旭本四轴SUA170图纸
曲轴搬运机械手含全套图纸

摘要机械手也被称为自动手。
工业机械手是近代自动控制领域中出现的一项新技术,并已渐成为现代机械制造系统中的一个重要组成部分。
这种新技术发展很快,逐渐形成一门新兴的学科一机械手工程。
随着科学技术的发展,机械手也越来越多的地被应用。
在机械工业中,铸、焊、铆、冲、压、热处理、机械加工、装配、检验、喷漆、电镀等工种都有应用的实理。
其他部门,如轻工业、建筑业、国防工业等工作中也均有所应用。
本文将设计一台四自由度的曲轴搬运上线机械手,目的是为了提高曲轴加工过程中的劳动生产率,实现机械加工的自动化。
根据机械手的工作要求和结构特点,进行了机械手的总体设计,确定了机械手的外形尺寸和工作空间,拟定了机械手各关节的总体传动方案。
除此之外,本设计的另一重要工作是对UG制图软件的简单学习,利用UG软件进行三维的仿真设计,使其的结构清晰明了。
除此之外,还要对本设计进行二维的平面设计,通过制图软件AutoCAD的学习,绘制出相应的总装图以及零件图。
最后,本设计对搬运机械手的自身结构进行大胆的创新与设计,其结构的实践性仍需进行改进与研究,因此,对其的研究与创新仍需很大的努力。
关键词:机械手;结构;仿真;制图AbstractManipulator is also know as automatic manipulator, Modern industrial manipulator is a new technology in automatic control field, and has gradually become the modern machinery. Manufacturing is an important component part of the system. The new technology develops very fast. Gradually formed an emerging discipline——Gradually formed an emerging discipline. With the development of science and technology, robots are also more and more applications. In the mechanical industry, casting, welding, riveting, punching, pressing, heat treatment, machining, assembly, inspection, painting, electroplating and other type of work has applied the real reason. Other departments, such as light industry, construction industry, national defense industry also have been used in our work.This paper will design a crankshaft handling online four degrees of freedom manipulator, The purpose is to improve the labor productivity in the process of crankshaft machining,to realize the automation of mechanical processing. According to the job requirements and structure characteristics of the manipulator, determine the overall dimensions of the manipulator and working space, and determine the overall dimensions of the manipulator and working space.in addition to this.This design is another important job of UG graphics software is simple to learn. Using the UG software for 3 d simulation design, make the structure clearly. Through the study of drawing software