Solid Edge ST4钣金折弯表显示折弯半径及方向
SolidWorks折弯系数的计算方法

SolidWorks折弯系数的计算方法折弯系数折弯扣除K因子值的计算方法招聘(广告)一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
另一方面,随着计算机技术的出现与普及,为更好地利用计算机超强的分析与计算能力,人们越来越多地采用计算机辅助设计的手段,但是当计算机程序模拟钣金的折弯或展开时也需要一种计算方法以便准确地模拟该过程。
虽然仅为完成某次计算而言,每个商店都可以依据其原来的掐指规则定制出特定的程序实现,但是,如今大多数的商用CAD和三维实体造型系统已经提供了更为通用的和强大功能的解决方案。
大多数情况下,这些应用软件还可以兼容原有的基于经验的和掐指规则的方法,并提供途径定制具体输入内容到其计算过程中去。
SolidWorks也理所当然地成为了提供这种钣金设计能力的佼佼者。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
SolidWorks软件在2003版之前只支持折弯补偿算法,但自2003版以后,两种算法均已支持。
为使读者在一般意义上更好地理解在钣金设计的计算过程中的一些基本概念,同时也介绍S olidWorks中的具体实现方法,本文将在以下几方面予以概括与阐述:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
solidworks钣金教程

solidworks钣金教程
solidworks钣金教程如下:
1、打开SolidWorks,新建一个零件模型,在前视基准面上绘制草图,创建基体法兰。
钣金厚度“1 mm”,折弯半径“1 mm”。
2、创建拉伸切除特征。
3、单击“钣金—绘制的折弯”命令。
4、选择图示端面,绘制草图。
5、退出草图,系统弹出绘制的折弯对话框。
6、点击零件端面上一点,钣金将向所点一侧折弯。
7、单击确定,完成钣金折弯创建,保存零件模型。
扩展资料
SolidWorks是达索系统(Dassault Systemes S.A)下的子公司,成立于1993年,总部位于美国马萨诸塞州。
公司负责系统性的软件供应,提供涵盖整个产品生命周期的系统,包括设计、工程、制造和产品数据管理等各个领域中的最佳软件系统。
著名的CATIAV5就出自该公司之手,目前达索的CAD产品市场占有率居世界前列。
1995年推出第一套SolidWorks三维机械设计软件。
1997年
Solidworks被法国达索公司收购,作为达索中端主流市场的主打品牌。
SolidWorks的钣金设计技术基础——折弯计算
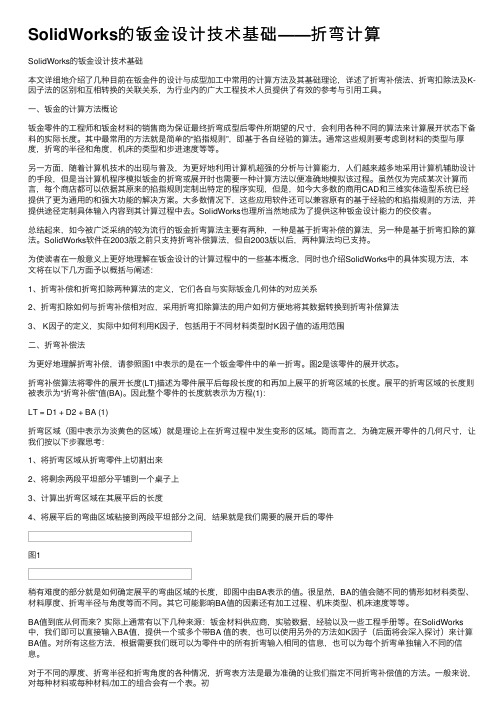
SolidWorks的钣⾦设计技术基础——折弯计算SolidWorks的钣⾦设计技术基础本⽂详细地介绍了⼏种⽬前在钣⾦件的设计与成型加⼯中常⽤的计算⽅法及其基础理论,详述了折弯补偿法、折弯扣除法及K-因⼦法的区别和互相转换的关联关系,为⾏业内的⼴⼤⼯程技术⼈员提供了有效的参考与引⽤⼯具。
⼀、钣⾦的计算⽅法概论钣⾦零件的⼯程师和钣⾦材料的销售商为保证最终折弯成型后零件所期望的尺⼨,会利⽤各种不同的算法来计算展开状态下备料的实际长度。
其中最常⽤的⽅法就是简单的“掐指规则”,即基于各⾃经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和⾓度,机床的类型和步进速度等等。
另⼀⽅⾯,随着计算机技术的出现与普及,为更好地利⽤计算机超强的分析与计算能⼒,⼈们越来越多地采⽤计算机辅助设计的⼿段,但是当计算机程序模拟钣⾦的折弯或展开时也需要⼀种计算⽅法以便准确地模拟该过程。
虽然仅为完成某次计算⽽⾔,每个商店都可以依据其原来的掐指规则定制出特定的程序实现,但是,如今⼤多数的商⽤CAD和三维实体造型系统已经提供了更为通⽤的和强⼤功能的解决⽅案。
