油封盖毕业设计
毕业设计(论文)-密封端盖注塑模设计

密封端盖注塑模设计[摘要]:注射成型是热塑性塑料制品生产的一种重要方法。
除了个别热塑性塑料外,几乎所有的塑件塑料都是采用此方法成型的。
在注射成型的过程中模具起到了关键性作用。
它对塑料制品的尺寸、精度和表面粗糙度起着重要的作用。
本设计就是以塑料制品的尺寸、公差、结构形状以及塑料的物理性能、力学性能和工艺性能为依据来设计模具的过程。
在本设计中进行了塑件工艺性分析、总体方案的设计、注塑机的选择、浇注系统的设计、成型零件的设计、脱模机构的设计、侧抽芯机构的设计及计算、导向和定位机构的设计、模架的选择、冷却系统的设计和计算等设计工作。
在本次设计中,需要加工的工件有一个侧孔,采用了一个由侧型芯、固定件、挡块组成的侧抽芯机构,避免了采用斜导柱结构。
[关键词]:注射成型热塑性热固性模具[Abstract]:Thermoplastic injection molding of plastic products is a major production methods. In addition to individual thermoplastic plastic, nearly all of the plastic parts are used plastic molding of this method.In the process of injection molding die played a key role. In plastic products size, accuracy and surface roughness it plays an important role. The design of plastic products is by the size, tolerance, and the structure and shape of the physical properties of plastics, mechanical and technological properties as a basis for mold design process. In the design of plastic parts process analysis, the overall program design, injection molding machine of choice, the gating system design, forming part of the design, stripping the design side pulling mechanism and calculation, direction and positioning of design, die-choice, the cooling system design and calculation of design work. In this design, the processing workpieces with a side of the hole, using a side-by-core, fixed pieces block consisting of lateral pulling mechanism to avoid the use of derivative-ramp structure.[Keywords]:injection molding thermoplastic resin unthermoplastic resinmould前言在现代机械制造业中,模具工业已成为国民经济中一个非常重要的行业,许多新产品的开发和生产,在很大程度上依赖于模具制造技术,特别是在汽车、轻工、电子和航天等行业中尤显重要。
模具毕业设计97油窗端盖注塑模具设计

油窗端盖注塑模具设计摘要塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。
注射模技术的不断发展需要越来越多的工艺流程。
注射成型过程中最重要的问题是模具的正确设计。
从根本上说,注射模具包括浇口和浇注系统,另一部分是放置顶出系统。
模具零件是在分型面被定位的。
注射模具型腔选择等设计计算要求掌握加工材料、注射机和模具等方面的准确知识。
模具的制造成本随着型腔数目的增加而增加,而相关的加工费用减少了。
一个给定的模具零件的生产周期取决于壁厚、注射速度、收缩率、模内材料的冷却时间、冷却的效能及必要的辅助时间,如压力持续时间、排气时间及延迟时间等。
本设计介绍了注射成型的基本原理,特别是单分型面注射模具的结构与工作原理,对注塑产品提出了基本的设计原则;详细介绍了冷流道注射模具浇注系统、温度调节系统和顶出系统的设计过程,通过本设计,可以对注塑模具有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理。
关键词:塑料模具,参数化,分型面,浇注系统,模具型腔。
THE PLASTIC INJECT MODLE DESIGNABSTRACTplastic industry is in the world grows now one of quickest industry classes, but casts the mould is development quick type, therefore, the research casts the mold to understand the plastic product the production process and improves the product quality to have the very big significance. The continuing development of injection mold technology demands more and more of the processes. The most important problem in the process of injection molding is undoubtedly the correct design of injection mold .Basically the injection mold consists of two halves.One mold half contains the sprue bushing and runner system, the other half houses the ejection system. The molded part is located at the parting line.To set up a calculation conceiving the choice of cavities in an injection mold requires accurate knowledge of the matrrial to be processed, of the injection-molding machine and of the molds. The mold costs increase with the rising number of cavities and the relative machine costs decrease. The production time required for a given molded part depends on the wall thicknes, the injection speed, the recovery rate, the time required to coll the molded material, the cooling capacity of the mold and the necessary incidental time such as duration of pressure holding time, ejection time, delay time, ect.This design introduced the injection takes shape the basic principle, specially single is divided the profile to inject the mold the structure and the principle of eork, to cast the product to propose the basic principle of design; Introducted in detail the cold flod channel injection evil spirit mold pours the system, the temperature contral system and goes against the system the design process, and has given the explanation to the mold intensity request; Through this design, may to cast the mold to have a preliminary understanding, notes