特殊过程确认表
汽车维修过程 特殊过程确认记录表
汽车维修过程特殊过程确认记录表
---
日期:[填写日期]
车牌号:[填写车牌号]
1. 维修过程确认记录
1.1 维修项目
- [ ] 更换雨刮器
- [ ] 更换刹车片
- [ ] 更换机油
- [ ] 更换空调滤清器
- [ ] 其他(请注明):[填写其他维修项目]
1.2 维修材料
- [ ] 使用原装雨刮器
- [ ] 使用原厂刹车片
- [ ] 使用原厂机油
- [ ] 使用原厂空调滤清器
- [ ] 其他(请注明):[填写其他维修材料] 1.3 维修过程
- [ ] 按照厂家要求进行维修
- [ ] 使用正确的工具和设备进行维修
- [ ] 注意工作安全和环境保护
- [ ] 维修过程中无意外事件发生
1.4 维修结果确认
- [ ] 维修项目完成
- [ ] 车辆运行正常
- [ ] 客户满意
2. 备注
[在此处填写任何其他需要记录的信息]
---
注意事项:
- 此记录表用于确认维修过程中的特殊细节和确认事项。
- 维修人员应负责填写记录,并由客户确认。
- 确认后的记录应妥善保存,作为维修历史的一部分。
以上为汽车维修过程特殊过程确认记录表,请按实际情况填写并妥善保存。
谢谢!。
特殊(关键)过程确认记录表
4、特殊过程的员工是否持证上岗;
□是 □否
5、现场观察、小样试验结果是否合格;
□合格 □不合格
6、是否对过程参数进行监视并保持记录;
□是 □否
□有 □没通过
确认结论:■特殊过程确认合格,能够投入运作。□其他:
□无
确认人
部门
职位
确认人
部门
职位
编制/日期:
审批/日期:
表单编号:JFWR-073 Nhomakorabea有限公司
特殊过程名称 确认类别:■ 首次确认 □ 确认主持人
特殊(关键)过程确认记录表
确认时间:
再确认原因: 再确认地点
特殊过程所使用的主要设备、工装:
设备、工装编号:
特殊过程所使用的作业指导书:
确认内容:
1、有无作业指导书;
2、设备、工装是否通过验收、检定;
□通过
3、是否规定并实施对设备工装的保养和检查; □是 □否
特殊过程确认表
工艺综合评价
姓名
(三)人员评定
职称/技术等级 从事本工作年限
操作技能评价
综合评价
过程确认评审结果
确认结论:合格可以正常运作不合格重新策划、评定
主持人 日期 地点
参加评 审人员
姓名
部门 职务/职称
其它
姓名
部门 职务/职称
特殊过程确认表
ቤተ መጻሕፍቲ ባይዱ部门
过程名称
产品名称
确认时机
首次确认再确认第次确认
设备编号
设备名称
(一)设备评定 评定项目
仪表准确性 运转灵活性 生产能力
确认原因
年度异常
综合评价 工艺要求可达性
(二)工艺评定
工艺文件名称工 艺流程简述
产品名称/数量 生产日期 按上述工艺生产 的产品及质量状
况
检验人员
检验日期 检测结果
9001关键特殊过程确认记录表格

编号:JL-7.5.2-01
过程名称
排气及密封(真空封口)过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
《特殊过程的评审和批准准则》GF/SDGT-03-2010
《关键控制点操作控制程序》JS/SDGT-02-2010
2、工艺方法适用性确认:
制定的《关键控制点操作控制程序》详细,适合于本公司产品生产,具有可操作性、指导性,工艺方法适宜。
记录要求:
记录:杀菌及冷却操作记录JL-7.5.2-02
验证结论:
经对杀菌过程的质量抽样检验,产品质量均合格。
再确认要求:
确认人:史明君
ห้องสมุดไป่ตู้确认时间:
2010年01月10日
批准人:宋长波
制定的《关键控制点操作控制程序》详细,适合于本公司产品生产,具有可操作性、指导性,工艺方法适宜。
设备认可:
配有杀菌冷却机一台,定期维护保养,设备完好,运行正常,能满足生产能力要求。
人员资格确认:
本岗位操作工3人,均有健康证,并经过岗位培训,考核合格,工作经验5年以上,熟练掌握生产工艺及操作方法,能力胜任。
设备认可:
配有真空封口机一台,定期维护保养,设备完好,运行正常,能满足生产能力要求。
人员资格确认:
本岗位操作工2人,均有健康证,并经过岗位培训,考核合格,工作经验5年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:排气及密封(岗位)操作记录JL-7.5.2-02
验证结论:
经对排气及密封(真空封口)过程的质量抽样检验,产品质量均合格。
再确认要求:
确认人:史明君
确认时间:
注塑特殊过程确认表
注塑特殊过程确认表
特殊过程确认表
生产单位:科技有限公司
确认过程编号:无
确认日期:无
产品名称:电缆注塑验工艺
精度等级:无
对过程输入的验证:
1.是否有详细的工艺文件?
