自动复合转位装置
生产线转位装置设计

毕业设计论文课题名称生产线转位装置设计学院机械学院专业班级学号姓名指导教师定稿日期:年月日引言生产线就是产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产生产线活动所构成的路线。
生产线是按对象原则组织起来的,完成产品工艺过程的一种生产组织形式,即按产品专业化原则,配备生产某种产品(零、部件)所需要的各种设备和各工种的工人,负责完成某种产品(零、部件)的全部制造工作,对相同的劳动对象进行不同工艺的加工。
生产线的种类,按范围大小分为产品生产线和零部件生产线,按节奏快慢分为流水生产线和非流水生产线,按自动化程度,分为自动化生产线和非自动化生产线。
生产线的主要产品或多数产品的工艺路线和工序劳动量比例,决定了一条生产线上拥有为完成某几种产品的加工任务所必需的机器设备,机器设备的排列和工作地的布置等。
生产线具有较大的灵活性,能适应多品种生产的需要;在不能采用流水生产的条件下,组织生产线是一种比较先进的生产组织形式;在产品品种规格较为复杂,零部件数目较多,每种产品产量不多,机器设备不足的企业里,采用生产线能取得良好的经济效益。
AbstractThrough the production line is the product of the production process route, from raw materials into the production site began, after processing, transportation, assembly, testing and other components of a series of activities of the line production line. Is the production line according to the principle of objects organized, complete a kind of organizational form of production of product process, namely the by product specialization principle, with the production of a product (zero, parts) need of various equipment and various types of workers, responsible for the completion of a certain product (zero, parts) all the manufacturing work, processing different process for the same labor object..Types of production lines, according to the size range is divided into production line and parts production line, according to the rhythm is divided into flow line production and non production line, according to the degree of automation, divided into automated production lines and non automatic production line.The proportion of production line is mainly the product or the majority of products of the process route and process the amount of labor, determines a production line with necessary to complete the task ofprocessing certain products machinery and equipment, machinery and equipment arrangement and work arrangement etc.. The production line has great flexibility, can adapt to the needs of the production of many varieties; cannot be employed in the production