制品モジュール化度と 取引方式选択の実证研究
Relation between cooling sheet effect and tear histamine concenration in allergic conjunctivitis

レボカバスチンを 1 週間連続点眼投与しても痒 感がある被験者に対して冷却シートを使用したとこ ろ,ほとんど痒感を感じない程度までに有意に 痒感を抑制した[ Fig. 3 ( B ) ]が,涙液中ヒスタミ ン濃度は,冷却シートの使用前後で変化はなかった [Fig. 2(B)] . 今回の冷却シートの使用対象となった症例におい て,冷却シート使用の経過中,眼瞼部皮膚に湿疹や 発赤を認めた症例は存在しなかった.細隙灯顕微鏡 検査において,前眼部・中間透光体及び眼底に異常 所見を認めなかった.また,冷却シート使用前後 で,結膜充血や浮腫について有意な変化は認められ なかった. 考 察
2) かゆい部分を擦る行為は,一時的に痛み神 いる.
経を活動させて痒感を抑えるが,擦ることにより さらに痒感が増強するため,眼瞼炎や角膜障害を 起こす可能性が高くなる.眼を擦り過ぎたために症 状を悪化させて,外来を受診する患者が後を絶たな い.しかし,痒感が生じてしまった時の対処法を
3) 適切に指導している臨床医は,非常に少ない.
YAKUGAKU ZASSHI 130(7) 971―975 (2010) 2010 The Pharmaceutical Society of Japan
971
―Note―
アレルギー性結膜炎における冷却シートの効果と涙液中ヒスタミン濃度
,a 矢ノ下良平, b 吉井 平川宣幸,
c 矢野博子a 大,
Fig. 3.
Itching Score before and after Attaching a Cooling Sheet
(A) a cooling sheet only, (B) combined therapy with levocabastine, in allergic conjunctivitis patients.
中国品牌的处方剂

第3章 先行研究の検討
3-2 ブランド価値の計測に関する先行研究
1.コスト・アプローチ →これまでブランド構築にかかった費用を積算 する方法。コストの把握に課題。 2.インカム・アプローチ →当該ブランドが将来どの程度のキャッシュを 生み出すかに着目した計測法
3.マーケット・アプローチ →取引価格に基づいて評価する方法。実現可 能性に課題。
第4章 仮説の提唱 仮説2: 技術買収によるマルチブランド戦略からのライン拡張
海外ブラン ド
中国ブ ランド 2
中国ブ ランド 1
中国ブラン ド1
中国ブラ ンド1
事例: 上海汽車(GMやフォルクスワーゲンの技術を買収して新ブラン ド「栄威」を立ち上げ)
第4章 仮説の提唱 希薄化が生じる場合とは? 既存ブランドに対して 消費者が持つイメージ
第5章 現地調査と結果分析 質問項目
(19)Galanz がパナソニックのブランドを買収した場合、Galanz の製品に対し、現状より高い価格では購入しない。 (20)Galanz がパナソニックのブランドを買収した場合、パナソニックの製品に対し、現状より安い価格でなければ 購入しない。 (21)数年後、Galanz が買収したパナソニックのブランドを売った場合、パナソニックに対する企業イメージは良く なる。 (22) 数年後、 Galanz が買収したらパナソニックのブランドを売った場合、 Galanz に対する企業イメージは良くなる。 (23)数年後、Galanz が買収したパナソニックのブランドを売った場合、パナソニックの製品に対し、現状より安い 価格でなければ購入しない。 (24)数年後、Galanz が買収したパナソニックのブランドを売った場合、Galanz の製品に対し、現状より高い価格で は購入しない。
24-エンプラを用いた高比刚性部材(热可塑性ハニカム)の制造技术开発
③成形体の物性評価 イ)基礎物性測定 ②で作製した PC 製 TECCELL が、実製品として使用可能か否かを判断する為、基礎物 性評価(密度・製品厚み・曲げ剛性・比剛性の 4 項目)を行う。これらの測定は岐阜プラ スチック工業株式会社に既設の計測設備を用いて同社が測定する。目標値は表 1-2 の通り。 表 1-2 PC 製 TECCELL と貼り合わせ品の目標物性値
第1章 研究開発の概要 1-1 研究開発の背景・研究目的及び目標 1-1-1 背景及び研究目的 自動車産業をはじめ広い分野で、 「軽量化指向のものづくり技術」が求められ、金属から 樹脂への移行、中空一体構造の採用、更にハニカム構造体の開発などが進行している。 本研究開発では、更に、軽くて強い製品(高比剛性部材)の高能率加工技術の開発を目指 す。具体的には、素材を高強度樹脂にグレードアップし、ハニカム構造を採用した製品の連 続成形技術を確立し、事業化を目指す。
平成22年度戦略的基盤技術高度化支援事業 「エンプラを用いた高比剛性部材(熱可塑性ハニカム)の製造技術開発」
研究開発成果等報告書概要版
平成23年
9月
委託者 中部経済産業局 委託先 財団法人岐阜県産業経済振興センター
1
目 次
第1章 研究開発の概要・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 1-1 研究開発の背景・研究目的及び目標 1-1-1 背景及び研究目的 1-1-2 実施内容 1-1-3 目標 1-2 研究体制(研究組織・管理体制、研究者氏名、協力者) 1-3 成果概要 1-4 当該研究開発の連絡窓口