in the design certain detail question, understands the mold structure and the principle of work; Through to the PROGRAM study, may establish the simple components the components storehouse, thus effective enhancement eorkingefficiency.KEY WORDS: The plastic mold, the parameterization, inlays, divides the profile目录前言 (1)第一章:制件的结构与工艺性分析 (2)1.1制件相关信息 (2)1.2材料的相关性质 (3)1.2.1 基本特性 (3)1.2.2 主要用途 (3)1.2.3 成型特点 (3)1.3塑件的脱模斜度 (4)1.4塑件的尺寸精度及表面质量要求 (4)第二章:初选注射机 (6)2.1 计算塑件体积和最大投影面积 (6)2.2选择压力机 (6)2.3确定型腔数目 (7)第三章模具设计 (9)3.1型腔的分布设置 (9)3.2分型面的确定 (9)3.3浇口的确定原则 (10)3.4浇注系统的确定 (11)3.4.1主流道的设计 (11)3.4.2分流道的设计 (12)3.4.3冷料穴的设计 (13)3.4.4浇口的相关参数选择 (14)3.5成型零部件的结构设计 (14)3.5.1 型腔的结构设计 (14)3.5.2 型芯的结构设计 (15)3.6 模具成型零部件尺寸计算 (15)3.5.1 计算成型零部件尺寸要考虑的因素 (16)3.5.2 制件尺寸的公差转换 (16)3.5.3成型零部件尺寸计算 (17)3.7模架的选用 (20)3.7.1 模架型号的确定 (20)3.7.2 模架具体尺寸的确定 (21)3.8 结构零部件的设计 (22)3.8.1 支承板的设计 (22)3.8.2 垫块的设计 (22)3.8.3 定模座板和动模座板的设计 (22)3.8.4 导柱的设计 (23)3.8.5 导套的设计 (24)3.8.6 设计导柱导套需要注意的事项 (24)3.9推出机构的设计 (24)3.9.1 推杆的设计 (25)第四章冷却系统的设计 (28)4.1 冷却水孔直径的确定 (28)4.2 冷却水回路的布置原则 (28)第五章注射机的相关校核 (29)5.1 注射机额定注射量的校核 (29)5.2注射压力的校核 (29)5.3锁模力的校核 (29)5.4模具安装尺寸的校核 (30)5.41喷嘴尺寸校核 (30)5.4.2模具厚度校核 (30)5.5 开模行程的校核 (31)结论 (32)谢辞 (33)参考文献 (34)外文资料翻译 ................................................... 错误!未定义书签。
封油盖冲压工艺分析及模具设计--毕业设计

油封盖冲压工艺分析及模具设计摘要用模具技术生产的制品具有高精度、高复杂程度、高一致性、高生产效率和低消耗等特点。
由此可见,模具技术已成为衡量一个国家产品制造水平高低的重要标志,决定着产品的质量、效益和新产品的开发能力。
本论文详细的论述了冲压模具的全过程。
冲压模具即是在冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备。
该零件是离合器壳体,该产品的模具采用了由送料机自动给料的加工方法、成本低、生产效率高。
该产品的精度要求一般,结构简单。
关键是怎样实现机器自动给料,从而省去人工给料的过程。
本文还主要论述了冲裁零件的结构工艺分析、凹凸模刃口尺寸的设计计算、冲裁排样与定位元件的设计、冲压力及压力中心的计算和模具的主要零件的结构设计等。
改进后的模具可实现自动化,大大降低了成本,提高了生产效率。
关键词:落料、冲孔、模具间隙AbstractDie technology to produce products with high accuracy, high complexity, high consistency, high production efficiency and low consumption and so on. Thus, die technology has become the measure of a country manufacturing an important indicator of the level determines the product quality, efficiency and new product development capability.This paper discusses in detail the whole process of stamping dies. Stamping die that is in the process of stamping, the material (metal or non-metallic) processing into parts(orsemi-finished products) of a special technical equipment.The parts are baffle, the product of mold using an automatic feeding from the feeder processing methods, low cost and high efficiency. The general accuracy of the product, simple structure. The key is how to achieve an automatic feeding machine, thus eliminating the need for manual feeding process.This article also discusses the major processes of structural stampings, embossing Edge Design Calculation, blanking layout and positioning components, design, red center of pressure and stress calculation and the main part of the structure of mold design.The improved mold can be automated, significantly reducing costs and improve productivity.Key words: blanking, punching, die gap31、冲压工艺分析(1)制件材料塑性较好,对拉伸、成形比较合适 。
内燃机后油封盖机械加工工艺规程设计及系列夹具设计论文
摘要本次毕业设计的题目是内燃机后油封盖机械加工工艺规程设计及系列夹具设计。
其主要内容包括后油封盖的零件分析、加工工艺规程设计和专用夹具设计等三大主要部分。
本论文中对零件进行了详细分析,在此基础上对零件加工要求进行分析,最终确定毛坯材料,选择定位基准,并留出适当的加工余量。
综合分析制定出零件加工工艺路线。
得到工艺路线后,需要对工艺路线中的具体参数进行计算,计算加工余量,计算切削用量,并根据计算结果选择机床,此外还计算了加工过程中的辅助时间。
设计专用夹具需要做设计前的研究工作、确定总体方案(研究和计算定位误差、确定和计算夹紧力)、编制夹具体图及装配图。
工艺规程设计的重点主要是拟定工艺路线和工艺计算。
拟定工艺路线要充分考虑实际情况,尽可能的节约生产成本,提高生产率。
工艺的计算需要计算工序加工、确定机床型号和计算动作时间及辅助时间。
关键词:工艺规程设计;专用夹具设计;加工余量;工艺计算AbstractThe graduation design topic is internal-combustion engine rear oil seal seat. The main contents include the analysis of the components, technical process design and special fixture design, the three main parts.This thesis of parts are analyzed in detail,On the basis of the parts processing requirements analysis,Ultimately determine the blank material, choose the locating datum, and stay out of the appropriate machining prehensive analysis and formulates the components processing technological route. Get process, need to process in the specific parameters are calculated, calculate the machining