基于组态技术的轴系监测系统
基于组态的曲轴数控加工过程监控系统的研究

基于MCGS组态软件下电主轴监控系统应用

文 章 编 号 :0 1—2 6 ( 0 ) 10 2 5 2 1 O1—0 61—0 1 0 4
术
基 于 MC S组 态 软 件 下 电主 轴 监 控 系统应 用 G
王 胜 , 晓 锋 苗 ,
( . 西 广 播 电视 大 学 , 安 7 0 6 ; . 西 工 商 职 业 学 院 , 安 7 0 ) 1陕 西 10 8 2 陕 西 1 19 1 摘 要 : 章 以 高速 电 主 轴 监 控 系统 为 研 究 对 象 , 析 了机 床 电 主 轴 需 要 监 测 的 几 个 主 要 参 数 、 文 分 系统 主
鞠两 稠
频 率 对 于 识 别 机 器 的 振 动 形 式 是 重 要 参 量 , 为 因
整
_莉 水
机器 的振动一般都是机器转速 的整数倍 或分数倍 。
相 位 是 一 重 要 参 量 ; 一 峰 值 相 应 于 机 器 转 子 第 的 “ 点 ” 置 , 过 确 定 “ 点 ” 置 , 可 确 定 机 器 高 位 通 高 位 就 的平衡 状态 和 机 器转 子残 留 的非 平 衡 重 的 位置 , 这 是平衡 转子 的重要依 据 。
的 变 化 都 表 明 主 轴 状 态 有 了 改 变 , 此 对 振 幅 的 监 因 测 , 以判 断 机 器 是 否 在 平 稳 运 行 。 可
计算机 I
- J
I
tI -  ̄
振动传感器H ——_ 厂二 三二 丁—一 I
腋 ■J I # 暑 ■ 鼐 l l ' 】P I 腊 矗
b c e rn a k b ai g、a ild s a e e n ea ie c n to rm e e s xa iplc m nta d r ltv o diin paa t r
轴承震动监测系统

轴承震动监测系
统
轴承震动监测系统
轴承震动监测系统是一种用于监测和诊断机械设备轴承状况的关键设备。
它能够实时监测轴承产生的震动信号,并通过分析和处理这些信号来判断轴承的工作状态和可能存在的故障。
首先,该系统通过安装传感器来感知轴承的震动信号。
传感器通常安装在机械设备的轴承部位,能够准确地测量震动信号的振幅和频率。
这些传感器可以是加速度传感器、速度传感器或位移传感器等,根据具体的应用需求选择合适的传感器。
接着,系统将所测得的震动信号通过数据采集模块进行采集。
数据采集模块通常由模数转换器和微处理器组成,它能够将模拟信号转换为数字信号,并对信号进行预处理。
预处理包括滤波、放大和去噪等操作,以提高数据质量和减少误差。
然后,采集到的数据将传输到信号处理模块进行进一步的处理和分析。
信号处理模块通常配备有专门的算法和软件,用于提取特征参数和诊断轴承状况。
这些特征参数可以包括振动幅值、频率谱、峰值指标
等,通过与预设的阈值进行比较,系统可以判断轴承是否正常工作或存在故障。
最后,系统会根据诊断结果生成报警信号或故障预警,并将结果显示在人机界面上。
报警信号可以通过声音、光信号或通讯接口等方式进行传输,以便及时通知操作员进行相应的维修和保养。
人机界面通常具备友好的操作界面和数据显示功能,方便操作员查看和分析轴承的运行状态。
综上所述,轴承震动监测系统通过传感器感知轴承的震动信号、数据采集模块进行数据采集和预处理、信号处理模块进行特征提取和故障诊断,并通过报警信号和人机界面展示结果。
它能够提高机械设备的可靠性和可维护性,减少故障和停机时间,对于工业生产具有重要意义。
[NI技术]轴承实时监测系统
![[NI技术]轴承实时监测系统](https://img.taocdn.com/s3/m/df670a846529647d2728527e.png)
[NI技术]轴承实时监测系统"使用NI CompactRIO 可以灵活配置采集系统,FPGA 的强大处理能力提升了系统的性能。
此外基于 LabVIEW 的图形化开发环境使得本系统开发时间大大缩短。
而且与传统解决方案相比,节约了系统开发的成本。
"- 徐驰, 上海聚星仪器有限公司The Challenge:构建机器状态监控系统有特定的要求:适应现场恶劣环境、丰富灵活的传感器/ 数采接口、信号处理的专业软件以及实时性可靠性等要求。
The Solution:系统由旋转机械平台、传感器、NI CompactRIO 和PDA四大部分组成。
NI CompactRIO 主要负责信号采集和处理工作,手持PDA运行人机界面,提供数据查看和控制指令。
运行在 CompactRIO FPGA芯片上的程序负责数据采集和高速信号处理,并对分析结果进行判断预警。
实时控制器上的程序负责把数据通过网络接口发送到人机界面,同时接收人机界面送过来的指令。
图 1系统硬件连接实物图Author (s):徐驰 - 上海聚星仪器有限公司1. 监控对象和传感器监控对象我们选用 Spectraquest 公司的轴承平衡故障仿真器。
这个仿真器用于演示和研究运行中轴承故障和非平衡状态。
仿真器有一个交流电机驱动旋转设备,交流电机的变频器提供一个面板,用户可以通过面板上的按钮和旋钮改变电机的转速。
旋转设备内置一个光电传感器,可提供电机的转速信号。
转轴上安装了两个铝制飞轮,在每个飞轮上有大小两圈等间隔的孔,用于安装配重。
通过在不同位置安装配重来实现不平衡的旋转效果。
整个旋转机构外套有一个玻璃罩子,用以保护使用者。
本系统主要监控旋转机械设备的动态特性,因此需要测量轴承振动、轴心偏移以及转速信号。
振动信号采用4个IEPE 振动传感器,分别测量轴前后段水平和垂直两个方向的振动,安装在轴承座上,如图 2左所示。
IEPE 是振动传感器的一个工业标准,核心由两部分组成:感受力的压电材料和放大信号的集成电路。
基于ARM的轴系振动状态监测系统设计
基金项 目: 高等学校博士学科点专项科研基金项 目( 编号: 2 O 1 0 0 1 4 2 1 2 O 0 7 6 ) ; 中央高校基本科研业务费专项资金 ( 编号 : 2 0 1 1 QN 0 8 5 ) 资助。 作者简介 : 吴军, 男, 博士 , 研究方向 : 综合保 障。熊欢 , 男, 硕士研究生 , 研 究方向 : 嵌入式系统 。熊强强 , 男, 硕 士研究生 , 研究 方向: 计 算机仿真 。曾畅 , 男, 硕士研究生 , 研究方向: 嵌入式系统 。
1 引 言
船 舶轴 系主要 负责将船舶 主机 的输 出功 率传递给螺旋
桨, 再将螺旋桨产生的轴向推力传递给船体 , 是推动船舶航 行的关键执行部件 。由于其异 常振动将直接 影响船舶安 全
振力 的作用 , 会导致轴 系产 生纵 向 、 横 向、 扭转振 动及 这些 振动形式 的耦合形式 , 振 动较 为复杂 , 当出现异 常振动 后 , 如果不能及 时发现并 找 出异 常振 动的原 因, 就会 成 为船舶 安全运行 的巨大 隐患 。为此轴 系振动状态检测 系统拟通过
mo r e a c c u r a t e .Fur t he r mo r e,t he Li n u x o p e r a t i n g s y s t e m wh i c h i s t he b a s i s o f a p p l i c a t i o n s o f t wa r e o f t h e s y s t e m wa s t r a n s pl a n t e d t o t he ARM c h i p .Me a n wh i l e,t i me do ma i n g r a p h i c s a n d f r e q ue n c y d o ma i n gr a p hi c s o f t h e v i b r a t i o n d a t a we r e d i s p l a y e d o n t h e LCD. Ke y W or ds ma r i n e s h a f t i n g,ARM ,v i b r a t i o n mo n i t o r i n g Cl a s s Nu mbe r TP2 7 7
毕业设计(论文)组态软件在机舱监测报警系统中的应用
专科毕业设计(论文)设计题目:组态软件在机舱监测报警系统中的应用系部:电气工程系专业:电气自动化(工企方向)班级:工企091301姓名:学号: 093905130138指导教师:职称讲师2012年6月南京摘要机舱监测报警系统是船舶自动化的一个重要组成部分,它直接影响到船舶的安全和船舶营运的经济效益。