②軽量化について 近年、鋼材からアルミ素材への切り替えにより自動車車体の軽量化が進んでいるが、 EV、 PHV、FCV を動力とする、より環境に配慮した自動車開発が加速している。それに伴い更 なる軽量化部材が要求されている。その要求に対し樹脂製の中空体が最も軽量化効果があり、 素材は実際に透明性・耐熱性・耐衝撃性・自己消火性などを備え、自動車用部材として使用 されている、ポリカーボネート(以下 PC と略す)等のエンプラが望ましい。 岐阜プラスチック工業株式会社は、ポリプロピレン(以下 PP と略す)製のハニカムサン ドイッチパネル(TECCELL)の連続生産技術を持つ。この製造技術を活かし、従来に無い 軽量・高機能な PC 製ハニカムサンドイッチパネルの連側生産技術を確立し、自動車用部材 1
金属材料试験技能検定试験の 试験科目及びその范囲并びに
械的性質及び用途について一般的な知識を有すること。
5 日本工業規格に定める次に掲げる非鉄金属材料の主な種類、成
分、機械的性質及び用途について一般的な知識を有すること。
(1) 銅及び銅合金
(2) アルミニウム及びアルミニウム合金
金属材料の組織及び合金の 1 金属材料の組織に関し、次に掲げる事項について一般的な知識
一般的な知識を有すること。
(1) 炭 素
(2) シリコン (3) マンガン
(4) り ん
(5) いおう
(6) ニッケル
(7) クロム
(8) モリブデン (9) タングステン
-1-
試験科目及びその範囲
試験科目及びその範囲の細目
(10)コバルト (11)バナジウム
4 日本工業規格に定める主な鋳鉄品及び鋳鋼品の種類、成分、機
(1) 炭 素
(2) シリコン
(3) マンガン
(4) り ん
(5) いおう
(6) ニッケル
(7) クロム
(8) モリブデン
(9) タングステン
(10)コバルト
(11)バナジウム
(12)ほう素
2 日本工業規格に定める次に掲げる非鉄金属の主な種類、成分、
機械的性質及び用途について一般的な知識を有すること。
(1) マグネシウム及びマグネシウム合金
(2) 亜鉛及び亜鉛合金
(3) 鉛、すず及びそれらの合金
-6-
試験科目及びその範囲
試験科目及びその範囲の細目
(4) チタン及びチタン合金
(5) 超硬合金
3 金属材料の組織及び合金の平衝状態図
(1) 組織に関し、次に掲げる事項について一般的な知識を有する
MiniTab-DOE操作说明

Unit-1: 田口品質工程簡介
產品/制程之參數:
信號因子(signal factor)
由設計工程師依據所開發產品的工程知識來選擇,以表達所想 的回應值。當y 的目標值改變時,我們可調整信號因子,使y 的平均值與目標值一致。
例如: 1.電風扇轉速設定是一信號因子,藉由轉速的設定可改 變風量的大小。2.射出成型時,藉由壓力的增加,可使產品的 尺寸更接近模具尺寸。3.汽車方向盤的轉向角度,可以指示汽車 的迴轉半徑。
日本廠產品大部分集中在目標值附近,亦即靠近m (變異較小,性能較佳)的產品,美國廠產品遠離m (變異較大,性能較差),超出產品規格機會較大。
6
Unit-1: 田口品質工程簡介
產品/制程之參數: 對任一個產品或製程,我們可以繪出參數圖,如圖3
所示,其中y 表示所欲探討的品質特性或回應值 (response)。影響y 的參數可以分為信號因子 (M)、控制因子(Z)和雜音因子(X)三類。
品質是指產品出廠後所帶給社會的損失,但不包括機能 本身所引起的損失。
田口博士認為,一產品的品質為該產品因未能充分發揮 其原有的機能而產生的損失,而因機能本身所發生的損 失除外。
品質特性有以下三種類型:
望小品質函數:
使目標逼近于0,如週期時間,不良率,成本;
望大品質函數:
使目標持續提高,如參量、利潤、強度;
24
Unit-3: 直交表設計
直交試驗表結構:
该表为7因素,2水平,运行8次的正交试验表,具有以下特点:
1、有8个行,表示8种试验运行的不同因素水平组合。
2、有7个列,表示最多可允许有7个因素。
3、表中心的“1”、“2”表示各因素的两种水平。
4、每个因素的每个水平各出现4次,出现机会完全均等。
CHEER KMHK化学物质管理取引先监査自己评価

5-2工程管理 (受入~出荷) (重要) 在製造工程中、使用含有管理對 象化學物質的製品、部品、材料 時、採取防止誤使用、混入、 污 染等的對策
ห้องสมุดไป่ตู้
5-2工程管理(受け入れ~出荷) (重要) 製造工程で管理対象化学物質 を使用している製品、部品、 材料を取り扱っている場合に 誤使用、混入、汚染防止対策 を行っている。
上記檢 查 項目・判定 △ 2 基準未有明文規定、 但有不成文規則
出荷判定的製品化學物質的檢 查項目・判定基準有明文規定 並以此運用。
否 6 6 变更 /不良管 理 是 6-1(重要) 6-1(重要) 製品含有化学物質管理について 對于製品含有化學物質管理,有確 の変更管理ルールが定められ、社 定的變更管理規定、社内處理流 内での処理手順が決められている 程,包括:4M变更和设计变更 。4M変動・設計変更も含む 否
○
4
有反映法規要求事項的化學物質管理基準;《 环境 质量信息 传递与 沟通》,《有毒有害物 质管理内部 监察》
△ 2
僅 对 RoHS指令中的6 种 物質作管理
否
× 0 無明確的規定 具 备 在設計開發階段 ○ 5 、檢 查 是否符合有關 要求事項的机制 確認檢証内容 ○ △ 2 在式樣書・圖紙等上 記載有關要求事項 5
是 6-2(重要) 6-2(重要) 有无不良 发生时向客户通告的规 不適合(不具合)発生時の顧客 への報告ルールがあること。 定
具有不良品管理的規定、不良批次的特定、處理方法、不良 發生時的向客 戶報告方法等明確化。《 环境 质量信息 传递与 沟通》
否 7 7 教育・訓練
× 0
没有關於不良品的規 定。 ○ 5
○
5
定期確認供應商的管理 狀況, 每周更新;《2015年材料物质 检测管制表》
JIS试験项目及び试験方法