AutoCAD, draw the corresponding assembly drawing and part drawing.Finally, the design of carrying manipulator itself structure and bold innovation and design. The structure of the practice still need to improve and research, therefore, the research and innovation still needs great efforts.Keywords:manipulator;Structure;The simulation;Drawing目录摘要 (I)Abstract (II)1 绪论.....................................................................................................................................错误!未定义书签。
数控车工普车操作图纸大全
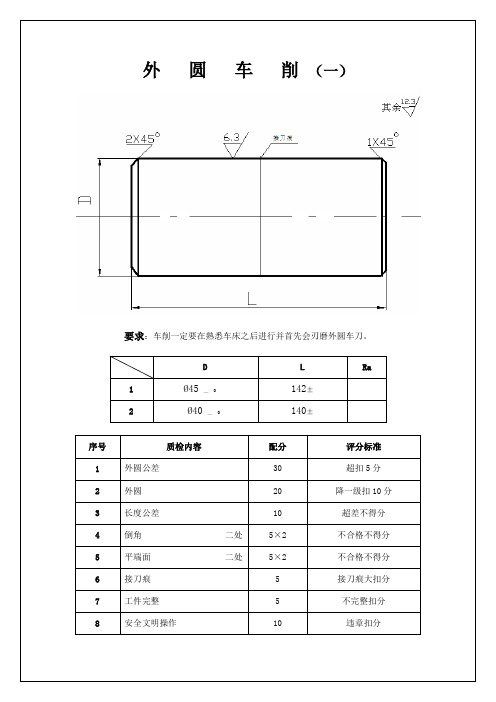
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra142±1Ø45—0140±2Ø40—0序号质检内容配分评分标准1外圆公差30超扣5分2外圆20降一级扣10分3长度公差10超差不得分4倒角二处5×2不合格不得分5平端面二处5×2不合格不得分6接刀痕5接刀痕大扣分7工件完整5不完整扣分8安全文明操作10违章扣分第三次课件请保留阶台车削(二)序号质检内容配分评分标准1外圆公差三处10x3超扣2分2外圆三处6x3降一级扣3分3长度公差三处4x3超差不得分4倒角二处3x2不合格不得分5平端面二处4x2不合格不得分6清角去锐边四处2x4不合格不得分7工件完整5不完整扣分8安全操作10违章扣分材料毛坯时间材料毛坯时间45Ø50x14545Ø50x150多阶台车削(三)序号质检内容配分评分标准1外圆公差六处5x6超扣2分,超不得分2外圆六处3x6降一级扣2分3长度公差六处3x6超差不得分4倒角二处2x2不合格不得分5清角去锐边十处10不合格不得分6平端面二处2x2不合格不得分7工件外观6不完整扣分8安全文明操作10违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1外圆公差四处8x4超扣2分,超不得分2外圆四处4x4降一级扣2分3长度公差四处3x4超差不得分4倒角二处3x2不合格不得分5清角二处2x3不合格不得分6平端面二处3x2不合格不得分7中心孔5不合格不得分8工件外观7不完整扣分9安全文明操作10违章扣分要求:会正确使用A.B型中心钻。
会使用活顶尖材料毛坯时间此件用课件(三)改制矩形槽车削(五)序号质检内容配分评分标准1外圆公差四处6x4超扣2分,超不得分2外圆四处3x4降一级扣2分3外沟槽四处6x4超差槽壁不直扣分4长度公差四处3x4超差不得分5倒角二处2x2不合格不得分6清角去锐边5一处不合格扣0.5分7平端面二处2x2不合格不得分8中心孔2不合格不得分9工件外观5不完整扣分4510安全文明操作 7 违章扣分要求:会刃磨槽刀及切断刀。
四轴CNC旭阳转台结构
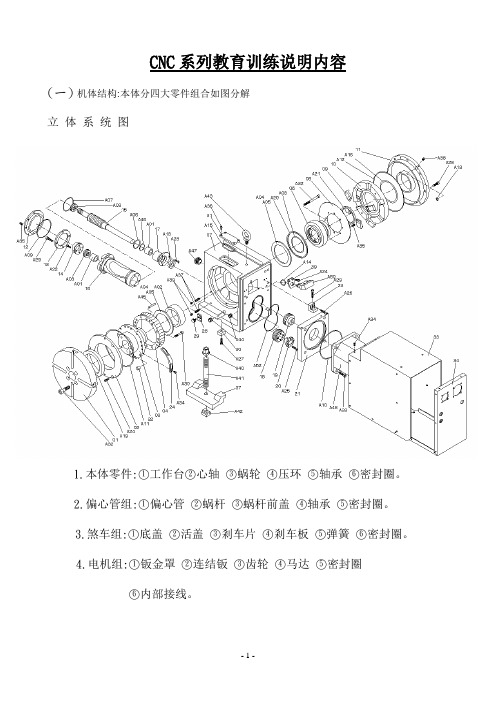
CNC系列教育训练说明内容(一)机体结构:本体分四大零件组合如图分解立体系统图1.本体零件:○1工作台○2心轴○3蜗轮○4压环○5轴承○6密封圈。
2.偏心管组:○1偏心管○2蜗杆○3蜗杆前盖○4轴承○5密封圈。
3.煞车组:○1底盖○2活盖○3剎车片○4剎车板○5弹簧○6密封圈。
4.电机组:○1钣金罩○2连结钣○3齿轮○4马达○5密封圈○6内部接线。
(二)功能使用:○1定位加工○2旋转加工○3量产治具化加工○4圆柱体加工。
(三)荷重限制:请参考目录或操作手册P4之规定范围以CNC200R为例:目录标示垂直荷重100kg,水平荷重200kg,若有强力型尾座与中间板双向平衡支撑,荷重可达150kg左右。
(荷重限制包含刀具加工与工件及治具的结合重量。
在此之内对转台的使用寿命会有保障,磨损率较低)。
规格表(五)煞车系统:煞车功能区分为1.空压煞车2.油压煞车。
资料收集显示第四轴煞车系统分两类1.平面碟煞式2.环抱式。
旭阳的煞车系统是平面碟煞夹紧。
外部压源压力限制:○1空压5~6 kg/cm2○2油压20 kg/cm2○1空压源进入第四轴之前要加装三奌组合参考操作手册P23页。