工艺文件名称及编号:SS-JSSS-S-11 SS-JSSS-S
2.是否规定了工艺参数的要求和监制的要求?
工艺参数名称:原料、模具、注塑机型号、螺杆转速、模具温度、射咀、前段、中段、注射压力、保压压力、背压、注射速度
工艺参数要求:
原料:45P PVC树脂黑色
模具表面光洁
注塑机型号:螺杆式注塑机(型号:2T)
螺杆转速:直径小于60mm,转速50~70rpm;直径大于70mm,转速为20~50 rpm
模具温度:30~60℃
射咀、前段、中段、注射压力、保压压力、背压、注射速度:170~190℃、160~180℃、150~170℃、80~120 MPa、注射压力的30%~60%、5~10MPa、注射速度不应该太快,必要时采用多级注射
是否监控:监控
监控内容:螺杆转速、模具温度、射咀、前段、中段、注射压力、保压压力、背压、注射速度
进入该过程的原料的控制:
是否有合格证:有无
对过程实施和资源的验证:
1.人员是否经过培训、考核和持证上岗:有无
2.设备是否经过验证且完好:有无
3.是否规定对过程进行监控:有无
4.是否按规定对过程监控结果进行记录:记录名称:注塑控制参数记录表
记录内容:环境温度、环境湿度、原料、模具、注塑机型号、工艺参数要求、监控结果
操作人:无
对过程输出的验证:无。
特殊过程确认记录表

工程项目名称
施工时间
序号
特殊过程名称
人员认
记录确认
备注
1
焊接
项目焊接施工作业人员为:赵#代##经过确认,这些员工经过培训,持证,具备从事焊接施工工作经验
经确认钢材、焊条等有合格证,焊条按规定要求处理
经确认针对焊接过程制定了《施工作业指导书》,《过程控制程序》,过程严格依据文件组织生产
经确认接作业所使用的设备(电焊机)均经过项目部按照设备管理制度的规定进行进场验收,验收合格,并在使用过程中进行维护保养,符合焊接作业使用要求
经过确认,焊接作业人员严格依据依作业指导书文件组织施工,对施工情况做记录,形成###施工质量验收记录
确认结果
该特殊过程具备达到质量合格要求的能力,确认工程质量合格
确认人员签字
建筑施工企业常见的特殊过程:防水、大体积混凝土、焊接施工等
特殊特性过程确认表、特殊特性过程评价表
(5)是否对过程参数进行监视并保持纪录□是□否
(6)原材料投入是否保证均为合格品□是□否
确认结论:
□特殊过程确认合格,能够投入运作。
□其他:
确认人签名
确认人
部门
职位
确认人
部门
职位
编制/日期:
审核/日期:
批准/日期:
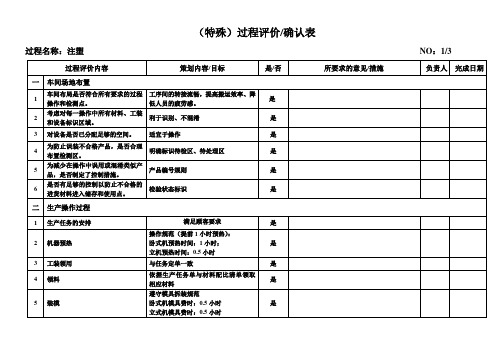
符合生产控制计划
是
3
产品首件检验
遵守产品检验指导书
是
4
首件标样
作为过程检验的依据之一
是
5
过程中的首末件检查
遵守产品检验指导书、标样
是
6
检验指导书
最新的图纸和规范
是
7
检验状态标识
明确区分各状态产品
是
8
监控作业点的放置物品
