活塞环倒角机继电器控制系统的设计
活塞环数控车床控制系统设计
戡 电
杉
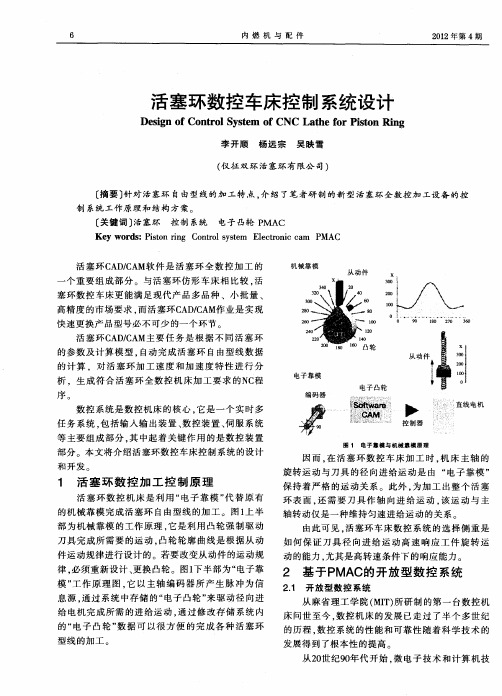
的机 械 靠模 完成 活 塞环 自由型线 的加 工 。 图 1 半 上
部 为机 械靠 模 的工 作 原理 , 是利 用 凸轮 强 制驱 动 它
刀具 完 成所 需 要 的运 动 , 凸轮 轮廓 曲线 是根 据从 动 件运 动规 律进行 设计 的 。若要 改 变从动件 的运 动规 律 . 须重 新设 计 、 换 凸轮 。图1 必 更 下半部 为 “ 电子靠 模 ” 作 原 理 图 。 以 主轴 编 码 器 所 产 生 脉 冲为 信 工 它 息源 。 通过 系 统 中存储 的“ 电子 凸轮 ” 驱 动径 向进 来
给 电机 完 成所 需 的进 给运 动 , 过修 改 存储 系 统 内 通
如何 保 证 刀 具 径 向进 给 运 动高 速 响应 工 件 旋 转 运 动 的能力 , 其是 高转 速条件 下 的响应 能力 。 尤
2 基 于 P C的开 放 型 数 控 系统 MA
2 1 开 放型数 控 系统 .
[ 摘要 ] 针对 活塞 环 自由型 线的加 工特 点 , 绍 了笔 者研 制 的新 型活 塞环 全数控加 工设备 的控 介
制 系统工作 原理 和结 构方案 。
[ 关键 词 ] 活塞环
控制 系统 电子 凸轮 P C MA
Ke r s itn rn Co to y t m Elc r n c c m P y wo d :P so i g n r ls s e e t i a o MAC
6
内 燃 机 与 配 件
21 0 2年 第 4期
活塞环数控 车床控 制 系统设计
De in o n r l y tm fCNC La h o it n Ⅱ sg fCo to se o S t ef r P so g
一种活塞环专用设备的继电器控制系统的设计
00 8) 5 0 1
要: 阐述 了一 种活 塞环专 用设 备一 活塞环 倒 角机 的 工 艺要 求 , 绍 了该 设 备 的继 电器 控 制 系统 的设 计 方案 , 介
给 出 了电气控 制 系统 的主 电路 、 制 电路 图 以及 主要 电气元件 的选 择 方 法 。 控
关键词 : 塞环 ; 用设 备 ; 角机 ; 气控 制 ; 电器 活 专 倒 电 继
e pl i d. x ane The d sgn p op s loft e r l y c nt o ys e o h q p e s pr s n e I i e utt i e i r o a h e a o r ls t m ft e e ui m nti e e t d. t g v s o he ma n cr u tofee ti o r y t m , o r lcr ui te n a ee tv o he fma n e e t i lme s ic i l c rc c ntols s e c nt o ic tpa t r nd s l c i e m t d o i l c rc e e nt .