随着计算机技术、自动控制技术和信息技术的发展,现代化船舶的自动化程度越来越高。
鉴于目前我国建造的大部分船舶中的自动监控系统采用国外产品的情况,因此,开展国内先进的网络型机舱监测报警系统的研究具有非常重要的意义。
本文首先介绍了机舱监测报警系统的发展、总体结构、功能、工作原理以及下位机PLC报警信号的采集过程。
最后介绍Advantech WebAccess组态软件在机舱监测报警系统的应用以及上位机图形显示组态监控系统情况分别做了详细的介绍。
关键词机舱监测报警系统组态软件监控AbstractRoom Monitoring Alarm System automation is important component in the automation of the ship, it directly affects the economic benefits of the safety of the ship and the operation of the ship. With the development of computer technology , Automatic control technology and information technology ,the modernizatio n of the ship’s automated ship’s increasingly high degree of automation. In view of the automatic monitoring system in most of the ships built by the China foreign products, Therefore , to carry out advanced network cabin monitoring alarm system of the study has very important significance. This paper first introduces the application of Advantech WebAccess configuration software in the engine room monitoring alarm system. As well as the overall structure of the engine room monitoring and alarm system ,function, working principle and the host computer graphic shows the configuration monitoring system are described in detail.Keywords Alarm Monitoring System SCADA Monitoring目录1 引言 (1)2 机舱监测报警系统的概述 (1)2.1 机舱监测报警系统的简介 (1)2.2 机舱监测报警系统的发展趋势 (1)2.3 机舱监测报警系统的原理概述 (2)系统原理 (2)系统功能 (2)2.4 系统结构 (3)2.5 报警点I/O (5)点的特点 (5)模块的类型 (5)2.6 信号采集单元 (6)2.7 电源装置 (6)3 监控系统组态 (7)3.1 组态软件(Advantech WebAccess)的介绍 (7)3.2 WebAccess的功能特点 (8)3.3 监控系统组态的系统构成 (9)3.4 硬件连接 (10)4 实例描述 (11)4.1 本船概况 (11)4.2 配置要求 (11)4.3 技术解决方案 (13)建立工程 (13)监控界面 (14)4.4 系统功能设计举例 (22)中英文切换 (22)系统错误 (23)轮机员呼叫系统 (26)结论 (27)致谢 (28)参考文献 (29)1 引言船舶机舱监测报警系统是船舶中最重要的监测设备,也是实现机舱自动化乃至船舶自动化不可缺少的条件之一。
基于MCGS组态软件下电主轴监控系统应用
第1期2011年1月组合机床与自动化加工技术Mo d u l a r Ma c h i n e T o o l &A u t o m a t i c Ma n u f a c t u r i n g T e c h n i q u eN o .1J a n .2011文章编号:1001-2265(2011)01-0061-04收稿日期:2010-07-30 *基金项目:“十一五”国家科技支撑计划课题(2006b f a 01b 02)作者简介:王胜(1974—),男,西安人,陕西广播电视大学讲师,硕士,博士研究生,研究方向为机电液一体化设备及系统,(E-m a i l )l z w a n g s h e n g @s i n a .c o m 。
基于M C G S 组态软件下电主轴监控系统应用*王 胜1,2,苗晓锋1,2(1.陕西广播电视大学,西安 710068;2.陕西工商职业学院,西安 710119)摘要:文章以高速电主轴监控系统为研究对象,分析了机床电主轴需要监测的几个主要参数、系统主要硬件构成和国产组态软件M G C S 的主要功能。
通过电主轴专用实验平台采集分析机床主轴的振动信号、转速、电机和前后轴承温度、轴向位移及相关状态参数。
经采集系统分析后,可通过指示灯为缺乏主轴、轴承知识的一线工作人员提供判断信息。
试验证明:该采集系统能够及时识别机床主轴的状态、发现故障早期征兆,从而可以及时消除故障隐患,避免破坏性事故的发生,为专业技术人员在机床主轴的优化设计、检修等方面提供了坚实的技术基础。
关键词:组态软件;电主轴;在线监控;轴承温度中图分类号:T H 16;T G 65 文献标识码:AT h e A p p l i c a t i o n f o r S p i n d l e Mo n i t o r S y s t e m B a s e d MC G SW A N GS h e n g 1,2,M I A OX i a o -f e n g 1,2(1.S h a a n x i R a d i o a n dT V U n i v e r s i t y ,X i 'a n 710068,C h i n a ;2.S h a a n x i B u s i n e s s C o l l e g e ,X i 'a n 710119,C h i n a )A b s t r a c t :T h i s t h e s i s i n t r o d u c e s t h e k e y p a r a m e t e r s t h a t t h e m a c h i n e t o o l s p i n d l e n e e d e d t o m o n i t o r 、h a r d w a r e c o m p o n e n t s a b o u t t h e s y s t e ma n d s o m e m a i n l y f u n c t i o n s o f c o n f i g u r a t i o n s o f t w a r e M G C S i n C h i n a ,M G C S (M o -n i t o r a n d C o n t r o l G e n e r a t e d S y s t e m )i s ,a o n l i n e m o n i t o r i n g a n d a n a l y s i s s y s t e m ,e s p e c i a l l y d e s i g n e d t o m a -c h i n e t o o l s p i n d l e .T h e s y s t e ma c q u i r e s a n d a n a l y z e s t h e R e a l -T i m e d a t a s g e n e r a t e d f r o mm a c h i n e t o o l s p i n d l e v i b r a t i o n s i g n 、r o