焊丝钢ER70S_6化学成分的优化
焊丝钢ER70S_6化学成分的优化
作者简介:徐云龙(1982-),男,江苏沙钢集团有限公司总工办,硕士,从事炼钢质量管理工作。
焊丝钢ER70S 6化学成分的优化徐云龙,王志褔(江苏沙钢集团有限公司总工办,江苏张家港215625)摘 要:介绍了江苏沙钢集团有限公司ER 70S 6焊丝钢盘条的试生产情况,通过采取控制化学成分,添加钛元素等措施,改善了ER 70S 6焊丝钢盘条的综合性能,基本解决了严重影响焊丝焊接质量的问题。
关键词:焊丝钢;成分优化;焊接质量中图分类号:T F 762 文献标识码:B 文章编号:1002 1043(2010)06 0006 04Chemical composition optimization of ER 70S 6welding wire steelXU Yun long,WANG Zhi fu(Chief Eng ineer Office,Jiang su Sha steel Co.,Ltd.,Zhang jiagang 215625,China )Abstract:The present paper introduces the tr ial productio n of ER 70S 6w elding w ire steel in Sha steel.By w ays o f contr olling chemical components and adding Ti the combi natio n pro perties and quality of w elding w ire steel r od are improved and some pro blems severely affecting the w elding quality of w elding w ire solv ed as w ell.Key words:w elding w ire steel;optim ization o f chemical com position;w elding quality 近年来,随着我国气体保护焊技术的快速发展,气体保护焊丝的用量逐年增加。
焊丝钢ER70S-6的成分优化及工艺研究
Cl C T CH S E NOL Y OG
、1I b No 5 4
De . 0 c 20 8
焊丝 ̄ R 0 一 的成分优化及工艺研究 N 7S 6 E
肖时平 廖明 黄艳
( 重钢股 份公 司钢研所 )
摘
要 介绍 了E 7S 6 R 0 - 焊丝钢盘条的化学成分要求 、特点及残余元素的控制 ,结合重钢生产实际 ,通
Ab ta t T ec e c l o oio q i me t n sc aatr t sa trsd a lme t f edn -- i sr c h h mia c mp st nr ur n di h rcei i n] eiu l e ns lig-w r i e e a t sc e ow e
se l o ol e ea a y e i p p r A c r igt ep a t eo h n qn o ni t e CoL d. , te t e d c i w r n l z di t s a e . c o d n t rc i f o g i gI na t S e l . t r nh oh c C r h c mb n t n p o e t sa dq a i f e d n -- r te d c i w r rv d b p i zn rc s ,a ds me o i ai r p ri n u l y l i g-wi se l o ol e ei o e yo t o e to w e r mp miigp o e s n o
p o l msef ei gt ew l i gq ai f l ig-wies v rl e es l e . r b e f t e d n u l yo d n - e n h t we r e e eyw r o v d
碳含量和控冷工艺对盘条ER70S-6性能及组织的影响
图 4 不同吐丝温度下的 Z5. 5 mm 盘条金相组织 ig. 4 Microstructure of Z5. 5 mm wire rod at different laying head temperature
( a) 吐丝温度 950 C ; ( b) 吐丝温度 890 C
3. 2 碳含量对盘条抗拉强度的影响 焊接用钢盘条的化学成分对盘条的性能也有较
明显的影响 从图 2( b) 中可以看到 随试验钢成分
的不同 盘条强度出现较大的变化 在相同的吐丝温 度下 3 号试验钢比 2 号试验钢具有较低的碳含量 其强度相应较低 如图 3( b) 所示O
第9期
刘吉斌等: 碳含量和控冷工艺对盘条 ER70S 6 性能及组织的影响
碳含量和控冷工艺对盘条 ER70S-6 性能及组织的影响
刘吉斌 胡伦骥 王玉涛 缪 凯 肖晓华
( 华中科技大学D
( 武汉钢铁(集团D 公司D
摘 要 对 3 炉 不 同 碳 含 量 的 焊 接 用 钢 盘 条 ER 70S-6 控 冷 工 艺 进 行 了 研 究 发 现 提 高 吐 丝 温 度 虽 可 以 降 低 盘条的强度 但盘条中易出现混晶组织 碳含量小于 0. 08 % 可以使盘条的强度控制在较低水平G 盘条拉拔试 验结果表明 马氏体组织是引起脆断的重要原因 对盘条化学成分和冷却速度的控制是生产具有优良加工性
45
. 吐丝温度对盘条组织的影响 ER70S 6 盘 条 的 金 相 组 织 主 要 为 铁 素 体 珠
光体组织 吐丝温度的不同对盘条组织有一定的影 响 主要体现在组织的不均匀性上 如图 4 所示G
图 3 吐丝温度和碳含量对盘条抗拉强度的影响 ig. 3 Effect of laying heat temperature and C content on tensile strength of test wire rod
ER70S-6盘条质量分析与生产工艺改进

第 3 卷 7
V0. 1 37
第2 期
No 2 .