ATS-TEX-LAB Japanese Texting Methods for Textiles 1 / 7 注本资料大部分内容选译自ケケン品质基准试験项目及び试験方法/试验项目及试验方法No. 试験项目试験方法1. 繊维混用率试験纤维含量JIS L1030.1 纤维鉴别JIS L1030.2 纤维混用率2. 染色坚ろう度试験色牢度—— 2.1 耐光耐光JIS L0842 第3露光法2.2 洗濯耐洗JIS L0844 A-1号/ A-2号2.3 水耐水JIS L0846 2.4 汗耐汗渍JISL0848 2.5 摩擦耐摩擦JIS L0849 试験机Ⅱ形2.6 ホットプレッシング耐热压JIS L0850 A法乾热试験法/干热试验法B法アイロン法/熨烫法2.7 ドライクリーニング耐干洗JIS L0860 A-1方法パークロロエチレン/四氯乙烯B-1方法石油系/石油类2.8 汗耐光耐光汗JIS L0888 B法2.9 塩素処理水耐氯化水JIS L0884 A法2.10 色泣き色泣bleed バイレック法大丸Ⅰ法3. 寸法変化率试験尺寸变化率—— 3.1 浸せき寸法変化浸渍尺寸变化JIS L1096 C法浸透浸せき法/渗透浸渍法D法石けん液浸せき法/皂液浸渍法3.2 洗濯103法家庭洗涤103法JIS L 0217 103程序JIS L 1096 G法3.3 プレス寸法変化加压尺寸变化JIS L1096 H-2法蒸热オープン法/开放式蒸热法3.4 ドライ寸法変化干洗尺寸变化JIS L1096 J-1パークロロエチレン法/四氯乙烯法J-2石油系法/石油醚法4 物性试験物理试验—— 4.1 引张强さ断裂强力JIS L1096 A法ラベルドストリップ法/条样法4.2破裂强さ胀破强力JIS L1096 A法ミューレン形法/müllen型法油压胀破4.3 引裂强さ撕破强力JIS L1096 D法ペンジュラム法/摆锤法4.4 滑脱抵抗力缝线滑移JIS L1096 B法4.5 ピリング起球性JIS L1076 A法ICI形试験机/ ICI型试验机D-2法ランダム??タンブル形试験机/乱翻式试验机4.6 スナッグ勾丝性JISL1058 A法ICI形メース试験机法/ICI型钉锤试验机法4.7 摩耗强さ耐磨性JISL1096 A-1法形法平面法E法マーチンデール法/马丁代尔法4.8 パイル保持性绒头保持性JIS L1075 A法ユニバーサル形试験机/万用型试验机4.9 毛羽付着毛羽附着透明胶带法4.10 拨水性はっ水性拒水性JIS L1092 スプレー法/喷淋法4.11 表面闪燃表面フラッシュJIS L1917 5 游离ホルムアルデヒド游离甲醛含量JIS L1041 A法アセチルアセトン法厚生省令第34号/ 乙酰丙酮法B法アセチルアセトン法/乙酰丙酮法ATS-TEX-LAB Japanese Texting Methods for Textiles 2 / 7 注本资料大部分内容选译自ケケン品质基准1. 繊维混用率试験/纤维含量测试JIS L1030.1 · JIS L1030.2 纤维制品品质表示规定家庭用品品质表示法先用显微镜法、燃烧法或化学溶解法等来判定各组分纤维的种类然后以手工拆分、溶解法或显微镜法来求混用率混用率以正量混用率纤维净干质量结合公定回潮率的百分含量表示。
気体-液体间の屈折率空白域を埋めるシリカエアロゲルの …

10
新製法~フレーム構造法
多層一体型の応用
テフロンシート
フレーム構造
収縮率の小さなアルコゲルで型を形成する 内部に成型したアルコゲルは収縮が抑えられる ガラスケース・プレート エタノール溶媒 エタノール超臨界乾燥
低密度エアロゲルの実現
11
フレーム構造法による
調合直後
低密度エアロゲルの試作
フレームのアルコゲル
最新版
表面のクラック
反り
アルコゲルの 表面全体を 空気にさらす
廉価版
15
疎水化 と クラック
疎水化
親水基 (再)洗浄工程でエタノールが浸透して 崩壊したサンプル (アルコゲル)
疎水化剤
(ヘキサメチルジシラザン)
疎水基
疎水化工程で クラックが 発生したサンプル
(エアロゲル)
16
ピンホール乾燥法における
0.02g/cm3
屈折率と密度の関係
屈折率 n
1.3
屈折率 n
1.004 1.003 1.002 1.001
1.2
1.1
二酸化炭素 ρ= 0.00198 従来のシリカエアロゲル n= 1.00045
1.000
n 1
~ 0.25
6
1.0 0.0
二酸化炭素 ρ =0.00198 0.01 0.00 n=1.00045密度
多層一体型
下層がゲル化後、直ちに上層を成型する
異なる屈折率の層が、 化学的に結合して一体となる
9
二層一体型 低密度エアロゲル
低密度層(アルコゲル)
境界
屈折率 1.01 相当の下層
低密度層(エアロゲル) 屈折率 1.0037 下層
陶瓷材料基础(日语版)

いろいろな外形のセラミックスハニカム
薄壁化の経緯(超薄壁ハニセラム:右下) 自動車の排気ガスは大気汚染の一因として注目され、主流のガソリン車に対しては‘70 年代から 特に厳しい排気ガス規制が敷かれました。しかし、このセラミックスハニカムと「三元触媒」の組 み合わせで9 割以上の有害排気ガスが処理できています。 近年、さらに規制が厳しくなり、それに対応すべく当社を含め、触媒メーカー、自動車メーカー などが様々な面で研究を進め、現在では、排ガス中の有害物をほんの数%まで削減することを実現 しました。 参考文献「多孔性セラミックスの開発」 服部信/山中昭司監修 シーエムシー(株)
陶瓷膜讲座第一回
物質を分離する技術には、専門用語でいうと「蒸留」や「晶析」、「抽出」などいろいろなものが あります。 これらの分離技術のうち膜を用いて物質を分離する膜分離プロセスに使用される膜を 分離膜と言います。コーヒーをフィルターを使って煎れることをイメージしていただければよいと 思います。膜表面に開いた穴の孔径や膜に対する物質の溶解度差等を利用して、液体や気体の中に 含まれている粒子の除去や、溶液または溶液中に溶け込んでいる物質のろ過、濃縮、精製など、様々 な分離操作を行うことができます。
ナノろ過膜 2nmより小さい程度の粒子や高分 果汁濃縮
(NF)
子を阻止する膜
上水
逆浸透膜 (RO)
加圧により浸透圧差と逆方向に 海水淡水化