conditions, organization of production line is an advanced production organization form; in product variety specification is more complex, the number of parts is more, the product yield of each kind of not much, lack of machinery and equipment companies, using the production line can achieve good economic benefit.目录摘要.................................................................................... 错误!未定义书签。
自动换刀装置的形式---回转刀架换刀

8.4.1 自动换刀装置的形式自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。
1.回转刀架换刀数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。
回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定位精度。
图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。
在加工轴类零件时,可以用四方回转刀架。
由于两者底部安装尺寸相同,更换刀架十分方便。
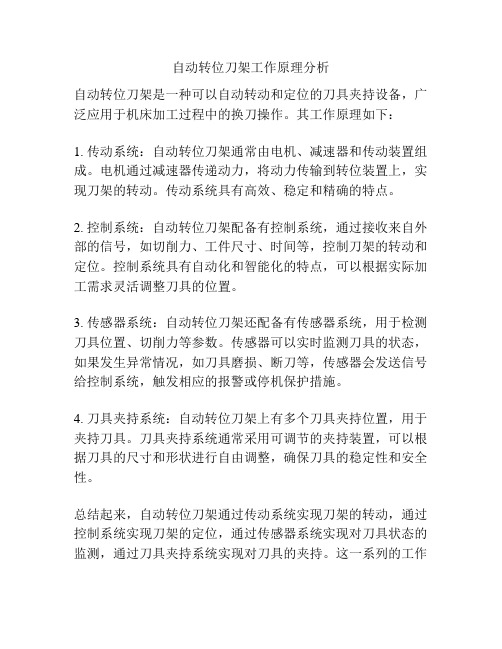
图8-17 数控车床六角回转刀架1-活塞2-刀架体3、7-齿轮4-齿圈5-空套齿轮6-活塞8-齿条9-固定插销10、11-推杆12-触头回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为4个步骤:(1)刀架抬起当数控装置发出换刀指令后,压力油由a孔进入压紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位用的活动插销10与固定插销9脱开。
同时,活塞杆下端的端齿离合器与空套齿轮5结合。
(2)刀架转位当刀架抬起后,压力油从c孔进入转位液压缸左腔,活塞6向右移动,通过联接板带动齿条8移动,使空套齿轮5作逆时针方向转动。
通过端齿离合器使刀架转过60º。
活塞的行程应等于齿轮5分度圆周长的1/6,并由限位开关控制。
(3)刀架压紧刀架转位之后,压力油从b孔进入压紧液压缸上腔,活塞1带动刀架体2下降。
齿轮3的底盘上精确地安装有6个带斜楔的圆柱固定插销9,利用活动插销10消除定位销与孔之间的间隙,实现反靠定位。
刀架体2下降时,定位活动插销10与另一个固定插销9卡紧,同时齿轮3与齿圈4的锥面接触,刀架在新的位置定位并夹紧。
这时,端齿离合器与空套齿轮5脱开。
(4)转位液压缸复位刀架压紧之后,压力油从d孔进入转位液压缸的右腔,活塞6带动齿条复位,由于此时端齿离合器已脱开,齿条带动齿轮3在轴上空转。
如果定位和夹紧动作正常,推杆11与相应的触头12接触,发出信号表示换刀过程已经结束,可以继续进行切削加工。
一种微型三自惯组的双轴转位机构[实用新型专利]
![一种微型三自惯组的双轴转位机构[实用新型专利]](https://img.taocdn.com/s3/m/8ef8d55b7f21af45b307e87101f69e314332faa2.png)
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 202122298420.0(22)申请日 2021.09.23(73)专利权人 珠海市祥博机电科技有限公司地址 519040 广东省珠海市金湾区红旗镇珠海大道6898号3#厂房1层106室(72)发明人 曾军高 (74)专利代理机构 珠海飞拓知识产权代理事务所(普通合伙) 44650代理人 陈李青(51)Int.Cl.G01C 25/00(2006.01)(54)实用新型名称一种微型三自惯组的双轴转位机构(57)摘要本实用新型涉及双轴转位装置技术领域,具体为一种微型三自惯组的双轴转位机构,包括基体和固定底座,所述基体底部固定安装有固定底座,且基体呈上端开设有端口的外壳状,所述固定底座的内部设置有可实现角度测量和角位置反馈功能的内框轴系模组,所述固定底座内部还设置有可实现装置走位及锁紧定位功能的外框轴系模组。