金
属
பைடு நூலகம்制 品
P o cs r du t
21 0 1年 4 月
Ap l i r 201 1
Me a t l
d i1 . 9 9 ji n 1 0 4 2 . 0 0 . 1 o :0 3 6 / .s . 0 3— 2 6 2 1 . 2 0 4 s 1
( a gh n rn& SelG op C ., d T n s a g Io te ru o .,T n sa 6 0 6,C ia a g h n0 3 1 hn )
Ab ta t T n l z h c o t t r ,i c u i n a d g s ee n o tn f 7 S一6 w r o rd c d b a g te . sr c o a ay e t e mir smc u e n l so n a l me tc n e t o ER 0 ier d p o u e yT n se 1
ta h n 1℃ / ) s .Wiefe igpo et so ligwi rd c db a g te r o d pe h rc s r o d。w l— r e dn rp r e f dn r po u e yT n se l erda o tdtepo esaeg o i we e wi ed
70S-6渣系优化
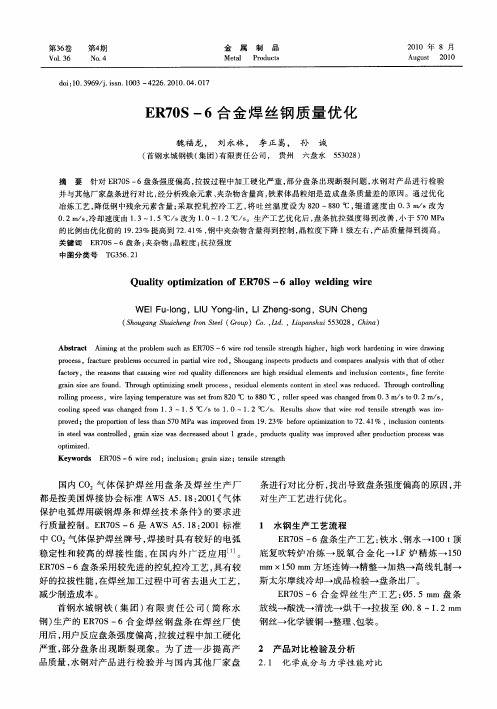
LF炉精炼ER70S-6钢的渣系优化孙贵平闫忠峰马志伟张国法张海军(宣化钢铁集团有限责任公司炼钢厂宣化 075100) 摘要:本文以宣钢LF炉精炼70S-6钢渣系为研究对象,在确定LF炉基本工艺参数的情况下,通过试验实践对比前后指标,制定了今后该钢精炼渣系优化工艺。
关键词:LF炉渣系优化脱硫率1 前言ER70S-6焊丝钢是制作新一代CO2气体保护实芯焊丝的主要原料。
我厂该钢种产量逐年递增,到2010 年每月产量达15000吨左右。
而经济的低迷及钢材市场的激烈竞争,钢厂成本压力很大。
经过与其他钢厂对标,发现在LF炉渣系方面有待进一步优化既往工艺。
在这一背景下,提出优化LF炉渣系的目标和措施。
本文就渣料渣系的优化及其对造渣工艺及精炼效果的影响逐一阐述并总结。
2 存在问题我厂LF炉冶炼ER70S-6钢,以前存在脱硫率低,脱硫过多依赖起前几道工序;精炼辅助时间长,有效精炼时间短;渣系中SiO2含量高,碱度低,渣量大渣料加入多成本高等现象。
以上诸多因素使得焊丝钢中夹杂物的形态、大小和数量难控,影响钢的内在质量,导致盘条在拉拔过程中发生断裂,且影响焊丝的使用性能和焊缝质量,也造成焊缝金属缺陷。
优化LF 炉渣料渣系可实现对钢水质量进一步的提高,满足用户对焊丝钢的更高要求。
而钢水在LF精炼过程中,熔渣的组元组成对精炼化渣时间、脱氧脱硫能力、吸附能力等有着直接的影响。
我厂经过几个月试验实践,通过对其效果的分析研究,秉承既往精炼熔渣为三元渣系(CaO-Si02- A123)不变,但渣中不同组元对LF炉精炼效果的影响明显,因此,对渣料、渣系进行调整优化。
其优化后精炼渣成分如下:碱度3.0~3.5、(CaO)48-55%、(SiO2)14-18%、(Al2O3) 16%~20%、(MgO)6%~8%、(FeO)<1%。
此渣系可达到良好精炼效果。
3 LF炉优化前后所用主要材料及理化指标表一:所用主要材料及理化指标表三:清洁小块石灰4 改善措施及效果本文以70S-6 为例介绍LF炉采用优化前后两种精炼渣方案。
ER70S—6焊丝钢精炼渣系优化研究及生产实践

ER70S—6焊丝钢精炼渣系优化研究及生产实践近年来日照钢铁生产焊丝钢氧含量控制不稳定,脱氧较轻时夹杂物含量高,脱氧过重时浇注发生絮流,严重影响钢材质量和生产连续性。
在炼钢过程钢中夹杂物通过造渣吸收去除,ER70S-6焊丝钢关键点在于冶炼时精炼造渣,选择合理的渣系是保证焊丝钢质量的根本。
研究发现絮流炉次精炼出钢出现回铝现象,造成中包夹杂物过多,渣样中Al2O3一般>6%。
资料显示当精炼渣堿度在R=2.0左右时其发泡效果最好,Al2O3含量低于5%时较强的脱氧和高温下不易造成Al2O3的还原引起的絮流,采用石英砂+石灰的方式代替目前使用的低碳低硅精炼渣以达到降低精炼渣碱度和渣中Al2O3含量的目的。
通过渣系的调整成功解决了焊丝钢氧含量的控制,同时杜绝了絮流现象稳定了生产节奏。
标签:絮流;夹杂物;渣系;石英砂1 引言ER70S-6焊丝钢是采用美国标准生产的新一代CO2气体保护实芯焊丝的主要原料广泛应用于造船、桥梁、大型机械加工行业。
但是焊丝中过高的氧含量(在高温条件下,碳和氧易反应生成CO 气体)和大型夹杂物容易导致焊接过程中熔池的飞溅,严重影响焊接性能,降低焊接生产率,随着用户对钢材质量的要求越来越高[1],炉外精炼过程越来越重要,合理的造渣可以达到脱硫、脱氧甚至脱氮的目的;可以吸收钢中的夹杂物;可以控制夹杂物的形态;可以形成泡沫渣淹没电弧提高热效率,减少耐火材料侵蚀。
因此,在炉外精炼工艺中要特别重视造渣。
在我厂现有LF设备的基础上优化现有的造渣工艺,控制好埋弧、脱硫、脱氧等主要精炼环节,充分发挥LF精炼效果。
2 LF基本工艺参数处理容量:60t;额定容量(功率):12500KV A电极直径:φ400mm(超高功率UHP石墨电极)工艺流程:铁水→混铁炉→60t转炉→60tLF炉→3#连铸机3 ER70S-6焊丝钢渣系研究与调整炼钢就是炼渣,炉渣流动性好,碱度适当,再配以合适的吹氢参数,就能促进钢中A1203、SiO2夹杂向炉渣集聚,最大限度地降低点状夹杂和控制钢中夹杂物总量。
ER70S-6焊丝
材料牌号: ER70S-6
标准:ASME
属于镀铜低合金钢气体保护焊丝,采用CO2或富氩作保护气体进行施焊.具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成型美观,焊缝金属气孔敏感性小,全位置施焊工艺好,可适宜较宽的焊接电流范围. 用途:适用于碳钢及500MPa级低合金钢的单道及多道焊(如车辆,桥梁,建筑,机械结构等的焊接),也可用于薄板,管的高速焊接.
