液压支架顶梁焊接变形及其控制研究
控制液压支架结构件焊接变形的操作要领综述

控制液压支架结构件焊接变形的操作要领综述1. 引言1.1 引言液压支架结构件的焊接工艺是现代制造业中一个非常关键的环节。
在液压支架结构件的焊接过程中,往往会出现一些焊接变形的问题,这些变形可能会导致结构件的尺寸和形状不符合设计要求,影响其使用效果和性能。
控制液压支架结构件焊接变形成为焊接工艺中的重要环节。
在本文中,我们将综述控制液压支架结构件焊接变形的操作要领。
我们将探讨液压支架结构件焊接变形的原因,包括焊接时的热应力、残余应力等因素。
我们将分析控制液压支架结构件焊接变形的关键要点,包括选择合适的焊接方法、采取合适的焊接顺序等。
我们将介绍提前做好焊接变形补偿措施的重要性,以确保液压支架结构件焊接后不产生过大的变形。
通过本文的综述,希望读者能够更好地掌握控制液压支架结构件焊接变形的操作要领,提高焊接工艺的质量和效率。
2. 正文2.1 液压支架结构件焊接变形的原因1. 焊接过程中的热应力造成的变形:在焊接过程中,焊接区域会受到高温热源的影响,导致局部区域的材料膨胀和收缩,从而产生热应力。
这种热应力会使结构件产生变形,尤其是在焊接完毕后冷却时更容易造成变形。
2. 焊接过程中的残余应力造成的变形:焊接完成后,焊缝周围的材料会有残余应力存在,这种残余应力会影响整个结构件的形状,使其产生变形。
3. 结构件自身的形状和材料性质造成的变形:结构件的形状和材料性质会对焊接后的变形产生影响。
如果结构件本身形状复杂或者材料性质不均匀,容易导致焊接后的变形。
4. 焊接过程中的不恰当操作造成的变形:焊接过程中如果操作不当,如焊接速度过快、焊接温度过高等,都会导致结构件的变形。
因此,在控制液压支架结构件焊接变形时,需要综合考虑以上几个因素,并采取相应的措施来控制焊接过程中的变形。
2.2 控制液压支架结构件焊接变形的关键要点1. 合理设计焊接接头结构:在设计液压支架结构件时,应该合理安排焊接接头的位置和形式,尽量减少焊接变形的影响。
液压支架焊接变形及其控制方法
力表 编号 ) ,压 力 表 的量 程 在试 验 压 力 的 2倍 为 宜 。 有 的单 位压 力表 的量 程低 于 1 5倍 ,往往 造 成试 压 .
时压力 表 被 打 坏 ;量 程 过 大 ,表 盘 每 格 刻 度 值 过
大 , 累 积 误 差 大 ,容 易 造 成 试 验 压 力 不 准 确 ; 有 的
是 由焊 接产生 的残余应 力造成 的。 结构件在 焊 接过 程 中是 一 个不 均 匀 的 、快 速 的 加热 和冷却 过 程 。焊接 过 程 中 ,焊 缝 高 温 区域 的膨 胀受到周 围温度 较 低 金属 的约 束 ,这 些 焊缝 区域 的
液压 支架结 构件 焊接 过 程 中 的变 形 主要 有底 板
过孔 、铰 接孔 位 置偏 移 ,致 使套 筒 拼装 困难 ,后 续
温度相 当高 ,材 料 的 屈服 应 力很 低 ( 同于母 材在 等
该 温度下 的屈 服 应力 ) ,所 以焊 缝 的膨 胀 受 到约 束 ,
各部件总 装 配困 难 ;底 板 的 弯曲 变形 造成 零 件外 形
尺寸无法 保证 ,同时加 剧 了ห้องสมุดไป่ตู้筋板 之间的尺寸偏差 。
达到 图样尺 寸 几何 公 差 的要 求 ,但 施焊 后 焊接 结 构 会产生形 位 变形 ,如弯 曲变形 、扭 曲变形 和收 缩 变 形等 。形位 变 形 不仅 影 响 着焊 接 的 外 部质 量 ,同 时 为后续 的装 配工 作 带来 困难 ,所 以在 焊接 过 程 中 必
须加 以控制 ,否 则 会 造 成 后 续 矫 正 工作 量 的 增 加 ,
4 .结语
综上 所述 ,可见 加强 压力 容器 制 造企 业 质量 体
系的运转 ,就 必须 加 强人 员 培训 ,尤 其是 加 强 基层
液压支架焊接质量影响因素分析与控制措施分析
液压支架焊接质量影响因素分析与控制措施分析发布时间:2023-02-22T01:11:07.290Z 来源:《科技新时代》2022年第10月19期作者:姚林[导读] 液压支架柱是井下生产的必要设备,井下生产质量对安全生产至关重要。
作为液压架制造的关键技术,焊接工艺质量管理已成为液压柱制造企业的长期目标。
随着智能矿山的不断建设,液压支架逐渐成为工作层面上最重要的支护装置。
姚林陕煤集团神南产业发展有限公司陕西省榆林市神木市719300摘要:液压支架柱是井下生产的必要设备,井下生产质量对安全生产至关重要。
作为液压架制造的关键技术,焊接工艺质量管理已成为液压柱制造企业的长期目标。
随着智能矿山的不断建设,液压支架逐渐成为工作层面上最重要的支护装置。
在液压支架的生产过程中,由于焊接和设计不当,一些液压支架存在严重的质量问题,其中最常见的是液压支架的裂纹和变形。
液压支架的质量一旦出现问题,将严重影响工作面的安全。
因此,加强液压支架焊接质量管理显得尤为重要。
在此基础上,分析了影响液压支架焊接质量的因素,并提出了相应的控制措施,以供参考。
关键词:液压支架;质量问题;开裂;变形;控制措施目前,支架设计及生产能力与国外先进标准的差距主要体现在对焊接结构的理解和先进热锻技术的应用上。
在此背景下,本文主要探讨液压支架结构设计过程中的焊接工艺。