安装注意事项:本公司生产之CNC计算机数控分度盘,如果其锁紧装置压力来源为空气压缩方式,因此在压缩机及管路方面,应多注意其润滑及排水是否正常,尤其应注意三点组合的排水和润滑油量之调整。
[ 附注 ] 为保护您所有空压机件,请务必使用三点组合配备。
如果厂房空压系统有滤水功能则不在此限○2油压压力限制20 kg/cm2在第四轴机台上方平面接头处有贴标签※第四轴连接油压管之前要注意油压箱压力要调降成20 kg/cm2(需在第四轴专用电磁阀下方加装减压阀及压力表。
先调好正确压力后再通油测试。
确保机体内部煞车零件不受损)。
※第四轴与电机(马达)安装注意事项○1马达异音调整安装电机前,注意电机齿轮以及蜗杆齿轮有无毛边,如有毛边请及时清理。
如有其它零件损坏请及时更换。
数控车床四工位电动刀架设计(全套图纸)

数控车床四工位电动刀架设计摘要:数控车床今后将向中高当发展,中档采用普及型数控刀架配套,高档采用动力型刀架,兼有液压刀架、伺服刀架、立式刀架等品种,预计近年来对数控刀架需求量将大大增加。
数控刀架的发展趋势是:随着数控车床的发展,数控刀架开始向快速换刀、电液组合驱动和伺服驱动方向发展。
根据加工对象不同,有四方刀架、六角刀架和八(或更多)工位的圆盘式轴向装刀刀架等多种形式。
回转刀架上分别安装四把、六把或更多刀具,并按数控装置的指令换刀。
本部分主要对四工位立式电动刀架的机械设计和应用继电-接触控制系统控制部分的设计。
并对以上部分运用CAD做图,对电动刀架有更直观的了解。
最后的提出了对电动刀架提出了意见和措施。
关键词:数控刀架,电动刀架,四工位Abstract:numerical control lathe, will in future development, the middle-grade high when to by supporting, high-grade nc cutter revised by both cutting, dynamic type hydraulic cutter, servo cutter, vertical cutter etc varieties, expected in recent years on the nc cutter demand will increase greatly. Nc cutter is the development trend of the development of numerical control lathe, along with, nc cutter began to change cutters quickly and electrohydraulic servo driver combined driving and direction. According to different targets, have four processing cutting, hexagonal cutter and eight (or more) can dise-type axial outfit knife knife, and other forms. Turn the tool carrier separately installs four, six or more tools, and press CNC equipment instructions change knife. This part of 4 Labour vertical electric mainly the mechanical design and application of cutting the relay - contact control system of control part of the design. And the above part of CAD do diagram, a more intuitive electric knife understanding. The final proposed to the electric cutter puts forward opinions and measures.Keywords: nc cutter, electric cutter, four locations引言数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。
数控车工 普车操作图纸大全

外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
技校用数控车床练习系列图纸.