中图分 类号 : TM5 8
文献 标 识码 : B
Th sg fRea n r 1S s e f r e De i n o l y Co t o y t m o S ec 1Eq i me to s o n p ia u p n fa Pit n Ri g
配 低 压熔 断 器来 实现 电源 的通 断 和 短路 保 护 , 电动 机 的保护 采用 热继 电器配 低压熔 断 器实 现过 负荷和 短路
保护。
方 案 二 , 备 电源 和 电动机 的保 护均 采 用 低压 断 设
短轴料倒角机PLC控制系统毕业设计

短轴料倒角机PLC控制系统毕业设计目录第1章绪论 (1)1.1概述 (1)1.2剪板机的发展现状与发展趋势 (1)1.2.1剪板机的发展现状 (1)1.2.2剪板机的主要生产厂家 (2)1.2.3剪板机未来发展趋势 (3)1.3系统设计容及目标 (3)第2章系统总体方案的论证 (4)2.1系统原理结构及工作流程 (4)2.2 系统方案论证 (5)2.3 系统的组成 (6)第3章系统硬件电路设计 (9)3.1 主控芯片89C52 (9)3.1.1 89C52简介 (9)3.1.2 89C52的性能参数 (9)3.1.3 89C52的引脚及功能 (10)3.2 单片机最小系统设计 (11)3.2.1钟振荡电路 (11)3.2.2 复位电路 (12)3.2.3 单片机最小系统电路 (13)3.3 电源电路 (13)3.4 看门狗电路 (14)3.5 并行输入输出接口 (19)3.5.1 8255A简介 (19)3.5.2 功能特性 (19)3.5.3引脚及功能 (19)3.5.4 8255A与单片机的电路连接 (22)3.6过载检测与报警电路 (22)3.6.1电机过载检测电路 (22)3.6.2声光报警电路 (24)3.7计数采样输入电路 (25)3.8键盘控制电路 (26)3.9 显示电路 (28)3.9.1 LED显示器结构与原理 (28)3.9.2 LED显示方式 (29)3.9.3显示器驱动电路 (30)3.9.4显示电路 (31)3.10 状态检测与电机控制电路 (31)3.10.1工作状态检测电路 (31)3.10.2电机控制电路 (32)第4章系统软件的设计与调试 (34)4.1 8255端口地址及存地址分配 (34)4.2主程序流程图设计 (34)4.3键盘扫描子程序 (36)4.3.1键抖动的处理 (36)4.3.2键盘扫描子程序流程图 (36)4.4显示子程序 (37)4.5工作状态检测子程序 (38)4.5电机过载检测子程序 (39)4.7 系统软件的调试 (40)4.7.1 子程序的调试 (40)4.7.2 程序流程的调试 (41)4.7.3 整个程序的连调 (41)第5章结论 (42)参考文献 (43)致谢 (44)附录Ⅰ (45)附录Ⅱ (58)附录Ⅲ (60)第1章绪论1.1概述随着科学的不断发展进步,自动化技术日趋成熟,并且被广泛应用于医学,办公,生产等许多领域。
基于PLC的倒角机自动控制系统设计与研究
开 关 准确感 应 工件 的位 置 , 通过 相 关 的控 制 程 序 自动补 偿 工件 长度 误 差和 送料 定位 误 差 , 而 实现 从
快 速 、 效 与 高精度 的倒 角。 高 关 键 词 : 角 机 ; 制 系统 ;L 步 进 电 机 倒 控 P C; 中 图 分 类 号 : H 6 T 6 T 1 ;G 5 文 献 标 识 码 : A
( c o lo c a ia a d A tmoie E gn eig,Hee Unv ri fT c n lg S h o fMe h nc l n uo t n ie r v n fi ies y o e h oo y,Hee 2 0 0 t fi 3 月
组 合 机 床 与 自 动 化 加 工 技 术
M o ul r M a h ne Too d a c i l& Au o a i a f c urng Te hni ue t m tc M nu a t i c q