生产过程中焊接变形的原因及控制;制定质量控制措施,通过对液压支架结构主要部件的焊接工艺、相应的焊接变形形式和控制方法的研究,液压支架的可靠性设计和分析可以提供可靠的原始数据,更接近实际生产。
它为液压支架的设计、生产制造提供了一个更合理低成本焊接质量控制系统。
液压架结构比例超过70%支架重量,液压支架焊接工艺的研究对液压支架的制造具有重要意义。
一、液压支架焊接质量的影响因素1.液压支架结构材料选择对焊接质量的影响。
大多数液压支架由钢制成,质量直接决定液压支架的好坏。
液压支架各种结构部件的材料选择应符合《煤矿液压支架通用技术条件》(GB 25974.1),特别是Q345、460、550、690和890。
液压支架结构件焊接质量控制研究
液压支架结构件焊接质量控制研究摘要:随着我国经济的不断发展,为了实现高效的矿井作业,液压支架逐渐出现在了如今的采矿工作当中,液压支架主要指的就是,用来控制采煤工作面矿山压力的结构物。
随着液压支架在采煤工作当中的不断推广,液压支架逐渐得到了相关工作人员的高度重视,以及广泛应用。
对于液压支架而言,液压支架的结构件焊接质量是非常重要的,好的结构件焊接质量不但可以有效地提高液压支架的可靠性,而且可以在某种程度上促使矿井作业有效的进行。
本文,也将针对液压支架结构件焊接质量控制进行相关的研究。
关键词:液压支架结构件;焊接质量;控制研究引言随着我国经济的不断发展,我国的矿井建设工作也在一定的程度上得到了很好的提升。
由于矿井建设工作的发展不断提高,人们对于综采设备的生产能力,以及可靠性要求可以逐渐增加了许多。
液压支架作为目前我国综采设备中常用的支护设备。
为了更好的满足我国目前的需求,以及提升液压支架本身的可靠性,相关人员就需要对液压支架结构件焊接质量进行有效的控制。
针对目前我国液压支架结构件来看,随着时间的不断推移,液压支架结构件所选用的钢板强度也在不断的增加,之所不断的选用高强度钢板作为液压支的架结构件,其主要的目的就是,为了降低液压支架自身的重量,以及在极大的程度上提高液压支架的可靠性。
在这样的背景下,如果想要保证液压支架焊接结构件的质量,就需要对焊接结构件质量进行有效的控制。
此外,如何不断地提高液压支架在作业中的可靠性,以及焊接结构件质量,也就成为了目前相关人员所重点研究的问题。
本文,也将以液压支架结构件焊接质量控制为中心,从结构件焊接前质量控制,结构件焊接过程中的质量控制,以及焊接后的质量控制这三个方面对其进行相关的阐述。
1.液压支架结构件焊接前的质量控制对于液压支架结构件而言,焊接前的质量控制是非常重要的。
本文也将通过三个方面对其进行相关的阐述。
一是,原料的选用,对于原料的选用而言可通过三个部分进行,第一为了保证原材料符合相关技术标准,当原材料进厂的时候,相关人员就需要严格的检查原材料的质量证明书。
ZF13000型液压支架顶梁焊接工艺过程分析与研究

收稿日期:2020-12-07作者简介:管 杰(1987-),男,山西怀仁人,工程师,从事机械制作工作。
doi:10.3969/j.issn.1005-2798.2021.01.035ZF13000型液压支架顶梁焊接工艺过程分析与研究管 杰(晋能控股装备制造集团中央机厂,大同云冈区 037001)摘 要:文章以ZF13000型液压支架顶梁生产制作材料Q690钢板为研究对象,分析了不同焊接工艺参数对焊缝质量的影响。
结果发现:焊缝热量输入、焊接过程中的层间温度及焊后热处理等工艺参数均会对焊接接头质量产生一定程度的影响,尤其会影响焊接接头的冲击韧性。
为保障顶梁焊接质量,要求预热温度和层间温度分别超过100℃和低于200℃,焊接电流和电压分别控制在230~270A 和25~30V 范围内。
关键词:ZF13000;液压支架;顶梁;焊接工艺中图分类号:TD355.4 文献标识码:B 文章编号:1005-2798(2021)01-0100-03 液压支架作为煤矿开采中的关键设备,其安全稳定运行会直接影响煤矿开采的效率和质量[1]。
顶梁作为液压支架中直接与煤矿巷道接触的部位,需要承受比较大的工作压力,因此对其力学性能要求相对较高[2-3]。
顶梁主要通过Q690钢板焊接制作而成,焊接质量直接决定了其各项力学性能[4]。
为了提升液压支架顶梁的焊接质量,有必要对Q690钢板开展焊接实验研究工作,优化焊接工艺参数,保障顶梁焊缝各项力学性能达到使用要求[5-6]。
本文以ZF13000型液压支架顶梁焊接工艺过程为例,实现了焊接工艺参数的优化。
1 ZF13000型液压支架整体概述液压支架是煤矿开采中的重要机械设备,工作过程中要受到很大的工作阻力。
ZF13000型液压支架以其强大的支撑和破碎能力得以广泛应用,液压支架总体上由两大系统组成,分别为机械系统和电气系统。
机械系统主要有帮护装置、掩护梁、顶梁、支柱和底座等,见图1。
电气系统需要对机械部分进行控制,实现液压支架应用的功能。
控制液压支架结构件焊接变形的操作要领综述
控制液压支架结构件焊接变形的操作要领综述
液压支架是一个承载油缸、油管、油泵等液压元件的设备,它在矿山、建筑、舞台等
领域有着广泛的应用。
在液压支架制造过程中,涉及到许多结构件的焊接,如果焊接过程
不规范,就会导致结构变形、裂纹以及焊接质量不达标等问题。
因此,控制液压支架结构