⼤多数情况下,这些应⽤软件还可以兼容原有的基于经验的和掐指规则的⽅法,并提供途径定制具体输⼊内容到其计算过程中去。
SolidWorks也理所当然地成为了提供这种钣⾦设计能⼒的佼佼者。
总结起来,如今被⼴泛采纳的较为流⾏的钣⾦折弯算法主要有两种,⼀种是基于折弯补偿的算法,另⼀种是基于折弯扣除的算法。
SolidWorks软件在2003版之前只⽀持折弯补偿算法,但⾃2003版以后,两种算法均已⽀持。
为使读者在⼀般意义上更好地理解在钣⾦设计的计算过程中的⼀些基本概念,同时也介绍SolidWorks中的具体实现⽅法,本⽂将在以下⼏⽅⾯予以概括与阐述:1、折弯补偿和折弯扣除两种算法的定义,它们各⾃与实际钣⾦⼏何体的对应关系2、折弯扣除如何与折弯补偿相对应,采⽤折弯扣除算法的⽤户如何⽅便地将其数据转换到折弯补偿算法3、 K因⼦的定义,实际中如何利⽤K因⼦,包括⽤于不同材料类型时K因⼦值的适⽤范围⼆、折弯补偿法为更好地理解折弯补偿,请参照图1中表⽰的是在⼀个钣⾦零件中的单⼀折弯。
在Proe钣金中如何编辑折弯顺序表
广州有道资料网在Proe钣金中如何编辑折弯顺序表编辑折弯顺序表在零件处于折弯状态下:1.单击“编辑”(Edit)>“设置”(Set Up)。
出现“零件设置”(PART SETUP) 菜单。
2.单击“钣金件”(Sheet Metal)。
出现“钣金件设置”(SMT SETUP) 菜单。
3.单击“折弯顺序”(Bend Order)。
出现“折弯顺序”(BEND ORDER) 菜单。
4.单击“显示/编辑”(Show/Edit)。
“选取”(SELECT) 菜单出现。
5.当零件完全展平时,选取要保持固定的平面或边。
会展平零件,并加亮折弯序列中的折弯几何。
6.单击所需的“显示/编辑”(SHOW/EDIT) 菜单选项:∙下一个 (Next) - 继续下一序列。
∙跳过 (Skip) - 跳过指定的序列序号。
输入序号。
∙添加折弯 (Add Bend) - 将一个或多个折弯添加到序列中。
如选取的折弯当前正在后续序列中使用,可将其移动到当前序列。
不能选取已在先前序列中被折弯回去的折弯。
∙删除折弯 (Delete Bend) - 从当前序列中移除折弯。
如果要将该折弯添加到后续序列中,请使用该选项。
∙插入 (Insert) - 在前一个折弯序列之后插入一个折弯序列。
7.选取要编辑的折弯。
8.单击“完成”(Done)。
“选取”(SELECT) 菜单出现。
9.单击“完成选取”(Done Sel)。
对折弯顺序表所做的修改即被保存。
广州有道资料网。
solidworks钣金命令的用法(一)

solidworks钣金命令的用法(一)Solidworks钣金命令使用指南1. 弯曲命令•功能说明:将平面钣金件以指定的曲线进行弯曲,用于制作弧形或曲线形状的钣金零件。
•使用方法:选择需要弯曲的平面,选择要弯曲的曲线,设置弯曲半径、弯曲角度等参数,点击确认进行弯曲操作。
2. 切割命令•功能说明:在钣金上创建切割边界,将钣金分割成所需的任意形状,用于制作复杂形状的钣金零件。
•使用方法:选择需要切割的钣金,绘制切割边界,设置切割方式(盖板、切割、移位等),点击确认进行切割操作。
3. 扣除命令•功能说明:根据倒角半径的设置,通过扣除钣金边缘的指定部分来创建倒角效果。
•使用方法:选择需要倒角的边缘,设置倒角半径、倒角类型(直角、圆弧等),点击确认进行倒角操作。
4. 压缩命令•功能说明:通过选定的平面区域,压缩钣金的尺寸来创建凹凸效果,用于制作凸起或凹陷的钣金零件。
•使用方法:选择需要压缩的平面区域,设置压缩的深度、方向、方式等参数,点击确认进行压缩操作。
5. 反弯命令•功能说明:将弯曲的钣金件恢复成平面状态,一般用于对弯曲零件进行修改或重新设计。
•使用方法:选择需要恢复的钣金件,设置弯曲线、弯曲方向等参数,点击确认进行反弯操作。