NO. 2 1
De . 2 1 c 0 1
Absr c t a t:Ac o d n o t e c re tst ai n t a n m a u lc a e i g m a hi y t m a ri tn i s c r i g t h u r n iu to h ti n a h mf rn c ne s se lbo ne st i y h g n r d ci n e fce y i o ,a s to ut m ai h m f rn a h n sr q e td t e e o o i h a d p o u t fiinc s l w o e fa o tc c a e i g m c i e i e u se o d v l p t i p o e t e p od c o f c e y. Th r f r m r v h r u t n e i i inc e e o e,PLC sp n o u e i h o to y t m . The s t m a i uti t s n t e c n r ls se yse c n c to h r c s fc m f rn a h n n s q e e a d a hiv o tn o y l r c si g. A lo i on r lt e p o e s o ha e i g m c i e i e u nc n c e e c n i u usc ce p o e sn s t c n c a f rt e b t n so h h n a d l n rso k i h a e t e.A n h tt ifr n im ee a h m e h o h e d ft e t i n o g ba t c n t e s m i m d t a o d fe e td a t r a u tn H p t h a u a e s ta n o e ,S ta l s t if r ntdm e so s wo k i c . nd c ti g O t u ,t e v l e c n b e ta y m m nt O i pp i o d fe e i n i n r p e e e W h n t e t n a d l n rso k i e d,i e iser r i h a e c u e y d fe e tln t n i e e t e h hi n o g ba t c sf e t x t ro swh c r a s d b ifr n e g h a d d f r n
PLC控制的双头倒角机电控系统的设计
1 P L C概述
于导轨上, 根据工件的长度可轻便调整其间距并锁紧。
1 9 8 5 年1 月。 国 际 电工 协 会对 可编 程 序控 制器 作 了如 2- 1 工艺 过程 下 定义 : “ 可 编程 序控制 器是一 种数字 运算 电子系 统 , 专为 1) 顶 料档 前 进 , 顶住 所 要加 工 的工件 。2) 支 夹模 配合
2 . 2 . I 技术参数 加工直径 : 2 0 一中8 0 加工长度 : 5 0 - 5 0 0 节拍 :<6 S ( 3 0 1 标准管 ) 主轴转速 : 1 4 2 0 r / ai r n 1 1 0 0 r / ai r n 电机 : 2 。 2 KW 2 ( 1 4 2 0 r / mi n)
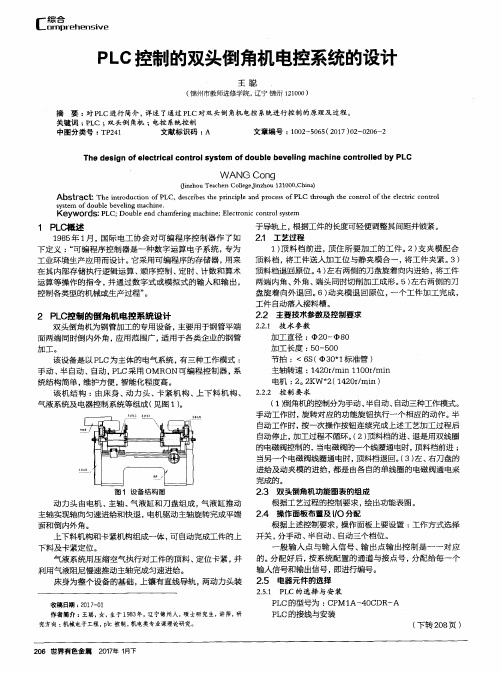
手动 、 半 自动 、自动 , P L C采 用 OMRON可 编程 控制 器 , 系 统结构 简单 , 维护方便 , 智能 化程度高 。 该 机结 构 :由床 身 、 动 力头 、 卡 紧机 构 、上下 料 机构 、
气液系统 及电器控制系统 等组成 ( 见图 1) 。