溶媒が移動できる膜
医薬用水
イオン交換膜 陽イオンもしくは陰イオンのみ 食塩の製造
(IE)
を選択的に通す膜
カ性ソーダ製
造
ガス分離膜
気体分子の大きさや速度差、も 酸素富化
■セラミックスハニカムの使用例を動画で見ることができます。
鶏粪活性炭及び灰化品の実用化技术の确立

採卵鶏の糞便中のリンを採卵鶏に再給与する構想を実現する際に、生産性や品質が有意に向 上する結果が得られればすばらしいと言えるが、生産性や品質に「有害でない」ことが明らかにな ればリンのリサイクルが実現する。
吸湿剤としての活用試験においては、ホルムアルデヒドやトルエンの吸着能力を有することが把 握されているが、湿度の調整機能に加えて、活性炭特有の化学物質との反応による低減効果が 付加的に生ずる可能性が期待できる。
5.まとめ 1)実際に活用されると思われる分野
活性炭は環境に考慮した畜産汚水の脱色資材、畜舎における脱臭資材として期待できる。ま た、炭化品は土づくりを考慮した化学肥料にかわる農園芸資材として活用できる。
対外的に活用いただく条件 活性炭全般に言えることは、木質の市販品より固定炭素が少なく吸着性能が劣るため賦活技術 を研究し、更に吸着性能を向上させることが必要である。また、飼料化については大規模で長期 的な農場での試験の継続と、鶏糞由来の原料であることへの消費者の理解が重要である。
活性炭による脱色・脱臭等現場試験としては ① ごみ焼却炉排ガス中のダイオキシン類の除去試験 ② 鶏卵水洗排水吸着ろ過試験
③ 養豚廃水のメタン発酵消化液浄化処理水の凝集・活性炭吸着試験を実施した。
汚水脱色処理基礎試験では、各種試験を通じて活性炭によって着色度が効果的に除去される ことが把握された。さらに、活性炭の灰分を中和剤に代替しうることから、中和用薬剤や中和工程 が不要になり、処理コストを低減化できるなど、その活用方法によって大きな利点を有することが 明らかとなっている。
1-エネルギーハーベスティング技术の开発

東北大学大学院 理学研究科 物理学専攻(金属材料研究所齊藤研究室)博士課程3年内田 健一文部科学大臣賞スピン流を用いたエネルギーハーベスティング技術の開発1 緒言 ―スピンゼーベック効果と絶縁体を用いた熱電発電―熱や振動―それらはあらゆる場所に存在する身近なエネルギー源である。
身の回りにありふれたエネルギー源を利用した新しいエネルギー変換原理の創出は、持続可能な社会に向けた環境・エネルギー問題への取り組みが活性化している現代科学技術における最重要課題の一つである。
近年、地産地消のエネルギー社会を実現するためのエネルギーハーベスティング技術1の候補として、熱電効果(ゼーベック効果2)や圧電効果3を用いた発電技術が盛んに研究されているが、その応用範囲は限定されているのが現状である。
一方で、電子が有する電荷の自由度に加えてスピン角運動量4の自由度も積極的に利用する新しい電子技術「スピントロニクス」がにわかに注目を集めている。
従来のエレクトロニクスが電流と電圧の制御に基づいて体系化されたように、スピントロニクス技術の発展にはスピン流(スピン角運動量の流れ)とスピン圧(非平衡スピン流の駆動力)の生成・検出・制御技術の拡充が必須であり、これには全く新しい物理概念・現象の開拓と理解が必要であることが近年の諸研究によって明らかになった(図1)。
新しいスピン圧生成法の開拓が盛んに行われている中、2008年に我々は磁性体に温度差を付けることによりスピン圧が生じる「スピン版のゼーベック効果」を世界に先駆けて発見した(図2(b )) [1-24]。
伝導電子によって駆動される従来のゼーベック効果は導電体でのみ生じる現象であるため、同様にスピンゼーベック効果も金属や半導体でのみ生じる現象であると信じられてきたが、2010年に我々はスピンゼーベック効果が磁性絶縁体においても発現することを見出した(図2(c )) [10,12]。
QM0002_u10_品质への取组み

インフラストラクチャー(施設) 当社のインフラストラクチャーは必要に応じて再配分・削減又は改善・開発の計画を策定し、イ ンフラストラクチャーが提供され、維持されていることを確実にしています。
作業環境 各部門長は、自部門で製品の適合性を維持するのに必要な作業環境を明確にするとともに、 必要な場合整理整頓及び清掃を行い、常に適切な状態を維持します。 特に、アウトソース先の作業環境については、委託した業務内容に対し、必要に応じ作業環境 を明確にし、管理を実施しています。
手順項目 記録の識別 保管 保護 検索 保管期間 記録の廃棄 記録の管理
内容 文書分類、文書番号、文書ファイル名、作成者、承認者、作成年月日、 媒体の種類、保管場所、保管期間、保管期間満了時の処置結果 保管管理部門は記録を所定の場所に保管する。 埃、雨等から守り、ファイリングなどの適切な保護を行う。ファイリングは 時系列で行い、必要に応じてインデックスを付ける。 背表紙、ファイル名、ファイル番号により容易に検索できるようにする。 文書ごとに適切な期間保管する。 保管部門は保管期限を越えた記録を廃棄する場合、当該関係部門に連絡し、 確認・承諾を得た後に廃棄を行う。 各部門は該当する記録について管理を行う。 表1 記録手順
品質マニュアル
手順書、帳票等 品質記録
図4 品質文書の分類と体系
6
Copyright 2005-2006 u10 Networks
品質マネジメントシステム
記録管理 記録は、要求事項への適合及び品質マネジメントシステムの効果的運用の証拠を示すために、 下記の「表1 記録手順」のとおり管理しています。
種類 明確にする事項 明確にする事項 にする 機能及び性能に関する要求事項 適用される法令・規制要求事項 以前の類似の設計・開発から得られる情報 その他の設計・開発に不可欠な要求事項
0707 韩WEEERoHS大统领令WTO(METI訳)