本实用新型中通过内框轴系模组和外框轴系模组之间的功能配合可有效实现MEMS惯组的在线自标定、自检测及自对准功能,且通过内框轴系模组和外框轴系模组的旋转调制,有效解决了MEMS惯组精度不足的问题,为三自惯组的低成本化打下基础,进而相比带光纤陀螺的三自惯组,MEMS三自惯组的具有成本更低,体积更小,精度较高的优点。
权利要求书1页 说明书3页 附图3页CN 215725985 U 2022.02.01C N 215725985U1.一种微型三自惯组的双轴转位机构,包括基体(1)和固定底座(101),其特征在于:所述基体(1)底部固定安装有固定底座(101),且基体(1)呈上端开设有端口的外壳状,所述固定底座(101)的内部设置有可实现角度测量和角位置反馈功能的内框轴系模组(2),所述固定底座(101)内部还设置有可实现装置走位及锁紧定位功能的外框轴系模组(3),所述基体(1)内部固定底座(101)上方固定安装有测控版(7),所述基体(1)一侧固定安装有连接器(8)。
数控车床自动回转刀架的控制设计

目录第一章引言 (1)1.1概述 (1)1.2数控车床自动回转刀架的发展趋势 (1)1.3刀架的设计准则 (2)第二章数控车床自动回转刀架的设计 (3)2.1数控车床刀架应满足的要求 (3)2.2刀架的工作原理 (6)2.3步进电机的选用 (7)2.4蜗杆及蜗轮的选用与校核 (8)2.5蜗杆轴的设计 (10)2.6蜗轮轴的设计 (17)2.7中心轴的设计 (18)2.8齿盘的设计 (20)2.9轴承的选择 (23)第三章PLC控制单元设计 (26)3.1PLC与工业控制计算机(IPC)和集散控制系统(DSC)的比较 (26)3.2控制电路硬件接线图 (27)3.3PLC控制流程图 (31)总结 (32)参考文献 (33)第一章引言1.1 概述数控车床的刀架是机床的重要组成部分。
刀架用于夹持切削用的刀具,因此其结构直接影响机床的切削性能和切削效率。
在一定程度上,刀架的结构和性能体现了机床的设计和制造技术水平。
随着数控车床的不断发展,刀架结构形式也在不断翻新。
其中按换刀方式的不同,数控车床的刀架系统主要有回转刀架、排式刀架和带刀库的自动换刀装置等多种形式。
其中,带刀库的数控加工中心自动换刀装置自1958年研制成功以来,其机械结构和控制方式不断得到改进和完善。
自动换刀装置时加工中心的重要执行机构,它的形式多种多样,目前常见的有更换主轴头换刀以及带刀库的自动换刀系统。
1.2 数控车床自动回转刀架的发展趋势数控刀架的发展趋势是:随着数控车床的发展,数控刀架开始向快速换刀、电液组合驱动和伺服驱动方向发展。
目前国内数控刀架以电动为主,分为立式(如图1-1)和卧式(如图1-2)两种。
立式主要用于简易数控车床;卧式刀架有八、十、十二等工位,可正、反方向旋转,就近选刀,用于全功能数控车床。
另外,卧式刀架还有液动刀架和伺服驱动刀架。
电动刀架是数控车床重要的传统结构,合理地选配电动刀架,并正确实施控制,能够有效的提高劳动生产率,缩短生产准备时间,消除人为误差,提高加工精度与加工精度的一致性等等。
自动复合转位装置

关键词 : 自动 生产 线
转位装置
复合 回转 运 动
中 图分 类 号 :H12 T 1
文 献标 识 码 : B
文章 编 号 :00—4 9 (00 l — 0 6 2 10 9 8 2 1 ) 1 0 7 —0
1 复 合 转 位 装 置 要 求
在 自动 生 产 线 中 , 了 提 高 劳 动 生 产 率 , 善 劳 动 为 改 条 件 , 仅 要 求 机 床 能 自动 地 进 行 工 作 , 且 要 求 装 卸 不 而 工 件 、 位 夹 紧 、 件 在 工 序 间 的 输 送 、 及 排 屑 等 都 定 工 以
R= ( Z) = ( . 9 = 1— 1 0 3 2 ×1 84 ) . 3 0
[] 杨 可 桢 , 光 蕴 , 仲 生 . 械 设 计 基 础 ( 五 版 ) M】 5 程 李 机 第 [ .北
京 : 等 教 育 出 版 社 ,0 6 高 20.
依 据 国 际 惯 例 , 弹 可 靠 度 经 验 荐 用 值 为 R( ) 导 t ≥ 0 9 9 9 所 选 用 螺 栓 的 可 靠 度 尺》 0 9 99 ,所 以 . 9 9, . 9 9
支 承 套
框 架 中 。此 时 , 撑 轴 处 于 水 平 位 置 , 轮 轴 上 端 的 扁 支 齿 槽 与 支 承 套 左 边 的缺 口槽 正 好 对 准 。当 大 齿 轮 带 动 鼓
能 自动 地 进 行 。 时 工 件 在 加 工 过 程 中 , 要 翻 转 或 转 有 需
收 稿 日期 :o 0 月 2 1 年6
位 以 改 换 加 工 面 , 需 设 置 专 用 的 转 位 装 置 , 种 装 置 则 这