( 1删 角机的控制分为手动 、 半 自动 、 自动三种工作模 式。 手动 工作 时, 旋 转对应 的功能旋钮 执行一 个相应 的动作 。 半 自动工作 时 , 按一次操作 按钮连续完成 上述工艺加 工过程后 自动停止 , 加工 过程 不循环 。 ( 2) 顶料档 的进 、 退是用双线 圈 的 电磁阀控制的 , 当电磁阀的一个线圈通电时 , 顶料档 前进 ; 当另 一个电磁 阀线 圈通 电时 , 顶料档退回 。 ( 3) 左、 右刀盘 的 进给 及动夹模 的进给 , 都是 由各 自的单线 圈的电磁阀 C控制的双头倒角机电控系统的设计
王 聪
( 锦 州市 教 师进 修学 院 , 辽宁 锦州 1 2 1 0 0 0)
磁瓦自动倒角机的单片机控制系统设计
磁瓦自动倒角机的单片机控制系统设计
引言随着我国制造业的飞速发展,生产自动化也得到了快速的发展。
基于单片机机电控制系统是生产自动化的一个重要领域。
它控制精度高、功能强大、准确而可靠。
磁瓦倒角的生产是大批量的工业生产对象,人工生产效率低且成品不高,用单片机控制伺服电机来实现各个工序以完成磁瓦倒角的制作可以大大提高劳动生产率和生产自动化程度。
倒角机的系统原理该控制系统要求电机带动倒角机的主皮带轮做间歇性运动,在皮带轮运动时,倒角机完成下料和打磨左右端面,在皮带轮停止时,在相应的工位上分别完成工件的左外圆弧、右外圆弧、左内圆弧、右内圆弧、外倒角及内倒角的磨削。
磁瓦零件如图l 所示。
自动倒角机的系统工作原理如图2 所示。
首先,电机带动传送带运动,使磁瓦零件经过第一对砂轮的磨削,完成对其左右端面的磨削,运动到左外圆弧磨削工位时,停止运动,相应的气缸将其从传送带推到砂轮磨削位置,至少保持0. 2 S ,以完成砂轮对其的磨削。
磨削完毕后,气缸及相应机械机构将磁瓦回送到传送带,开始向下一个工位运动。
直到所有工位磨削完成,最后下料。
其工艺流程如图 3 所示。
根据以上工艺流程图,经过综合考虑,设计了磁瓦倒角机的工作时序。
传动带电机做间歇运动,运动0. 6 S ,停止0 . 9 S。
在停止的时间内,6 个气缸分别完成对各个工位上的加工控制系统的硬件设计依据设计的时序及其所
要完成的功能,选用了单片机STC8 0 5 1 作为核心构成运动控制器控制安川伺服电机做间歇运动,其计算机控制系统组成框图如图4 所示。
上位工控机。
基于PLC控制的双头高效自动倒角机系统设计

基于PLC控制的双头高效自动倒角机系统设计摘要:对于进行批量生产的的石油、化工用双头螺柱,受到定尺寸切割影响,非常容易在端部产生凸起、毛刺和飞边等一系列现象,如果用手工倒角或是车床加工的方式,劳动强度较大,效率也非常低。
所以要设计一种高效并基于 PLC 控制的自动双头倒角机。
关键词:倒角机;PLC;控制系统现今市场上对于石油、化工用双头螺柱两端倒角,大部分都是由工人进行手动操作仪表机床来完成的,效率低下且精度不高。
为此,需要开发一台高效高精度的自动倒角机,提高工作效率。
工业控制系统中,PLC具有极高的可靠性和灵活性。
倒角机采用PLC作为控制系统,从而能够实现自动化倒角,生产出小批量、多品种、多规格、低成本和高质量的产品,使企业能对市场需求作出迅速的反应,增进企业效益。
一、结构组成此机床主要是由自动送料夹紧、左右进给装置、左右动力头、上卸料装置以及调整装置等组成。
1、左右动力头主要是利用三相异步电动机通过带传动来完成对刀具旋转倒角功能的实现;2、进给装置是指用气液转换器的动力来推动气液缸来带动左右动力头从而实现快进、工进稳定进给,并且能够微调;3、上卸料装置是通过气缸来实现的,工人可一次上多根料,加工完之后,自动送料夹紧装置回退,在排序区,上料气缸把有待加工料顶出,这时刚好将加工完成的料顶出来,自动卸料就能够实现,并完成上料;4、自动送料夹紧装置是把上完后的料送至有待加工区,通过气液增压缸来对快速送料的实现,到位之后液压夹紧。
在对不同直径的零件进行加工时,可以更换夹具。
夹具的组成主要两个半圆,同时两个半圆在导向上滑动,并和工件是小间隙的配合。