6. 拉伸命令•功能说明:将平面的钣金件沿指定路径拉伸为三维形状,用于制作具有拉长或压缩效果的钣金零件。
•使用方法:选择需要拉伸的钣金件,选择拉伸的路径,设置拉伸的距离、方向等参数,点击确认进行拉伸操作。
7. 添加连接件•功能说明:在钣金件上添加连接件(螺栓、螺钉等)以实现钣金件之间的链接和固定。
•使用方法:选择需要添加连接件的钣金件,选择连接件类型、大小等参数,点击确认进行添加操作。
注意:以上命令仅为部分Solidworks钣金命令的使用指南,更多命令和功能请参考Solidworks的官方文档和教程。
Solid Edge ST4钣金折弯表显示折弯半径及方向

Solid Edge ST4钣金折弯表显示折弯半径及方向
有朋友问,Solid Edge可不可以在出工程图时直接生成钣金展开图、自动标注折弯方向和折弯R?Solid Edge一个“折弯表”就搞定了。
随意画一个这样的钣金件。
用“工具”-“模型”-“展平图样”这样后面就能在工程图中放置此展平视图了。
在视图创建向导上可以选择“设计零件”或“展平图样”
这两个是可以同时放置的。
接下来用“折弯表”命令。
默认效果。
表中表示出了各个折弯的半径、角度、方向和夹角。
在模型中的更改,都可直接在表中更新。
修改折弯半径为3.5
表中一更新就换成3.5了
再增加一个新折弯。
用120度夹角。
表中更新后。
更多精彩教程,欢迎访问中国最专业的Solid Edge技术论坛。
钣金折弯系数表和计算公式
钣金折弯系数表和计算公式
(总1页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
SolidWorks折弯表
SolidWorks折弯表本文将教您在处理钣金时如何使用SolidWorks折弯模块。
我们还将研究如何为SolidWorks创建钣金规格表。
过去曾经使用过钣金的任何人都知道钣金属性(例如折弯系数,折弯系数,弯曲半径,K因子,标尺厚度等)非常重要。
如果零件的制造或设计具有错误的特性,那么最终产品本身也将是不正确的。
在装配中使用时,任何误差都可以倍增,例如钣金规格误差,因为它是基于板材的重量而不是厚度。
在这种情况下,可以使用SolidWorks进行帮助,利用钣金规格表来确保为所使用的各种材料选择正确的厚度以及相应的属性。
能够创建钣金设计需要三个值,它们是:•折弯系数(以K因子表示)•弯曲半径•材料厚度通过为您的项目设置钣金规格表,可以轻松选择材料的弯曲半径和合适的壁厚,从而极大地加快您的工作流程。
K因子的选择也可以通过量表自动进行。
弯曲裕度/扣除弯曲裕度和弯曲扣除是指金属在弯曲区域的行为方式。
众所周知,金属会在弯曲区域变形和拉伸,这在使用钣金进行设计时必须加以考虑。
K因子是计算折弯容限和折弯扣除量的最常用方法,但是可以通过多种方法进行计算。
出于本文的目的,我们将假设K因子为0.5,而不是一路计算得出。
折弯半径在设计和评估钣金设计时,材料的弯曲半径非常重要。
弯曲半径取决于两个因素。
使用的工具以及材料的壁厚。
可以用来弯曲金属板的一种特定工具的示例是冲头和模具。
该装置将安装在压力机中。
通用冲模和冲模设置的示例通过查看此图,我们可以看到V形模具位于压力机的底部,而金属板位于模具的顶部。
冲头在冲床顶部的模具和钣金上方。
按下冲头后,它将迫使钣金成形为模具的形状。
模具和冲头都将在其v形的峰值处具有半径,这将确定在金属中形成的弯曲的类型。
这称为底部弯曲,是在钣金上形成弯曲的多种方法之一。
在过程中使用哪种类型的弯曲并不重要,所创建的弯曲半径是需要关注的重点。
这将再次取决于材料的壁厚和所使用的特定弯曲方法。
板材厚度钣金件的壁厚可以表示为规格值,例如10、12或16ga。
钣金设计中折弯半径的确定方法

Pro/E钣金设计中折弯半径的确定方法在钣金设计中,用传统方法画展开图时,只要有一个尺寸算错,加工后就可能导致零件报废。
但是用Pro/E设计就非常轻松,只需输人精确的折弯半径,不用作任何尺寸计算,点击'展开'后,系统会自动展开,得到精确的展开图。