電気・電子製品および自動車の資源循環に関する法律施行令制定案2007. 4環境部1.制定理由電気・電子製品および自動車のリサイクルを促進するために、有害物質の使用を抑制してリサイクルを容易になるよう製造し、その廃棄物を適正にリサイクルするべく資源を効率的に利用する資源循環体系を構築することで、国内の環境を保護しながら国際的に強化されている環境規制に能動的に対応しようとするもの。
2.主要内容ア.有害物質使用制限適用対象製品および含有基準設定(案第6条)テレビ、冷蔵庫、洗濯機、エアコンなど10種の電気・電子製品と乗用車、3.5トン未満の乗合車・貨物車を対象とし、使用制限有害物質を鉛・水銀・六価クロムなど6種とし、これに対する含有基準を定める。
イ.年次別リサイクル可能率設定(案第8条)自動車に対する年次別リサイクル可能率を2009年12月31日までは85%とし、2010年1月1日からは95%以上と設定する。
ウ.有害物質含有基準等の遵守可否公表およびリサイクル情報の提供方法規定(案第9条および案第10条)電気・電子製品と自動車製造・輸入業者が有害物質含有基準の遵守可否に対する公表およびリサイクル事業者に提供しなければならないリサイクル情報を、運用管理情報体系に掲載するか自社ホームページ等へ掲載する。
エ.電気・電子製品のリサイクル目標率およびリサイクル義務比率設定(案第12条および第13条)従来の資源の節約とリサイクル促進に関する法律によって生産者責任リサイクル制度を理法へ移管して、5年毎の長期リサイクル目標率および毎年遵守しなければならないリサイクル義務比率を告示する。
オ.廃棄自動車のリサイクル比率およびリサイクル方法・基準を設定(案第21条および第24条)廃棄自動車を1台当たりの重量基準として2014年12月31日までは85%以上、2015年1月1日からは95%以上をリサイクルし、破砕残滓物、廃ガス類、液状廃棄物などのリサイクル方法およびリサイクル基準を定める。
注塑用语
成形用語アウトサート成形(1)プラスチック成形品に金属製ブッシュなどの部品を圧入し一体化させること。
成形後、金型外で金属部品を挿入することから名づけられた和製用語である。
(2)金型中に金属部品を挿入して金属入り樹脂製品を成形する(インサート成形)と区別して、それよりも大型の金属板上に小さなプラスチック部品を成形する方法のことをいう場合もある。
金属板は合わせ用のピンで金型に保持され、樹脂は金属板にあらかじめ開けられた穴を通って尃出される。
圧縮空気圧成形(圧空成形)(プレッシャ成形)压力成型 pressure forming真空成形とならんで広く利用されている熱成形の一成形法で、加熱して軟化させたプラスチックシートをクランプし、圧縮空気の力でシートを引き延ばして型に沿わせ、成形品を得る方法をいう。
真空の力でシートを引き延ばして成形する場合は真空成形という。
圧縮成形压塑 compression molding熱硬化性樹脂の最も普通の成形法をいう。
成形材料を加熱した金型の凹所(キャビティ)に入れ、圧縮成形機(プレス)によって硬化させる方法。
一般に、圧縮成形では尃出成形やトランスファ成形に比べて充填材や分子の配向が尐なく、内部応力の尐ない成形品を得やすいのが特徴である。
アニーリング(熱処理)退火 annealing熱可塑性樹脂の成形品の残留応力を取り除くために成形後に行う加熱処理のことをアニーリング(熱処理)と呼んでいる。
アニーリングの効果として1、成形品の寸法安定性が向上する。
(但し、加熱による二次収縮がおこるため成形品寸法が変化するので、その点についてはアニーリングを実施する前に充分配慮する必要がある)2、荷重たわみ温度や機械的性質が向上する。
Etc. アニーリングの方法(条件)として、一般的に言われているのが非結晶性樹脂の場合には、その材料の荷重たわみ温度より約10℃低い温度で行うのが適当とされている。
120704_GS3_SAPアドオン开発プロセス_v0.04

要件定義品質担保
結合テスト定義書
(要件単位のブラックボックステスト)
アプリ受入
外部設計局面
外部設計書
外部設計品質担保
機能テスト仕様書
(機能単体のブラックボックステスト)
開発局面
内部設計書
開発品質担保
単体テスト定義書 兼報告書
(機能単体のホワイトボックステスト)
アプリチーム 開発チーム
ソースコード
②-2
②-3
②-4
②-5
GS3
NIFCO Confidential
2015/3/25
10
2. 開発プロセス(③単体テスト~承認)(詳細)
タスク ID ③-1
タスク名称 単体テスト実施 単体テスト報告書レ ビュー
タスク詳細 開発担当者が単体テスト定義書・プログラムに基づき単体テストを行 い、単体テスト報告書を作成する。 開発品質担当者が単体テスト報告書をレビューし、システム的な観点 から結果の妥当性を机上でチェックする。妥当性が無い場合には開発 担当者に修正を依頼する。 外部設計担当者が機能テスト仕様書を元にシステム的な観点で動作確 認を行う。動作に不備がある場合には開発担当者に修正を依頼する。 動作に問題が無い場合には機能テスト仕様書の合否判定を記入する。 ※検証結果のエビデンスは取得しない。 要件定義担当者が業務的な観点から動作確認を行う。作成されたプロ グラムが業務要件通りに動いているかのチェックを行う。業務要件通 りで無い場合、開発担当者に原因調査を依頼する。
NIFCO Confidential
2015/3/25
8
2. 開発プロセス(①外部設計~内部設計)(詳細)
タスク ID ①-1
1-紫外线照射による细菌とギョウ虫(卵)の検出を画像処理で可能とする组込みソフトウェアの研究开発