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控铣4轴图纸
90 - 0.04 70 A 12 ±0.02
8R6
+0.015 8 0
+0.04 0 0
R60
40
5 4-R
40
70 - 0.04
5
A 60 ±0.02 20 ±0.02
剖剖 Aห้องสมุดไป่ตู้A
10 - 0.04
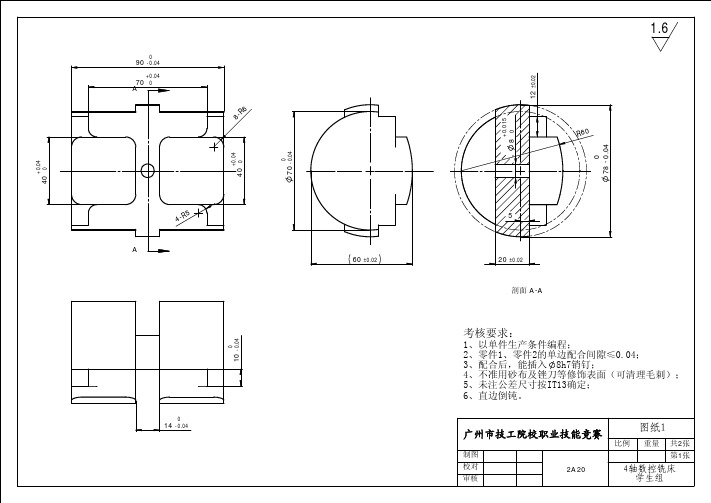
考考考考:
1、以单件生产条件编程; 2、零件1、零件2的单边配合间隙≤0.04; 3、配合后,能插入 8h7销钉; 4、不准用砂布及锉刀等修饰表面(可清理毛刺); 5、未注公差尺寸按IT13确定; 6、直边倒钝。
15
+0.04 0
3
8
C
剖剖 C-C
E向
+0.04 0
+0.04 0
广州市技工院校职业技能竞赛
比比 制制 校校 审考 2A20
图纸2
重重 共2张 第2张
4轴数控铣床 (学生组)
14 - 0.04
0
0
0 78 - 0.04
+0.04 0
+0.04 0
0
广州市技工院校职业技能竞赛
比比 制制 校校 审考 2A20
图纸1
重重 共2张 第1张
4轴数控铣床 学生组
118 ±0.02
+0.04 0 0 70 - 0.04
1.6
1.50 ±0.02 C
90
C 78 ±0.02 70 ±0.02
+0.04 0
14 - 0.04
6 8-R
0
8 ± 0 .0
2
40
60°
4-R4
B
5 4-R
+0.025 0 +0.04 0
旭本-第四轴

轉台重量(不含馬達)
kg
SUA-125
Ø125 Ø35H7
Ø35 110 152 12H7 14h7 0.001 40
4 5~7
9 α2i / ß4is
HF-74 1 : 60 83.3
2 50 110 110 1000 45 12 9 36
本公司保留產品規格,尺寸,設計特性變更之權利,恕不另行通知。
42078 台中市豐原區富陽路360號
T E L : +886-4-2522-5378 FAX: +886-4-2523-5098
E-mail: hsupen@
1000 2013 12 三版
®
HSU PEN
旭本國際精密機械有限公司
SUA-125 SUA-170 SUA-210 SUA-250
超大軸承
型號
單位
盤面直徑
mm
盤面中心孔直徑
mm
中心孔貫穿直徑
mm
中心高度(立式使用)
mm
底部到盤面高度(臥式使用)
mm
盤面T型槽寬度
mm
底部導鍵寬度
mm
最小設定角度
deg.
分割精度
arc. sec.
重複精度
arc. sec.
鎖緊方式(使用壓力:氣壓)
相較於一般碟式剎車,全圓周環抱式剎車具有 更大鎖緊力,無震動,確保機器加工精度。
PAGE 04
SUA series
數控分度盤
氣壓碟式剎車
分度盤機型辨識
SUA-170R
氣壓 機型代號 碟式剎車
立臥兩用 盤面直徑
盤 面 直 徑 有 Ø125, Ø170, Ø210, Ø250。
採用高剛性及大孔徑之徑軸向軸承。 依使用馬達品牌,另有鈑金高度可供選擇 ,請來電詢問。
汽车发动机连杆caxa零件图-及加工规程分析

•夹具使用 •应具备适应“一面一孔一凸台”的统一精基准。而 大小头定位销是一次装夹中镗出,故须考虑“自为 基准”情况,这时小头定位销应做成活动的,当连 杆定位装夹后,再抽出定位销进行加工。
端面间有配合要求,而连杆小头两端面与
活塞销孔座内档之间没有配合要求。连杆
大头端面间距离尺寸的公差带正好落在连
杆小头端面间距离尺寸的公差带中,这给 连杆的加工带来许多方便。
•螺栓孔的技术要求 •在前面已经说过,连杆在工作过 程中受到急剧的动载荷的作用。这 一动载荷又传递到连杆体和连杆盖 的两个螺栓及螺母上。因此除了对
•大、小头孔轴心线在两个互相垂直方向 的平行度