使用周转盒,分类分区、整齐有序
是
四
贮运操作过程、人员
1
考虑怎样移动物品
采用规定的拖车
3、是否按规定对过程进行监控:
□是过程的记录能反映监控状况
□否需要改进,不能完全反映监控状况
4、过程使用环境情况:
□是形成环境适宜,符合过程要求
□否形成环境需要改进后方可进行确认
对过程输出的验证
工艺文件的执行率
1.监控要求与工艺文件符合率100%;
2.监控记录与工艺文件的符合率:100%
3.过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
8
岗位操作
遵守生产操作规范
是
9
过程监控
遵守检验规范、参考样件对照
是
10
过程能力的监控
关键工序能力(特殊特性)
焊接特殊过程确认表
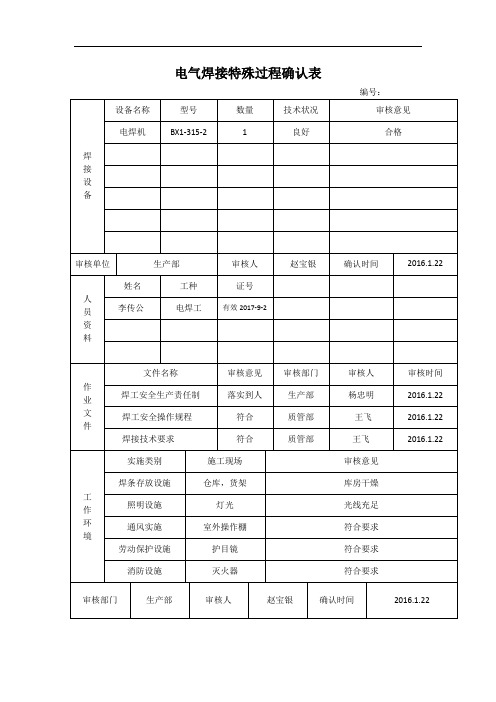
符合
质管部
王飞
2016.1.22
焊接技术要求
符合
质管部
王飞
2016.1.22
工
作
环
境
实施类别
施工现场
审核意见
气
仓库,货架
库房干燥
照明设施
灯光
光线充足
通风实施
室外操作棚
符合要求
劳动保护设施
护目镜
符合要求
消防设施
灭火器
符合要求
审核部门
生产部
审核人
赵宝银
确认时间
2016.1.22
氩弧焊过程确认表
焊工安全操作规程
符合
质管部
王飞
2016.1.22
焊接技术要求
符合
质管部
王飞
2016.1.22
工
作
环
境
实施类别
施工现场
审核意见
焊条存放设施
仓库,货架
库房干燥
照明设施
灯光
光线充足
通风实施
室外操作棚
符合要求
劳动保护设施
护目镜
符合要求
消防设施
灭火器
符合要求
审核部门
生产部
审核人
赵宝银
确认时间
2016.1.22
编号:
焊
接
设
备
设备名称
型号
数量
技术状况
审核意见
氩弧焊机
WSM-200
1
良好
合格
审核单位
审核人
确认时间
人
员
资
料
姓名
工种
证号
赵喜良
电焊工
特殊过程确认表
以下是一份特殊过程确认表,供参考:
特殊过程确认表
项目名称:XXX
工作单位:XXX公司
批准文件号:XXX
特殊过程名称:XXX
特殊过程类型:()检验()试验()校准()认证()其它
特殊过程描述:
特殊过程的工艺过程、生产设备、检验设备、工具等必要条件;
特殊过程的工艺控制点、技术要求、操作规程、记录表格等必要内容;
特殊过程的风险评估、控制措施、检验方法、检验频次等必要内容。
特殊过程确认依据:
《特殊过程管理规定》要求的特殊过程管理文件;
客户要求的特殊过程管理文件。
特殊过程确认人:
姓名:XXX 职务:XXX 签名:XXX 日期:XXXX年XX月XX日
备注:
本特殊过程确认表是对特殊过程管理文件的核实和确认,确认人对特殊过程管理文件的合理性和有效性进行评估,认为该特殊过程的设计和实施符合要求,可以保证产品质量和客户满意度。