平成22年度戦略的基盤技術高度化支援事業「紫外線照射による細菌とギョウ虫(卵)の検出を 画像処理で可能とする組込みソフトウェアの研究開発」研究開発成果等報告書概要版平成23年 9月委託者 中部経済産業局委託先 株式会社 ダイマツウ目 次第1章研究開発の概要・・・・・・・・・・・・・・・・・・・・・・・・ 4P 1-1 研究開発の背景・研究目的及び目標1-2 研究体制(研究組織・管理体制、研究者氏名、協力者)1-3 成果概要1-4 当該研究開発の連絡窓口第2章 UV照射の蛍光状態の検証と確認及びハードウェアの開発・・・・・11P 2-1 研究目的及び目標2-2 実施内容2-3 研究成果第3章 細菌の蛍光確認・・・・・・・・・・・・・・・・・・・・・・・・16P 3-1 研究目的及び目標3-2 実施内容3-3 研究成果第4章 ギョウ虫(卵)の蛍光確認・・・・・・・・・・・・・・・・・・・18P 4-1 研究目的及び目標4-2 実施内容4-3 研究成果第5章 細菌及びギョウ虫(卵)検出の組込み画像処理・・・・・・・・・・20P 5-1 研究目的及び目標5-2 実施内容5-3 名古屋公衆医学研究所による精度確認5-4 研究成果第6章 サンプルデータベース作成と識別基準の実証比較・・・・・・・・・22P 6-1 研究目的及び目標6-2 実施内容及び研究成果6-3 研究のまとめ第7章 プロジェクトの管理・運営・・・・・・・・・・・・・・・・・・・26P7-1 研究目的及び目標7-2 実施内容及び成果第8章 全体総括・・・・・・・・・・・・・・・・・・・・・・・・・・・26P 8-1 成果の総括8-2 今後の課題8-3 対外発表等の状況第1章 研究開発の概要1-1 研究開発の背景・研究目的及び目標1)研究の背景・研究目的現在、幼児・小学生などに対して行っているギョウ虫(卵)検査には、検査にかかる時間、検査機器の価格、検査員の育成、検査の誤認等の課題がある。
1.システム开発の背晙 - 食品需给研究センター|ホーム

3.システム開発の基本
①農林水産省「通い容器普及促進協議会」 平成19年3月に、通い容器の本格的な普及を 目指して、学識経験者、生産者・卸売市場・小売 業等関連団体、レンタル業者等をメンバーとして 設置。 ② 「通い容器の本格的な普及に向けて」 (提言) http://www.maff.go.jp/j/press/soushoku/ryutu/070927_1.html 平成19年9月に協議会による検討結果をとりま とめ、6つの課題解決が重要としている。
18
7.モデル地区の取組み
(1)築地市場
新たな通い容器流通管理システムの利用を含
め、築地市場及び移転予定先の豊洲新市場に おける通い容器の活用に必要な諸条件を検討・ 抽出する。 また、卸売業者、仲卸業者、売買参加者等から なる検討会による協議を重ねることにより、現在 の築地市場におけるルールの検討だけではなく、 移転予定先の豊洲新市場におけるルールにつ いても検討を行なう。
7ห้องสมุดไป่ตู้
4.システムの概要
①青果物の流通各段階において通い 容器の入荷と出荷の情報を入力し、 その差が在庫量(滞留量)である 。 ②インターネット環境であれば、どの端 末からでも入力や参照が可能で、特 にソフトウエア導入等の必要はない。
※入荷量 - 出荷量 = 在庫量(滞留量)
8
③その他の特長
・入力負担を減らすために品目等は入力せ ず、通い容器の数量だけに絞っている。 ・利用者は、自社コードで入出荷先の登録 ができる。 ・利用者個々が独立して通い容器の在庫 管理を行える。 ・登録利用者以外への流出における回収 責任を明確にしている。 ・滞留や紛失の責任者を明らかにできる。 ・返却しなければならない数量を利用者が 把握できる。
新型ゴミ分别ゲームの开発と実践

12AA303 鄧珊益
1.1 研究の背景
小、中学校の新学習指導要領(文部科学省)の中において、「ゴミ分 別」に関わる主な内容は下の通りである。
小学校の新学習指導要領により(平成23年度から) 総則:○環境の保全に貢献し未来を拓く主体性のある日本人を育成するため,その 基盤としての道徳性を養う 社会科:(3・4学年) ○飲料水,電気,ガスの確保や廃棄物の処理と自分たちの 生活や産業とのかかわりかかわり○自然環境、伝統や文化などの地域の資源を保護 ・活用している地域(5学年) ○公害から国民の健康や生活環境を守ることの大切 さ○国土の保全などのための森林資源の働き及び自然災害の防止 理科:○自然環境を大切にし、その保全に寄与しようとする態度 家庭科:(5・6学年) ○自分の生活と身近な環境とのかかわりに気付き,物の使 い方などを工夫 体育科:(3・4学年) ○健康の状態は,主体の要因や周囲の環境の要因がかかわ っていること 道徳:(5・6学年) ○自然環境を大切にする 総合的な学習の時間:○体験活動,観察・実験,見学や調査,発表や討論などの学習 活動論など体験的な学習
15分
10分
10分
4.ゲームにおける評価方針
1.各学校で従来から子ども対象の環境教育・環境学習を実施 しているが、1回完結型の授業と学習形式がほとんどである。 また、環境学習終了後、研究者や担当教員ができるだけ参加 者に対して学習内容に関するアンケート調査を実施している が、アンケート調査では環境学習による効果の持続性に関し ては十分に把握できているとは考えられない。現在、学校や 家庭で反復でき、かつ参加者の自発的ペースで実施でき、並 びに環境学習が参加者に与える効果の測定方法が求められて いる。
高い
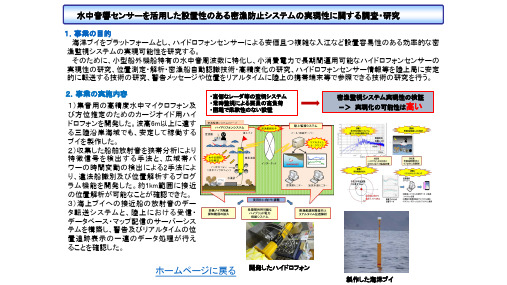
1.事業の目的
海洋ブイをプラットフォームとし、ハイドロフォンセンサーによる安価且つ複雑な入江など設置容易性のある効率的な密漁監視システムの実現可能性を研究する。
そのために、小型船外機船特有の水中音周波数に特化し、小消費電力で長期間運用可能なハイドロフォンセンサーの実現性の研究、位置測定・解析・密漁船自動認識技術・高精度化の研究、ハイドロフォンセンサー情報等を陸上局に安定
的に転送する技術の研究、警告メッセージや位置をリアルタイムに陸上の携帯端末等で参照できる技術の研究を行う。
・高価なレーダ等の監視システム・常時監視による要員の高負荷・困難で柔軟性のない設置
2.事業の実施内容