件焊接变形的操作要领十分重要。
首先,需要对液压支架的结构件进行选材。
一般情况下,液压支架的结构件选择角钢、方钢、扁钢等,这些材料的强度和韧度较好,具有较好的抗弯和抗扭能力。
同时,这些材
料在焊接时,容易控制形变。
如果选用了材质相差较大的结构件进行拼接,就容易导致热
变形引起的焊接失误。
其次,焊接前需要对结构件进行预处理。
在预处理过程中应该对结构件进行清洗、修
整等操作,确保结构件表面的杂质和氧化物得到清除,以便于焊接操作。
同时,在焊接前
还应对结构件进行加压,避免热变形造成的焊接失误。
然后,在焊接过程中需要控制焊接点的温度和控制电极的位置。
在焊接过程中,应采
用瞬间点焊或者交替点焊的方式,避免过多的热量积聚在焊接点处,从而导致热变形。
同时,要合理调整电极的位置,以便于焊接区域温度均匀分布,从而减少热变形的影响。
最后,在焊接完成之后,需要对焊接区域进行冷却处理。
在冷却过程中,应该让结构
件自然降温,避免将结构件放入冷水中进行快速冷却,因为这样会导致结构件的变形。
在控制液压支架结构件焊接变形的操作要领中,以上几点是十分关键的。
在焊接过程中,一定要坚持规范操作,避免焊接失误的发生,从而提高液压支架的使用寿命和安全性能。
浅析液压支架结构件焊接技术
浅析液压支架结构件焊接技术液压支架作为一种液压动力装置,其利用液体的压力所产生的支撑力来进行工作,是现代各施工企业在施工过程中不可缺少的配套设备。
由于液压支架结构较为复杂,所以其焊接工作量较大,焊接工作质量的高低直接决定了液压支架制造的质量,也会对工程安全产生较大的影响。
文章从液压支架结构的技术要求入手,对焊接工艺参数进行了分析,并进一步对焊接残余变形的控制进行了具体的阐述。
标签:液压支架;焊接工艺;变形控制建筑工程的迅速发展,对机械设备的要求越来越高,高效的安装工程是建筑施工的基本前提。
目前液压支架结构由于其具有较好的安全性、灵活性和方便性等特点,使之被建筑企业广泛的应用。
液压支架结构的质量至关重要,而其质量控制的关键即是焊接品质的好坏。
由于液压结构较为复杂,其很多结构件都是由钢板焊接而成的组合箱式结构,所以不仅存在着焊接量大,而且焊接尺寸也各不相同,在焊接工作中具有一定的难度,很容易发生变形。
所以经过多年的实践经验,为了有效的保证液压支架的质量,通常都会采取科学的焊接工艺有效的保证焊接的质量,从而使液压支架满足设计的要求,确保其发挥良好的效果。
1 液压支架结构的技术要求由于液压支架结构需要有较大的支撑力,所以对其支架结构要求较为严格。
不允许液压支架结构件的外形上有任何的尖角出现,而且公差在任何方向1米处的范围内的未注平面度都不允许大于2mm;焊接结构中铰接处的4孔同轴度为D1~2mm,焊缝抗拉强度不能低于520Pa。
在焊接过程中难免有焊缝的存在,在进行液压支架结构焊接过程中,所以焊缝的地方都需要严格按照液压支架通用的技术要求来进行焊接,同时还在确保焊接过程中不能有开裂、气孔、断裂及未融合等缺陷的发生。
2 焊接工艺参数2.1 焊接材料根据多年的制造经验,我们在焊接材料的选取上采用了等强匹配和低强匹配相结合的原则,焊接材料在保证强度的前提下适当考虑焊材的延伸率和塑韧性。
屈服强度δs>350MPa的母材焊接材料强度等级较母材强度低一个等级,也就是按照母材的屈服强度等同于焊材的抗拉强度的原则选取,Q420、Q460选用E50级焊材,Q550选用E60级焊材,Q690选用E70级焊材;对于屈服强度≤350MPa 的Q345母材,则按照等强匹配的原则,保证焊材抗拉强度等同于母材抗拉强度,选用E50级焊材。
液压支架长顶梁焊接变形的控制
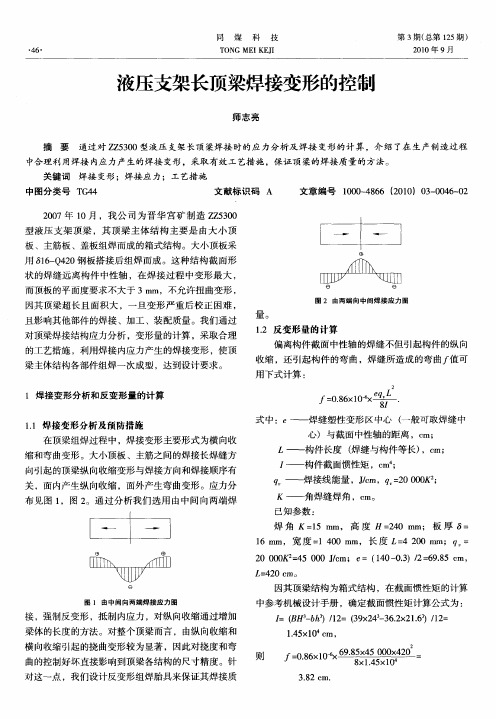
图 4 长焊 缝 的焊 接 顺序
焊 丝 E 5 — , 焊 丝 直 径 1 m,保 护 气 体 R06 .m 6 C 2 电流 20A~ 8 O, 6 20A,气 体 流 量 2 / n 2 / 0Lmi~5L
mi,电弧 电压 2 2 n 7V一 9V。
14  ̄ 0 1 , .5 1 4O1 3
梁体的长度的方法 。对整个顶梁而言 ,由纵向收缩和 横向收缩引起的挠 曲变形较为显著 ,因此对挠度和弯
曲的控 制好 坏直 接影 响到顶 梁各结 构 的尺寸精 度 。针 对这一 点 ,我们设 计反 变形组 焊胎具 来保 证其 焊接质
则
f= .  ̄ 0 ×鱼 : 08 1 墨 6
量。
参 考 文 献
图 3 断 面焊 接顺 序
【】 成大先.机械设计 手册.北京 :化学工业 出版社 ,20 . 1 0 2 (l 宋天虎.焊接手册.北京:机械工业出版社 ,20 . 2 02
然后焊 其焊 缝 2 ,接 着焊 接 完焊 缝 1 ,然后 对 称 焊接 主筋 与顶 板焊 缝 3 ,最后 焊 接焊 缝 4 以上焊 缝 均 为 。 长大 焊缝 ,焊 接方 法 和焊 接顺 序 见 图 4 ,2人 分 别 由 顶 板 的中心 向两端对称 施焊 ,使顶 板两 边和 主筋 板受 力大小 基本相 同 ,可避 免产 生扭 曲变形 。此外 由顶板 的 中心 向两端 对称跳焊 ,可 降低焊 接应 力所导致 的影
式 中 :e— — 焊缝 塑性变 形 区 中心 ( 可取 焊缝 中 一般
11 焊接 变形 分析 及预 防措 施 .