用Pro/进行钣金设计,在平整壁侧面创建折弯壁时,会出现SEL RADIUS选取半径的命令菜单,要求设计人员选择折弯半径。
系统提供选择的折弯半径为:等于工件厚度;等于2倍的工件厚度; 'Enter Value输人值'。
实际情况中,对于高精度的扳金件设计来说,折弯半径正好'等于工件厚度'的情况很少,'等于2倍的工件厚度'更少见,多选取'Enter Value输入值'。
在Pro/E钣金设计中,影响展开图尺寸精度的关键因素是折弯半径。
只有输人精确的折弯半径,才能得到精确的展开尺寸。
可是在Pro/E钣金模块中,没有固定的公式可以计算折弯半径。
使展开图的尺寸精度,因设计人员的经验不同而产生程度不同的设计误差。
甚至一些厂家对于精度要求很高的重要钣金件,宁愿用传统方法作展开图,也不敢用Pro/E自动生成的展开图下料。
因此,本文重点介绍Pro/E 钣金设计中折弯半径的确定方法。
2 实测圆角半径不能作为Pro/E折弯半径的 'Enter Value输入值'传统的确定展开尺寸的方法,一般通过做试验,把试样折弯后,测量成型尺寸,再把成型尺寸和试样的下料尺寸比较,得出延伸量。
名义尺寸减去延伸量,就是下料用的展开尺寸。
因为延伸量随折弯圆角的大小而不同,生产厂家根据钣金件要求线条简洁的特点,通常对相同厚度的板材,选用统一的较小圆角R<板厚,得到统一的延伸量,以简化制造工艺。
如果有特殊要求必须采用不同的折弯圆角,则需单独求出延伸量,但这种情况很少。
如图l所示的折弯,1.2mm厚的Q235冷板,通常选用7mm宽的下模,已知折弯90°的延伸量为2.l,每翼外档尺寸都是100的L形工件,其展开尺寸为:100+100-2.1=197.9。
solidworks钣金折弯参数怎么设置

solidworks钣金折弯参数怎么设置solidworks可以自动展开钣金件,很方便钣金件制作、下料、折弯等。
有时用solidworks画的钣金展开与实际钣金展开不一样,折弯尺寸不准怎么办?其实是solidworks钣金折弯参数没设置正确。
今天,小编就来介绍怎么正确的设置钣金折弯参数。
solidworks钣金折弯参数有几个选项,分别是折弯系数表、K因子、折弯系数、折弯扣除和折弯计算等5个参数。
今天主要讲最简单、实用的三个参数。
SolidWorks钣金折弯参数折弯扣除这个参数是我用于画钣金件折弯最常用的参数,因为它很简单,符合实际情况。
折弯扣除的数值等于实际我们用的折弯系数,比如:1.7倍的钣金厚度或钣金厂自己的折弯系数表。
有些钣金厂用一条边减0.8倍的钣金厚度,在这里设置要乘以2,即1.6倍的钣金厚度。
这里的折弯扣除可理解为一个直角弯减去的数值。
1mm钣金折弯扣除实例比如:上图中,1mm的钣金折弯应设置为:折弯扣除等于1.6mm。
2.K因子折弯扣除多用于折弯90的钣金件设置,当遇到折弯大圆弧和非90度折弯时,就不适用了。
前面文章说了,钣金大圆弧折弯中性层为钣金厚度的一半。
这里K因子就可设置为0.5。
看实例:钣金大圆弧SolidWorks钣金折弯K因子设置大圆弧折弯K因子不建议在钣金中设置全局参数,毕竟不是每个折弯都是大圆弧折弯的。
这里可以单独编辑折弯参数,如:边线-法兰1中,把使用默认半径前面的方框√取消。
折弯半径改为20mm,在自定义折弯系数前面的方框√选上,设置K因子为0.5。
软件自动展开后,就是和手工展开计算的一样了。
非90度钣金折弯设置,同样建议单独设置自定义折弯系数。
如:软件设置默认折弯钣金为0.1mm,修改表格数据,自动计算得出K因子为0.2183。
将参数在软件中设置好,就可以自动展开了。
非90度折弯K因子非90度SolidWorks中K因子设置3.折弯系数在设计钣金褶边时,计算展开长度设置折弯扣除和K 因子可能都不是我们想要的数值。
SolidEdge钣金设计教程1

All right reserved
Lifecycle Management Software
Inc.