t a t i o n a l s p e e d 、m o t o r 、t h e t e m p e r a t u r e b e t w e e n f r o n t a n db a c kb e a r i n g 、a x i a l d i s p l a c e m e n t a n d r e l a t i v e c o n d i t i o n p a r a m e t e r s .I t c a n p r o v i d e j u d g i n g i n f o r m a t i o n f o r w o r k e r s w h o l a c k s p i n d l e a n d b e a r i n g k n o w l e d g e b y i n d i c a t o r s s o a s t o r e c o g n i z e t h e w o r k i n g c o n d i t i o n 、d i s c o v e r t h e f a u l t s i g n ,a n d e l i m i n a t e t h e f a u l t i n t i m e s o t h a t a v o i d i n g t h e d e s t r u c t i v e a c c i d e n t s .I t a l s o l a y s a s o l i d s p e c i a l i t y f o u n d a t i o n t o p r o f e s s i o n a l a n d t e c h n i c a l p e r s o n f o r t h e i r b e a r i n g a n d m a c h i n e t o o l s p i n d l e o p t i m u md e s i g n 、t e s t a n d s o m e o t h e r a s p e c t s .K e y w o r d s :c o n f i g u r a t i o n s o f t w a r e ;e l e c t r i c s p i n d l e ;o n l i n e m o n i t o r i n g ;b e a r i n g t e m p e r a t u r e0 引言随着数控机床在我国的广泛应用[1-2],电主轴是数控机床的关键功能部件之一,主轴的好坏直接影响机床性能。
毕业论文-基于DSP技术为机车轴承设计故障诊断监控系统-英文翻译

原文:Design of Fault Diagnosis Monitor System for the LocomotiveBearings Based on DSP TechnologyAbstractThe rolling bearing is one of the key parts of the locomotive running components, because it condition is directly related to the performance and safety of locomotive. In this paper, the monitor system for the locomotive bearings based on DSP TMS320LF2407A is designed. This system diagnoses the rolling bearing fault using vibration analysis method. It is based on comprehensive resonance demodulation and fast Fourier transform technique, and it adopts "related methods" to handle the result of the FFT. It effectively improves the response characteristics, sensitivity, differentiate and measurement accuracy of the bearing failure monitor system, and it can fulfill the monitor and prediction of the transient fault in the course of the locomotive running.Key words: resonance demodulation technology; digital signal processor; related methodsI. IntroductionThe higher safety is required to the trains because its speed is raised constantly. Bearing fault is one of the major factors causing eventful traffic accidents and affecting rail safety. Currently the railway system usually uses the bearing temperature detector to monitor the locomotive bearing condition. Theoretical analysis and a lot of practice show that the bearing temperature detector can prevent accidents from occurring to some extent, but most of the bearing fault is not sensitive to temperature. When the temperature of the bearing is beyond the range and the system gives an alarm, the worse damage of the bearing has occurred, and even theincident had happened. Therefore, to find the fault more early and accurately, the more advanced monitoring means must be adopted. Most of the bearing fault is very sensitive to vibration signal. The fault can cause vibration of the bearing increased. Compared with monitoring the temperature of bearing, the analysis and processing results to the vibration signal has more advantage than the temperature means.II. System composing and work processBased on the need, the monitor of the bearing fault monitoring system to the locomotive bearing sets two detections: itineration detections and fixed detections. The itineration detection is used in the normal conditions, and the fixed detection is used for the continuous monitoring of the fault bearing. The system adopts special composite