ER70S-6为合金焊丝钢,主要用于气体保护焊接。
气体保护焊是利用外加气体作为电弧介质并保护电弧和焊接区的电弧焊,气体保护实心焊是一种优质、高效、节能的焊接方法,在我国重型机械、工程机械、船舶、锅炉、车辆等制造行业已得到越来越广泛的应用。
近年来我国的气体保护焊发展速度较快,气体保护焊丝的用量越来越大,用于加工气体保护焊丝的焊接用钢盘条市场需求量在迅速增加。
ER70S-6是国外的常用气体保护焊丝品种,按美国焊接学会标准AWSA5.18的要求控制化学成分,该焊丝在焊接时具有较好的电弧稳定性和较高的焊缝性能,在国外得到普遍使用。
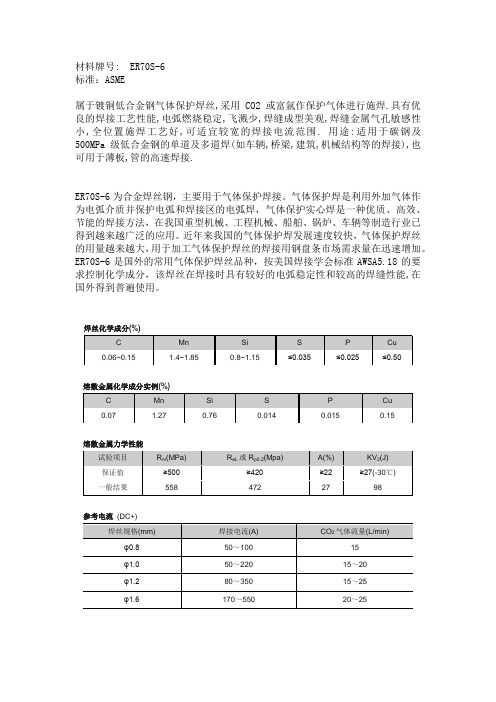
焊丝化学成分(%)
熔敷金属化学成分实例(%)
熔敷金属力学性能
参考电流(DC+)。
提高ER70S-6焊丝钢质量的工艺措施
Ta n g s h a n De l o n g I r o n& S t e e l Co .L t d,T a n g s h a n ,He b e i , 0 6 3 6 0 4)
Abs t r a c t : Th e c a us e s o f t h e f r a c t ur e ph e n ome no n i n d r a wi n g pr oc e s s a n d t h e h i g h s pa t t e r c o e ic f i e nt i n
,●‘: }
k
总第 2 5 7期
2 0 1 7年 第 5期
一 流一 交一 术一 技一
、 . ● t; + ,
河 北冶金
H EB El ME TA L L U 2 5 7 2 01 7, Nu mb e r 5
提高 E R 7 0 S一 6焊 丝钢 质 量 的工 艺措 施
关键词 : E R 7 0 S一 6焊 丝 钢 ; 拉拔断裂 ; 焊 接 飞溅 ; 优 化
中图 分 类 号 : TG1 4 2. 1 文献 标 识 码 : B 文章 编 号 : 1 0 0 6—5 0 0 8( 2 0 1 7) 0 5—0 0 3 7—0 4
d o i : 1 0 . 1 3 6 3 0 / j . c n k i . 1 3—1 1 7 2. 2 0 1 7. 0 5 0 9
梁 鹏 , 梅 忠 , 刘春森
( 1 . 唐 山 市德 龙 钢 铁 有 限 公 司 技 术 中心 ,河 北 唐 山 0 6 3 6 0 4 ; 2 .唐 L L I 市 德 龙 钢 铁 有 限 公 司 炼 钢 厂 ,河 北 唐山 0 6 3 6 0 4 )
er70s-6焊丝标准
er70s-6焊丝标准摘要:1.ER70S-6 焊丝概述2.ER70S-6 焊丝的性能特点3.ER70S-6 焊丝的应用领域4.ER70S-6 焊丝的标准5.ER70S-6 焊丝的存放和维护正文:一、ER70S-6 焊丝概述ER70S-6 焊丝是一种不锈钢电弧焊丝,具有优良的焊接性能和力学性能,广泛应用于不锈钢焊接领域。
ER70S-6 表示焊丝的牌号,其中“ER”代表不锈钢电弧焊丝,“70”表示焊丝的熔敷金属化学成分分类,“S”表示焊丝的药皮类型,“6”表示焊丝的直径。
二、ER70S-6 焊丝的性能特点1.良好的焊接性能:ER70S-6 焊丝的焊接过程稳定,电弧稳定,飞溅小,焊缝成形美观。
2.高强度:ER70S-6 焊丝的熔敷金属具有较高的抗拉强度和屈服强度,能够满足不同强度级别的不锈钢焊接需求。
3.良好的耐腐蚀性能:ER70S-6 焊丝的熔敷金属具有优良的耐腐蚀性能,能够在各种腐蚀环境下保持较长的使用寿命。
4.良好的冲击韧性:ER70S-6 焊丝的熔敷金属具有较高的冲击韧性,能够满足不锈钢焊接构件在复杂应力条件下的使用要求。
三、ER70S-6 焊丝的应用领域ER70S-6 焊丝广泛应用于石油、化工、船舶、电力、建筑等行业的不锈钢焊接工程,如储罐、管道、阀门、船舶等构件的焊接。
四、ER70S-6 焊丝的标准我国对ER70S-6 焊丝的生产和使用有严格的标准,主要包括以下几方面:1.化学成分:ER70S-6 焊丝的熔敷金属化学成分应符合GB/T 985-2018《不锈钢和耐热钢电弧焊丝》标准中的规定。
2.力学性能:ER70S-6 焊丝的熔敷金属力学性能应符合GB/T 985-2018 标准中的规定。
3.焊缝性能:ER70S-6 焊丝焊接的焊缝性能应符合GB/T 985-2018 标准中的规定。
4.工艺性能:ER70S-6 焊丝的工艺性能应符合GB/T 985-2018 标准中的规定。
五、ER70S-6 焊丝的存放和维护1.ER70S-6 焊丝应存放在通风、干燥、避光的环境中,避免阳光直射和潮湿。
er70s-6 化学元素

er70s-6 化学元素ER70S-6化学元素是一种焊接材料,它主要由铜、锰、硅等元素组成。
它的主要特点是具有良好的焊接性能和机械性能,广泛应用于焊接工艺中。
ER70S-6化学元素是一种常用的焊接材料,它主要由铜、锰、硅等元素组成。
其中铜是其主要成分之一,铜的加入可以提高焊接材料的导电性和导热性,使其在焊接过程中更容易熔化,从而实现焊接接头的连接。
锰是ER70S-6化学元素的另一个重要成分,它的加入可以提高焊接材料的硬度和强度,同时还能提高其耐磨性和耐腐蚀性。
锰的加入可以使焊接接头更加耐用,并提高其使用寿命。
硅是ER70S-6化学元素中的另一个关键成分,它的加入可以改善焊接材料的流动性和润湿性,使其更容易与焊接基材融合。
硅的加入还可以提高焊接接头的强度和韧性,从而增加其抗拉强度和抗冲击性能。
除了上述元素外,ER70S-6化学元素还含有少量的其他成分,如钛、铝等。
钛的加入可以提高焊接材料的热稳定性和抗氧化性,使其在高温条件下仍能保持稳定的焊接性能。
铝的加入可以提高焊接材料的抗氧化性和耐高温性,从而减少焊接过程中的氧化反应和热裂纹的产生。