allowance, cutting parameters, and according to the calculation results the select tool, also calculated during the processing of the auxiliary time.Special jig design main steps have design the preparing work before, overall scheme of the sure (positioning error analysis and calculation and clamping force and the determination of calculation), rendering the assembly drawing fixture and fixture drawing. The focal point of design process regulation is mainly develop process route and process calculation. Process route worked fully consider the actual situation, as far as possible to save the production cost, improve the productivity. Process calculation mainly includes process calculation, machine tool selection and mobile time and auxiliary time calculation.Keywords: Process planning; Special jig design;Machining allowance;Process calculationIV目录摘要........................................................................................................................................... I II ABSTRACT .................................................................................................................................. I V 1 绪论 (1)1.1本课题研究的内容及意义 (1)1.2国内外的发展概况 (1)1.3本课题应达到的要求 (1)2 零件的分析 (2)2.1内燃机后油封盖的作用 (2)2.2零件的工艺分析 (2)3 内燃机后油封盖工艺规程设计 (5)3.1确定零件生产类型及毛坯的制造形式 (5)3.2零件材料的选择 (5)3.3基准的选择 (6)3.2.1 粗基准的选择 (6)3.2.2 精基准的选择 (7)3.4拟定工艺路线 (7)3.4.1零件各表面加工顺序的确定 (7)3.4.2 工序的组合 (8)3.4.3 零件工艺路线方案的对比 (8)3.4.4 零件工艺路线方案的分析与选择 (10)3.4.5 零件机械加工余量确定 (10)3.5各工序所需机床及工艺装备的选择 (10)3.5.1机床的选择 (10)3.5.2工艺装备的选择 (10)3.6工艺计算 (11)3.6.1 后表面 (11)3.6.2 前表面 (13)3.6.3 底平面 (20)4 夹具设计 (22)4.1机床夹具的概述 (22)4.1.1 夹具的组成 (22)4.1.2 机床夹具的功能 (23)4.1.3 机床夹具需要满足的要求 (23)4.2内燃机后油封盖系列夹具设计 (24)4.2.1 内燃机后油封盖系列夹具的技术要求 (24)4.2.2 设计夹具的选择 (25)4.2.3 钻孔专用夹具 (25)4.2.4 车内外圆专用夹具 (28)4.2.5 铣底平面专用夹具 (30)4.3专用夹具的配合公差 (32)4.4定位误差的分析与计算 (32)4.4.1 定位误差的分析 (32)4.4.2 定位误差的计算 (34)4.5夹紧力的的分析与计算 (36)5 结论与展望 (37)5.1结论 (37)5.2不足之处及未来展望 (38)致谢 (38)参考文献 (39)附录 (40)VI1 绪论1.1本课题研究的内容及意义本课题研究的内容是:内燃机后油封盖机械加工工艺规程设计及系列夹具设计。
模具毕业设计140油封骨架冲压模具

毕业设计题目: 油封骨架冲压模具设计年级专业: 模具大专班学生姓名: 学号:指导老师: 职称: 讲师导师单位:目录1、模具设计的准备步骤········································2、确定模具的主要结构要素·····································3、工艺分析···················································4、工艺方案确定···············································5、模具结构确定···············································6、工艺计算···················································7、模具结构设计···············································8、画装配图和零件图···········································9、校核压力机安装尺寸·········································10、参考文献···················································11、致谢·······················································前言此次毕业设计是在学完冲压工艺与模具设计,模具制造工艺和大部分专业课并进行了生产实习的基础上进行的,这次设计使我能够综合运用冲压工艺与模具设计中的基本理论,结合生产中所学的新知识、独立分析和解决工艺问题,初步具备了设计一个中等复杂程度的冷冲压模具的能力。
毕业设计油封骨架冲压模具
目录前言 (2)摘要及关键词 (5)一、设计课题 (6)二、模具设计的预备步骤 (7)3、确信模具的要紧结构要素 (8)4、工艺分析 (9)五、工艺方案确信 (9)六、模具结构确信 (10)7、工艺计算 (11)8、模具结构设计 (18)九、画装配图和零件图 (19)10、校核压力机安装尺寸 (22)11、参考文献 (23)心得体会 (24)致谢 (26)前言模具是现代加工行业中的大体工艺装备。
模具技术水平已成为衡量一个国家制造业水平的重要指标。
现代工业需要先进的模具设备和高技术人材。
目前国内模具技术人员欠缺,要解决如此的问题,关键在于职业培训。
咱们做为踏入社会的今世学生,就应该把握扎实的专业基础,此刻学好理论基础。
本设计是以适应企业技术的进展,能表现出在学校所学,能表现先进性和前瞻性,所涉及到的知识包括冲压成型大体原理、冲压工艺方案的确信、冲压工艺规程编制、模具结构设计、模具材料的选择、压力机的选择、模具制造方式。
希望通过这些知识的介绍,能使自己把握模具加工的核心技术,了解周边技术和跟踪前沿技术。
希望能通过这次设计,能把握模具设计的大体方式和大体理论。
模具是制造业的一种大体工艺装备,它的作用是操纵和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产本钱低而普遍应用于制造业中。
模具工业是国民经济的基础工业,是国际上公认的关键工业。
模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在专门大程度上决定着产品的质量,效益和新产品的开发能力。
振兴和进展我国的模具工业,正日趋受到人们的关注。
模具要紧类型有:冲模,锻摸,塑料模,压铸模,粉末冶金模,玻璃模,橡胶模,陶瓷模等。
除部份冲模之外的的上述各类模具都属于腔型模,因为他们一样都是依托三维的模具形腔是材料成型。
(1)冲模:冲模是对金属板材进行冲压加工取得合格产品的工具。
冲模占模具总数的50%以上。
封盖机设计(毕业设计11届毕业生原创作品)
齐齐哈尔大学毕业设计(论文)摘要本设计为封盖机设计,主要应用于白酒企业,对白酒进行封盖,其生产率为2000瓶/小时,所适应的瓶高为60-100mm,瓶口直径为Φ22-26mm。
该机器由电动机提供动力,电机选用鼠笼式三相异步电动机,工作时,通过两条传动链输出:一条经过一级带传动和蜗轮蜗杆减速器驱动曲柄滑块机构使电动机转动转变为直线往复运动;另外一条是电动机通过两级带传动驱动滚压头中心轴做旋转运动,从而实现滚压头同时做旋转、直线运动,实现对瓶口的封盖。
曲柄滑块机构具有结构简单、加工容易、维修方便、经济实用的优点,在机械设备中应用广泛。
本设计中,通过对平面曲柄滑块机构的数学建模,用MA TLAB编程,输入曲柄滑块机构的机构参数和运动参数,实现对整个机构运动过程的仿真分析。