sensor to collect the vibration of the bearing and the temperature signal at the same time. After the data processing, the corresponding fault levels and rise in temperature are got. The data acquisition unit is designed in this system. Alarm information will be transmitted to all carriages through interfaces so that the staff can handled in time, and the same time, the fault data and the related information of the train such as the current location and speed will be transmitted to the dispatch center through GPS, which is convenient to adopt corresponding measures. The system block diagram is in Fig. 1.III. The key technology of the design for the monitoring systemA.The spectrum analysis means for diagnosing bearing faultUnder normal circumstances, all parts of the rolling bearing (inner circle, outer circle, roller, holding frame) will retain the stable relative movement state. If the surface of some element (except for holding frame) has crack, and this crack is in the surface of the rolling adjacent component, the instantaneous vibration impulse must be produced.Assumed that the number of the roller in the bearing is Z ; the diameter of the roller is d ; the average diameter of the bearing inner circle and the bearing outer circle (the diameter of the roller revolution path) is D ; the frequency of the bearing rotation is f 0. Assumed that the inner circle is fixed and the outer circle is circumvolved, the vibration frequency brought by the surface defects of different bearing components can be derived.These frequencies can be called the fault characteristics frequency of the inner circle, outer circle and the roller.()circle)(inner 2101f D d Z f +=()circle)(outer 2101f D d Z f -=()(roller)]1[021f D d d D f -=B. Resonance demodulation technologyWe can collect vibration signal using the resonance of the bearing components, and detect the envelope of the fault signal using envelop detector, which can fulfill the analysis to the fault character. This is called “resonance demodulationtechnology”. The component surfaces such as the inner circle, the outer circle and the roller of the rolling bearing are easily damaged in local place in the course of operation (such as pitting and peeling off, cracking, scratching etc.). If the surface of some bearing components have local damage and the rollingobject presses the fault dot in the course of carried operation, it must bring impact. But the impact lasts a short time, and the frequency range of the energy divergence is wide, so the energy within the scope of vibration frequency is small. Due to the wide bandwidth of the impulse, it is certainly that it includes high frequency intrinsic vibration inspiring by intrinsic frequency of the inner circle, outer circle, roller, holding frame on rolling bearings. The resonance demodulate signal is separated by band-pass filter of center frequency equal to its intrinsic frequency. Then the envelope demodulation is carried through to there attenuation oscillatory wave using software or circuit, the frequency component of the high frequency attenuation vibration is wiped off. We only obtain low-frequency envelope signal with the information of the fault character. The spectrum analysis of the envelope signal is carried through by digital signal processor, we can obtain very high frequency resolution ratio and can easily find the frequency of the corresponding fault impact, thereby we can fulfill to diagnose to the bearing fault.With resonance demodulation technology, the electric resonator which resonant