在顶梁 组焊 过程 中 ,焊接 变形 主要形 式为 横 向收
— —
心) 与截面 中性 轴 的距 离 ,c m;
控制液压支架结构件焊接变形的操作要领综述
控制液压支架结构件焊接变形的操作要领综述液压支架结构件在焊接过程中容易发生变形,这给工艺操作带来了一定的困难。
为了控制液压支架结构件焊接变形,提高焊接质量和效率,必须严格掌握操作要领。
本文将从设计焊接结构、控制焊接参数和采用有效的焊接辅助手段等方面综述控制液压支架结构件焊接变形的操作要领。
一、设计焊接结构1. 合理设计焊接接头:在设计液压支架结构件时,应该尽量减少焊接接头的数量和长度,尽量采用对接焊接和角焊接,减少对接或搭接等大角度接头的使用。
这样可以减少焊接应力的集中,降低焊接变形的可能性。
2. 采用合适的焊接接头形式:在设计液压支架结构件时,要采用合适的焊接接头形式,如T型接头、角型接头等,避免采用对接等较难控制焊接变形的接头形式。
同时应尽量减小焊接接头的几何尺寸,减少焊接引起的热变形。
3. 合理布局焊接接头:在设计液压支架结构件时,要合理布局焊接接头,尽量使得各个焊接接头受到的焊接温度和焊接应力相对均匀,避免出现焊接变形。
二、控制焊接参数1. 控制焊接电流和焊接速度:在进行液压支架结构件的焊接时,应该根据焊接材料和工件的厚度等情况,合理控制焊接电流和焊接速度,以确保焊接过程中热输入的控制,减小焊接变形的可能性。
2. 适当预热和后热处理:对于大型液压支架结构件,在进行焊接前适当进行预热,以提高材料的塑性和韧性,减小焊接引起的热变形。
焊接后适当进行后热处理,消除焊接产生的残余应力,减小焊接变形。
三、采用有效的焊接辅助手段1. 使用预制焊接变形模型:在焊接液压支架结构件时,可以使用预制的焊接变形模型,通过对比焊接前后的形态差异,提前预测焊接引起的变形情况,并采取相应的控制措施,减小焊接变形。
2. 使用焊接夹具:在进行液压支架结构件的焊接时,可以使用焊接夹具来固定工件,减小焊接引起的位移和变形,提高焊接的精度和质量。
3. 采用防止变形的局部加固和支撑措施:在焊接液压支架结构件时,可以通过增加临时支撑和加固措施,防止焊接过程中工件的变形和位移,减小焊接变形。
控制液压支架结构件焊接变形的操作要领综述

控制液压支架结构件焊接变形的操作要领综述【摘要】本文对控制液压支架结构件焊接变形的操作要领进行了综述。
在液压支架结构特点分析中,探讨了其特点与焊接变形之间的关系。
在焊接变形的影响因素分析中,总结了影响焊接变形的各种因素。
控制液压支架结构件焊接变形的操作要点包括了焊接参数的优化和应用支撑方式来控制变形。
结论部分强调了控制液压支架结构件焊接变形的重要性,并提出了未来研究方向。
对于控制液压支架结构件焊接变形有着重要的实用意义,通过本文的研究成果可以为相关工程实践提供指导,同时也为未来的研究方向指明了发展的方向。
【关键词】液压支架,结构件,焊接变形,操作要领,控制,优化,支撑方式,重要性,研究方向1. 引言1.1 研究背景液压支架是工程中常见的重要组件,其结构件在焊接过程中会因为热应力和残余应力的影响而发生变形。
这种变形会对支架的装配精度和使用性能造成负面影响,因此控制液压支架结构件焊接变形成为焊接工艺中的重要问题。
研究背景指出,在传统工艺中,液压支架结构件的焊接变形往往无法得到有效控制,导致后续工序的困难和成本的增加。
如何有效地控制液压支架结构件在焊接过程中的变形成为了焊接工艺优化的重要方向。
为了解决这一问题,研究人员们开展了大量的实验和理论分析工作,探讨了液压支架结构件焊接变形的影响因素及控制方法。
这些研究为未来的工艺优化和工程实践提供了重要的参考和指导。
进一步深入研究控制液压支架结构件焊接变形的操作要领具有重要的理论意义和实践价值。
1.2 研究目的本文旨在探讨控制液压支架结构件焊接变形的操作要领,通过对液压支架结构特点的分析和焊接变形影响因素的分析,总结出控制液压支架结构件焊接变形的操作要点和方法。
通过对焊接参数的优化和运用支撑方式控制变形,提高液压支架结构件的焊接质量和稳定性。
本文旨在强调控制液压支架结构件焊接变形的重要性,并提出未来研究的方向,为相关领域的研究和应用提供参考和指导。
2. 正文2.1 液压支架结构特点分析液压支架是液压系统中的重要组成部分,主要用于支撑液压系统的各种元件和管道。
控制液压支架结构件焊接变形的操作要领综述

控制液压支架结构件焊接变形的操作要领综述液压支架是一种重要的工程机械设备,其结构件的焊接变形对于设备的正常运行和使用寿命至关重要。
控制液压支架结构件焊接变形是焊接工艺中的重要环节,合理的操作要领能够有效地避免结构件焊接变形,确保设备的稳定性和安全性。
本文将从减小热输入、增加支撑和预加工等多个方面综述控制液压支架结构件焊接变形的操作要领。
一、减小热输入1. 选用合适的焊接参数在进行液压支架结构件的焊接时,应根据不同材料和厚度选用合适的焊接参数,控制好焊接电流和电压,以减小热输入。
合适的焊接参数可以有效地降低焊接变形的程度,保证结构件的几何尺寸和形状。
2. 控制焊接速度在焊接过程中,控制好焊接速度也是减小热输入的重要手段。
过快的焊接速度容易产生较大的焊接变形,因此应根据结构件的材料和厚度合理控制焊接速度,保证焊接质量的同时减小热输入。
3. 采用适当的预热和后热措施对于一些较大尺寸和厚度的液压支架结构件,在焊接前采用适当的预热措施,可以有效地减小焊接变形,提高焊接质量。
在焊接结束后进行适当的后热处理也能有效地减小热输入,避免结构件的变形。
二、增加支撑1. 使用合适的夹具在液压支架结构件的焊接过程中,通过使用合适的夹具可以有效地固定结构件,避免焊接变形。
夹具应根据结构件的形状和尺寸设计制造,能够有效地固定结构件并保证焊接质量。