ER70S-6化学元素具有良好的焊接性能和机械性能,广泛应用于各种焊接工艺中。
它可以用于焊接碳钢、低合金钢、不锈钢等材料,在船舶制造、汽车制造、桥梁建设等行业都有广泛的应用。
在使用ER70S-6化学元素进行焊接时,需要注意一些技术要点。
首先,要保证焊接材料的干燥和清洁,以避免焊接接头出现气孔和夹杂物。
其次,要控制好焊接电流和电压,以确保焊接接头的质量和稳定性。
此外,还需要选择合适的焊接方法和焊接设备,以获得最佳的焊接效果。
ER70S-6化学元素是一种优质的焊接材料,它具有良好的焊接性能和机械性能,广泛应用于各种焊接工艺中。
使用时需要注意一些技术要点,以确保焊接接头的质量和稳定性。
通过合理选择焊接方法和设备,可以获得最佳的焊接效果。
er70s-6 化学元素
er70s-6 化学元素ER70S-6是一种常用的化学元素,属于焊接电源材料。
它主要由铁、碳、硅、锰和其他合金元素组成。
ER70S-6的特点是具有良好的焊接性能,适用于焊接碳钢和低合金钢材料。
ER70S-6的化学元素成分对焊接性能起到重要的影响。
其中,铁是主要元素,占据了成分的大部分比重。
铁的添加可以提高焊接材料的强度和韧性。
碳是另一个重要的元素,它可以增加焊接材料的硬度和耐磨性。
硅和锰则作为合金元素添加,可以提高焊接材料的抗氧化性和耐腐蚀性。
在焊接过程中,ER70S-6的焊接性能是非常重要的。
它具有良好的流动性和润湿性,可以使焊接接头均匀且牢固。
此外,ER70S-6还具有良好的抗裂性和抗氢脆性,可以有效地避免焊接接头出现裂纹和氢脆现象。
除了焊接性能外,ER70S-6还具有其他优点。
首先,它具有良好的电导性,可以提高焊接效率。
其次,ER70S-6具有较低的飞溅和烟雾产生,可以改善焊接环境,并减少对焊工的危害。
此外,ER70S-6还可以在不同的焊接位置进行使用,包括平焊、横焊和立焊。
在使用ER70S-6进行焊接时,需要注意一些事项。
首先,焊接材料的质量和干燥度对焊接质量有很大影响,所以要选择质量好的焊接材料,并保持焊接材料的干燥。
其次,焊接电流、电压和焊接速度的选择要根据具体的焊接要求进行调整。
最后,在焊接过程中,要注意焊接接头的保护,以防止氧化和污染。
ER70S-6是一种常用的化学元素,具有良好的焊接性能和其他优点。
在焊接过程中,正确使用ER70S-6可以保证焊接质量和工作安全。
因此,在进行焊接工作时,我们应该选择适合的焊接材料并掌握正确的焊接技术,以确保焊接接头的质量和可靠性。
ER70S—6气保焊丝钢的拉拔性能研究
ER70S—6气保焊丝钢的拉拔性能研究介绍了抗拉强度对ER70S-6焊丝钢拉拔性能的影响,采用数理统计的方法分析出日钢焊丝钢盘条在抗拉强度上存在的问题,通过优化开轧温度、吐丝温度和冷却速度来降低盘条的抗拉强度,提高产品拉拔性能。
标签:焊丝钢;拉拔性能;抗拉强度1、前言ER70S-6属于镀铜低合金钢气体保护焊丝,采用CO2或富氩作保护气体进行施焊,具有焊接效率高、焊接成本低和焊缝质量好等优点[1],该牌号焊丝广泛应用于桥梁、锅炉、船舶、车辆制造以及各类工程机械行业,是国外常用的气体保护焊丝品种,按照美国焊接协会AWS A5.18要求控制化学成分。
近年来随着焊丝拉拔设备的不断改进和焊接质量要求的大幅提高,用户对ER70S-6气保焊丝钢盘条的需求量呈逐年上升趋势,同时对该产品的拉拔性能提出了更为严格的要求,部分焊丝拉拔企业更是对该牌号盘条的抗拉强度提出了明确的控制范围。
为了获得良好的拉拔性能,需要精细控制冶炼、连铸、轧制和冷却等工艺过程,才能得到化学成分均匀、组织状态良好、表面质量优良、通条性能稳定的盘条[2]。
2、化学成分控制焊丝拉拔企业要求不经过热处理直接由Φ 5.5 mm规格的ER70S-6盘条拉拔成0.8 mm~2.2mm规格的焊丝,这就需要母材既能保证较低的抗拉强度、较高的韧性又能保证力学性能和焊缝质量,且成品在焊接时不产生飞溅、气泡,因此对该钢种的化学成分有严格的要求。
由于盘条的化学成分对盘条的力学性能和金相组织有不同程度的影响,钢坯中碳、硅和锰含量越高,经热轧后的抗拉强度就越高,伸长率就越低,且容易产生不易拉拔的淬火组织。
为此,在满足国标化学成分的基础上,日钢对影响力学性能的主要元素含量进行了内控,从而为确保ER70S-6盘条的拉拔性能和焊接性能奠定了良好的基础。
成分设计如表1所示。
3、力学性能分析ER70S-6焊丝钢的力学性能是影响其拉拔性能的重要原因之一,由焊丝拉拔企业反馈的信息得知,焊丝的抗拉强度低于500MPa,拉拔性能良好,但由于焊丝强度偏低,在自动焊接时会出现送丝不畅的情况,不利于焊接;焊丝的抗拉强度高于550MPa时,拉拔模具损耗大且容易发生拉拔断裂。
气保焊丝用钢ER70S—6研制实践
一
△
e
嘲 钿
道 工 序 , 必 须 准 确 控 制好 钢 中碳 含 量 , 故 考
I i f
虑到合 金增碳 和其 它 原 因增碳 , 炉 终点 碳 转 控 制 在 0.4 ~00 %较 为合 适 。 o% .8
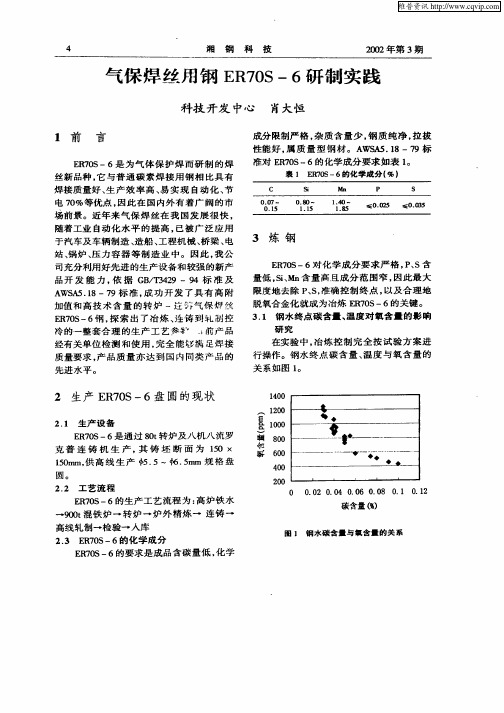
与钢 水 中碳 含 量 有 非 常 直 接 的 对 应 关 系 , 碳 含 量 降低 , 含 量 升 高 ; 之 , 含 量 增 加 , 氧 反 碳 氧
以下 , 量 控 制 在 0 00 以 下 , 利 于 提 S含 .2 % 有 高 盘条的拉拔性 能。
含量 降低 , 含 量 小 于 0 0 %时 , 中 氧含 碳 .6 钢 量增加迅速 。如果 碳 含量 控制 过低 , 钢水 将
3 1 钢 水 终 点 碳 含 量 、 度 对 氧含 量 的 影 响 . 温
研 究