可 用 于 工 件 的 转 位 , 可 以用 于 随 行 夹 具 的 转 位 。 工 也 当 件 需 从 一 种 位 置 状 态 改 变 为 另 一 种 位 置 状 态 时 ,有 时
数控机床的自动换刀装置

01
02
03
04
提升换刀速度
通过改进换刀机构和优化换刀 程序,缩短换刀时间,提高生
产效率。
提高刀具定位精度
采用高精度传感器和优化算法 ,确保刀具快速、准确地安装
到机床主轴上。
加强刀具管理
建立完善的刀具管理系统,实 现刀具的快速识别、选择和调
度,提高生产效率。
降低故障率
加强设备维护和保养,定期检 查自动换刀装置的各部件,确
数控机床自动换刀装置 的类型与结构
回转刀架式自动换刀装置
总结词
结构简单、操作方便、换刀时间短
详细描述
回转刀架式自动换刀装置通常由刀架、定位销、转位机构等组成,通过电机驱 动刀架旋转,实现刀具的快速更换。这种装置结构简单,操作方便,换刀时间 短,适用于中小型数控机床。
转塔式自动换刀装置
总结词
换刀速度快、刀具容量大、精度高
详细描述
转塔式自动换刀装置由主轴和多个刀套组成,通过旋转塔体来更换刀具。这种装 置换刀速度快,刀具容量大,精度高,适用于大型数控机床。
机械手式自动换刀装置
总结词
自动化程度高、灵活性好、适应性强
详细描述
机械手式自动换刀装置由机械手、夹爪、传动机构等组成,通过机械手的伸缩、旋转和升降等动作来更换刀具。 这种装置自动化程度高,灵活性好,适应性强,适用于各种类型的数控机床。
数控机床的自动换刀 装置
目录
• 数控机床自动换刀装置概述 • 数控机床自动换刀装置的工作原理 • 数控机床自动换刀装置的类型与结构 • 数控机床自动换刀装置的应用与优化
01
数控机床自动换刀装置 概述
定义与特点
定义
数控机床的自动换刀装置是指在 加工过程中能够自动更换刀具的 装置,是数控机床的重要组成部 分。详细描述
机械设计制造及自动化毕业论文-生产线转位装置设计
毕业设计论文课题名称生产线转位装置设计学院机械学院专业班级学号姓名指导教师定稿日期:年月日开题报告1 选题背景及其意义生产线就是产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产生产线活动所构成的路线。
生产线是按对象原则组织起来的,完成产品工艺过程的一种生产组织形式,即按产品专业化原则,配备生产某种产品(零、部件)所需要的各种设备和各工种的工人,负责完成某种产品(零、部件)的全部制造工作,对相同的劳动对象进行不同工艺的加工。
生产线的种类,按范围大小分为产品生产线和零部件生产线,按节奏快慢分为流水生产线和非流水生产线,按自动化程度,分为自动化生产线和非自动化生产线。
生产线的主要产品或多数产品的工艺路线和工序劳动量比例,决定了一条生产线上拥有为完成某几种产品的加工任务所必需的机器设备,机器设备的排列和工作地的布置等。
生产线具有较大的灵活性,能适应多品种生产的需要;在不能采用流水生产的条件下,组织生产线是一种比较先进的生产组织形式;在产品品种规格较为复杂,零部件数目较多,每种产品产量不多,机器设备不足的企业里,采用生产线能取得良好的经济效益。
转位装置主要由执行机构、驱动机构和控制系统三大部分组成。
根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。
运动机构,使装置完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。
运动机构的升降、伸缩、旋转等独立运动方式,称为转位装置的自由度。
为了抓取空间中任意位置和方位的物体,需有6个自由度。
自由度是机械手设计的关键参数。
自由度越多,转位装置的灵活性越大,通用性越广,其结构也越复杂。
一般专用转位装置有2~3个自由度。
控制系统是通过对转位装置每个自由度的电机的控制,来完成特定动作。
同时接收传感器反馈的信息,形成稳定的闭环控制。
控制系统的核心通常是由单片机或dsp等微控制芯片构成,通过对其编程实现所要功能。
自动转位刀架工作原理分析
自动转位刀架工作原理分析
自动转位刀架是一种可以自动转动和定位的刀具夹持设备,广泛应用于机床加工过程中的换刀操作。
其工作原理如下:
1. 传动系统:自动转位刀架通常由电机、减速器和传动装置组成。
电机通过减速器传递动力,将动力传输到转位装置上,实现刀架的转动。
传动系统具有高效、稳定和精确的特点。
2. 控制系统:自动转位刀架配备有控制系统,通过接收来自外部的信号,如切削力、工件尺寸、时间等,控制刀架的转动和定位。
控制系统具有自动化和智能化的特点,可以根据实际加工需求灵活调整刀具的位置。
