牡丹技校数控车床实训图纸(定稿)
牡丹技校数控车床实训图纸(定稿)

课题一数控车床的基本操作实习一、实习目的1、本课题主要讲述数控车床的基本原理,数控车床的基本操作方法及步骤,这是数控车床基本操作实训的主要内容。
2、了解数控加工的安全操作规程以及操作事项。
熟悉数控加工的生产环境、数控车床的基本操作方法及步骤和对操作者的有关要求。
3、掌握数控车削加工中的基本操作技能,培养良好的职业道德。
二、实习内容1、文明生产。
2、安全技术。
3、机床的操作面板与控制面板。
4、机床基本操作。
5、数控车床的维护与保养。
三、实习步骤1、HNC-21T3(GSK980TDA)数控车床介绍HNC-21T3(GSK980TDA) 数控系统是由主轴控制单元、X 轴驱动单元及 Z 轴驱动单元 3 部分组成; LCD 液晶显示器、系统操作键盘及机床操作键盘。
系统具有多种操作方式:自动、手动、增量、手轮、MDI 等;具有多种显示功能:大字符程序坐标显示,机械坐标显示,当前加工刀具、主轴转速、进给速度显示,工件计数、加工计时、当前模态指令显示等;具有图形模拟功能;2、数控车床开关的基本操作(讲述及现场操作)(1) 电源接通前的检查操作在机床主电源开关接通之前,操作者必须做好有关的检查工作。
(2) 电源接通后的检查操作机床通电之后,操作者应做好相关的检查工作。
(3) 机床运转后的检查应无异常现象。
(4)停止机床的检查停止机床前应作好各项检查。
3、机床的操作面板与控制面板的基本操作(讲述及现场讲解)4、手动操作(讲述及现场操作)(1) 手动返回机床参考点(回零)。
(2) 手动连续进给。
(3) 手轮进给。
(4) 主轴及冷却操作。
(5) 手动换刀。
(6) 卡盘的夹紧与松开的操作。
(7) 机床的急停方式:a)按下紧急停止按钮;b)按下复位键;c)按下NC装置电源断开按钮;d)按下进给中停按钮。
5、MDI的运行(讲述及现场操作)MDI运行用于简单的测试(如检测对刀的正确性、工件坐标的位置)操作、对刀操作、主轴临时启动操作。
数控车比赛图纸(共7套)

数车实操题
抛物线方程:
技术要求
1.锐边倒角C0.3
2.涂色锥面接触面不小于50%
3.圆锥与圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
技术要求:1.锐边去毛刺2.未注倒角C1
3.圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
(件1)
其余
(件2)
技术要求
1. 件1对件2锥体部分涂色检验,接触面积>60%
2. 外锐边及孔口锐边去毛刺
3. 不允许使用砂布抛光。
其余
(件3)
技术要求
1.件1对件2锥体部分涂色检验,接触面积>60%
2.外锐边及孔口锐边去毛刺
3.不允许使用砂布抛光。
(件1)
(件2)技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
其余
(件3)
技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
(件1)
其余(件2)
技术要求
1.外锐边及孔口锐边去毛刺2.锥面接触面积大于60%
(件1)
其余(件2)
其余
(件3)
技术要求
1.锐边去毛倒棱,未注倒角C1
2.件3圆弧与件2配作
3.件2锥面与件1配作
技术要求:
1.螺纹配合松紧适中。
2.涂色法检查接触精度,接触面积大于60%。
其余
技术要求
1.外锐边及孔口锐边去毛刺
2.不允许使用砂布抛光。
数控车床图纸

数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸(作业)
数控车床图纸
此课件下载可自行编辑修改,供参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3, Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
技校用数控车床练习系列图纸.
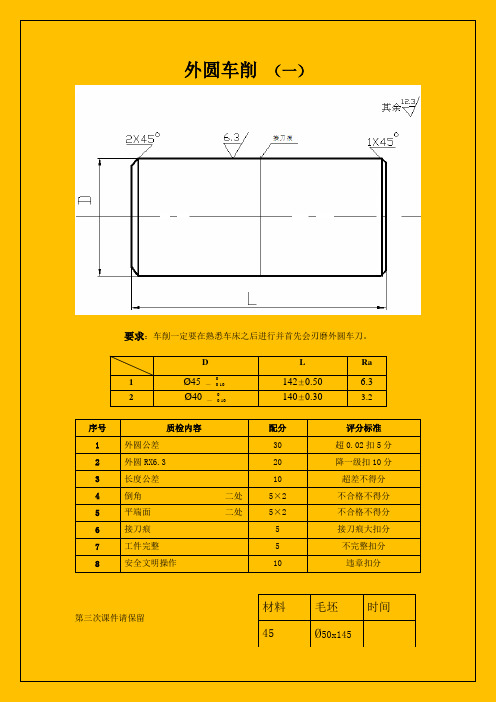
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
牡丹技校数控车床实训图纸(定稿)