2. 增加临时支撑对于一些较大尺寸的结构件,在焊接过程中可以增加临时支撑,通过临时支撑将结构件稳定地固定在焊接位置,避免变形。
临时支撑可以采用钢管、钢板等材料制作,根据结构件的形状和位置进行有效的固定支撑。
三、预加工1. 进行预变形校正在进行液压支架结构件的焊接前,可以通过预先进行一定的变形校正来减小焊接变形。
通过适当的机械加工和冷加工等方式,对结构件进行预变形校正,使其在焊接过程中能够获得较小的总变形。
2. 采用间隔焊接对于一些较大尺寸和厚度的液压支架结构件,可以采用间隔焊接的方法来减小焊接变形。
液压支架在工业焊接过程中的变形控制问题探讨

寸, 满足 了零件 的各种 尺寸 要求 , 保 证零 件 的使用 和后 续装 配 的进行 ( 3 ) 选 择合理 的装 焊顺 序 装焊顺 序是 控制 焊接变 形的 主要措 施之 一 , 对 于箱体结 构采 用主要 的方法 先进行 定位焊 , 然后进 行全 位置打 底焊 。 装焊顺 序 : 先打 底焊好 主筋 板和底 板 间的纵 焊缝 、 各 立筋 板与底 板之 间 的横 焊缝 , 再 将 工 件翻转至侧面朝下, 打底焊好立筋板与主筋板之间朝上的立焊缝后, 将工件翻 转至另一侧面朝下, 打底焊好立筋板与主筋板之间的其余焊缝, 完成所有焊缝 的全位 置打底焊 后进行填 充和盖 面 ・ 先填充 和盖面 好立筋板 与主 筋板之 间的立 焊缝、 主筋和 底板纵 焊缝 , 最后将 零件翻 转至平放 位置 , 焊好 各立 筋板与底 板 之 间 的横焊缝 。 所 有焊 接均 采用 由 中间向两 端分排 焊法 , 或几个 人 同时焊接 以降 低焊 接变 形 。
题。
[ 关键 词] 液压 支架 焊 接 变 形控 制 中图分 类号 : P 7 5 5 . 1 文献标 识码 : A
文章编 号 : 1 0 0 9 - 9 1 4 X ( 2 0 1 4 ) 2 4 — 0 3 8 2 — 0 1
液压 支架 的生产 中, 特别 是在支 架 中结构件 的生产 过程 中 , 焊 接是 最重 要 和最主要 的加 工工艺 。 作为焊 接件 , 焊接 过程 中会 发生焊接 变形 , 特别 是形位 变 形, 即在 焊接 结构 中 , 在组 装定位焊 后可 以达到 图样尺寸 几何公差 的要 求, 但 施 焊 后焊 接结构 会产生 形位变 形 , 如 弯曲变 形、 扭 曲变形和 收缩变形 等 。 形位变 形 不仅 影响着 焊接 的外部 质量 , 同时为 后续 的装配 工作带 来 困难 , 所 以在 焊接 过 程 中必须加以控制, 否则会造成后续矫正工作量的增加, 甚至造成产品的报废。 1 . 产生 焊 接变 形 的原 因 影 响焊接 变形 的原 因是多 方面 的 , 包 括母材 材质 ( 主 要是材 料 的刚性 ) 、 填 充材料 、 焊 接方法 、 焊接参 数 、 焊接顺 序、 冷却时 间及施焊 过程 中的约束 情况等 , 但是 归根结 底焊 接结 构件 的焊 接变 形主 要是 由焊 接产 生的 残余 应力 造成 的 。 结构 件在 焊接过 程 中是一个 不均 匀的 、 快速 的加热 和冷 却过程 。 焊 接过 程
液压支架顶梁顶板焊接工艺研究

液压支架顶梁顶板焊接工艺研究作者:陈广帅朱庆波郝建明来源:《科学与技术》 2019年第2期陈广帅朱庆波郝建明三一重型装备有限公司辽宁沈阳 110000摘要:对液压支架顶梁顶板焊接专机进行了顶板焊接工艺研究。
本文根据顶板结构特点,利用专机工装制定反变形装夹方案,结合调整焊接顺序,来进行顶板专机双枪焊接试验。
试验结果表明,在顶板反变形与焊接顺序调整得当情况下,可以有效控制焊接变形。
关键词:液压支架;焊接专机;焊接变形1 前言顶梁是液压支架中重要承载结构件之一。
主要是承受和传递顶板和垮落矸石的载荷。
而顶梁顶板作为顶梁子件,更是直接接触顶煤和矸石承受载荷。
在地质恶劣情况下顶板焊缝还会受到其它介质的作用,发生腐蚀和锈蚀。
顶梁顶板焊缝质量好坏直接影响整套综采设备能否的安全运行,决定井下人员的人身安全。
因此,顶板焊缝的焊接质量的重要性不言而喻。
随着工业以及科技的快速发展,工业自动化应用较为广泛。
近年来,我国劳动成本的增加,以及对工人的身体健康的重视和对提高生产效率的要求,各大工厂都在近一步的实现少人和无人工厂,以及人们对产品的质量要求的提高,焊接质量、美观度等得到了更大的重视。
在现代工业生产中,越来越多的焊接生产过程中开始采用自动焊接设备。
焊接专机适合大批量生产制造某些焊接产品,能很好的控制生产节拍,降低了工人的劳动强度,同时提高了焊接效率。
本文利用顶梁顶板焊接专机实现双枪高速焊接以提高生产率。
但是受制顶板结构影响,顶板焊接后会导致顶板出现焊接变形,导致顶板影响后续工序使用。
出现大量返修工作量,打乱了生产节拍。
本文在通过尝试使用反变形装夹,调整焊接顺序的方式,控制了焊接变形,改变了传统工艺流程,并保证了产品的质量。
得出最优的顶梁顶板专机焊接工艺来满足生产应用。
2 组件结构变形分析顶梁顶板如图1所示,采用三块长条形板搭接拼装成组焊件。
总长约为4500mm,总宽度约为1400mm,材料为钢板B-20/Q460C,其焊缝接头形式可以看为两组搭接焊缝,焊角大小为15mm,主焊缝条数为4条,焊缝简化图如图2所示。
控制液压支架结构件焊接变形的操作要领综述

控制液压支架结构件焊接变形的操作要领综述
液压支架的结构件焊接变形是影响其质量和使用性能的重要因素之一。
为了控制焊接变形,需要从材料选择、焊接方法、焊接顺序和焊接参数等方面做出合理的安排和控制。
本文将从这些方面对控制液压支架结构件焊接变形的操作要领进行综述。
材料选择是控制焊接变形的第一步。
在液压支架结构件的焊接中,应选择具有较低热膨胀系数和较高热导率的材料。
这样可以减少焊接加热引起的材料膨胀和热应力,降低结构件的变形。
焊接方法的选择也对焊接变形有一定的影响。