3. 传感器系统:自动转位刀架还配备有传感器系统,用于检测刀具位置、切削力等参数。
传感器可以实时监测刀具的状态,如果发生异常情况,如刀具磨损、断刀等,传感器会发送信号给控制系统,触发相应的报警或停机保护措施。
4. 刀具夹持系统:自动转位刀架上有多个刀具夹持位置,用于夹持刀具。
刀具夹持系统通常采用可调节的夹持装置,可以根据刀具的尺寸和形状进行自由调整,确保刀具的稳定性和安全性。
总结起来,自动转位刀架通过传动系统实现刀架的转动,通过控制系统实现刀架的定位,通过传感器系统实现对刀具状态的监测,通过刀具夹持系统实现对刀具的夹持。
这一系列的工作
原理使得自动转位刀架能够高效、准确地完成换刀操作,提高机床的加工效率和生产质量。
C6140车床数控化改装刀架说明书

目录引言.................................................. - 3 -1、总体结构设计 ....................................... - 4 -1.1减速传动机构的设计.. (4)1.2上刀体锁紧与精定位机构的设计 (4)1.3刀架抬起机构的设计 (4)1.4自动回转刀架的工作原理 (5)2.主要传动部件的设计 .................................. - 6 -2.1蜗杆副的设计计算 (6)2.1.1蜗杆的选型..................................................................................... - 6 -2.1.2蜗杆副的材料................................................................................. - 6 -2.1.3按齿面接触疲劳强度进行设计..................................................... - 7 -2.1.4蜗杆和蜗轮的主要参数与几何尺寸............................................. - 9 -2.1.5校核蜗轮齿根弯曲疲劳强度....................................................... - 10 -2.2螺杆的设计计算 (11)2.2.1螺距的确定.................................................................................... - 11 -2.2.2其它参数的确定............................................................................ - 11 -2.2.3自锁性能校核................................................................................ - 11 -3.电气控制部分的设计 ................................. - 12 -3.1硬件电路设计 (12)3.1.1收信电路....................................................................................... - 12 -3.1.2发信电路....................................................................................... - 12 -3.2控制软件设计 (14)4.总结 ............................................... - 18 -参考文献 ............................................. - 19 -引言数控系统由于功能适宜.价格便宜. 用它来改造车床,投资少、见效快、成为我国“七五”、“八五”重点推广的新技术之一。
cnc数控车床部分的输出功能是怎样的?
cnc数控车床部分的输出功能是怎样的?在进行输出时,它有两个作用,其一cnc数控车床的刀具运动轨迹信息,还有一个是将指令的开关量输出绐相应的装置。
输出部分的功能是将插补器计算出来的刀具运动轨迹信息,顺序地以脉冲或电压模拟量的形式输出。
这些信息经功率放大后提供给中国台湾数控车床的伺服装置,驱动cnc数控车床使刀具按计算的轨迹运动。