•两孔轴心线在连杆轴线方向的平行度误 差会使活塞在汽缸中倾斜,从而造成汽缸
壁磨损不均匀,同时使曲轴的连杆轴颈产
生边缘磨损,所以两孔轴心线在连杆轴线
方向的平行度公差较小;而两孔轴心线在
垂直于连杆轴线方向的平行度误差对不均
匀磨损影响较小,因而其公差值较大。两
螺栓及螺母要提出高的技术要求外 ,对于安装这两个动力螺栓孔及端 面也提出了一定的要求。规定:螺 栓孔按IT8级公差等级和表面粗糙度 Ra应不大于6.3μm加工;两螺栓孔 在大头孔剖分面的对称度公差为 0.25 mm。
•有关结合面的技术要求 •在连杆受动载荷时,接合面的歪 斜使连杆盖及连杆体沿着剖分面产 生相对错位,影响到曲轴的连杆轴 颈和轴瓦结合不良,从而产生不均 匀磨损。结合面的平行度将影响到 连杆体、连杆盖和垫片贴合的紧密 程度,因而也影响到螺栓的受力情 况和曲轴、轴瓦的磨损。对于本连 杆,要求结合面的平面度的公差为 小头孔处0.004 mm,大头孔处 0.012mm。
中捷VMC850E立式加工中心加装第四轴
3000
伺服环增益
1826
50
到位宽度
1827
20
切削进给到位宽度
1828
8000
移动时的位置偏差极限
1829
500
停止时的位置偏差极限
2021
128
电机负载惯量比
2022
111/-111 电机旋转方向,111:正向,-111:负向
2023
8192
速度反馈脉冲
2024
12500
位置反馈脉冲
2015/4/14
足生产的需要。
以下结合改造实施的经验,详述改造步骤。
一、 改造前的调研
该机床系统配置的 FANUC 0i Mate MD(A02B-0321-B530,2014.6)数控系统,放大器是β iSVSP40/40/40-11(A06B-6164-H332#H580),为标准三轴联动控制功能(机床 PMC 已预留第四轴
19. 转台 SOL+→KA63 插座 TP58X 常闭点 12,常闭点 4→XT28/DC24V;
20. KA63 插座 TP58X 线圈 14→Y5.7 电磁阀,线圈 13→XT28/0V;
21. 核对接线。
五、 参数调试
1. 设置 8130=4,控制轴数,系统重启,第四轴参数才能显示。
2. 设置 981=1(各轴的绝对路径号),14343=3(相对于 FSSB 的从控装置的 ATR 值),重启
3/4
王新
Jeray
四川精锐机电有限公司
2084
1
柔性齿轮比(N 分子)
2085
250
柔性齿轮比(M 分母)
3 FANUC
伺服放大器 βiSV20
250旋转四轴连接板参数

250旋转四轴连接板参数
四轴连接板是指用于连接四个旋翼的飞行器的主要结构部件。
它的参数通常包括材质、尺寸、重量、承载能力等方面。
首先,让我们来看材质。
四轴连接板通常采用轻质但坚固耐用的材料,如铝合金、碳纤维等。
这些材料能够提供足够的强度和刚性,同时又能保持整体结构的轻量化。
其次是尺寸和重量。
尺寸和重量是设计四轴连接板时需要考虑的重要参数。
一般来说,连接板的尺寸需要根据飞行器的整体设计来确定,以确保连接板能够稳固地连接四个旋翼。
而连接板的重量也需要尽量轻量化,以减少飞行器的整体重量,提高飞行性能。
再者是承载能力。
连接板作为飞行器的主要结构部件之一,其承载能力直接关系到飞行器的安全性能。
设计连接板时需要考虑飞行器的整体重量以及飞行时可能承受的各种力,确保连接板能够承受这些力并保持稳固连接。
除此之外,还有一些其他可能的参数,比如表面处理方式(如阳极氧化、喷涂等)、安装方式(螺栓连接、焊接等)等,这些参
数都会影响到连接板的性能和适用范围。
综上所述,四轴连接板的参数涉及材质、尺寸、重量、承载能力等多个方面,设计时需要综合考虑飞行器的整体设计要求和使用环境,以确保连接板能够满足飞行器的需求并保证飞行安全。
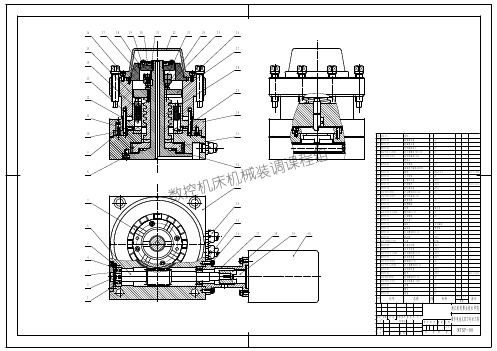
四方免抬式刀塔装配图.