常用的焊接方法包括手工电弧焊、埋弧焊和气保焊等。
在选择焊接方法时,应考虑其热输入、焊接速度和焊接变形的影响。
一般来说,热输入越小、焊接速度越快的焊接方法,对焊接变形的影响越小。
焊接参数的选择和控制也是控制焊接变形的重要因素之一。
焊接参数包括焊接电流、焊接电压、焊接速度和焊接角度等。
在选择和控制焊接参数时,应根据材料的热导率和熔点等性质来确定,以达到最佳的焊接效果和控制焊接变形的目的。
液压支架的参数化设计及其顶梁的结构优化研究
液压支架的参数化设计及其顶梁的结构优化研究液压支架是一种受力分析和结构优化的重要组成部分,其参数化设计和顶梁的结构优化是提高支架性能和效率的关键。
液压支架一般由液压缸、支撑柱和顶梁构成,其主要功能是提供支撑和调整载荷的能力。
参数化设计是指将支架的关键参数进行统一的定义和控制,以便根据实际需求快速、灵活地设计并调整支架的形状和尺寸。
参数化设计可以基于CAD软件进行,通过在软件中输入参数的数值范围和约束条件来生成不同参数组合的设计方案。
通过参数化设计,可以快速推导出支架各个部件之间的关系,并进行承载能力和优化研究。
在设计液压支架时,应考虑以下几个重要参数:1.支撑柱的数量和位置:支撑柱的数量和位置决定了支架的稳定性和承载能力。
通常情况下,较多的支撑柱可以提供更好的稳定性,但也会增加制造和安装的复杂度。
因此,需要进行参数化设计以确定最佳的支撑柱数量和位置。
2.顶梁的形状和尺寸:顶梁的形状和尺寸直接影响到支架的刚度和承载能力。
通过参数化设计,可以调整顶梁的长度、截面形状和材料,以满足不同的工作条件和承载要求。
3.液压缸的数量和尺寸:液压缸提供支架的调整功能,其数量和尺寸应根据实际需要进行参数化设计。
液压缸的数量和尺寸决定了支架的调整能力和工作效率。
结构优化是指在满足既定的设计要求和约束条件下,通过调整支架的形状和材料,使其在承受最大载荷时具有最小的质量、最高的刚度和最优的性能。
在进行优化研究时,可以采用有限元分析方法对支架的载荷响应进行模拟和分析。
通过改变参数和材料,可以通过模拟分析得到不同设计方案的性能指标,如最大应力、最小变形和最小重量等。
然后,可以使用多目标优化算法确定最佳的设计参数组合。
结构优化的目标是尽可能满足承载要求的前提下,减小支架的重量和尺寸,以提高效率和节约成本。
优化的过程中,还应考虑材料的可靠性和制造的可行性,以确保支架的安全性和可靠性。
在液压支架的参数化设计和顶梁的结构优化研究中,需要考虑到多个因素的综合影响,从而得到最佳的设计方案。
焊接变形控制技术的研究

焊接变形控制技术的研究1. 引言焊接是一种常用的金属连接技术,广泛应用于制造业领域。
然而,在焊接过程中,由于热量的集中作用和材料的热胀冷缩,常常会产生焊接变形,给制造过程和产品质量带来挑战。
因此,研究焊接变形控制技术非常重要。
本文将对焊接变形控制技术的研究进行探讨,包括焊接变形的原因分析、变形控制方法、数值模拟分析等方面。
2. 焊接变形的原因分析焊接变形的原因主要包括热应力和残余应力两个方面。
2.1 热应力焊接过程中,焊接区域的材料受到高温的影响,会发生热胀冷缩现象。
当焊接材料的温度变化时,材料的体积也会发生相应的变化,导致焊接变形。
热应力可以分为两种类型:热收缩应力和热弹性应力。
热收缩应力是指焊接材料受到热胀冷缩引起的应力。
焊缝两侧的材料在焊接冷却过程中会收缩,而焊缝中心的材料则受到约束无法自由收缩,从而产生应力。
热弹性应力是指焊接材料在加热过程中由于温度梯度引起的应力。
焊接过程中,焊接区域的温度会迅速升高,而周围区域的温度变化较小,因此在焊接区域会出现温度梯度,导致材料内部产生应力。
2.2 残余应力焊接完成后,焊接材料冷却时会产生残余应力。
焊接过程中受到的热应力会导致材料的形状发生变化,而冷却过程中材料又会发生收缩,产生新的应力。
这些残余应力可使焊接结构变形。
3. 变形控制方法为了控制焊接变形,可以采用以下方法:3.1 优化焊接工艺参数通过调整焊接工艺参数,如焊接速度、焊接电流、焊接压力等,可以有效控制焊接变形。
合理的焊接参数可以减小焊接材料收缩和应力的影响,从而减少变形。
3.2 使用焊接变形补偿装置焊接变形补偿装置是一种特殊的装置,可以在焊接过程中对焊接材料进行补偿,从而减小焊接变形的影响。
例如,焊接变形补偿装置可以通过引入相反方向的变形来抵消焊接变形。
3.3 采用局部预热和后热处理局部预热是指在焊接前对焊接区域进行局部加热。
预热可以减小焊接区域的温度梯度,从而减小焊接变形。
后热处理是指在焊接完成后对焊接区域进行加热处理,以消除残余应力。
关于液压支架顶梁焊接变形的研究
关于液压支架顶梁焊接变形的研究摘要:液压支架在煤矿采掘中起着支撑工作面的作用,是开展煤矿机械化综采的重要设备之一。
液压支架顶梁是液压支架中承力的关键部件,其制造工艺多以焊接为主,但是焊接过程中由于结构件受热不均等其他因素的影响,容易造成焊接变形,从而影响焊接质量,进而影响焊接支架的使用性能,因此对液压支架顶梁焊接变形控制的研究能够有效地提高煤矿生产效率及其安全性。
本文主要对液压支架顶梁焊接变形的原因进行了分析,并介绍了控制焊接变形的工艺措施。
关键词:煤矿;液压支架;顶梁;焊接变形引言液压支架顶梁制造和维修过程中,焊接是最重要的制造工艺。
虽然焊接工艺能够保证液压支架顶梁与各结构件的有效联接,并且能够保证液压支架顶梁的刚性指标,但是在施焊过程中由于焊接热的产生,这种不均匀的受热环境会破坏金属的金相结构并产生焊接变形,如扭曲变形、弯曲变形及收缩变形等。
这种焊接变形不仅影响着液压支架顶梁的外部质量,也会影响到顶梁后期的装配工作,对液压支架的整体质量造成危害,而且结构件一旦产生变形,在焊接工序完成后很难矫正。
因而,在焊接过程中必须通过合理的焊接手段以及工艺措施严格控制焊接结构件产生变形。