frequency is much higher than normal vibration frequency and limited high-harmonic frequency is designed. Therefore, it can effectively restrain the low-frequency signal including normal vibration signal. The resonance response magnifies the signal amplitude of the impulse signal and the time of its oscillation islonger, thus the fault signal is broadened in the time domain signal. After the envelope detection and low-pass filter, the low-frequency resonance demodulation signal with high signal-to-noise ratio is exported. In the signal processing system shown in figure 2, the bearing component brings resonance under the impact, form the continuous attenuation oscillation. To research each attenuation oscillation, we can see that its frequency is the natural frequency of bearing components, the amplitude of attenuation oscillation is relate to intensity of fault impact. The amplitude of envelopesignal of the attenuation oscillation reflects the size of the fault, and the repeat frequency of the envelope depends on the fault location. System has the performance of anti-jamming of the low frequency vibration, high signal-to-noise ratio.C. Envelope detectionA bearing with fault in the course of rolling will bring regular vibration. Different fault has different character frequency. The character frequency system detecting is the frequency of the signal envelope (the frequency which is accrued by the collision of the fault on bearing element), not the vibration frequency of the bearing. When we analyze the fault signal, the resonant frequency (carrier wave) must be removed by envelope demodulation. Because the envelope signal has fully included all information of the fault, removing carrier wave will not have any adverse impact on the analysis.IV. Hardware and software designThe hardware block diagram of the monitor for the bearing fault is shown in Fig.3.The circuit includes two parts: the vibration signal pretreatments and the bearing state analysis. The signal preprocessing part fulfills the amplification, conversion, resonance demodulation of the signal; the bearing state analysis part fulfills spectrum analysis of the signal, "correlation method" processing, fault grading processing, thebearings status report and communicating with peripheral equipment and so on.There are mainly three kinds of FFT algorithm to realize in DSP: (1) only including addition and subtraction operations without operations of the plural rotation factor; (2) including the operation of the plural rotation factor; (3) the operation of bits location inversion. After data is processed by this way, the workload of vibration component calculation in DSP is reduced evidently. The real-time capacity of system response can be advanced.Modularization design is adopted in the design of the software, which includes collections of the vibration signal and the temperature increment signal, A/D conversions, data pretreatments, FFT transforms, calculations of the power spectrum, judgments of the fault grading, saves of the data, displays of the data and transmissions of the data. The task dispatch is carried through by the way of event triggers and time triggers. To remove the interference, the “correlation means” processing to the results of FFT transform is carried out, which assure the fault signal picked up effectively.V. ConclusionFFT methods of vibration signal is adopted in system design,at same time differential temperature measurement methods is added into system to judge synthetically. The high capability DSP completes