17
18
19 20
21
22
23
24
25
26ห้องสมุดไป่ตู้
15
27
14 28
13
29 12
30 11
10
31
9 8 7
数控机床机3323 械装调课程组
34
35 6
36
37
38
39
40
5
4
3 2 1
40 JD127 39 MTDT-26 38 MTDT-25 37 MTDT-24 36 GB/T70.1-2000 35 GB/T276-1994 34 33 MTDT-23 32 31 MTDT-22 30 MTDT-21 29 MTDT-20 28 MTDT-19 27 MTDT-18 26 GB/T85-1988 25 GB/T301-1995 24 MTDT-17 23 MTDT-16 22 MTDT-15 21 GB/T119.2-2000 20 MTDT-14 19 MTDT-13 18 MTDT-12 17 MTDT-11 16 MTDT-10 15 MTDT-09 14 GB/T2089-1994 13 MTDT-08 12 MTDT-07 11 GB/T119.2-2000 10 MTDT-06 9 GB/T117-2000 8 GB/T70.1-2000 7 MTDT-05 6 MTDT-04 5 GB/T68-2000 4 GB/T276-1994 3 MTDT-03 2 MTDT-02 1 MTDT-01
35 1 40Cr 1 40Cr 2 35 1 1 45 1 45 1 45
数量 材料
m=1.5,Z=58 P=10,K=1
m=1.5,K=1
UG四轴加工讲解

创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*UG四轴加工讲解A.零件的建模:梅花滚筒ф100×3001)建模时要特别小心:在草图上作出梅花的曲线后,采用缠绕的方法使曲线附着在圆柱上。
2)图案的深度是5mm,而不在同一平面上的曲线拉伸后成的是片体。
所以采用片体修剪,缝合成实体,再与圆柱求差的方法。
因而最初拉伸时可以开始为-2结束为8,上下多2mm。
3)要保证图案的深度,在作修剪圆片体时,草图YZ平面上的ф100的圆心向-Z平移5mm 即可。
4)注意修剪片体时的方法,采用曲线修剪省事,先修剪原点的圆柱片体,再作平移5mm 的片体,在修剪这个平移5mm的片体。
最后缝合成实体。
5)作出第一个实体后,采用变换的方法(实例特征不支持)作出其他七个。
6)最后与圆柱体求差。
加工序号加工工序加工方法投影矢量刀轴刀具部件余量公差转速r/min进给mm/min1 粗加工型腔铣无Z轴T1B8 0.5±0.05 1000 3002 精加工腔可变轴指向直线离开直线T2D6 0 ±0.01 2000 150C.加工参数:1)粗加工切削模式:跟随周边,步距:%刀具平直,平面直径百分比:20,每一刀的深度:1,创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*【切削层】类型:用户定义,已测量从:顶层,范围深度:5.0 其他默认就行。
其结果如下:对其进行变换,结果:其中,CA VITY_MILL_1_1为第一个(即原始生成的)CA VITY_MILL_2_1为将CA VITY_MILL_1_1轴向(+X)平移100复制出来的。
其他6个刀轨为“绕直线旋转”“Multiple Copies”(多重复制)出来的。
2)精加工腔(采用可变轴铣,即4轴联动)3 精加工侧壁可变轴指向直线离开直线T2D6 0 ±0.01 2000 150a.采用边界的驱动方式来限制刀具的切削区域创建的边界生成的刀轨边界只能创建在平面上,所以刀轨在上下显得余量很大b.其他采用精加工的默认参数即可。