输出部分的另一功能则是将指令的开关量输出绐相应的装置,以控制中国台湾数控车床的工作状态。
随着计算机技术的发展,cnc数控车床装置逐步由通用的计算机代替了专用的计算机。
通用计算机通用性强、性能好、价格低廉,这一改变使cnc数控车床的功能得到了进一步扩大和完善。
伺服系统cnc数控车床与通用机床zui大的不同之处就在于采用了由数控装置控制的伺服进给元件。
cnc数控车床的进给伺服控制系统主要分为开环系统和闭环系统两类。
不同的伺服控制系统采用不同性质的伺服元件。
对于开环系统,其伺服元件为步进电机或电液脉冲马达。
开环系统的结构简单、性能稳定、成本较低,但受伺服电机和传动件精度及动态特性的影响,不能达到很高的位移精度。
对于闭环系统,其伺服元件为直流或交流伺服电机。
闭环系统的精度主要取决于检测装置的精度。
因此,闭环系统可以达到较高的位移精度,但它的检测装置较复杂,造价较高,调试较困难。
cnc数控车床本体在开始阶段,cnc数控车床本体为通用机床的主要机械结构部分,只是在自动变速、J架或工作台自动转位和手柄等方面做些改变。
实践证明:由于切削用量大、连续加工及发热等多种因素,通用机床的结构刚性和抗振性均较差、传动部件的惯量大、传动副的摩擦及间隙大等均不能适应自动化精加工的要求。
cnc数控车床是一个完垫系统,数控装置、伺服系统和机床本体等应有机地连为一体。
因此,中国台湾数控车床的本体必须能保证数控装置和伺服系统的功能很好地实现。
在开始阶段时,他的主要机械部分是,只是在一个自动变速、J 架或工作台自动转位等其他方面做一些改变,自从计算机的高速发展,cnc数控车床装置也就代替了专用的计算机,这一改变很大的促进了cnc数控车床发展。
生产线转位装置设计 论文
生产线转位装置设计摘要本论文旨在设计一种生产线转位装置,用于提高生产线的效率和灵活性。
在设计过程中,首先对生产线转位的背景和意义进行了论述,其次分析了生产线转位的现状和存在的问题,并根据需求提出了设计方案。
然后,详细介绍了转位装置的结构和工作原理,并对关键部件进行了设计和选型。
最后,进行了性能测试和实验验证,并对结果进行了分析和评价。
研究结果表明,该生产线转位装置设计具有较高的可靠性和稳定性,能够有效提高生产线的转位效率。
1. 引言随着工业化的进程和市场需求的不断升级,生产线的灵活性和效率成为企业关注的焦点。
而生产线转位作为一种常见的生产线调整方式,可以将生产设备快速移动到不同的工作站,提高生产线的灵活性和适应性。
因此,设计一种有效的生产线转位装置,成为企业提高生产效率和降低生产成本的重要手段。
2. 生产线转位的现状和问题分析目前,许多企业仍采用传统的生产线转位方法,即手动拆卸和重新安装设备,这种方式不仅效率低下,还可能存在人为操作失误和设备损坏的风险。
另外,一些企业采用机械转位设备,但存在结构复杂、安全隐患大等问题。
3. 设计方案为了解决现有生产线转位存在的问题,本论文提出了一种基于传动系统的生产线转位装置设计方案。
该方案采用电动传动方式,通过驱动轴和连杆机构实现设备的快速转位,结构简单、操作方便,并且能够在转位过程中保证设备的安全性。
4. 转位装置的结构和工作原理转位装置主要由电动机、传动轴、连杆机构和导轨系统等部分组成。
在工作时,电动机通过传动轴驱动连杆机构进行转位操作,导轨系统负责引导设备的移动。
其工作原理是通过连杆机构将电动机的旋转运动转换为直线运动,从而实现设备的转位。
5. 关键部件的设计和选型为确保转位装置的稳定性和可靠性,需要对关键部件进行合理设计和选型。
在电动机方面,根据转位装置的负载和速度要求,选择了功率适中的直流电动机。
在传动轴和连杆机构方面,选择了耐磨性强、刚性好的材料,并通过优化设计提高了传动效率和装配精度。
夹具的转位和分度装置.30页PPT

60、人民的幸福是至高无个的法。— —西塞 罗
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
口刘春林
宁波工程学院机械系浙江宁波315016
摘要:设计了一种适合自动生产线上工件翻转或转位的装置,以达到加工多个面的要求。该装置既能将工件绕水平 轴回转,也能绕垂直轴回转,还能实现复合回转运动。 关键词:自动生产线转位装置复合回转运动 中图分类号:THll2 文献标识码:13 文章编号:1000—4998(2010)ll一0076—02
第555期
盛
大齿轮
框架
一甸cI。窖孑钐
I II Ⅲ
o
支承轴 ▲图2工件转位图 齿轮轴
2结构设计及工作过程
双活塞油缸b