signal processing. This system can commendably satisfy the requirement for real-time processing. It monitors the signal of vibrations and temperatures with combining locomotive monitor and ground analysis. The earlier diagnosis and alarm for locomotive bearings fault can be given in order to assure locomotive running safely.REFERENCES[1] Wang Dezhi,The diagnosis and maintain of rolling bearing[M],Beijing: China Railway Publishing House, 1994,[2] Shi Huafeng,Yin Guohua,etc,Fault diagnosis of locomotive bearing[J],Electric Drive For Locomotive, 2004,(2): 40~43,[3] Mei Hongbin,The libration monitoring and diagnosis of rolling bearing[M],Beijing:China Machine Press,1996,[4] Mei Hongbin,The fault diagnosis for rolling bearings using envelope analysis,Bearing,1993 ,(8):30~34,[5] Feng Gengbin,The libration diagnosis technology of the locomotive fault[M],Beijing: China Railway Publishing House,1994.[6] Jiang Simi. The hardware exploiture of TMS320LF240x DSP. Beijing: China Machine Press, 2003.[7] Qing Yuan Science and Technology. The application design of TMS320LF240XDS. Beijing: China Machine Press, 2003.译文:基于DSP技术为机车轴承设计故障诊断监控系统摘要滚动轴承是机车运行组件的关键部件之一,因为它直接关系到机车的性能和安全。
【CN109696137A】一种船舶轴系运行监测系统【专利】

1/3 页
一种船舶轴系运行监测系统
技术领域 [0001] 本发明涉及船舶推进轴系监测领域,特别是涉及一种船舶轴系运行监测系统。
背景技术 [0002] 船舶轴系是船舶动力系统的重要组成部分,其包括从主机输出端推力轴承一直到 螺旋桨之间的传动轴以及轴上的附件,船舶轴系的主要功能是将船舶主机发出的功率传递 给螺旋桨 ,使螺旋桨产生动力 ,同时又将螺旋桨旋转产生的 推力传给船体 ,推动船体航行。 船舶轴系的安装质量与运行状态是船舶动力安全的根本,受到各方的高度重视。目前船舶 行业广泛采用的常规轴系运行监测方式主要有如下几种:一、轴承温度监测;二、轴承磨损 量监测;三、轴系振动监测。目前船舶行业广泛采用的常规轴系监测存在的不足之处有:监 测点少,监测缺少连续性,不能完全反应船舶轴系的状态;多为事后报警,监测缺少预见性; 无法观察到船舶轴系的运行曲线状态,在不同的工况下运行时存在导致轴承高温损坏的风 险。
权利要求书1页 说明书3页 附图2页
CN 109696137 A
CN 109696137 A
权 利 要 求 书
1/1 页
1 .一种船舶轴系运行监测系统,其特征在于:包括设置在船舶轴系(1)前端的光源发射 器(2)、波长解调器(3)、信号发射器(4)、信号接收器(5) ,所述光源发射器(2)、波长解调器 (3)、信号发射器(4)通过导线串联接通,所述光源发射器(2)上连接有至少两个光纤光栅传 感器(6) ,所述光纤光栅传感器(6)设置在船舶轴系(1)的中心处,所述船舶轴系(1)上还安 装有若干位移传感器(7) ,还包括信号处理器(8)和显示设备(9) ,所述位移传感器(7)和信 号接收器(5)的输出端均连接至信号处理器(8) ,所述信号处理器(8) 与显示设备 (9)连接。
基于zigbee技术的轴承温度监控系统
作者:吴晨霞
学位授予单位:大连理工大学
1.期刊论文刘照耀电动机ห้องสมุดไป่ตู้承温度监控系统-电气时代2002(2)
电动机运行中因轴承损坏,进而引起电动机烧坏的事故 在工厂中屡见不鲜。经过多方调研论证,我们选择了佳木斯电动机厂为研究对象。对电动机实行了以监控轴承温度为目的的轴承温度监控,取得了很好的效果。
1.监控原理和方法
在电动机前后轴承处各安装一传感器,分别与安装在电动机机座上的(防爆)接线盒(内装一型号为Pt100的铂电阻)相连,每个传感器反映的温度信号通过一根3芯屏……
2.学位论文王旭基于Agent的电动轮轴承温度监控系统的研究2005
电动轮自卸车是我国露天矿和水利工程普遍采用的高效运输设备,是当今世界最先进的运输设备之一,其工作状况的好坏直接影响到整个工程的经济效益。从实际运行状况来看,电动轮是整个自卸车的故障多发部位。在所有电动轮故障中,因行星轮组轴承的温度过高导致的滚子裂纹、保持架裂折甚至火灾事故占有相当的比例。为此,本文从电动轮结构、自卸车工作环境、以及热力学原理等方面分析了热轴的原因,提出并构架了基于多Agent理论的电动轮自卸车轴温监控系统。该设计采用独立Agent完成了从轴温数据的采集、处理到执行机构产生控制动作再到人机界面的实时显示等一系列任务
,实现了轴温监控的知识分布和控制分布,提高了系统的实时性、可靠性、可维护性和可扩展能力,并且通过多Agent间的相互通信、协调与合作实现了轴温监测和控制的智能化。
本文链接:/Thesis_Y1480611.aspx
授权使用:北京服装学院(bjfzxy),授权号:bf4d9cb5-e6f4-41cf-983a-9e6f014e9242
大连理工大学
基于虚拟仪器的滚动轴承状态监测系统研究

论文展开的主要工作如下:(1)首先,介绍了滚动轴承的振动信号 特征,定性地分析了滚动轴承典型故障的频率特征,从理论上认 识了滚动轴承的振动特征;其次介绍了轴承状态监测方法,包括 幅域参数分析,希尔伯特包络分析和神经网络智能诊断。详细介 绍基于谐波窗与概率神经网络的智能诊断方法,基于轴承故障仿 真信号设计训练概率神经网络,并通过测试显示概率神经网络设 计良好。
(3)虚拟仪器应用于NSK626滚动轴承试验分析,结果表明虚拟仪 器实现了预期目标,证明了该虚拟仪器的技术实用性。
(2)根据虚拟仪器的开发流程来设计开发滚动轴承状态监测虚拟 仪器。首先进行了虚拟仪器需求分析,明确仪器的功能需求;其 次依据需求分析进行总体结构设计、界面设计及功能模块划分; 然后分别设计实现各功能模块,最终形成具有正确高效、人机交 互能力良好等特点的虚拟仪器;最后设计了测试用例对各模块进 行测试,验证了各功能模块的性能,达到了预期效果。
基于虚拟仪器的滚动轴承状态监测系 统研究
滚动轴承的振动信号能够反映滚动轴承的运行状态,因而分析和 监测滚动轴承振动信号是滚动轴承状态监测的一种有效方法。 采用虚拟仪器技术能够快速构建满足滚动轴承状态监测的专业 仪器,并实现先进的分析方法分析非平稳振动信号,以获取轴承 的运行状态。
由于虚拟仪器基于软件实现,因此能够方便地修改仪器原有功能 或添加新功能,完成仪器的升析仪的功能,可以节约大量的仪器成 本。因而本文在研究滚动轴承状态监测方法的基础上,开发设计 基于虚拟仪器的滚动轴承在线状态监测和离线分析系统。
毕业论文基于MCGS组态软件CP监测仪监控软件实现

基于MCGS组态软件的CP监测仪监控软件的实现摘要软件PLC,即将PLC的控制功能封组在软件,运行于PC环境中。
这样在实现传统硬PLC一样的功能的同时,更添加了PC机的各个优点。