製作した海洋ブイ1)集音用の高精度水中マイクロフォン及
び方位推定のためのカージオイド用ハイ
ドロフォンを開発した。
波高6m 以上に達す
る三陸沿岸海域でも、安定して稼働する
ブイを製作した。
2)収集した船舶放射音を狭帯分析により
特徴信号を検出する手法と、広域帯パ
ワーの時間変動の検出による2手法によ
り、違法船識別及び位置解析するプログ
ラム機能を開発した。
約1km 範囲に接近
の位置解析が可能なことが確認できた。
3)海上ブイへの接近船の放射音のデー
タ転送システムと、陸上における受信・
データベース・マップ配信のサーバーシス
テムを構築し、警告及びリアルタイムの位
置追跡表示の一連のデータ処理が行え
ることを確認した。
開発したハイドロフォンホームページに戻る。
第三次产业における危険性 又は有害性等の调査の 実施促 …
リスク = ポイント
リスク
P. 12,18
「頻度」の解釈について
× 頻度を 作業回数 と考えてし ○ リスクが発生する頻度
まうと、毎日、数10回も15 kgの段ボールを運ぶ作業を 行っているので「頻繁」の4 点となる。
と考 えると、例えば1週間に1回 ぐらい、15kgの段ボールが 崩れて落ちることがあるので 「時々」の2点となる。
P. 16
ビルメンテナンス業における リスクアセスメント研修会
9
「リスクアセスメントの体験」
P. 16
リスクアセスメントの体験シナリオ
体験1 危険性又は 有害性の特定 体験2 リスクの見積り 体験3 リスク低減措置 の検討
個人作業
個人作業 グループ討議
個人作業 グループ討議
P. 16,17
【体験1】 危険性又は有害性の特定
P. 17
危険性又は有害性と 発生のおそれのある災害の表現
① 危険性又は有害性 「~に、~と」 ② 人 「~が」
階
段
作 業 者
③ 危険性又は有害性と人が接触する状態「~するとき、~するため」
階段の清掃
④ 安全衛生対策の不備 「~なので、~がないので」
後ろ向きで同じ階段上に両足を揃えている
⑤ 負傷又は疾病の状況「(事故の型)+(体の部位)を~になる、~する」
リスク低減措置の検討
–リスク低減措置は、ハード対策から 検討できたか
※作業ルールや教育等のソフト対策 では「重篤度」は下がらない !!
これで本日の研修は 全て終わりです
お疲れ様でした
お手元にあるアンケートに ご記入をお願いします
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
~分析フレームと仮説~
高い
アームズレングス取引度
H2・3 部品単価の低減
スイッチングコストの低減
製品モジュール化度
H1
統合的取引度
低い
H4~7
在庫管理 サプライヤーの満足度 新製品開発力 リードタイムの短縮
☆H1 「製品モジュール化度」によって,取引方式が異なる。 ☆主要構成部品の「モジュール化度が高い」場合,「アームズレングス取引度」を高めることが, H2 「部品単価の低減」に正の影響を与える。 H3 「スイッチングコストの低減」に正の影響を与える。 ☆主要構成部品の「モジュール化度が低い」場合,「統合的取引度」を高めることが, H4 「在庫管理」に正の影響を与える。 H5 「サプライヤーの満足度」に正の影響を与える。 H6 「新製品開発力」に正の影響を与える。 H7 「リードタイムの短縮」に正の影響を与える。
0.03
~インプリケーション~
H2~7の実証
製品モジュール化度に合った企業間取引方式の選択が経営 成果を向上させる。
H1の部分的実証
今日の日系製造企業において「統合的取引度」に は差が見られない。
今日の日系製造企業の取引方式は 「し がらみ」を引きずっている。
~我々の主張~
製場環境の変化により…
モジュール化時代の到来
「しがらみ」 の露呈
閉鎖的ネットワークにより時代に対応できてない
製品アーキテクチャに適した 取引方式選択の必要性
~製品アーキテクチャ~
クローズ
自動車 オートバイ 小型家電
汎用コンピュータ 工作機械 レゴ(おもちゃ) パソコン パッケージソフト 自転車
オープ ン
インテグラル
モジュラー
(出所)藤本隆宏(2001) 『ビジネス・アーキテクチャ』
~製品モジュール化度とは~
製品アーキテクチャを分類する際に 用いる指標
☆インターフェイスの標準化度
☆相対的な標準部品の使用比率 ☆設計仕様の流用度
~2つの取引方式~
アームズレングス取引
相互の密接度・・・低 企業間の信頼・・・低
経営成果の向上
参考文献
藤本隆宏(2001)「アーキテクチャの産業論」有斐閣 藤本隆宏・武石彰・青島矢一(2001)『ビジネス・アーキテクチャ』有斐閣 青島矢一・武石彰(2001)「アーキテクチャという考え方」有斐閣 武石彰(2000)「モジュラー化,オープン化」『一橋ビジネスレビュー』2000年 冬号 韓美京(2000)「製品アーキテクチャ特性と製品開発パターン間の関係~自動車部品のケース」社会科学 研究52 カーリス.Y.ボールドウィン・キム.B.クラーク・安藤晴彦訳(2004)『デザイン・ルール―モジュール化パワー』 東洋経済新報社 Williamson, Oliver E,(1985)「The Economic Institution of Capitalism : Firms, Markets Relational Contracting 」New York: Free Press Barney, Jay B. 著 岡田正大訳(2002)「企業戦略論~競争優位の構築と持続~」上基本編 ダイヤモンド 社 浅沼萬里(1990)「日本におけるメーカーとサプライヤーとの関係─「関係特殊的技能」の概念の抽出と定 式化─」『経済論叢(京都大学)』第145巻第1・2号 金子逸郎(2000)『工業経営のラディカル・イノベーション』中央経済社 デビット・フォード/UMPグループ著 小宮路雅博訳『リレーションシップ・マネジメント―ビジネス・マー ケットにおける関係性管理と戦略―』白桃書房 延岡健太郎(1999)「日本自動車産業における部品調達構造の変化」国民経済雑誌 Abernathy,W ,J,K ,Clark,and A,Kantrow(1983),Industrial renaissance.New York:Basic Books.( 望月嘉幸監訳 『インダストリアルルネサンス』TBSブリタニカ,1984 藤本隆宏(2003)「組織能力と製品アーキテクチャー下から見上げる戦略論ー」『組織科学』Vol.36 No.4 国領二郎(1995)「オープン型経営の選択が不可避なのはなぜか」『高収益企業の情報リテラシー』ダイ ヤモンド社