牡丹技校数控车床实训图纸(定)稿课题一数控车床的基本操作实习一、实习目的1、本课题主要讲述数控车床的基本原理,数控车床的基本操作方法及步骤,这是数控车床基本操作实训的主要内容。
2、了解数控加工的安全操作规程以及操作事项。
熟悉数控加工的生产环境、数控车床的基本操作方法及步骤和对操作者的有关要求。
3、掌握数控车削加工中的基本操作技能,培养良好的职业道德。
二、实习内容1、文明生产。
2、安全技术。
3、机床的操作面板与控制面板。
4、机床基本操作。
5、数控车床的维护与保养。
三、实习步骤1、HNC-21T3(GSK980TDA)数控车床介绍HNC-21T3(GSK980TDA) 数控系统是由主轴控制单元、X 轴驱动单元及 Z轴驱动单元 3 部分组成; LCD 液晶显示器、系统操作键盘及机床操作键盘。
系统具有多种操作方式:自动、手动、增量、手轮、MDI 等;具有多种显示功能:大字符程序坐标显示,机械坐标显示,当前加工刀具、主轴转速、进给速度显示,工件计数、加工计时、当前模态指令显示等;具有图形模拟功能;2、数控车床开关的基本操作(讲述及现场操作)(1) 电源接通前的检查操作在机床主电源开关接通之前,操作者必须做好有关的检查工作。
(2) 电源接通后的检查操作机床通电之后,操作者应做好相关的检查工作。
.菏泽高级技工学校数控车实习车间(3) 机床运转后的检查应无异常现象。
(4)停止机床的检查停止机床前应作好各项检查。
3、机床的操作面板与控制面板的基本操作(讲述及现场讲解)4、手动操作(讲述及现场操作)(1) 手动返回机床参考点(回零)。
(2) 手动连续进给。
(3) 手轮进给。
(4) 主轴及冷却操作。
(5) 手动换刀。
(6) 卡盘的夹紧与松开的操作。
(7) 机床的急停方式:a)按下紧急停止按钮;b)按下复位键;c)按下NC装置电源断开按钮;d)按下进给中停按钮。
5、MDI的运行(讲述及现场操作)MDI运行用于简单的测试(如检测对刀的正确性、工件坐标的位置)操作、对刀操作、主轴临时启动操作。
中职数控车床练习系列图纸
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课题一数控车床的基本操作实习
一、实习目的
、本课题主要讲述数控车床的基本原理,数控车床的基本操作方法及步骤,这是数控车床基本操作实训的主要内容。
、了解数控加工的安全操作规程以及操作事项。
熟悉数控加工的生产环境、数控车床的基本操作方法及步骤和对操作者的有关要求。
、掌握数控车削加工中的基本操作技能,培养良好的职业道德。
二、实习内容
1、文明生产。
2、安全技术。
3、机床的操作面板与控制面板。
4、机床基本操作。
5、数控车床的维护与保养。
三、实习步骤
、()数控车床介绍
() 数控系统是由主轴控制单元、轴驱动单元及轴驱动单元部分组成;液晶显示器、系统操作键盘及机床操作键盘。
系统具有多种操作方式:自动、手动、增量、手轮、等;
具有多种显示功能:大字符程序坐标显示,机械坐标显示,当前加工刀具、主轴转速、进给速度显示,工件计数、加工计时、当前模态指令显示等;
具有图形模拟功能;
、数控车床开关的基本操作(讲述及现场操作)
() 电源接通前的检查操作
在机床主电源开关接通之前,操作者必须做好有关的检查工作。
() 电源接通后的检查操作
机床通电之后,操作者应做好相关的检查工作。
() 机床运转后的检查
应无异常现象。
()停止机床的检查
停止机床前应作好各项检查。
、机床的操作面板与控制面板的基本操作
(讲述及现场讲解)
、手动操作(讲述及现场操作)
() 手动返回机床参考点(回零)。
() 手动连续进给。
() 手轮进给。
() 主轴及冷却操作。
() 手动换刀。
() 卡盘的夹紧与松开的操作。
() 机床的急停方式:
a)按下紧急停止按钮;
b)按下复位键;
c)按下装置电源断开按钮;
d)按下进给中停按钮。
、的运行(讲述及现场操作)
运行用于简单的测试(如检测对刀的正确性、工件坐标的位置)操作、对刀操作、主轴临时启动操作。
、程序的编辑和管理(讲述及现场操作)
程序的编辑和管理主要包括如何新建程序和编辑程序。
、数控车床的维护与保养(讲述及现场操作)
为了使数控车床保持良好状态,坚持经常的维护保养是十分重要的。
坚持定期检查,经常维护保养,可以把许多故障隐患消灭在萌芽之中,防止或减少事故的发生。
四、注意事项
1、操作数控车床时应确保安全,包括人身和设备的安全。
2、禁止多人同时操作机床。
3、禁止让机床在同一方向连续“超程”。