转位过程如图3所示,当鼓轮和框架都处于原始 位置时(图3(a))工件由自动线第一阶段的输送带入 框架中。此时,支撑轴处于水平位置,齿轮轴上端的扁 槽与支承套左边的缺口槽正好对准。当大齿轮带动鼓 轮反时针方向回转90。后(图3(b)),工件转为图2所 示位置Ⅱ的状态。这时支承轴的扁尾正好从支承套的 缺口槽通过而嵌入齿轮轴的槽中。然后双活塞油缸再 驱动齿轮轴绕垂直轴【口】转,齿轮轴通过扁槽带动支承
条件,不仅要求机床能自动地进行工作,而且要求装卸 工件、定位夹紧、工件在工序间的输送、以及排屑等都 能自动地进行。有时工件在加工过程中,需要翻转或转
收稿日期:2010年6月
×厢巧万耳百可河,干矿丽矿严万可矿丽:1
4.1.5计算复合应力的均值和标准差 复合应力的均值为: 复合应力标准差为:
3.32 MPa
全满足设计要求。
5结束语
通过对导弹吊装过程中级间连接的受力分析知,
MPa
A。:√乒石手:瓜矿巧可而:268.18
弹体级间连接的可靠性可以简化为单个螺栓受力下的 可靠性问题,即用单个螺栓的可靠度解释整个连接部 位的可靠度。当然,设计时所得到的螺栓可靠性计算指 标的准确性和可靠性,在很大程度上受原始数据的准 确性和可靠性影响,因此不可避免地存在一定的误
(编辑 小 前)
越
机械制造48卷
第555期
2,010
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 刘春林, Liu Chunlin 宁波工程学院机械系,浙江宁波,315016 机械制造 MACHINERY 2010,48(11)
本文链接:/Periodical_jxzz201011025.aspx
1
复合转位装置要求
在自动生产线中,为了提高劳动生产率,改善劳动
位以改换加工面,则需设置专用的转位装置,这种装置 可用于工件的转位,也可以用于随行夹具的转位。当工 件需从一种位置状态改变为另一种位置状态时,有时 绕水平轴回转,有时绕垂直轴回转,有时则须复合回转 运动。 图1是汽车发动机缸盖自动线中的复合转位装 置。工件的转位要求如图2所示,在自动线的第一阶段
MPa,变异系数仉=0.094,故可得标准差:
382=129.91
tlrs=口si=0.094×1
MPa
由可靠指标得:
Z:_兰坠
v盯2s+盯‰
一
!兰墨2二2鱼墨:!墨
【41郝静如,米洁,李启光.机械可靠性工程【M].北京:国防
=8.49
一、t万百F了雨丐矛
工业出版社,2008. 【5】杨可桢,程光蕴,李仲生.机械设计基础(第五版)【M】.北 京:高等教育出版社,2006. 【6】彭小平.紧螺栓连接可靠性设计方法【J】.现代制造工程, 2004(5):92—95. (编辑 禾
差。
=17.97 MPa
参考文献
【1】孟宪铎.机械可靠性设计【M】.北京:冶金工业出版社,
1992.
4.2螺栓可靠度计算 弹体级间连接部位的连接螺栓采用的是高强度调 质钢30CrMnSiA,通过查阅数据资料b1,得螺栓强度均 值S=1
382
【2】王善,何健.导弹结构可靠性【M】.哈尔滨:哈尔滨工程大 学出版社,2002. 【3】 吴字新.多级火箭连接部位稳定性研究【D】.西安:西北 工业大学,2003.
支承套
挡铁杆 ▲图l复合转位装置
中,加工缸盖的顶面、底面A和定位销孔,工件在输送 和加工时的位置状态如I。自动线的第二阶段须从工 件的两端面B进行加工,输送和加工时要求处于第三 阶段Ⅲ的状态。因此要求两阶段之间的转位鼓轮能同 时实现绕水平轴和绕垂直轴的回转运动。 图1所示为复合转位鼓轮的基本结构形式。双活 塞油缸通过活塞杆齿条、小齿轮、大齿轮和弧形齿圈使 鼓轮绕水平轴回转90。。回转框架用滚珠轴承安装在鼓 轮的内圆里,框架下部的支承轴具有扁尾,能与齿轮轴 上端的扁槽相嵌合,齿轮轴的支承套的左边开有缺口 槽,其宽度比轴扁尾的厚度稍大。齿轮轴上的齿轮一边 与双活塞油缸的齿条啮合,另一边与挡铁杆的齿条相 啮合。
查标准正态分布表…,最终得可靠度为:
R=西(Z)=咖(8.49)=1一1.033 2×10“7
依据国际惯例f2l,导弹可靠度经验荐用值为R(t)
≥0.999
99,所选用螺栓的可靠度R:a-0.999 99,所以
△
禾)
在竖直吊装过程中,弹体一、二级螺栓连接的可靠度完
回2010/U
万方数据
机械制造48卷
轴的扁尾,使框架回转90。,工件便处于图2所示位置 Ⅲ的状态(图3(c))。反向复位时,双活塞油缸b首先 使支承轴与框架回转,然后再使鼓轮回转。
3结束语
在自动生产线上,工件在加工过程中,采用转位装 置,需要翻转或转位以改换加工面。在通用机床或专用 机床自动线上加工中小型工件时,其翻转或转位常常 在输送过程中完成。在组合机床自动生产线上或在加 工中心,则需设置专用的转位装置,这种装置可用于工 件的转位,也可以用于随行夹具的转位。既提高了劳动 △ 生产率和生产技术水平,还改善了劳动条件。