参考文献3
延岡健太郎(1996)「顧客範囲の経済:自動車部品サプライヤの顧客ネットワーク戦略と企業成果」『国民 経済雑誌』173巻6号年 井上達彦(2003)「<EDIインターフェースと企業間の取引形態>の相互依存性」『組織科学』Vol.36 No.3 今野善文(2000)「中堅・中小企業の創造型戦略的連携と組織間学習プロセス」『北星学園大学経済学部 北星論集』 第38号 近能善範(2003)「自動車部品取引のネットワーク構造とサプライヤーのパフォーマンス」『組織化学』 Vol.35 No.3 デビット・フォード/UMPグループ著 小宮路雅博訳(2001)『リレーションシップ・マネジメント―ビジネス・ マーケットにおける関係性管理と戦略―』白桃書房 藤本隆宏 西口敏宏 伊藤秀史(1998)「リーディングス サプライヤー・システム 新しい企業間関係を創 る」有斐閣 金子逸郎(2000)『工業経営のラディカル・イノベーション』中央経済社 真鍋誠司(2004)「企業間信頼の構築とサプライヤーシステム:日本自動車産業の分析」『横浜経営研究』 第25巻第2・3号 武田巧(1994)「生産系列化での長期継続的取引の合理性を巡って」『和光経済』第27巻1巻 延岡健太郎(1999)「日本自動車産業における部品調達構造の変化」『国民経済雑誌』 180巻第3号
参考文献2
朴秦勲(2000)「階層的分業とサプライチェーンアーキテクチャの相互メカニズム─トヨタ系の部品メーカー の事例」『大阪経大論集』第53巻第4号 Ulrich, Karl(1995)“The role of product architecture in the manufacturing firm ”Research Policy ,vol24 藤本隆弘 安本雅典編著(2000)「成功する製品開発」有斐閣 浜屋敏(2004)「組立業務の外部委託と製品・市場・企業特性」『Economic Review』2004年4月号 伊藤宗彦(2003)「システム・アーキテクチャのダイナミクス-デジタルカメラのシステム・アーキテクチャの 変遷-」『神戸大学経済経営研究所ディスカッションペーパー』 No.J49 神戸大学経済経営研究所 日経ビジネス 2003年12月8日号 井上馨(2003)「継続的取引と資産特定性」『神戸学院経済学論集』 第23巻第1号 藤本隆宏(2001)「我が国製造業の競争パフォーマンス~擦り合わせアーキテクチャとバランス型リーン方 式」『開発金融研究所報』 第6号 廣田章光(2001)「製品進化とパラダイム~モジュラー型から統合型への製品アーキテクチャ変化~」『組 織科学』Vol.35 No.2 Sako,M. Prices,Quality and Trust:Inter-Firm Relations in Britain and Japan,Cambridge University Press,1992 青木昌彦(1978)『企業と市場の模型分析』岩波書店 今井賢一(1982)『内部組織の経済学』東洋経済新報社 武石彰(2000)「モジュール化,オープン化」『一橋ビジネスレビュー』2000年 冬号 佐竹隆幸(2002)『中小企業のベンチャー・イノベーション-理論・経営・政策からのアプローチ-』ミネル ヴァ書房 孟勇(2001)「日本の企業システム・取引関係の考察-長期継続的取引関係の合理性と課題-」『専修社 会科学論集』第27号 中村秀一(1992)『系列を超えて』NTT出版 日経ベンチャー 1998年7月号
統合的取引度
-0.08
0.11
サプライヤーの満足度
0.33*** 0.05 0.03
H6
製品モジュール化度
0.22**
アームズレングス取引度
統合的取引度
0.22**
0.05
新製品開発力
0.03
H7
製品モジュール化度
0.22**
アームズレングス取引度 統合的取引度
0.21**
0.15*
0.07
リードタイムの短縮
~「脱・しがらみ」~
日系製造企業における 製品モジュール化度と 取引方式選択の実証研究
明治大学 商学部 諸上ゼミナールA班
石黒俊平 伊藤孝 工藤怜実 笹岡伸輔 竹内將 津田安希子 宮下友誠
~従来の企業間取引~
「関係特殊性技能」の創出
・開発と生産の連携 ・綿密なコミュニケーション ・一貫した工程管理 ・知識共有
統合的取引
緊密な情報交換・・・高 取引特殊的投資・・・高 企業間の信頼・・・高
⇒製品モジュール化度が 高い場合に適した取引 方式
⇒製品モジュール化度が 低い場合に適した取引 方式
~経営成果~
アームズレングス取引
部品単価の低減 スイッチングコストの 低減
統合的取引
在庫管理 サプライヤー満足度 新製品開発力 リードタイムの短縮
0.34***
0.31
スイッチングコストの低減 統合的取引度 ***・・・0.1% **・・・1% *・・・3%
0.03
-0.44***
H4
製品モジュール化度
0.22**
アームズレングス取引度 統合的取引度
0.09 0.08
在庫管理
0.27*** 0.03 0.22**
H5
製品モジュール化度
アームズレングス取引度
~アンケート調査~
☆母集団・・・644社
電気機器・輸送用機器・機械・精密機器・その他製造業
☆送付・・・470社
☆回収・・・
198社(42.1%)
(有効回答数184社)