司充 分 利 用 好 先 进 的 生 产 设 备 和 较 强 的 新 产 品 开 发 能 力 , 据 G /3 2 依 B 14 9— 9 4标 准 及 A A .8—7 WS 5 1 9标 准 , 功 开 发 了具 有 高 附 成 加 值 和 高 技 术 含 量 的 转 炉 一连 气 保 婀 丝 E 7 S一6钢 , 索 出 了 冶 炼 、 铸 到 轧 制 控 R0 探 连
钢 液 中碳 的 氧 化 反 应 式 可 表 示 为
钢水温度 ( ℃)
图 2 钢 水温 度与 氯 含量 的关 系
[ ] O =C c +[ ] O
△ G。= 一22 6 3 3— 3 6T 9.
IK=2 9 / n 6 0 T+4 7 … … … … … … …① .6
er70s-6标准

er70s-6标准
ER70S-6是一种碳钢焊丝,其标准包括以下内容:
1.焊丝成分:该焊丝的化学成分中,碳(C)含量不超过0.08%,
硅(Si)含量不超过0.90%,锰(Mn)含量为1.40%~1.85%,磷(P)含量不超过0.035%,硫(S)含量不超过0.025%,铜(Cu)含量不超过0.50%。
2.焊丝直径:ER70S-6焊丝的直径通常在0.8~2.0mm之间。
3.熔点:该焊丝的熔点应不低于300℃。
4.机械性能:ER70S-6焊丝的屈服强度应不低于240MPa,抗拉
强度应不低于330MPa,伸长率应不低于22%,断面收缩率应不低于60%,冲击功应不低于94J。
5.焊接参数:在气体保护焊中,需要控制焊接电流、焊接电压、
焊接速度、气体保护流量等参数。
其中,焊接电流通常在150~250安培之间,焊接电压在18~24伏特之间,焊接速度在10~30厘米/分钟之间。
这些标准是针对ER70S-6焊丝的通用要求,具体使用中的参数可能会根据实际需要进行调整。
er70s-6焊条化学成分

er70s-6焊条化学成分er70s-6焊条是一种常用的焊接材料,其化学成分对焊接过程和焊接质量起着重要作用。
本文将详细介绍er70s-6焊条的化学成分及其影响。
一、化学成分er70s-6焊条的化学成分包括主要的合金元素和杂质元素。
主要的合金元素有锰(Mn)、硅(Si)、钒(V)和钛(Ti),其中锰和硅的含量较高。
此外,还含有少量的碳(C)、磷(P)和硫(S)。
这些元素的含量和配比对焊接性能和焊接质量有重要影响。
二、锰(Mn)锰是er70s-6焊条中的主要合金元素,它的含量通常在 1.40%至1.85%之间。
锰的添加可以提高焊接金属的抗拉强度和冲击韧性。
锰还能够与硅结合形成硅酸锰,提高焊缝的抗裂性能。
但是,锰含量过高会导致焊缝变脆,因此锰含量需要控制在适当范围内。
三、硅(Si)硅是er70s-6焊条中的另一个重要合金元素,其含量通常在0.80%至 1.15%之间。
硅的添加可以使焊缝变得更平滑,减少焊接过程中的飞溅现象。
硅还能够提高焊接金属的抗腐蚀性能和耐磨性。
但是,硅含量过高会导致焊缝变脆,因此硅含量也需要适当控制。
四、钒(V)钒是er70s-6焊条中的微量合金元素,其含量通常在0.08%至0.15%之间。
钒的添加可以提高焊缝的强度和塑性,改善焊接金属的晶粒细化效果。
钒还能够抑制焊接过程中的气孔和裂纹的产生。
但是,钒含量过高会导致焊缝变脆,因此钒含量也需要适当控制。
五、钛(Ti)钛是er70s-6焊条中的微量合金元素,其含量通常在0.06%至0.12%之间。
钛的添加可以改善焊接金属的晶粒细化效果,提高焊缝的强度和塑性。
钛还能够抑制焊接过程中的气孔和裂纹的产生。
但是,钛含量过高会导致焊缝变脆,因此钛含量也需要适当控制。
六、碳(C)er70s-6焊条中的碳含量较低,通常在0.06%至0.15%之间。
碳的添加可以提高焊接金属的硬度和强度,但过高的碳含量会导致焊缝变脆。
因此,碳含量需要适当控制。
七、磷(P)和硫(S)er70s-6焊条中的磷和硫含量较低,通常分别控制在0.025%以下和0.030%以下。
er70s-6焊丝标准
er70s-6焊丝标准
ER70S-6焊丝是一种气体保护焊(GMAW)用的焊丝,其标准是由美国焊接研究所(AWS)制定的。
以下是ER70S-6焊丝的一些基本标准:
1. 化学成分:ER70S-6焊丝的化学成分通常包括0.6%的碳、1.4%的锰、0.5%的硅和小于0.035%的磷和硫。
2. 物理特性:ER70S-6焊丝的直径通常在0.8-2.0毫米之间,密度为7.85克/立方厘米,线能量为12-15克/厘米,熔点为2150-2250摄氏度。
3. 焊接应用:ER70S-6焊丝适用于许多不同类型的焊接应用,包括手工电弧焊、半自动和全自动焊接。
它通常用于结构钢、低合金钢、不锈钢和铝合金的焊接。
4. 焊接性能:ER70S-6焊丝具有良好的电弧稳定性、焊缝成型性和焊接速度,同时也具有良好的焊接质量和强度。
需要注意的是,ER70S-6焊丝的标准可能因地区、制造商和特定应用而异。
因此,在使用ER70S-6焊丝之前,最好查阅相关标准和技术文
献,以确保正确的使用和应用。
ER70S-6合金焊丝钢质量优化
Ab t a t Ai n t h r b e s c sER 0 sr c mi g a e p o l m u h a 7 S一6 w r o e sl t n t ih r ih wo k h r e i g i ie d a i g t ier d tn i sr gh h g e ,h g r a d n n n w r r w n e e
i te s c n rl d,g an sz sd c e s d a o t1g a e r d csq a i s i r v d atrp o u t n p o e sw s n se l wa o t l o e r i iewa e r a e b u d ,p o u t u l y wa mp o e fe r d c i r c s a r t o
第 3 卷 6
V0. 6 13
第4 期
No 4 .