关键词:封盖机;曲柄滑块;蜗轮蜗杆;带传动I齐齐哈尔大学毕业设计(论文)AbstractThis design for sealing machine design, mainly applies in the liquor enterprise, to block of liquor, its productivity for 2000 bottles/hour, the bottle to high for 60-100mm, and the bottle to diameter for Φ22-26mm.This machine powered by motor, motor selection rat trap type three-phase asynchronous motor, working, this through two transmission chain output: One passing level 1 belt and worm reducer drive slider-crank mechanism for linear motor rotation transformation to reciprocating movement; another is the electromotor through two-stage belt drive roller head do rotational motion, so as to realize the pressure head also do roll rotation, linear motion, realizes to mouth sealing. Slider-crank mechanism has simple structure, easy processing, maintenance is convenient, economical and practical advantages, is widely used in mechanical equipment. This design, through the plane slider-crank mechanism mathematical modeling, MATLAB programming, input slider-crank mechanism structure parameters and the motion parameters of the whole organization, realize the movement process of the simulation analysis.Keywords: Sealing machine; Slider-crank; Worm; Belt transmissionII齐齐哈尔大学毕业设计(论文)目录摘要 (I)Abstract (II)第1章绪论 (1)第2章总体方案设计 (2)2.1 液压传动方案 (2)2.2机械传动方案 (3)2.2.1 凸轮传动方案 (3)2.2.2 曲柄滑块传动方案 (3)第3章电动机的选择 (5)3.1 电动机类型的选择 (5)3.2 电动机容量的选择 (5)3.3 确定电动机型号 (5)3.4 电动机外形尺寸 (6)3.5 计算传动系统的运动参数和动力参数 (7)3.5.1 确定传动系统各部分合理的传动比 (7)3.5.2 计算运动参数(各轴转速) (8)3.5.3 计算动力参数 (8)3.5.3.1 计算各轴的功率 (8)3.5.3.2 计算各轴转矩 (8)第4章带传动的设计及计算 (10)4.1 确定设计功率 (10)4.2 选择带型 (10)4.3 确定带轮基准直径 (11)4.3.1 初选小带轮基准直径 (11)4.3.2 验算带速 (11)4.3.3 计算大带轮基准直径 (12)4.4 确定中心距和带的基准长度 (12)4.5 验算主动轮包角 (13)4.6 确定带的根数 (13)4.7 确定带的预紧力 (14)4.8 计算带传动作用在轴上的力 (14)4.9 带轮结构的设计 (15)4.9.1 小带轮结构设计 (15)I齐齐哈尔大学毕业设计(论文)II4.9.1.1 材料 .................................................................................................................. 15 4.9.1.2 确定小带轮结构形式 ...................................................................................... 15 4.9.1.3 确定轮槽的尺寸 .............................................................................................. 15 4.9.1.4 确定小带轮外形尺寸 ...................................................................................... 16 4.9.2 大带轮结构设计 ..................................................................................................... 17 4.9.2.1 材料 .................................................................................................................. 17 4.9.2.2 确定大带轮结构形式 ...................................................................................... 17 4.9.2.3 确定轮槽的尺寸 .............................................................................................. 17 4.9.2.4 确定大带轮外形尺寸 ...................................................................................... 17 第5章 蜗杆传动设计 ............................................................................................................ 18 5.1 蜗杆传动类型选择 .................................................................................................... 18 5.2 选择材料 .................................................................................................................... 18 5.3 蜗杆传动的主要参数及其选择 ................................................................................ 19 5.3.1 模数m 和压力角α................................................................................................ 20 5.3.2 蜗杆分度圆的直径1d ............................................................................................. 20 5.3.3 蜗杆头数1z ............................................................................................................. 20 5.3.4 导程角γ.................................................................................................................. 20 5.3.5 传动比i 和齿数比u ............................................................................................... 21 5.3.6 蜗轮齿数2z ............................................................................................................. 