最小相对法曲率 K min 的关系如下:K min=0 0127a2式中,a为接触椭圆长半轴的长度。
实际接触区的齿长修正系数为f=2a co s B式中, 为大轮螺旋角;B为轮齿的宽度。
实际加工齿长方向的法曲率修正值为A=0.0508(cosf B)2在此基础上确定出长轴的中点,再用B样条函数拟合各中点,由此确定出图像处理状态下的接触迹。
3 切齿加工接触区的数值逼近3.1 理论接触迹与接触区的确定为了更准确地对接触椭圆长轴的方向进行描述,用U表示瞬时接触椭圆长半轴,则可在共轭接触点的公切平面内写出以下方程:U=[(t2 n2)co s +t2sin ]l式中,下标2表示与大轮相关的变量;t2为共轭接触点处齿高的方向向量;n2共轭接触点处齿长的方向向量; 为U与过共轭接触点的轴截面的夹角;l为过共轭接触点处接触椭圆长轴的长度。
瞬时接触椭圆在轴截面内的投影与齿轮轴线的夹角 的计算公式为t an =-U [(p2 r2) p2] U p2 |p2 r2|式中,p2为大轮轴线的方向矢量;r2为共轭接触点矢量。
投影方向与大轮根锥方向的夹角为= - f2式中, f2为大轮根锥角。
3.2实际接触迹的修正制造误差、安装误差和一些不确定因素使理论接触迹与实际接触迹往往存在一定的差异。
要去除这种差异,通常的做法是修正实际接触迹的方向和接触点位置,使其尽可能接近理论接触迹的方向和接触点位置,从而得到切齿参数的修正量,消除实际接触迹与理论接触迹的差异。
理论接触迹的走向与接触椭圆长轴的方向有密切的关系,都是由接触点的曲率决定的。
为了简化问题,用图像识别得到的接触点长轴与理论分析得到的接触点长轴之间的夹角代替接触迹之差。
接触迹的走向直接反映了轮齿对角接触的情况,而对角接触修正可以通过改变切齿节锥来实现。
改变切齿节锥相当于修正工件试滚角,而工件试滚角修正量 可近似假定等于图像识别得到的接触点长轴与理论分析得到的接触点长轴之间的夹角。