1焊接变形类型支架结构大多采用单板加肋以及箱形结构设计,支架传扭转或者波形变形基本不可能发生,但是在实际的支架制作过程中可能会出现角度变形以及弯曲变形等两种形式,具体表现为:(1)角度变形。
大多发生在支架的顶梁、掩护梁以及侧护板的固定侧边缘部位,这些部位设计由于没有支撑肋板的辅助,焊接的焊缝长度较大,且容易形成一定范围的角度变形。
(2)弯曲变形。
在支架的顶梁、护帮板、伸缩梁、推杆等部位存在平面尺寸较大,结构较薄,长度及宽度比较大,容易在长度方向以及宽度方向上出现弯曲变形。
2关于液压支架顶梁焊接变形的研究2.1实现焊接次序和焊接方式的优化实际上,明显影响焊接变形的是焊接工艺参数和科学的焊接顺序。
针对当今焊接工艺技术的实际发展现状而言,手工电弧焊常常较难有效地控制焊接变形的现象。
液压支架薄煤层顶梁焊接变形控制

液压支架薄煤层顶梁焊接变形控制裴守魁【摘要】液压支架薄煤层顶梁由于箱体矮、刚性差,往往容易产生较大的焊接变形,致使顶梁的平面度超差,影响使用。
介绍了通过控制顶梁拼装间隙、提高顶梁结构刚性、合理选用焊接参数和正确选择焊接顺序等方式有效控制薄煤层顶梁焊接变形的方法,提高了产品质量和生产效率,满足了顶梁的使用要求,取得了理想效果。
结果表明,通过给薄煤层顶梁预制变形量、增加结构刚性、合理选择焊接参数及焊接顺序,可以有效控制液压支架薄煤层顶梁的焊接变形。
%Hydraulic support in thin seam canopy tends to produce large welding deformation,which caused by the box body is short, poor rigidity,it resulting to the flatness of canopy unqualified,affecting the use.In order to solve this problem,effective control methods of welding deformation in thin seam canopy are introduced in this paper such as by controlling the canopy assembly clearance,improve the rigidity of metal structure,a reasonable choice of welding parameters and the proper welding sequence,and improving the product quality and production efficiency,meeting the requirements of the canopy,achieving the ideal results.Results show that,through giving thin coal seam roof beam precast deformation,increase the structure rigidity,reasonably choosing welding parameters and welding se⁃quence can effectively control welding deformation of the hydraulic support canopy in thin coal seam.【期刊名称】《中州煤炭》【年(卷),期】2016(050)008【总页数】5页(P118-121,130)【关键词】液压支架;薄煤层顶梁;焊接变形控制【作者】裴守魁【作者单位】郑州煤矿机械集团股份有限公司,河南郑州 450013【正文语种】中文【中图分类】TD355.43液压支架是现代煤矿开采中的重要支护设备,随着煤矿综合机械化程度的大幅度提高及超强度开采,使得厚煤层及中厚煤层的储量急剧下降甚至枯竭,薄煤层逐渐成为主采煤区[1],因此,当前对薄煤层液压支架的需求越来越多。
液压支架顶梁体结构件整体盖面焊接工艺的研究

液压支架顶梁体结构件整体盖面焊接工艺的研究发布时间:2023-04-25T08:21:53.311Z 来源:《中国科技信息》2023年1期34卷作者:张华[导读] 随着科技的发展,机器人已广泛应用于生活的各个领域,并能在许多工作环境恶劣、张华国家能源集团神东煤炭集团维修中心一厂三部陕西省神木市大柳塔镇719315摘要:随着科技的发展,机器人已广泛应用于生活的各个领域,并能在许多工作环境恶劣、劳动强度高、重复且繁琐工作中取代人类。
由于其构件的高强度和高密封性能,焊接技术在工业生产中发挥着重要作用,但焊接工作环境恶劣,劳动强度高,所以焊接人员对机器人自动焊接技术进行了大量研究与应用。
机器人焊接的优势在于,能稳定及提高焊接质量,保证焊接均一性,而且能改善工人工作条件,提高劳动生产率。
关键词:液压支架;顶梁体;整体盖面焊接机器人焊接用于液压支架顶梁体结构的整体盖面焊接,以优化顶梁体设计,经工艺验证并投入使用后运行良好,实现了顶梁体结构全盖面焊缝80%的自动焊接。
机器人焊接的劳动强度显著降低,生产效率比普通焊接高近10%。
焊缝均匀,焊接变形小,气孔、杂质、裂纹和咬边等缺陷明显减少。
一、液压支架顶梁概述液压支架是一种利用液体压力产生支撑力并实现自动移设来进行顶板支护及管理的一种液压动力装置,是综合机械化采煤不可缺少的配套设备。
主要用于水平面和小于等于10度的缓倾斜厚煤层沿底板一次放顶煤采全高开采的长壁综采工作面,也适用于急倾斜特厚煤层水平分层放顶煤综采工作面。
其性能特点为:纵横向稳定性好;防护性能强;移架速度快;对顶板适应性强。
液压支架顶梁作用是承受顶板岩石的载荷,反复支护顶板,破碎坚硬顶板,为工作面提供足够的安全空间。