21 5.3.7 蜗杆传动的标准中心距a ...................................................................................... 21 5.3.8 参数的选定 ............................................................................................................. 22 5.4 蜗杆传动的几何尺寸计算 ........................................................................................ 22 5.5 蜗杆传动的受力分析 ................................................................................................ 24 5.6 蜗杆传动强度计算 .................................................................................................... 26 5.6.1 蜗轮齿面接触疲劳强度计算 ................................................................................. 26 5.6.1.1 计算蜗轮齿面的接触应力 .............................................................................. 27 5.6.1.2 计算蜗轮齿面的许用接触应力 ...................................................................... 27 5.6.2 蜗轮齿根弯曲疲劳强度计算 ................................................................................. 28 5.6.2.1 计算蜗轮齿根弯曲应力 .................................................................................. 28 5.6.2.2 计算蜗轮许用齿根弯曲应力 .......................................................................... 28 5.6.3 蜗杆的刚度计算 ..................................................................................................... 29 5.7 蜗杆传动滑动速度计算 ............................................................................................ 29 第6章 曲柄滑块机构设计 .................................................................................................... 31 6.1 材料的选择 ................................................................................................................ 32 6.2 确定曲柄滑块中杆件长度 ........................................................................................ 32 6.2.1 确定滑块行程 ......................................................................................................... 32 6.2.2 确定曲柄长度和初定连杆长度 .. (32)齐齐哈尔大学毕业设计(论文)6.3 曲柄滑块机构运动学分析和连杆长度的确定 (33)6.3.1 建立曲柄滑块机构的数学模型 (33)6.3.1.1 确定连杆方程 (34)6.3.1.2 确定曲柄的角速度和验算尺寸范围 (34)6.3.1.3 建立运动方程 (35)6.3.2 曲柄滑块机构的运动仿真 (35)6.3.2.1 基于MATLAB程序设计 (35)6.3.2.2 编写MATLAB程序 (36)6.3.2.3 程序运行结果 (37)6.3.2.4 位移、速度和加速度曲线 (38)6.4 曲柄滑块机构动力学分析 (39)6.4.1 曲柄滑块机构结构校核 (39)6.4.2 曲柄轴校核 (41)第7章设计分析与改进 (42)7.1主传动系统部分 (42)7.2滚压头部分 (42)7.3螺纹改进方案 (42)结论 (45)参考文献 (46)致谢 (48)III齐齐哈尔大学毕业设计(论文)第1章绪论近年来,随着我国人民生活水平的不断提高,对酒、饮料类的需求不断加大。
模具设计与制造专业毕业论文--油箱盖冷冲模设计
1绪论目前,我国冲压技术与工业发达国家相比还相当的落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备等方面与工业发达的国家尚有相当大的差距,导致我国模具在寿命、效率、加工精度、生产周期等方面与工业发达国家的模具相比差距相当大1.1国内模具的现状和发展趋势1.1.1国内模具的现状在国民经济快速发展的拉动和国家产业政策的正确引导下,我国模具工业发展很快,部分企业享受增值税先征后返政策极大地促发了行业的发展积极性,使得“十五”期间成为我国模具行业发展进入佳境的时期。
从三年多的发展情况来看,我国模具市场总态势是产需两旺。
与此同时,行业综合水平落后的面貌仍未得到根本改变,一些深层次的问题尚待进一步解决。
“十五”头三年,我国模具行业产值年均增长率为17.1%,2003年全国模具总产值已达450亿元以上,“十五”规划预定的2005年目标有些可提前完成,有些能按时完成,但模具标准件使用覆盖率预计不能如期完成。
据不完全统计,全国目前共有生产模具的厂点约2万多家,其中一半以上是自产自用的。
同时,绝大部分都是小型企业,近年来,模具行业结构调整和体制改革步伐加快,主要表现为:大型、精密、复杂、长寿命等中高档模具及模具标准件发展速度快于一般模具产品;塑料模和压铸模比例增大;专业模具厂数量增加较快,其能力提高显著;“三资”及私营企业发展迅速,尤其是“三资”企业目前已成为行业的主力军;股份制改造步伐加快等等。
从地区分布来说,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。
目前发展最快、模具生产最为集中的省份是广东和浙江,这两个省的模具产值已占全国总量的六成以上。
江苏、上海、山东、安徽等地目前发展态势也很好。
我国模具年生产总量虽然已位居世界第三。
但设计制造水平在总体上要比工业发达国家落后许多。
其差距主要表现在下列六方面:1)国内自配率不足80%。
其中中低档模具供过于求,中高档模具自配率不足60%。
油封钢圈拉深模具设计毕业设计论文104813672
②冲孔凸模
因为所冲的孔为圆形,而且都不属于需要特别保护的小凸模,所以冲孔凸模采用台阶式,一方面利于加工,另一方面便于装配和以后更换。
③凹模
凹模采用整体凹模,落料的凹模孔采用线切割机床加工,参考《冷冲压工艺与模具设计》
其轮廓尺寸为凹模厚度 H=kb=0.42×34=14.28mm(查表得k=0.42)
图 3-2 排样图
条料宽度的确定:参考《冷冲压工艺与模具设计》表2-17取△=0.5
β—条料宽
(3)拉深次数的计算
毛坯的相对厚度:
t/D×100=(1.8/34)×100=5.29
参考《冷冲压工艺与模具设计》表4-6得 m1=0.5, m2=0.7,m3=0.75,m4=0.78
d1=m1×D=0.5×34=17< 23.2(d)
油封挡尘罩的冲压工艺及模具设计论文-本科论文

1 前言1.1 选课背景改革开放以来, 随着国民经济的迅速发展, 市场对模具的需求量也不断的持续增长。
几年来, 模具工业一直以15%左右的增长速度快速发展, 模具工业企业的所有制成分也发生了巨大的变化, 除了国有专业的模具工厂以外, 集体、合资、独资和私营企业也得到了快速发展。
浙江宁波和黄岩地区的“模具之乡”;广东迅速崛起的乡镇企业和一些大集团, 如科龙、美的、康佳等集团纷纷建立了自己的模具制造中心[1];中外合资和外商独资的模具企业现已有上千家。
随着与国际接轨脚步的不断加快, 市场竞争日益加剧, 人们已经到产品质量和成本以及新产品开发能力的重要性。
而模具制造是整个链条中最基础的要素之一, 模具制造技术现已成为衡量一个国家制造业水平的重要标志, 并在很大程度上决定了企业的生存空间。
近年许多模具企业加大了对用于技术进步的投资, 将技术进步视为企业发展的重要动力之一。