金
属
er70s-6 化学元素
er70s-6 化学元素ER70S-6是一种常见的焊接丝,它由多种化学元素组成。
本文将详细介绍ER70S-6的化学成分及其特点。
ER70S-6焊接丝主要由铜、锰、硅和碳等元素组成。
其中,铜的含量一般为0.50%左右,锰的含量为 1.40-1.85%,硅的含量为0.80-1.15%,碳的含量为0.06-0.15%。
此外,ER70S-6还含有微量的磷和硫。
铜是ER70S-6的主要合金元素之一,它的存在可以提高焊接丝的导电性和热导率,有利于焊接过程中的热量传导和电流传输。
锰的添加可以增加焊接丝的强度和硬度,提高焊缝的抗拉强度和韧性。
硅的添加可以提高焊接丝的流动性和润湿性,使焊缝更加均匀,减少焊接缺陷的产生。
碳的含量决定了焊接丝的焊接性能,适当的碳含量可以保证焊缝的强度和韧性。
ER70S-6焊接丝具有很好的焊接性能和机械性能。
它的熔化率较高,焊接时产生的热量集中,焊缝形成快,焊接速度快。
同时,ER70S-6焊接丝还具有良好的流动性和润湿性,能够在焊缝中均匀分布,并与母材充分结合,焊缝质量高。
此外,ER70S-6焊接丝的焊接过程稳定,飞溅少,操作性好。
ER70S-6焊接丝适用于多种焊接方法,如气体保护焊、手工电弧焊和埋弧焊等。
它可以焊接各种普通碳钢和低合金钢,如结构钢、压力容器钢、船板钢等。
ER70S-6焊接丝广泛应用于汽车制造、船舶建造、机械制造、石油化工等领域。
在使用ER70S-6焊接丝时,需要注意一些操作细节。
首先,要选择适当的焊接工艺参数,包括焊接电流、电压、焊接速度等。
其次,需要保证焊接工件的表面清洁,去除氧化物和油污等杂质。
再次,要控制焊接热输入量,避免过高的温度对焊接材料造成不良影响。
最后,要进行焊后处理,包括冷却、清理焊缝等,以保证焊接质量。
ER70S-6是一种由铜、锰、硅和碳等元素组成的焊接丝,具有良好的焊接性能和机械性能。
它适用于多种焊接方法和多种材料的焊接,广泛应用于各个领域。
在使用时,需要注意合适的焊接工艺参数和操作细节,以保证焊接质量。
ER70S-6
we ma d e he t c o i l r o d me e t r e q u i r e me n t s o f he t s t a n d a r d nd a u s e i '  ̄ .
Ke y W or t l s :p r oc e s s ;op t i mi z a io t n;i mp r o v e me n t ,
1 前 言
以前 在 一高 生 产合 金 焊丝 钢 E R 7 0 S 一 6时 ,性 能 较高, 大部 分 产 品的抗 拉强 度高 于要求 的抗 拉 强
二 高 线 自生 产 以 来 ,先 后 开 发 并 生 产 了 S WR H8 2 B 、 6 0 - 8 0硬线 、 盘 螺等高 、 中、 低 碳产 品。 为 了进一 步发 掘二 高 的生产潜 能 , 合理 配置 各条 生产线 的产 品结构 。同时也为更 好适应 公 司新 常 态下 的生 产组织 模式 , 于2 0 1 4年底 , 在二 高 开始
生 产 工 艺进 行 分析 并加 以优 化 、 调整 , 同时 对 在 二 高 线 生产 该 钢 种 时设 备 方 面存 在 的 问题 进 行 了
改进 , 保证 了二 高线 生产 的该 类 产 品 能 达 到标 准 和 用 户使 用要 求 。 关键词 : 工艺; 优化 : 改进
Op t i mi z a t i o n a n d I mpr o v e me n t o f Pr o d uc t i o n Pr o c e s s o f EI  ̄7 0 S。 — — 6 Co i l Ro d
了批量 生产 。 该产 品是在一 高成 功生产 的基 础上 进行的 , 但 产 品 的性 能 和卷 形 很不 理 想 , 为 改变
ER70S-6型无镀铜焊丝焊接接头性能及组织
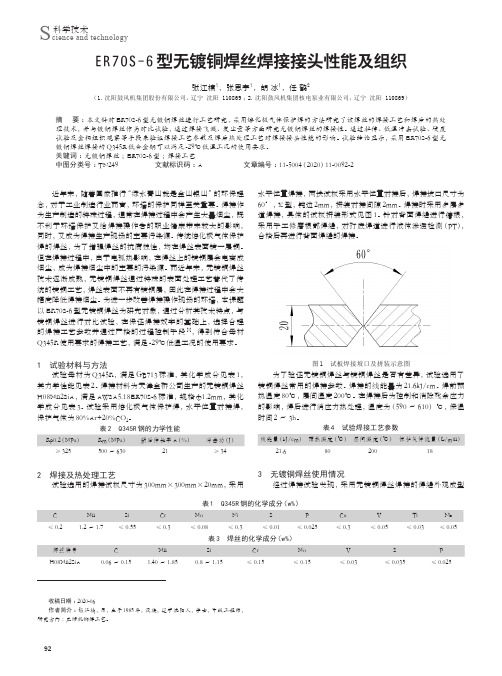
92科学技术Science and technologyER70S-6型无镀铜焊丝焊接接头性能及组织张江楠1,张思宇1,胡 冰1,任 鹤2(1.沈阳鼓风机集团股份有限公司,辽宁 沈阳 110869;2.沈阳鼓风机集团核电泵业有限公司,辽宁 沈阳 110869)摘 要:本文针对ER70S-6型无镀铜焊丝进行工艺研究,采用熔化极气体保护焊的方法研究了该焊丝的焊接工艺和焊后的热处理技术,并与镀铜焊丝作为对比试验,通过焊接飞溅、发尘量等方面研究无镀铜焊丝的焊接性。
通过拉伸、低温冲击试验、硬度试验及金相组织观察等手段来验证焊接工艺参数及焊后热处理工艺对焊接接头性能的影响。
试验结论显示,采用ER70S-6型无镀铜焊丝焊接的Q345R 低合金钢可以满足-29℃低温工况的使用要求。
关键词:无镀铜焊丝;ER70S-6型;焊接工艺中图分类号:TN249 文献标识码:A 文章编号:11-5004(2020)11-0092-2 收稿日期:2020-06作者简介:张江楠,男,生于1985年,汉族,辽宁沈阳人,学士,中级工程师,研究方向:压缩机铆焊工艺。
近年来,随着国家推行“绿水青山就是金山银山”的环保理念,对于工业制造行业而言,环境的保护同样至关重要。
焊接作为生产制造的特殊过程,通常在焊接过程中会产生大量烟尘,既不利于环境保护又给焊接操作者的职业健康带来较大的影响,同时,又成为焊接生产现场的主要污染源。
传统熔化极气体保护焊的焊丝,为了增强焊丝的抗腐蚀性,均在焊丝表面镀一层铜。
但在焊接过程中,由于电弧热影响,在焊丝上的镀铜层会电离成烟尘,成为焊接烟尘中的主要的污染源。