顶梁在液压支架中起支撑、抵住、支持,是承受顶板压力的部件,并起切顶作用,能多次反复支撑顶板。
另外,顶梁装有侧护板,活动侧装有液压支架千斤顶及弹簧,调节支架间距。
液压支架顶梁结构一般为整体和分体式,液压支架顶梁整体式采用钢板焊接的箱形结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ke y wo r d s :h y d r a u l i c s u p p o r t ; t o p b e a m; we l d i n g d e or f m a t i o n ; r e v e r s i b l e d e or f ma t i o n ; r i g i d f a s t e n i n g
2 0 1 7年第 8期 ( 总第 1 4 3期 )
E N E R G Y A N D E N E R G Y C O N S E R V A T l O N
; 夏. 昙 ;
钍
2 0 1 7年 8月
液 压 支 架 顶 梁 焊 接 变 形及 其 控 制研 究
默 青
(西 霍 州 0 3 1 4 1 2 ) 摘 要 : 介 绍 液 压 支架 顶 梁 焊接 变形 的特 点 和 形 式 ,重 点论 述 液 压 支 架 顶 梁 焊 接 变形 的控 制 技 术 对 策 ,期 待 能 为 液 压
( Xi n j u C o a l Mi n i n g Ma c h i n e r y E q u i p me n t R e s e a r c h I n s t i t u t e , H u o z h o u C o a l E l e c t r i c i t y Gr o u p , H u o z h o u 0 3 1 4 1 2 , S h a n x i , C h i n a )
支架 的 订 量 焊接 变 形 问题 提 供 重要 的理 论 指 导 。
关键词 : 液 压 支 架 ;顶 梁 ;焊 接 变形 ;反 变 形 ;刚 性 固定 中图 分 类 号 : T D 3 5 5 文献 标 识 码 : A 文章 编 号 : 2 0 9 5 — 0 8 0 2 一 ( 2 o 1 7 ) o 8 — 0 l l 4 — 0 2
Ab s t r a c t :T h e p a p e r i n t r o d u c e d t h e c h a r a c t e r i s t i c s a n d f o r ms o f t o p b e a m we l d i n g o f h y d r a u l i c s u p p o t, r ma i n l y d i s c u s s e d t h e t e — e h n o l o g y f o r c o n t r o l l i n g d e f o ma r t i o n o f t o p b e a m w e l d i n g , h o p i n g t o p r o v i d e i mp o r t a n t t h e o r e t i c a l g u i d a n c e or f s o l v i n g w e l d i n g d e —
1 液压 支 架顶 梁 焊接 变形 的特 点 和形式
焊 接残 余 应力 直 接 影 响焊 接 变 形 ,而 焊接 的变 形 直 接跟受 热状况 、材料 的特性 、焊 接工件和变形量 的大 小 等密切相关 。在焊接金 属构件 时 ,因为 焊接热不 均匀 的影 响作用 ,焊接 的地方 会集 中这 种热能 ,导致金属 受 到 局部热应力 的制 约 ,从 而导致平 面外或平 面 内变形 的 情 况 。如从一开始 进行焊 接环节就 出现 了变形 ,并 且基 于改变 的焊件 温度分布 和移动 的焊 接热 而出现变化 ,也 就是 焊接热直接影 响到焊 件的焊接位 置 ,进 而导致 出现 膨胀 变形 ,然 而在 冷却 金属 之后会 导致 出现收缩 变形 , 如此 的变 形在完成 焊接环 节之后才 可 以结束 圈 。 通 常 而 言 ,焊 接残余 变 形 是需要 分析 的焊接 变形 , 焊接 残余 变形 的重 要体现方 式是波 浪弯 曲变 形 、横 向弯 曲变形 、纵 向收缩 变形 、纵 向弯 曲变形 、回转变形 、横
0 引 言
在 生产 制 造 液压 支 架 顶梁 时 ,尤 为 关 键 的工 艺 技 术 是 焊 接 。尽 管焊 接可 以确保 有 效 地 连接 一 系列 构 造
件 和液 压支 架 顶梁 ,可 以确保 液 压 支架 顶 梁 刚性 指 标 达标 ,可是 在 进行 焊接 时 因为会 出现 焊接 热 ,而如 此 受 热 不 均 匀 会使 金 属 金 相构 造 破 坏且 形 成 焊 接 变 形 , 如收 缩 变形 、弯 曲变形 、扭 曲变 形 等 。对 于 焊接 变 形 来 讲 ,不 但 对 液 压 支 架 顶梁 外 部 质量 产 生 影 响作 用 , 而且 会 制约 之 后 的装 配顶 梁 ,进 而 危 害到 整体 液压 支 架 的质 量 。并且 ,如果 构 造件 出现 变 形 ,那 么 在 完成 焊接 工序 之后难 以进 行有 效矫 正I l _ 。为此 ,在 进行 焊接 时务 必 借助 科 学 的工 艺技 术 与焊 接 方式 对 焊接 构 造 件 可 能 出现 的变形情 况进行有 效控制 。
Re s e a r c h o n t he Di s t o r t i o n a n d Co nt r o l o f To p Be a m W e l di ng o f Hy dr a u l i c Su pp or t
MO Qi n g