一些国内的模具企业已普及了二维CAD, 并陆续开始使用UG、Pro/Engineer、Euclid-IS、I-DEAS等国际通用软件, 个别厂家还引进了Moldflow、C-Flow、Optris、MAGMASOFT和DYNAFORM等CAE软件, 并成功应用于冲压模具的设计中[1]。
以汽车覆盖件为代表的大型冲压模具制造技术已取得了很大进步, 如:一汽模具中心、东风汽车公司模具厂等模具厂家已经能自主生产部分轿车覆盖件模具。
此外, 许多研究机构和高校都普遍开展了对模具技术的研究和开发。
经过多年的努力, 在模具CAD/CAE/CAM技术方面取得了显著的进步。
在提高模具的质量和缩短模具的设计制造周期等方面做出了重要贡献。
例如:吉林大学的汽车覆盖件成型技术所独立研制的汽车覆盖件冲压成型分析KMAS软件[1], 华中理工大学模具技术国家重点实验室开发的注塑模、汽车覆盖件模具和级进模CAD/CAE/CAM软件, 上海交通大学模具CAD国家工程研究中心开发的冷冲模和精冲研究中心开发的冷冲模以及精冲模CAD软件等已在国内模具行业中拥有了不少的用户。
毕业设计(论文)油缸后盖及其联接盖工艺和夹具设计

目录引言 (1)第一章零件的分析 (2)1.1零件的结构特点 (2)1.2零件的工艺分析 (2)第二章工艺规程设计 (4)2.1计算生产纲领确定生产类型 (4)2.2毛坯的选择 (4)2.2.1确定毛坯的制造形式 (4)2.2.2毛坯形状和尺寸的确定 (5)2.2.3毛坯-工件综合图 (7)2.3制订工艺路线 (7)2.3.1工艺路线方案一 (8)2.3.2工艺路线方案二 (8)2.3.3工艺方案的比较与分析 (9)2.4机床的选择和工艺装备的选择 (9)2.5各主要工序的技术要求和作用 (12)2.6确定各工序的加工余量、工序尺寸及公差 (13)2.7切削用量的确定 (13)第三章专用机床夹具设计 (18)3.1加工工件零件图的研究 (18)3.2拟订夹具的结构方案 (18)3.2.1确定夹具的类型 (18)3.2.2确定工件的定位方案,设计定位装置 (18)3.2.3设计夹紧装置及计算夹紧力 (19)3.2.4确定刀具的对刀装置及夹具体的结构类型 (22)3.2.5定位误差分析 (23)3.2.6夹紧元件的强度校核 (24)3.2.7工序单件时间的概念 (24)3.2.8工序的时间定额 (25)第四章量规设计 (27)4.1工件尺寸要求和设计量规的意义 (27)4.2量规尺寸的确定 (27)4.3量规材料和结构 (28)结论 (30)参考文献 (31)致谢 (32)附录·································································错误!未定义书签。
油封钢圈拉深模具毕业设计
. . . .摘要本设计为油封钢圈拉深模具设计,油封钢圈是固定油封并使油封有足够密封空间的一种冲压件。
查询阅读阅相关的书籍资料然后再根据零件的尺寸、材料、生产批量等的要求,分析零件的工艺性。
最终得出使用集落料拉深冲孔的复合型模具制造该零件,才能最大的提高生产效率和保证产品的质量。
设计当中首先分析零件的工艺性后确定排样和裁板,计算压力中心和所需的冲压力后再选择压力机,然后计算凸、凹的零部件和最终的设计选择所需模具刃口尺寸及公差后就对压力机进行校核,选择所需要标准件后绘制模具装配图。
在结构设计中,是对落料凹模、卸料板、冲孔凸模、落料拉深凸凹模和拉深冲孔凸凹模进行结构设计。
根据设计计算结果再查询相关标准选用冲压机、模架、定位元件、卸料元件与出件元件、紧固件后完成模具设计。
关键词:复合模;落料凹模;拉深冲孔凸凹模;模架AbstractThe design for the steel ring seal design drawing die, seal rims and to seal seal is fixed there is a sufficient seal stamping space. Access to relevant information and then depending on the size of parts, materials, production and other requirements, process analysis part. Final results using colony Deep Drawing Punching mold for manufacturing the composite parts, in order to improve production efficiency and the greatest guarantee the quality of the product. Designs to determine the first part of the analysis process of nesting and cutting board, calculate the center of pressure and pressure and then select the desired punch presses, then calculate the convex and concave mold edge dimension and tolerances required for the final design selection to zero, parts, and then be checked against the press, drawing mold assembly drawing. Which in structural design, mainly blanking die, punch punching, blanking drawing and drawing punch punch punch structural design. According to the standard selection of design calculations and positioning components, unloading and the pieces of equipment, mold, stamping equipment, fasteners, and ultimately complete mold design.Key words:Composite modulus;Blanking die;Drawing punching punch;Mold目录中文摘要 (1)英文摘要 (2)引言 (6)1 零件工艺分析 (7)1.1设计题目 (7)1.2 材料分析 (7)1.3 结构分析 (8)1.4 精度分析 (8)2 冲裁工艺方案的确定 (9)3 冲模结构确定 (10)3.1 模具的结构形式 (10)3.2 模具结构的选择 (11)4 工艺设计计算 (12)4.1零件毛坯尺寸计算 (12)4.1.1确定修边余量 (12)4.1.2计算毛坯直径 (12)4.2 确定拉深次数 (12)4.3 排样设计与裁板方案的确定 (13)4.4 计算冲压力与压力中心,初选压力机 (14)4.4.1落料工序冲压力 (14)4.4.2拉深工序冲压力 (14)4.4.3冲孔工序冲压力 (15)4.4.4计算总冲压力,压力中心,选择压力机 (15)4.5 拉深凹,凸模圆角计算 (16)4.6 计算模具刃口尺寸 (16)4.6.1落料工序中刃口尺寸计算 (16)4.6.2 拉深工序中刃口尺寸计算 (17)4.6.3 冲孔工序中刃口尺寸计算 (18)4.7 计算模具结构尺寸 (19)4.7.1落料凹模结构尺寸 (19)4.7.2落料拉深凸凹模 (20)4.7.3拉深冲孔凸凹模 (22)4.7.4凸模 (23)4.8 凸模强度校核 (23)4.8.1承压能力校核 (23)4.8.2失稳弯曲应力校验 (24)5模架及其它零件的选用 (24)5.1 模架选用 (24)5.1.1模架形式 (24)5.1.2 模架尺寸确定 (25)5.2 模柄的选用 (26)5.3 卸料装置 (27)5.3.1弹性体选择 (27)5.3.2 卸料螺钉选用 (28)5.4 推件、顶件装置 (28)5.4.1顶杆、推杆、推板选用 (29)5.4.2顶件器弹性元件选择 (29)5.5 定位装置 (30)5.6 紧固件的选用 (30)6 模具工作零件的选材 (32)7 总结 (33)参考文献 (34)引言本设计题目是油封钢圈拉深模具设计,首先油封是与我们生产生活是息息相关它又是用来封油的机械元件,但凡运转体箱体有液体状态的润滑油而又与外部相连接的部位都需要油封。
TC油封结构设计(一)
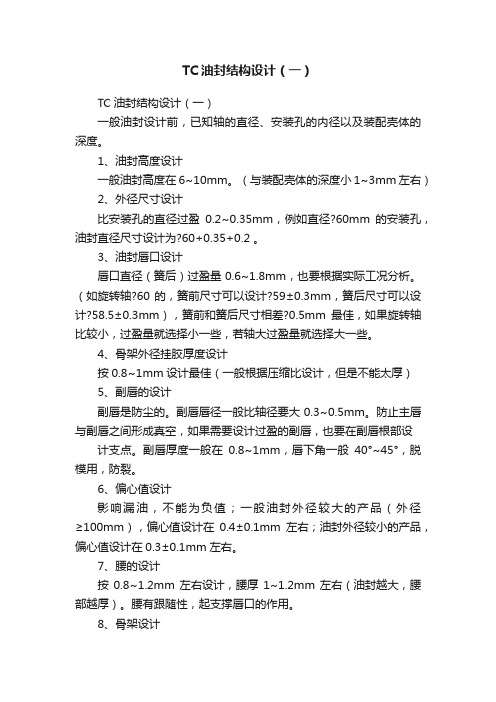
TC油封结构设计(一)TC油封结构设计(一)一般油封设计前,已知轴的直径、安装孔的内径以及装配壳体的深度。
1、油封高度设计一般油封高度在6~10mm。
(与装配壳体的深度小1~3mm左右)2、外径尺寸设计比安装孔的直径过盈0.2~0.35mm,例如直径?60mm的安装孔,油封直径尺寸设计为?60+0.35+0.2 。
3、油封唇口设计唇口直径(簧后)过盈量0.6~1.8mm,也要根据实际工况分析。
(如旋转轴?60的,簧前尺寸可以设计?59±0.3mm,簧后尺寸可以设计?58.5±0.3mm),簧前和簧后尺寸相差?0.5mm最佳,如果旋转轴比较小,过盈量就选择小一些,若轴大过盈量就选择大一些。