而近年来,无镀铜焊丝技术逐渐成熟,无镀铜焊丝通过特殊的表面处理工艺替代了传统的镀铜工艺,焊丝表面不再有镀铜层,因此在焊接过程中会大幅度降低焊接烟尘。
为进一步改善焊接操作现场的环境,本课题以ER70S-6型无镀铜焊丝为研究对象,通过分析其技术特点,与镀铜焊丝进行对比试验,在保证焊接效率的基础上,选择合理的焊接工艺参数并通过严格的过程控制手段[1],得到符合母材Q345R 使用要求的焊接工艺,满足-29℃低温工况的使用要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简介:徐云龙(1982-),男,江苏沙钢集团有限公司总工办,硕士,从事炼钢质量管理工作。
焊丝钢ER70S 6化学成分的优化徐云龙,王志褔(江苏沙钢集团有限公司总工办,江苏张家港215625)摘 要:介绍了江苏沙钢集团有限公司ER 70S 6焊丝钢盘条的试生产情况,通过采取控制化学成分,添加钛元素等措施,改善了ER 70S 6焊丝钢盘条的综合性能,基本解决了严重影响焊丝焊接质量的问题。
关键词:焊丝钢;成分优化;焊接质量中图分类号:T F 762 文献标识码:B 文章编号:1002 1043(2010)06 0006 04Chemical composition optimization of ER 70S 6welding wire steelXU Yun long,WANG Zhi fu(Chief Eng ineer Office,Jiang su Sha steel Co.,Ltd.,Zhang jiagang 215625,China )Abstract:The present paper introduces the tr ial productio n of ER 70S 6w elding w ire steel in Sha steel.By w ays o f contr olling chemical components and adding Ti the combi natio n pro perties and quality of w elding w ire steel r od are improved and some pro blems severely affecting the w elding quality of w elding w ire solv ed as w ell.Key words:w elding w ire steel;optim ization o f chemical com position;w elding quality 近年来,随着我国气体保护焊技术的快速发展,气体保护焊丝的用量逐年增加。
美国焊接协会牌号ER 70S 6是气体保护焊丝钢中最常见品种,该焊丝在焊接时具有较好的电弧稳定性和较高的焊缝性能,因此广泛应用于压力容器、电力、汽车以及各类机械制造业。
为适应市场需求,江苏沙钢集团有限公司(简称沙钢)于2009年9月份进行了ER 70S 6焊丝钢盘条开发。
但在试制初期,存在盘条成分波动大、氧氮含量高的问题。
据焊丝生产厂家反映,沙钢焊丝钢盘条强度波动大,拉拔性能不一致;制成焊丝后在焊接过程中出现大颗粒飞溅物,造成焊缝区清理困难,而且存在焊缝强度偏低的问题。
针对上述问题,沙钢通过优化钢种化学成分,严格控制有害元素及气体含量,显著提高了ER 70S 6盘条质量,基本解决了影响下游用户使用的焊接质量问题。
1 工艺流程ER 70S 6焊丝钢生产工艺流程为:45t 顶底复吹转炉冶炼 钢包底吹氩搅拌 LF 精炼 140m m 140m m 方坯连铸 高速线材轧机 5.5mm 盘条。
2 化学成分优化ER 70S 6焊丝钢盘条是深加工用钢,盘条在生产过程中要经过多道次拉拔,冷加工变形量大,因此对盘条的冷变形能力提出了相当高的要求。
同时,要求生产出的焊丝焊接过程飞溅少,焊缝质量符合要求,焊缝平滑美观。
美国焊接协会AW SA 5.18!1979∀气体保护焊碳钢焊丝规程#和GB/T 8110!2008∀气体保护电弧焊用碳钢、低合金钢焊丝#规定的化学成分范围大,如果按其组织生产,盘条的碳、硅、锰含量波动较大,会造成盘条拉拔性能不一致,影响下游焊丝厂家生产工艺,而且碳、锰含量高会恶化焊接性能;氮、氧气体元素含量偏高时,会引起焊接飞溅,磷、硫元素会降低焊缝强度。
因此,需要在符合标准的前提下对ER 70S 6焊丝钢盘条的化学成分进行合理的优化,从而制定出符合沙钢实际情况的内控标准。
2.1 碳、锰、硅含量的控制碳是钢中对强度贡献最大的元素,要保证焊∃6∃ 2010年 12月 第26卷第6期炼 钢Steelm akingDec.2010V ol.26 No.6缝强度符合要求,必须在焊丝中添加一定含量的碳元素,但是碳含量过高会降低钢的焊接性能和塑性,使冷加工性能变差。
钢中锰、硅质量分数大于0.8%时,会引起断面收缩率和延伸率降低,使钢的冷加工性能变差,对拉拔不利[1]。
因此,为保证ER70S 6焊丝钢盘条冷加工性能(拉拔性能),碳、锰、硅含量应按下限控制。
2.2 添加微量钛元素钛是强脱氧元素,炼钢过程中加入适量钛可降低盘条氧含量,还可在焊接过程中改善因焊丝氧含量高而产生的飞溅现象。
一些研究表明,焊缝中含有的钛可形成大量弥散分布的细小TiN或TiO2质点,这些质点可以作为焊缝凝固时针状铁素体的非均质形核核心,促使焊缝中形成大量细针状铁素体,针状铁素体是焊缝中希望得到的纤维组织,针状铁素体越多、越细小,焊缝的强度越高[2 5]。