5、调整装置是能够对不同的件来对不同长度加工的实现,用手摇丝杠进行调整,调整好之后锁死图1 机床总体结构二、工作原理自动倒角机是由左右工作台以及送料机构等组成的,如图2所示。
左、右工作台都是由三相异步电机、刀架、滚珠丝杠副、夹紧气缸、落料装置、步进电机和三个接近开关等组成的。
基于PLC的倒角机自动控制系统设计与研究

基于PLC的倒角机自动控制系统设计与研究O引言目前市场上对细长棒料两端倒角,大多数都是通过工人手动操作机床来实现的,送料、落料和装夹等方面效率均不高。
为此,受某企业委托,开发了一台全自动的高效率高精度的倒角机。
由于PLC具有可靠性高、抗干扰能力强、使用方便、编程简单等优点,在工业控制领域内得到广泛的应用¨ 。
因此,倒角机采用PLC为控制系统,实现送料、装夹、倒角和落料的自动化和倒角的高效率与高精度。
1工作原理自动倒角机由左工作台、右工作台和送料机构等组成,如图1所示。
左、右工作台都由步进电机、滚珠丝杠副、三相异步电机、刀架、夹紧气缸、落料装置以及三个接近开关等组成。
刀架安装在异步电机的前端,异步电机直接驱动刀架旋转,步进电机通过滚珠丝杠副带动刀架移动,从而实现倒角。
刀具的进给速度和位移量由PLC程序中的相关指令来控制。
为了保证倒角时的切削量,需要确定刀具工进时的起始点。
在刀具的前端装有一个光电开关,当刀具移动到工件附近时,光电开光感应到工件,同时将此感应信号传递给PLC。
这样避免由于送料和夹紧定位误差所导致的工件倒角不足或倒角过多的问题。
该系统的送料、装夹和落料均是自动完成的。
送料机构采用气缸驱动,气缸送料到达规定位置时,气缸上的磁性开关将相应信号传递给PLC,作为“送料成功”信号。
每个工作循环传送一根棒料,工件送到位后两端分别各有一个夹紧气缸驱动V形块进行夹紧,保证工件不旋转。
两个夹紧气缸的侧面分别装有一块斜块作为落料装置,气缸松开时工件沿着斜块落下,完成自动落料。
工作台上的接近开关分别为负极限开关、原点开关和正极限开关,极限开关用来限制普通电机的移动位置,以免电机超出安全位置;原点开关用来确定系统的坐标位置。
2控制系统硬件设计控制系统的硬件主要由PLC、触摸屏和步进电机、三相异步电机等组成。
由于步进电机具有结构简单、运行可靠、控制方便、控制性能好等优点旧引,能将脉冲信号变换为相应的直线位移,其位移量与脉冲数成正比,移动速度与脉冲频率成正比。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
王 计 波 l 塞环 倒 角 机 继 电器 控 制 系 统 的设 计 活
4 1
图 3所 示 。 由 于 该 电气 系 统 只 用 到 两 个 接 触 器 ,
KM1 液压 电机 接触器 , 为 KM2为 主轴 电 机 接触 器 。 为 了降低 成 本 , 触 器 控 制 电 源 采用 30 交 流 电 接 8V 源, 与继 电器 控 制 线 路 共用 一 个 低 压 断 路 器 QF , 3 为了防 止故 障时 损坏 液 压 和 主轴 电 动机 , 主 电路 将
Yl 2 一6型 。 1M
塞 环专用倒角机, 提高了活塞环倒角效率、 质量。
该设 备 由液 压 系统 、 电气 控 制 系 统 、 床 主 体 、 机
主电路 控 制控 制方 案 的选 择 : 方 案一 , 备 电 源控 制 和 保护 可 以采用 转 换 开 设
托板、 专用夹具等部分组成。工件采用液压夹紧 , 该 设备为半自动动作型 , 机床有手动状态和 自动状态 。 手动状态时 , 能够手动调整机床各部分位置 , 确定行
器控制 , 成本低 , 障率稍高一些 , 故 由于本机床可执
行部件 少 , 合 性 价 比考 虑 , 定 采 用 继 电 器控 制 。 综 决 机床 动作示 意 图如 图 2所示 。
裹 1 液压系统电磁 铁动作表
液压电机
主轴电机
圈 1 电 气 系统 主 电路
维普资讯
—
竖
业
. .