4、骨架外径挂胶厚度设计按0.8~1mm设计最佳(一般根据压缩比设计,但是不能太厚)5、副唇的设计副唇是防尘的。
副唇唇径一般比轴径要大0.3~0.5mm。
防止主唇与副唇之间形成真空,如果需要设计过盈的副唇,也要在副唇根部设计支点。
副唇厚度一般在0.8~1mm,唇下角一般40°~45°,脱模用,防裂。
6、偏心值设计影响漏油,不能为负值;一般油封外径较大的产品(外径≥100mm),偏心值设计在0.4±0.1mm左右;油封外径较小的产品,偏心值设计在0.3±0.1mm左右。
7、腰的设计按0.8~1.2mm左右设计,腰厚1~1.2mm左右(油封越大,腰部越厚)。
腰有跟随性,起支撑唇口的作用。
8、骨架设计油封骨架一般在1~1.2mm厚,如果油封外径超过130mm,厚度增加。
骨架内孔挂胶厚度(副唇位置)约0.5~0.8mm,过胶间隙。
9、油线方向设计油线又叫螺旋线,从油封端面方向看,如果旋转轴是逆时针旋转,油线方向为左旋;如果旋转轴是顺时针旋转,油线方向为右旋。
(也就是说让油顺着油线的方向向里甩。
)10、弹簧槽的直径设计1.6mm左右(油封轴径在?30~?100mm时,如果油封轴径小,此值可以设计再的小一些)。
TC油封结构设计(二)
TC油封结构设计(二)TC油封结构设计(二)接上文《TC油封结构设计(一)》11、油面角角度设计油面角又叫唇前角,一般选择40°~45°最佳。
轴径越大,油面角越大。
12、气面角角度设计气面角也叫唇后角,一般选择25°最佳。
13、油线设计螺距0.7~0.75mm,高度(等深)0.05±0.01mm,油线夹角120°。
14、油线面的宽度设计1.5mm左右,如果油封较大,可以适当增宽。
15、弹簧沿的厚度设计保证弹性,1.5~1.8mm左右,(太薄,会影响唇部径向力)。
16、护簧沿的设计高度(纵向)0.8mm左右,宽度(横向)高出弹簧中心0.2mm 左右最佳,防止滑簧。
17、骨架下端面挂胶设计一般选择0.5mm。
18、骨架和模具接触约1mm高度时需设计拔模斜度5°~10°,方便脱模。
19、腰部台阶设计宽度0.3mm左右,为了将腰部和唇部区分开。
(还有一种直接用一个大R过渡此处,前者唇部的支撑更好一些,后者跟随性更好一些。
)20、腰部的角度设计一般为了保证腰厚,角度在15°~30°之间最佳。
21、支点设计上支点挂胶厚度0.8mm最佳(0.6~1mm),刻字面高(深)0.1~0.2mm,如果产品比较大,骨架上端面和上支点之间最好留出0.1mm的间隙,易于流胶。
下支点挂胶0.6~0.8mm。
22、边刻尺设计骨架定位(径向)和流胶的作用,与骨架内径挂胶厚度一般为0.2~0.3mm。
23、外径脱模尺寸设计下脱模点设计时,直径较外径小?0.4mm(单边0.2mm),直面高度1mm左右,然后30°角过渡到外径处。
24、外径上端引导尺寸设计为了装配(有的油封是端面朝下的)也为了溢胶(装配过盈的胶量会挤出鼓包点),所以需要在油封上端设计一个溢胶引导点。
有两种结构,一种是和外径下端脱模尺寸差不多的结构,直段也设计为1mm,角度30°过渡到外径,但是直径设计可能更小一些;另一种结构是直接导角,角度在15°~30°之间,其中以20°最佳。
罩盖毕业设计
摘要本文通过对罩盖零件的工艺分析,介绍了该零件多工位级进模冲压成形的排样方案、模具结构及其成形过程。
在满足零件各项性能的前提下,零件材料为黄铜H62,其料厚度为0.4mm。
由于外形比较小、尺寸要求严、产量大,凸缘处圆角小,结合工艺分析,在降低成本的原则下本设计采用多工位级进模成形。
本副模具中,采用手动送料;利用侧刃纵向定位和浮升销横向定位并将拉深成型部分顶出凹模,以确保板料的顺利送进。
凸、凹模是模具的最重要部分,本设计中的模具凸、凹模材料基本上都是选用Cr12MoV,进行淬火热处理,凸模硬度HRC58~62,凹模硬度可达HRC60~64;其固定方式为凸缘式固定。
关键词:罩盖冲压成形多工位级进模ABSTRACTThis article through to cover parts, this paper introduces the analysis of the technology of the part multi-position into mould stamping layout scheme, the die structure and its forming process. Every performance in meeting the promise of parts, parts material for brass H62, its material thickness of 0.4 mm. Because the appearance is relatively small, size strict, big capacity, flange, combining process in small rounded analysis, lower the cost of principle design using multi-position degenerate into die forming. This vice mould, adopt manual feeding; Using the side longitudinal positioning and risen blade lateral positioning and marketing deep drawing molding part ejection concave die, to ensure smooth feeding into sheet. Convex, concave die mold is the most important part of the design of the mould convex, concave die material basically is to choose Cr12MoV, quenching heat treatment, the punch hardness HRC58 ~ 62, concave die hardness can reach HRC60 ~ 64; The fixed way as the flange type fixed.目录摘要 (I)ABSTRACT (I)一绪论 (1)二零件工艺分析 (3)(一)零件分析 (3)(二)工艺分析 (4)1. 冲裁工艺分析 (4)2拉深工艺分析 (5)3整形工艺分析 (6)三工艺方案确定 (6)四工艺计算 (7)(一)拉深工艺计算 (7)1.修边余量的确定 (7)2.拉深毛坯的计算 (7)3 排样确定 (10)4 冲裁工艺 (14)5拉深工艺 (18)6整形工艺 (20)7 公称压力的计算 (21)8压力中心确定 (21)五确定冲压设备 (22)(一)冲压设备的选择 (22)(二)冲压设备校核 (23)六模具主要零部件的设计与选用 (24)(一)模架及零件的选择 (24)1 模架的选择 (24)4 模柄 (26)5 凸模固定板与垫板 (27)(二)凸模 (27)1 凸模工作部分的长度 (27)2 凸模的强度计算 (28)3 凸模承受能力的校核 (29)4 凸模抗弯能力的校核 (29)(三)凹模 (30)1.凹模的结构形式和尺寸 (30)2凹模的校核 (31)(四)定位装置 (31)(五)卸料压料装置 (32)(六)弹性元件的设计选用 (33)1 卸料弹簧选用的原则及步骤 (33)2 浮升销弹簧的选用 (34)3.紧固件 (34)(七)模具结构总装图及原理 (35)七工作零件的制造过程工艺卡片 (38)八模具价格估算 (42)结论 (44)参考文献 (45)一绪论(一)冲压模具的特点和应用模具是高新技术产业的一个组成部分,是工业生产的重要基础装备,用模具生产的产品,其价值往往是模具价值的几十倍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四川交通职业技术学院毕业设计(模具设计说明书)所在学院四川交通职业技术学专业模具设计与制造班级M J10级-1班姓名邓兵学号20104010指导老师陈彪2012年12月20日目录前言 (3)绪论 (5)一、冲压工艺介绍 (7)二、冲压工艺的种类 (8)三、冲压行业阻力和障碍与突破 (10)四、冲压件的工艺性分析 (14)五、工艺方案确定 (15)六、工艺计算 (16)(1)计算坯料直径 (16)(2)确定压力中心 (17)(3)计算条料宽度和搭边值 (18)(4)计算材料利用率 (19)(5)工艺力的计算 (19)1)冲裁力计算 (19)2)卸料力、顶件力和推件力的计算: (19)3)总冲压力的计算 (20)七、模具拉伸凸模、落料凹模、凸凹模、的设计 (20)(1)拉伸凸模的设计 (20)(2)落料凹模的设计 (21)(3)凸凹模的设计 (21)八、模具拉伸凸模、落料凹模、凸凹模的零件图与加工工艺卡及装配图 (22)(1)拉伸凸模 (22)(2)落料凹模 (24)(3)凸凹模零件图 (26)(4)、封盖模具装配图 (28)前言本设计主要分为两部分,一部分是对拉线护架进行冲压工艺分析与计算,一部分是对拉线护架进行模具设计。
首先,先对零件进行工艺分析与计算,其中包含工艺分析与设计方案的确定,确定排样,计算冲裁力与选择冲压设备。