All
rights
res1e5rved
附加特征
• 附加特征
–凹坑
• 冲模半径必须大于等于材料厚度 • 不能展开
–冲压除料
• 不能展开
. 2008
©
厦门优赛科技有限公司
© 2008. Siemens Product
. 2008
©
厦门优赛科技有限公司
© 2008. Siemens Product
All right reserved
Lifecycle Management Software
Inc.
All
rights
res1e3rved
附加特征
• 附加特征
– 展平 /重新折弯 – 圆角 – 倒斜角
. 2008
©
厦门优赛科技有限公司
– 展开 /重新折弯
– 倒角
– 封闭二折弯角/封闭三折弯角
–凹坑 –百叶窗
. 2008
©
厦门优赛科技有限公司
© 2008. Siemens Product
All right reserved
Lifecycle Management Software
Inc.
All
rights
res1e1rved
• 附加特征
. 2008
©
厦门优赛科技有限公司
© 2008. Siemens Product
All right reserved
Lifecycle Management Software
Inc.
All
[教学]solidwork钣金规格折弯系数表
![[教学]solidwork钣金规格折弯系数表](https://img.taocdn.com/s3/m/0edbf3d971fe910ef02df80a.png)
[教学]solidwork钣金规格折弯系数表Solidwork钣金规格/折弯系数表钣金规格/折弯系数表钣金规格/折弯系数表存储指定材料的属性。
您可以通过一张表将折弯系数、折弯半径或 K 因子与厚度、折弯半径和材料的任何组合相关联。
注: 您还可以使用单独的规格表和折弯系数表。
请参阅钣金规格表和折弯系数表概述。
您可以通过以下方式访问钣金规格/折弯系数表:在生成基体法兰时,从基体法兰 PropertyManager 中访问。
在生成基体法兰后,右键单击 FeatureManager 设计树中的钣金,然后选择编辑特征。
规格表包含在 SolidWorks 应用程序中,位于以下位置:<安装目录>\lang\<语言>\Sheet Metal Gauge Tables\。
其中包含规格/折弯系数表和规格表。
您可以用它们作为模板来生成自己的表。
以下显示了组合的规格/折弯系数表。
对于每个规格号(厚度),您都可以从半径和角度范围中进行选择。
使用规格/折弯系数表来指定钣金参数可以使用钣金规格表指定整个零件的默认值。
应用与规格/折弯系数表值不同的折弯半径值为添加的特征手工指派折弯半径值钣金规格表钣金规格表存储指定材料的属性。
在生成基体法兰时,可以从PropertyManager 访问钣金规格表。
使用钣金规格表可指定:规格厚度允许的折弯半径K-因子在生成基体法兰之后,在 FeatureManager 设计树中右键单击钣金并选择编辑特征,即可访问钣金规格表。
使用钣金规格/折弯系数表以通过单个表指定厚度和折弯值。
请参阅钣金规格/折弯系数表。
指定折弯半径值可以使用钣金规格表指定整个零件的值。
这称为默认值。
但您也可以应用与钣金规格表中默认值不同的折弯半径值到特定的特征,例如边线法兰。
控制折弯半径值如果选择使用默认半径,便可对所有顺流特征使用钣金规格表中的一个一般折弯半径值。
如果选择使用规格表,则使用的折弯半径值不同于钣金规格表中的默认值。
solidwrks园角处折弯技巧
solidwrks园角处折弯技巧
在SolidWorks中,折弯操作是创建复杂三维模型的关键步骤之一。
对于园角处的折弯,可以参考以下步骤:
1.打开SolidWorks软件,选择合适的模板并创建一个新的零件文
件。
2.在设计树中,选择“前视基准面”作为草图基准面,开始绘制折
弯的轮廓。
可以使用“圆弧”命令来绘制圆角,使用“修剪”命令来
调整圆弧的形状和位置。
3.在草图编辑器中,选择“特征”选项卡,并单击“折弯”按钮。
在弹
出的“折弯”属性管理器中,选择“前视基准面”作为投影平面,并
设置折弯的角度和方向。
4.在属性管理器中,还可以设置折弯半径和折弯的切割线等参数。
根据需要调整参数,并单击“确定”按钮以生成折弯特征。