与传统硬PLC相对比,软PLC数据处理能力和网络通讯能力更强,体系结构更加开放,能够更好地满足工业自动化的现实需求,在当前工业自动化领域具有无限的发展空间和潜力。
本文在对软PLC应用与优势等背景进行分析的基础上,以基于MCGS组态软件的CP监测仪监控软件的实现为例子,实现了基于PC的软PLC系统设计。
文章首先对软PLC技术的背景和发展现状以与本选题的研究目的和意义进行了分析,然后对CP监测仪的相关知识做了详尽的介绍,接着分析了CP监测仪的组态监测系统设计,最后基于MODBUS协议实现了上位机系统与下位机系统地连接,并进行了测试。
关键词:软PLC;MCGS组态软件;CP监测仪;监控软件The Realization of Monitor Software for CPMSbased on MCGSAbstractSoftware PLC,is the technology that seal group PLC control functions in the upcoming software running on a PC environment.Thus while achieving the same functionality of traditional PLC hardware,but also add the various advantages of the PC.In contrast with traditional hard PLC, Soft PLC data processing and network communications capabilities becomestronger, have more open architecture that can better meet the real needs of industrial automation, with unlimited space and potential for development in the current field of industrial automation.Based on analyzing the applications,advantages and other background of soft PLC,in order to achieve MCGS configuration software based on CP monitor monitoring software as an example, it achieves a PC-based soft PLC system design.Firstly,the the article introduces the status of the background and development of soft PLC technology and research purpose and significance of the topics, and then makes a detailed presentation of monitor the relevant knowledge of CP , followed by analysis of the CP Monitor Configuration Monitoring System.Finally, based on MODBUS protocola,the host computer system and lower computer systems connected and tested.Keywords:Soft PLC; MCGS configuration software; CP monitor; monitoring software目录1 引言 (5)1.1 选题的背景51.1.1 PLC的发展与应用51.1.2 软PLC的产生与发展61.1.3 软PLC的优势71.2 选题的目的与意义81.3 论文的主要工作容与安排82 CP监测仪系统设计 (9)2.1 CP监测仪仪器概述92.2 CP监测仪系统结构92.3 硬件连接112.4 系统功能112.5 CP监测仪引脚定义123 CP监测仪的组态监测系统设计 (12)3.1 MCGS组态软件概述133.1.1 MCGS简介133.1.2 MCGS组态软件的特性143.1.3 MCGS组态软件的功能153.1.4 MCGS的构成163.2 监测系统的软件设计183.2.1 新工程的建立183.2.2 实时数据库的构建193.3.3 用户窗口的建立203.3.4 运行策略的实现263.3.5 主控窗口的构造283.3.6 设备窗口的设计304 系统运行测试 (32)4.1 系统运行测试325 总结与展望 (33)5.1 完成工作335.2 存在的不足与展望33参考文献 (35)致 (36)1 引言伴随着工业化控制技术更加智能化、开放化以与分散化的发展,以往以硬PLC为核心的技术渐渐地暴露出其缺点,主要表现在硬件PLC各厂家使用的编程语言不统一、技术相对封闭以与各个生产厂家的PLC产品相互之间不兼容等。
高速动车组轴承运行状况监测系统的设计与实现

高速动车组轴承运行状况监测系统的设计与实现引言:随着高速动车组的广泛应用,轴承故障对其运行安全和正常运行的影响逐渐凸显。
因此,设计一套高效可靠的轴承运行状况监测系统对于保障高速动车组的安全运行和提高运行效率具有重要意义。
本文将讨论高速动车组轴承运行状况监测系统的设计与实现。
一、需求分析1.1 动车组轴承运行状况监测需求高速动车组运行过程中,高负荷和高速度对轴承造成严峻的工作环境,因此监测轴承的运行状况对保证列车的安全运行至关重要。
1.2 传感器要求传感器需要能够准确获取轴承的运行数据,如温度、振动、冲击等,具备高精度、高灵敏度、可靠性。
1.3 监测参数及准确性监测系统需要能够追踪和记录轴承的重要参数,如温度、振动、冲击等,同时这些参数需要具备较高的准确性,以提供准确的数据支持。
1.4 实时监测与远程传输监测系统需要实时监测轴承的运行状况,并能将数据远程传输到监测中心或维护人员的终端设备上。
二、设计方案2.1 传感器选择由于轴承运行状况的监测需要涉及多个参数,因此选取多个传感器分别测量不同参数的数据。
常用的传感器包括温度传感器、振动传感器、加速度传感器等。
可以通过分析这些传感器的测量数据,判断轴承的正常运行状态。
2.2 数据采集与处理传感器采集到的数据需要采用采集模块进行实时采集,并通过数据处理模块进行数据清洗和整理。
对于异常数据,可以通过算法进行自动的筛选和标注,以区分正常运行和异常状态。
2.3 数据存储与传输监测系统需要能够将采集到的数据进行存储和传输。
可以采用云存储技术,将数据存储在云服务器上,可以实现大容量的数据存储和远程访问。
同时,还可以采用物联网技术,将数据传输到监测终端设备上,以便及时监测和维护。
三、实现过程3.1 硬件设计根据需求分析和设计方案,选择适当的传感器,并设计相应的采集模块和数据处理模块。
在硬件设计过程中,需要考虑传感器和模块的可靠性和稳定性,以确保监测系统的准确性和可靠性。
基于以太网和PLC的轴监控系统设计
表 1 MBAP 报文头 Tab.1 MBAP header
域 长度
描述
客户端
服务器
Modbus 请 求/应 传输标志 2B 答 事 务 处 理 识 由客户端生成 应答时复制该值
别码
协议标志
2B
0:Modbus 协议; 1:UNI鄄TE 协议
由客户端生成
应答时复制该值
长度
2B 后续字节计数
由客户端生成
1 系统组成
轴 监 控 系 统 ,以 FX5UPLC 作 为 系 统 的 主 控 单 元 及 下 位 机 ,VS2022 作 为 开 发 平 台 ,用 C# 编 程 语 言,通过工业以太网通信进行数据采集,同时将数 据上传至上位机和 YunPLC 平台实现对系统各个运 动轴参数的实时监控。
轴监控系统主要通过采集运动控制系统的各 轴的运行参数、警报以及故障等信息数据,运用可 视化的技术呈现出来并保存在当前数据库中,以便 后续加以分析,当设备出现故障时,监控系统能够 及时发出报警和错误代码以便维护。 系统中运动控 制模块与伺服驱动器之间通过 SSCNETⅢ/H 光纤通 讯,将伺服电机运行的一些参数及运行数据进行采 集,然后存储在 PLC 的数据存储器里面并上传上位 机和 YunPLC 平台。 系统框架组成如图 1 所示。