为解决该厂焊丝钢盘条存在的氧含量偏高,焊接性能差等问题,在查阅大量文献后,决定将盘条中钛质量分数控制在0.008%~0.025%。
2.3 降低磷、硫含量对绝大多数钢种来说,磷、硫是有害元素,现代钢铁材料的发展趋势是尽量降低钢中磷、硫含量。
磷、硫在钢中是严重偏析元素,磷影响钢的塑性和焊接性能,钢中硫化物夹杂恶化钢材的性能。
根据沙钢实际情况,磷、硫质量分数控制在0.020%以下,在实际生产中尽量降低磷、硫含量。
综合以上分析,在满足AWSA5.18!1979和GB/T8110!2008标准的基础上,根据用户要求,结合沙钢的实际情况,制订了企业内控标准(见表1)。
3 实物质量分析3.1 检验结果2010年5月下旬,沙钢按上述成分组织生产了一批ER70S 6焊丝钢盘条,其化学成分见表2。
表1 ER70S 6焊丝钢盘条化学成分要求要求w B/%C Si M n T i P S标准0.06~0.150.80~1.151.40~1.85-%0.025%0.025内控0.06~0.090.80~0.901.45~1.550.008~0.025%0.020%0.015目标0.070.851.500.012--表2 ER70S 6焊丝钢盘条成品化学成分项目w B/%C Si M n T i P S Ca N O平均值0.0720.8591.4840.0100.0130.00100.0100.004010.00296最小值0.0600.8201.4300.0020.0070.00050.0050.003070.00142最大值0.0900.9001.5500.0230.0190.00130.0160.005430.00426从表2可知,盘条成品成分能达到内控标准要求,碳、硅、锰控制非常好,均按照工艺下限控制。
制定内控标准后,盘条成品氮、氧平均质量分数分别由原来的42.310-6、38.610-6降低到现在的40.110-6和29.610-6,控制水平较好。
3.2 用户使用效果将成分优化后生产的盘条发往用户试用,某用户使用沙钢生产的ER70S 6盘条加工成 0.8 m m焊丝,进行试板焊接及工艺评定,发现沙钢焊丝钢盘条生产的焊丝焊接飞溅量少,焊缝平整,焊缝机械性能合格,完全能满足用户使用要求。
4 钛元素作用机理探讨4.1 减少焊接飞溅1)焊接飞溅冶金因素分析。
在焊接过程中,大部分焊丝熔化金属可以过渡到熔池,有一部分焊丝熔化金属(也包括少量的熔池金属)飞到熔池以外的地方,这种现象称作为焊接飞溅。
焊接飞溅造成焊接材料的损失,恶化操作环境,增加焊接清理工序,严重时对电弧稳定性及焊接过程构成影响。
冶金因素和焊接工艺都可能造成焊接飞溅,下面仅从冶金因素角度分析飞溅产生机理。
CO2气体在电弧高温下可按下式分解:2CO2=2CO+O2(1)∃7∃第6期徐云龙,等:焊丝钢ER70S 6化学成分的优化分解度与温度有关,在焊接过程中的非平衡状态下,电弧气氛中同时含有CO2、CO和O2,在高温下O2进一步分解为氧原子:O2=2O(2)所以CO2气体在高温时有强烈的氧化性。
CO2与液态铁的反应和平衡常数如下:CO2+[Fe]=CO+[FeO](3)lg K=-11576/T+6.855(4)当温度升高时,上述反应的平衡常数增大,反应向右进行,促使Fe氧化。
这表明,用CO2作保护气体只能防止空气中氮的侵入,而不能防止金属的氧化。
溶入熔滴中的FeO与焊缝中的碳元素作用产生的CO气体,见式(5),在电弧高温下急剧膨胀,使熔滴爆破而导致金属飞溅,焊缝中的其它合金元素在高温下也同样发生氧化反应,使合金元素烧损与金属飞溅。
FeO+C=Fe+CO(5)2)Ti的脱氧作用。
从上面分析可以看出,要减少冶金因素导致的飞溅,就要减少被焊金属的氧化和从液态金属中排除氧,即在焊缝中添加脱氧元素。
主要措施是在焊丝中加入合适的元素和铁合金,使之在焊接过程中夺取氧。
选择脱氧剂应遵循以下原则:(1)脱氧剂在焊接温度下对氧的亲和力应比被焊金属对氧的亲和力大。
焊接铁基合金时, Al、Ti、Si、M n等可作为脱氧剂,在其它条件相同的条件下,元素对氧的亲和力越大,脱氧能力越强。
Al是最强的脱氧剂之一,它可以很容易地使FeO脱氧,但是Al会降低焊缝金属的抗热裂能力。
Al还会在炼钢过程中形成A l2O3夹杂物,使连铸过程浇铸困难,Al2O3大尺寸夹杂物还会造成拉拔断丝。
T i也是强脱氧剂之一,除脱氧外它还可以在钢中起到细化晶粒的作用。
一般情况下T i在钢中加入量较少,生成的氧化物不会对连铸过程和拉拔造成影响。
(2)在满足脱氧要求的前提下,还要考虑脱氧剂的成本。
市场上FeTi30钛铁价格在10000元/t 左右,按钛目标质量分数0.012%、钛收得率为75%计算,每吨钢成本增加5.3元,可以接受。
通过上述分析,利用Ti进行脱氧是完全可行的,且成本低廉。
4.2 提高焊缝机械性能焊缝组织大体上由先共析铁素体、侧板条铁素体、针状铁素体和珠光体等组成。
先共析铁素体和侧板条铁素体强度高,但塑性和冲击韧性较低,抗裂性差。
针状铁素体组织是一种热力学非平衡组织,是焊缝金属中常见的组织,也是焊缝金属中希望得到的组织。
它既可增加焊缝强度,又可提高焊缝韧性,并具有优良的抗裂性能。
针状铁素体在奥氏体晶内生成,以非金属夹杂物为核心形核、长大。
焊缝中加入微量的Ti可形成细小且弥散分布的T iN、TiO、Ti2O3粒子,作为形核质点,有利于针状铁素体的形核。
日本学者将氧化物诱导铁素体形核的理论应用于钢铁材料的研究中,在第6届国际钢铁大会上提出了&氧化物冶金∋的概念[6 9],即控制氧化物的组成,使之细小、弥散,并成为异质形核核心,用以控制钢的性能。