零件比较特殊,需要四副模具。
其次,对拉线胡架进行模具设计,其中主要是模具主要零部件的设计与计算与模具的装配。
在进行模具设计时,根据零件的形状并结合手册循序渐进的进行模具设计。
这次模具设计是对以前所学知识的一次实践。
由于我没有实践经验所以很多东西都要依靠手册。
包括数据的选取和工艺性的确定。
模具设计包括模具工作零件、定位零件、卸料及推件零件、导向零件和连接固定零件的设计。
在设计时要使用到AUTOCAD和Pro/E,这些计算机辅助设计软件对于提高设计的速度和质量很有帮助,这也是当今模具行业发展的选择。
在近四个月的设计中,为了更好地完成任务,期间还到工厂进行了实习,参观了冲压模具的生产加工过程,这加强了我们的感性认识,更有利于我们完成模具设计。
对于本次毕业设计,应该要达到以下目的:综合运用本专业所学的理论与生产实际知识,进行一次冷冲压模设计的实际训练,从而提高我们的独立工作能力。
巩固复习四年以来所学的各门学科的知识,以致能融会贯通,进一步了解从模具设计到模具制造的整个工艺流程。
掌握模具设计的基本技能,如计算、绘图、查阅设计资料和手册,熟悉标准和规范等。
感谢李伟老师对我的关怀和指导,感谢同学们的帮助。
我这次设计的完成得益于老师的悉心指导和与同学们的交流。
由于本人水平有限,缺乏实践经验,所以在设计中难免产生不足和错误,请各位老师指正。
绪论模具行业的发展现状及市场前景现代模具工业有“不衰亡工业”之称。
世界模具市场总体上供不应求,市场需求量维持在700亿至850亿美元,同时,我国的模具产业也迎来了新一轮的发展机遇。
近几年,我国模具产业总产值保持15%的年增长率(据不完全统计,2005年国内模具进口总值达到700多亿,同时,有近250个亿的出口),到2007年模具产值预计为700亿元,模具及模具标准件出口将从现在的每年9000多万美元增长到2006年的2亿美元左右。
单就汽车产业而言,一个型号的汽车所需模具达几千副,价值上亿元,而当汽车更换车型时约有80%的模具需要更换。
2005年我国汽车产销量均突破550万辆,预计2007年产销量各突破700万辆,轿车产量将达到300万辆。
另外,电子和通讯产品对模具的需求也非常大,在发达国家往往占到模具市场总量的20%之多。
目前,中国17000多个模具生产厂点,从业人数约50多万。
1999年中国模具工业总产值已达245亿元人民币。
工业总产值中企业自产自用的约占三分之二,作为商品销售的约占三分之一。
在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其它各类模具约占11%。
模具的发展是体现一个国家现代化水平高低的一个重要标志,就我国而言,经过了这几十年曲折的发展,模具行业也初具规模,从当初只能靠进口到现在部分进口已经跨了一大步,但还有一些精密的冲模自己还不能生产只能通过进口来满足生产需要。
随着各种加工工艺和多种设计软件的应用使的模具的应用和设计更为方便。
随着信息产业的不断发展,模具的设计和制造也越来越趋近于国际化。
现在模具的计算机辅助设计和制造(CAD/CAM)技术的研究和应用。
大大提搞了模具设计和制造的效率。
减短了生产周期。
采用模具CAD/CAM技术,还可提高模具质量,大大减少设计和制造人员的重复劳动,使设计者有可能把精力用在创新和开发上。
尤其是pro/E和UG等软件的应用更进一步推动了模具产业的发展。
数控技术的发展使模具工作零件的加工趋进于自动化。
电火花和线切割技术的广泛应用也对模具行业起到了飞越发展。
模具的标准化程度在国内外现在也比较明显。
特别是对一些通用件的使用应用的越来越多。
其大大的提高了它们的互换性。
加强了各个地区的合作。
对整个模具的行业水平的提高也起到了重要的作用。
一、冲压工艺介绍冲压工艺是塑性加工的基本加工方法之一。
它主要用于加工板料零件,所以有时也叫板料冲压。
冲压不仅可以加工金属板料,而且也可以加工非金属板料。
冲压加工时,板料在模具的作用下,于其内部产生使之变形的内力。
当内力的作用达到一定程度时,板料毛坯或毛坯的某个部位便会产生与内力的作用性质相对应的变形,从而获得一定的形状、尺寸和性能的零件。
冲压生产靠模具与设备完成加工过程,所以它的生产率高,而且由于操作简便,也便于实现机械化和自动化。
利用模具加工,可以获得其它加工方法所不能或难以制造的、形状复杂的零件。
冲压产品的尺寸精度是由模具保证的,所以质量稳定,一般不需要再经过机械加工便可以使用。
冲压加工一般不需要加热毛坯,也不像切削加工那样大量的切削材料,所以它不但节能,而且节约材料。
冲压产品的表面质量较好,使用的原材料是冶金工厂大量生产的轧制板料或带料,在冲压过程中材料表面不受破坏。
因此,冲压工艺是一种产品质量好而且成本低的加工工艺。
用它生产的产品一般还具有重量轻且刚性好的特点。
冲压加工在汽车、拖拉机、电机、电器、仪器、仪表、各种民用轻工产品以及航空、航天和兵工等的生产方面占据十分重要的地位。
现代各种先进工业化国家的冲压生产都是十分发达的。
在我国的现代化建设进程中,冲压生产占有重要的地位。
当今,随着科学技术的发展,冲压工艺技术也在不断革新和发展,这些革新和发展主要表现在以下几个方面:(1)工艺分析计算方法的现代化(2)模具设计及制造技术的现代化(3)冲压生产的机械化和自动化(4)新的成型工艺以及技术的出现(5)不断改进板料的性能,以提高其成型能力和使用效果。
二、冲压工艺的种类冲压主要是按工艺分类,可分为分离工序和成形工序两大类。
分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。
成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所需形状和尺寸的工件。
在实际生产中,常常是多种工序综合应用于一个工件。
冲裁、弯曲、剪切、拉深、胀形、旋压、矫正是几种主要的冲压工艺。
冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度精确、均匀;表面光洁,无斑、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。
在实际生产中,常用与冲压过程近似的工艺性试验,如拉深性能试验、胀形性能试验等检验材料的冲压性能,以保证成品质量和高的合格率。
模具的精度和结构直接影响冲压件的成形和精度。
模具制造成本和寿命则是影响冲压件成本和质量的重要因素。
模具设计和制造需要较多的时间,这就延长了新冲压件的生产准备时间。
模座、模架、导向件的标准化和发展简易模具(供小批量生产)、复合模、多工位级进模(供大量生产),以及研制快速换模装臵,可减少冲压生产准备工作量和缩短准备时间,能使适用于减少冲压生产准备工作量和缩短准备时间,能使适用于大批量生产的先进冲压技术合理地应用于小批量多品种生产。
冲压设备除了厚板用水压机成形外,一般都采用机械压力机。
以现代高速多工位机械压力机为中心,配臵开卷、矫平、成品收集、输送等机械以及模具库和快速换模装臵,并利用计算机程序控制,可组成高生产率的自动冲压生产线。
在每分钟生产数十、数百件冲压件的情况下,在短暂时间内完成送料、冲压、出件、排废料等工序,常常发生人身、设备和质量事故。
因此,冲压中的安全生产是一个非常重要的问题。
三、冲压行业阻力和障碍与突破阻力一:机械化、自动化程度低美国680条冲压线中有70%为多工位压力机,日本国内250条生产线有32%为多工位压力机,而这种代表当今国际水平的大型多工位压力机在我国的应用却为数不多;中小企业设备普遍较落后,耗能耗材高,环境污染严重;封头成形设备简陋,手工操作比重大;精冲机价格昂贵,是普通压力机的5~10倍,多数企业无力投资阻碍了精冲技术在我国的推广应用;液压成形,尤其是内高压成形,设备投资大,国内难以起步。
突破点:加速技术改造要改变当前大部分还是手工上下料的落后局面,结合具体情况,采取新工艺,提高机械化、自动化程度。
汽车车身覆盖件冲压应向单机连线自动化、机器人冲压生产线,特别是大型多工位压力机方向发展。
争取加大投资力度,加速冲压生产线的技术改造,使尽早达到当今国际水平。
而随着微电子技术和通讯技术的发展使板材成形装备自动化、柔性化有了技术基础。
应加速发展数字化柔性成形技术、液压成形技术、高精度复合化成形技术以及适应新一代轻量化车身结构的型材弯曲成形技术及相关设备。
同时改造国内旧设备,使其发挥新的生产能力。
阻力二:生产集中度低许多汽车集团大而全,形成封闭内部配套,导致各企业的冲压件种类多,生产集中度低,规模小,易造成低水平的重复建设,难以满足专业化分工生产,市场竞争力弱;摩托车冲压行业面临激烈的市场竞争,处于“优而不胜,劣而不汰”的状态;封头制造企业小而散,集中度仅39.2%。
突破点:走专业化道路迅速改变目前“大而全”、“散乱差”的格局,尽快从汽车集团中把冲压零部件分离出来,按冲压件的大、中、小分门别类,成立几个大型的冲压零部件制造供应中心及几十个小而专的零部件工厂。
通过专业化道路,才能把冲压零部件做大做强,成为国际上有竞争实力的冲压零部件供应商。
阻力三:冲压板材自给率不足,品种规格不配套目前,我国汽车薄板只能满足60%左右,而高档轿车用钢板,如高强度板、合金化镀锌板、超宽板(1650mm以上)等都依赖进口。
突破点:所用的材料应与行业协调发展汽车用钢板的品种应更趋向合理,朝着高强、高耐蚀和各种规格的薄钢板方向发展,并改善冲压性能。