以上是一份特殊过程确认表的内容,该表格通常用于检验、试验、校准、认证等特殊过程的管理中,旨在核实和确认特殊过程的设计和实施是否符合要求。
该表格列明了特殊过程的名称、类型、描述和确认依据等内容,确认人需要对特殊过程管理文件进行核实和评估,并在确认后签字并注明日期。
这份表格可以根据具体要求进行修改和完善,以适应不同行业和领域的管理需求。
特殊过程确认记录表实用
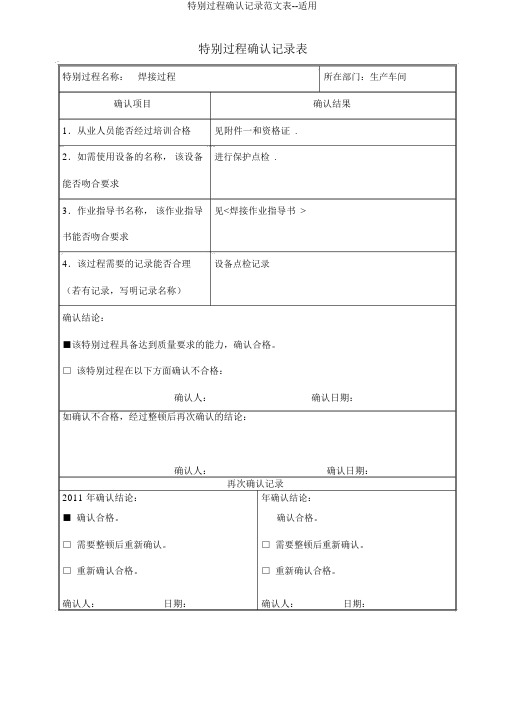
特别过程确认记录表特别过程名称:焊接过程所在部门:生产车间确认项目确认结果1.从业人员能否经过培训合格见附件一和资格证.2.如需使用设备的名称,该设备进行保护点检.能否吻合要求3.作业指导书名称,该作业指导见<焊接作业指导书>书能否吻合要求4.该过程需要的记录能否合理设备点检记录(若有记录,写明记录名称)确认结论:■该特别过程具备达到质量要求的能力,确认合格。
□ 该特别过程在以下方面确认不合格:确认人:确认日期:如确认不合格,经过整顿后再次确认的结论:确认人:确认日期:再次确认记录2011 年确认结论:年确认结论:■ 确认合格。
确认合格。
□ 需要整顿后重新确认。
□ 需要整顿后重新确认。
□ 重新确认合格。
□ 重新确认合格。
确认人:日期:确认人:日期:附件一培训记录培训时间:培训地点:本公司培训教师:参加培训人员:车间全员(包含维修员、调机员)培训内容:1、焊接的安全作业2、焊接品的接收标准3、异常办理培训成效谈论:经过与部分学员面谈交流、谈论、大家已对本公司的焊接安全作业,焊接工艺条件已掌握,对生产产品质量要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的限期已基本掌握和清楚。
而且知道自己在岗位上的职责完成的好坏。
经过口述 +发问和实质操作的核查所有合格。
对任课老师的解说感觉满意,深入浅出,联合本公司的生产实质,易于理解和掌握。
达到了预期的成效。
谈论人:焊接工上岗核查试卷姓名:得分:问答题:第 5 和 9 题每题各 15 分, 其余每题 10 分.一、焊接机在开机以前要检查哪些事项二、如何对机器进行清理三、操作过程中要注意哪些安全事项四、如何对不一样的产品进行表记别五、怎么判断产品是吻合客户要求的你在操作的过程中多如何去做了六、发生品诘问题是如何办理的七、机器的平常养护都要做哪些工作八、关闭机器后要确认哪些事项九、解说什么是5S,以及作好5S 的好处。
特殊过程确认记录表

确认人:确认日期:
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录
2010年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
2011年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