中 QF 1和 QF 2辅 助 触 点 串 入接 触 器 控 制线 路 , 当 电动机过 负荷 时 QF 、 2延 时动 作 , 除 电动机 , 1 QF 切 从 而 防止 了电动 机过热 烧坏 。
停止
”
围 2 机 床 动 作 示 意 围
按照机床动作要求 , 设计 电气控制系统 电路如
程 开关 位置 , 且 更换 工 装 、 障停 机 后 , 够 手 动 并 故 能 调 节机床 的基本 位 置 . 且 能 够 满 足手 动 工 作 的需 并
关配低压熔断器来实现 电源的通断和短路保护 , 电
动机 的保 护 采用 热继 电器配低 压熔 断器 实 现过负 荷 和短 路保 护 。 方 案二 , 备 电源 和 电动机 的保 护 均采 用 低 压 设
设计
该 设 备 有 两 台交 流 电动 机 , M1为 液压 电动 机 ,
1 前 言
活 塞 环 倒 角 是 活 塞 环 生 产 接 近成 品 的 关 键 工 序, 质量 好坏 影响活 塞环 质量 的提 高 , 为此 开发 了活
型号为: OL YI O 2—4型 , M2为 主 轴 电动 机 , 号 为 型
源 P N相 连 。 E
2 电气 系统主 电路设计
3 电气 系统 控 制 电路 设 计
该设备液压系统电磁铁动作如表 1 所示 。 电气
控制 系统 可采 用 P C或继 电器 进行 控制 , 用 P C L 采 L 控制 。 成本 高 , 但控 制 可靠性 高 , 障率低 ; 故 采用 继 电
进、 双面倒角, 到位后 , 停止工进 , 时刀架快退 、 延 主 轴停止 , 刀架回到基本位后 , 刀架停止快退, 人工下
料, 而后 进入下 一次 循环 。
比考虑 , 采用方案二 , 电气系统主电路图如图所示。
另外 为 了 防止故 障 时机 壳 带 电危 及操 作者 的人
身安全, 电动机外壳与机床本体均通过保护线与 电
维普资讯
内 燃 机 配 件
20 0 6年 第 2期
活 塞 环 倒 角 机 继 电器 控 制 系统 的设 计
Th e in o ea o to y tm o it n rn h mf rn a h n e d sg fr ly c n r ls se f rp so i g c a e i g m c i e
直 流 2 V 电源 , 4 由于继 电器 和 电 磁铁 线 圈 具 有滤 波
4 电气 系统 主 要 元件 选 择 与 参 数确 定
正 确合 理 的 选择 电器元 件 是 电气 系统 安 全 可
、
作用 , 以没有采用电容滤波 。照明、 所 信号指示、 继
电器 线路 均采用 低成本 的熔 断器 作为 短路保 护 。 继 电器控制 线路有 手动 和 自动 两种状 态 , 动/ 手 自动 转换 采用 旋 钮 开 关 S 2实 现 , 了 降 低 成 本 , A 为 手动状 态采 用 S 、A A3 S 4直 接控 制相 应 电磁 铁 实 现 动作 , 减少 了 中间继 电器 的数 量 , 提高 了 电气 系统 的 可靠 性 。 自动状 态动作过 程 如下 :
断路 器实 现 。
要。 自动状态时, 设备基本位置为夹具松开 、 刀架后 位, 主轴 处于停 止状 态 ; 自动倒 角时 , 先人工 上料 , 首
夹具 夹 紧 , 动 自动 循 环 , 起 主轴 旋 转 、 架 快 进 、 刀 工
比较 以上两种方案 , 方案一较经济 , 但可靠性不
高, 恢复 故 障时 间较 长 , 方案 二 造 价 稍 高 一些 , 比 但 较 方便 、 活 、 灵 可靠 。 复故 障 时 间较 短 。综 合 性价 恢石
【 摘要】 本文阐述了活塞环倒角机工艺动作要求 , 介绍 了活塞环倒角机继电器控制系统的设计
方案 , 出 了电 气控制 系统 的主 电路 、 制 电路 罔 以及 主要 电气元 件 的选择 方 法。 给 控
[ 关键词] 活塞环 倒 角机 电气控制 继电器
圈 3 电气 控 制 系统 电路
继 电器 控制 线 路和 机 床 照 明线 路 、 信号 指示 电
路共用 一个 控制 变 压器 , 中间 继 电器 和 阀用 电磁 铁
保证 系 统可靠 运行 , 同时 尽量节 约继 电器接 点 , 少 减
继 电器 数量 , 高系统稳 定性 。 提
均采 直流2V电 供电, 用 4 源 采用桥式 整流模块 得到