5.如果需要进一步编辑折弯特征,可以在设计树中右键单击该特
征并选择“编辑特征”。
在草图编辑器中,可以对折弯的轮廓进
行修改,并重新生成折弯特征。
以上是SolidWorks中园角处折弯的基本步骤,实际操作中可能需要根据具体需求和模型特点进行调整。
建议参考SolidWorks的官方教程和操作手册,以获取更详细的信息和技巧。
SolidWorks钣金件卡箍:绘制的折弯、展开

SolidWorks钣金件卡箍:绘制的折弯、展开
建模步骤
1.上视基准面,草绘图形。
2.基体法兰,厚度1 ,反向。
3.在钣金面上草绘图形,三角形镜像到另一侧。
4.拉伸切除,与厚度相等。
5.继续在钣金上草绘。
6.拉伸切除,与厚度相等。
7.圆角,半径1 。
8.在钣金上草绘直线。
9.绘制的折弯,角度90度,半径2 ,折弯中心线。
10.绘制的折弯,点钣金面,草绘直线,退出草绘。
11.折弯360度(最后要改),半径11 。
12.绘制的折弯,点底钣金面,草绘直线,退出草绘。
13.折弯90度,半径2 ,反向。
14.绘制的折弯,点底钣金面,草绘直线,约束到中点,退出草绘。
15.折弯90度,半径11 。
16.展开,出现错误,此零件中含有不被展开的特征。
17.点设计树最下端的平板样式,右键编辑特征,选固定面。
18.修改绘制的折弯2里的角度,稍微小于360 度。
19.展开,完成。
20.简单渲染。
基于Solidworks钣金折弯计算分析(原创)

钣金折弯计算分析及与solidworks配合使用2024-08-12, ysh第一章, 折弯原理及已推导公式板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动。
①现在通用的展开板料尺寸计算有三种, 即折弯系数, 折弯扣除和K-因子。
通过学习《SolidWorks的钣金设计技术基础——折弯计算》一文(本文最后附带此文), 推导出以下4公式,折弯补偿(折弯系数):bend allowance, 即BAL=各外边长度之和-2n×(R+T)+BAn为折弯次数, R为折弯半径, T为板料厚度, BA实质上就是发生变形的弧长(根据下图, 可以很好理解上面的公式)图1折弯扣除: bend deduction, 即BDL=各外边长度之和-n×BDBA与BD转换公式: BA=2(R+T)tan(α/2)-BD, 当α=90°时tan(α/2)=1 ②即, BA=2(R+T)-BDK-因子: 为简化表示钣金中性层的定义, 同时考虑适用于所有材料厚度, 引入k-因子的概念。
具体定义是: K-因子就是钣金的中性层位置厚度与钣金零件材料整体厚度的比值, 即: K = t/T(t为中性层到折弯内侧的距离)。
因此, K的值总是会在0和1之间。
如果中性钣金层不变形, 那么处于折弯区域的中性层圆弧的长度在其弯曲和展平状态下都是相同的。
所以, BA(折弯补偿)就应该等于钣金件的弯曲区域中中性层的圆弧的长度。
因此, 中性钣金层圆弧的半径可以表示为(R+t).利用这个表达式和折弯角度, 中性层圆弧的长度(BA)就可以表示为:BA = π(R+t)α/180°=π(R+KT)α/180°K-因子与BA的转换公式:BA=π(R+KT)×α/180°, 当α=90°时,即BA=π(R+KT)/2solidworks系统也是采用上面的公式进行计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Solid Edge ST4钣金折弯表显示折弯半径及方向
有朋友问,Solid Edge可不可以在出工程图时直接生成钣金展开图、自动标注折弯方向和折弯R?Solid Edge一个“折弯表”就搞定了。
随意画一个这样的钣金件。
用“工具”-“模型”-“展平图样”这样后面就能在工程图中放置此展平视图了。
在视图创建向导上可以选择“设计零件”或“展平图样”
这两个是可以同时放置的。
接下来用“折弯表”命令。
默认效果。
表中表示出了各个折弯的半径、角度、方向和夹角。
在模型中的更改,都可直接在表中更新。
修改折弯半径为3.5
表中一更新就换成3.5了
再增加一个新折弯。
用120度夹角。
表中更新后。
更多精彩教程,欢迎访问中国最专业的Solid Edge技术论坛。