特殊过程确认记录表
特殊过程名称:硫化
所在部门:
确认项目
确认结果
1.从业人员是否经过培训合格
合格
2.如需使用设备的名称,该设备是否符合要求
见设备确认记录
3.作业指导书名称,该作业指导书是否符合要求
符合
4.该过程需要的记录是否合理
(如有记录,写明记录名称)
确认结论:■该特殊过程具备达到量要求的能力,确认合格。
特殊过程确认表
确认人签名:
确认人
部门
职位
确认人
部门
职位
编制
编制日期
审核
审核日期
批准
批准日期
文件号
文件名称
文件号
文件名称
确认的内容:
(1)有无作业指导书 □有;□无
(2)设备、工装是否通过验收、检定 □通过;□没有通过
(3)是否规定并实施对设备、工装的保养和检查 □是;□否
(4)特殊过程的员工是否持证上岗 □是;□否
(5)是否对过程参数进行监视并保持纪录 □是;□否
确认结论:
□该特殊过程具备达到质量要求的能力,确认合格;
(8)焊接速度:150±15cm/min
试验结果:
确认的过程参数
(1)温度:0℃
(6)焊接电流:
(2)时间:2010年12月20号
前丝:DC:440A;后丝:AC:560A
(3)压力:常压
后丝:AC:560A
(4)真空度:--/--
(7)电弧电压:
(5)产品特性:--/--
前丝:DC:40V;后丝:AC:41V
(2)时间:2010年12月20号
前丝:DC:750±45A;中丝:AC:450±45A
(3)压力:常压
后丝:AC:450±45A
(4)真空度:--/--
(7)电弧电压:
(5)产品特性:产品质量特性
前丝:DC:40±2V;中丝:AC:40±2V
(拉伸性能、弯曲性能、低温冲击韧性)
后丝:AC:40±2V
后丝:AC:42V
(8)焊接速度:151cm/min
确认结论:
确认人员:
特殊过程能力确认表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特殊过程确认记录
编号:JL-7.5.2-01编制部门:技术服务部序号:17-01
服务项目过程名称焊接
作业班组确认日期2017.1.10
确认内容
人员资格或技能
焊工有多年的焊接作业经验,在此之前曾从事过多年设备焊接作业。
持有焊接资格证书。
机械设备焊机适宜、完好;电流、电压满足要求。
材料原材料、焊条、焊剂等焊接材料均经验收合格。
技术准备进行了焊接工艺交底,明确了焊接程序、工艺等质量、技术要求。
外部环境天气晴朗,温湿度正常,通风良好。
安全防护准备符合要求。
质量控制
施焊前,对焊接材料的规格、型号、材质进行检查;并检查焊件部位的组装、坡口和表面清理的质量。
作业中,严格按焊接工艺及技术操作规程施焊。
作业后,根据图纸及合同要求,对检验不合格者应予返修。
确认结论■过程能力充分,能够有效地确保特殊过程质量。
□过程能力不足,还需在以下方面进行完善:
确认人员
技术
负责人。