该界面主要监控伺服电机的电流占比、转速、 进给速度、实际位置、当前位置偏差等数据以及 当 前 连 接 的 设 备 IP 地 址 、必 要 的 操 作 按 钮 和 日 志 信息。 3.3 上位机程序设计
轴监控系统的程序主要由连接设备、操控设备、 设备数据采集、数据库写入与查询这几个程序组成。 程序流程如图 4 所示。
图 2 轴 1 数据传送程序 Fig.2 Axis 1 data transfer program
基于组态技术的轴系监测系统
基于组态技术的轴系监测系统
钟骏杰;丁军;范世东
【期刊名称】《船海工程》
【年(卷),期】2006(035)004
【摘要】介绍基于工控组态软件MCGS的船舶轴系监测系统.该系统的主要功能是实现在线监测轴系的运转状况,其原理是通过对轴系运转过程中各个轴承的受力情况、尾轴承润滑油的受压情况以及螺旋桨的受力情况的在线监测和分析比较,及时预测和发现轴系在运转中的不良状况,进而排除故障.
【总页数】4页(P51-54)
【作者】钟骏杰;丁军;范世东
【作者单位】武汉理工大学能源与动力工程学院,武汉,430063;武汉理工大学能源与动力工程学院,武汉,430063;武汉理工大学能源与动力工程学院,武汉,430063【正文语种】中文
【中图分类】U6
【相关文献】
1.基于ARM的轴系振动状态监测系统设计 [J], 吴军;熊欢;熊强强;曾畅
2.基于Browser/Server结构的汽轮发电机组轴系监测系统网络化研究 [J], 张勇;牛玉广;戈志华
3.基于组态技术的天馈监测系统的设计 [J], 董恩
4.基于Bently3500的风洞压缩机轴系监测系统 [J], 张文;周恩民;刘恺;王军;郭祥波;张武军
5.基于先进诊断策略的网络化机组轴系监测系统研究 [J], 张勇;戈志华;丁常富;牛玉广
因版权原因,仅展示原文概要,查看原文内容请购买。
TSI控制系统说明
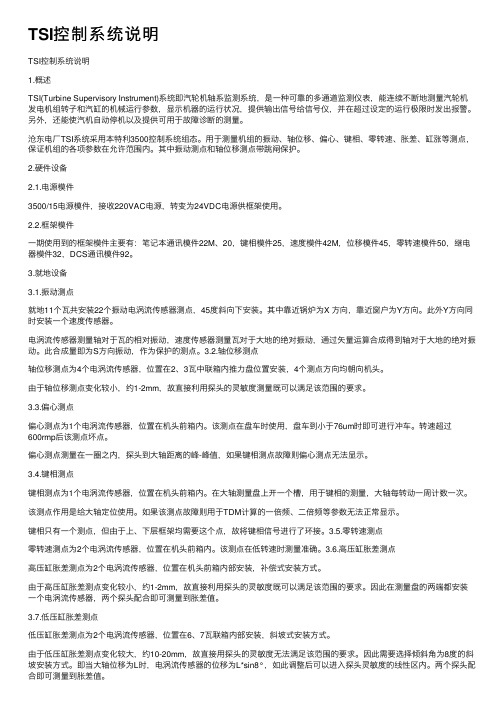
TSI控制系统说明TSI控制系统说明1.概述TSI(Turbine Supervisory Instrument)系统即汽轮机轴系监测系统,是⼀种可靠的多通道监测仪表,能连续不断地测量汽轮机发电机组转⼦和汽缸的机械运⾏参数,显⽰机器的运⾏状况,提供输出信号给信号仪,并在超过设定的运⾏极限时发出报警。
另外,还能使汽机⾃动停机以及提供可⽤于故障诊断的测量。
沧东电⼚TSI系统采⽤本特利3500控制系统组态。
⽤于测量机组的振动、轴位移、偏⼼、键相、零转速、胀差、缸涨等测点,保证机组的各项参数在允许范围内。
其中振动测点和轴位移测点带跳闸保护。
2.硬件设备2.1.电源模件3500/15电源模件,接收220VAC电源,转变为24VDC电源供框架使⽤。
2.2.框架模件⼀期使⽤到的框架模件主要有:笔记本通讯模件22M、20,键相模件25,速度模件42M,位移模件45,零转速模件50,继电器模件32,DCS通讯模件92。
3.就地设备3.1.振动测点就地11个⽡共安装22个振动电涡流传感器测点,45度斜向下安装。
其中靠近锅炉为X ⽅向,靠近窗户为Y⽅向。
此外Y⽅向同时安装⼀个速度传感器。
电涡流传感器测量轴对于⽡的相对振动,速度传感器测量⽡对于⼤地的绝对振动,通过⽮量运算合成得到轴对于⼤地的绝对振动。
此合成量即为S⽅向振动,作为保护的测点。
3.2.轴位移测点轴位移测点为4个电涡流传感器,位置在2、3⽡中联箱内推⼒盘位置安装,4个测点⽅向均朝向机头。
由于轴位移测点变化较⼩,约1-2mm,故直接利⽤探头的灵敏度测量既可以满⾜该范围的要求。
3.3.偏⼼测点偏⼼测点为1个电涡流传感器,位置在机头前箱内。
该测点在盘车时使⽤,盘车到⼩于76um时即可进⾏冲车。
转速超过600rmp后该测点坏点。
偏⼼测点测量在⼀圈之内,探头到⼤轴距离的峰-峰值,如果键相测点故障则偏⼼测点⽆法显⽰。
3.4.键相测点键相测点为1个电涡流传感器,位置在机头前箱内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Z ON u -e DI G J n F N S i og H G J nj N u A h・ n i d
S h o fE e g n o e n ie r W u a ie s y o T c n l g W u a 4 0 6 c o lo n ry a d P w rE gn a i g n b n Unv ri f e h oo y t hn 303
是一套用于陕速构造和生成计算机监控系统的组
态 软件 , 能够 在基 于 Mioo ( 括 各 种 3 的 它 c sf 包 r t 2位
方式对于ቤተ መጻሕፍቲ ባይዱ如过度磨损 、 变形 、 开裂等严重失效形
式 是有 效 的 , 对于 失 效发 生 、 展 过程 的记 录 和 但 发
Wi o s 台, i os 59/T n w平 d 如W n w /8 等操作系统 ) d 9 N 平
维普资讯
船海工程
文章编号
20 06年第 4期 ( 总第 13 ) 7期
17 .93 20 )405 .4 6 175 (06 0-0 1 0
基 于 组 态 技 术 的轴 系 监 测 系统
钟骏杰 丁 军 范 世 东
武汉 40 6 30 3 武 汉理 工大学能源与动力工程 学院 摘 要
船舶在运行时 , 为了保持船舶轴系 良好技术 状态和维修的方便 , 需要 对其各项状态有全 面的
了解 。一般 对轴 系 中轴 承 的运转 状态 检查 主要局 限 在轴 承温 度 、 振动 现象 、 封 泄漏 等 。这 种 监控 密
1 MC S组 态软 件 G
MC S m nt igad cnr e e t yt G ( oi r n ot lgnr e ss m) on o ad e
表输出等多种方式 向用户提供解决实际工程问题
的完 整方 案 和操 作 工 具 。该 软件 具 有 多任 务 、 多 线 程功 能 , 系统 框 架 采 用 V +编 程 , 过 O E 其 C+ 通 L
技术 向用户提供V 编程接 口, B 提供 丰富的设备驱 动构件 、 画构件、 动 策略构件 , 用户 可随时方便地 扩充 系统 的功能 。 j
台上运 行 , 通过对 现 场数 据 的采 集处 理 , 以动 画显 示 、 警处 理 、 报 流程 控制 、 时 曲线 、 史 曲线 和报 实 历
分析是难 以做到的 , 这对及时发现失效 和进行适 当的维修不利…。
目前 , 轴 系 的在线 监 测 还基 本 处 于理 论 研 对 究 阶段 , 有 应 用 到 实 船 中。本 轴 系 监 测 系 统研 没 究 的 目的是为 了实现 在线 监测 模拟 状态 下 的轴 系 运 转状 况 , 过 试 验 说 明实 船 应 用 的可 行 性 。主 通 要 原 理是 通过 对 轴系 在运 转 过程 中各个 轴 承 的受 力 情况 、 轴 承 润 滑 油 的受 压情 况 以及 螺 旋 桨 受 尾
MC S G 应用 A teD cv u技 术 将设 备 驱动 程 序 挂 i
力情况 的在线监测 和分析 比较 , 及时预测和发现 轴 系 在运 转 中 出 现 的不 良状 况 , 时排 除 相 关 故 及
文献标 识码 A 中图分类号 U 6 、1 64 2
T e s se o h fi g mo io i g o h p t h y t m fs atn n t rn n t e s o o o f u ain tc n lg fc n i r t e h o o y g o
介绍基于工控组态 软件 MC S的船舶轴系监 测系统 。该 系统 的主要 功能 是实现 在线 监测轴 系 G
的运转状 况 , 其原 理是通过对轴系运转过程 中各 个轴承 的受 力情况 、 尾轴 承润滑油 的受压 情况 以及 螺旋 桨的 受力情况 的在线监测 和分析 比较 , 及时预测 和发现轴系在运转 中的不 良状况 , 进而排 除故障 。 关键词 组态 轴系 监测 M G CS
s t f h h mn n t o rmo e t e t u l . a t e o e s a g i me t e v r b e t i h o
Ke od cngrtn sa ̄ yw rs ofuao h t i i
m no n M G ot g C S i r i