冲压件术语
冲压模具术语

冲压模具术语
1.冲压模具:由上下两块模板组成的工具,用于压制或冲切金属材料。
2. 上模板:一般由钢或铸铁制成,用于固定模具内的下模板,以便进行冲压或冲切操作。
3. 下模板:也称为压底板,一般由钢或铸铁制成,用于支撑工件,并且在压制或冲切操作中起到冲压或冲切的作用。
4. 模具孔:指下模板上开设的孔洞,用于冲压或冲切工件。
5. 模具缺口:指模具孔周围的边缘,用于将工件从原材料中分离出来。
6. 冲头:也称为模具针,一般由硬质合金制成,用于在模具孔中进行冲压或冲切操作。
7. 顶料板:安装在下模板上,用于支撑原材料并使其与冲头对齐。
8. 底料板:安装在上模板上,用于支撑工件并帮助固定下模板。
9. 模具间隙:指下模板与上模板之间的间隙,用于容纳工件和冲压或冲切操作。
10. 模具底座:用于支撑模具并将其安装在冲床上。
11. 模具钢材:用于制作冲压模具的高强度钢材。
12. 模具设计:根据工件形状、尺寸和要求,设计适合的冲压模具。
13. 模具制造:根据模具设计,制造出符合要求的冲压模具。
14. 模具维护:对冲压模具进行定期维护和保养,保证其正常使用并延长寿命。
冲压件

表 3(材料厚度 t)
材料 纸胶板、布胶 板 软铝
t ≤1 t>1~2 t>2~3 0.03t ~ 0.04t~0.06t 0.05t 0.04t ~ 0.05t ~ 0.06t ~ 0.06t 0.07t 0.08t 铜,软黄铜,硅 0.05t ~ 0.06t ~ 0.07t ~ 钢 片 , 软 钢 0.07t 0.08t 0.09t (0.08 ~ 0.20%C) 硬铝,硬黄铜, 0.06t ~ 0.07t ~ 0.08t ~ 硬青铜 0.08t 0.09t 0.10t 中硬钢(0.3~ 0.4%C) 硬 钢 (0.5 ~ 0.07t ~ 0.0t8 ~ 0.09t ~ 0.7%C) 0.09t 0.10t 0.10t
常用冲压件非金属材料机械性能见表
材料名称 纸胶板 布胶板 石棉板 橡皮 有机玻璃、聚氯乙烯
抗弯强度г (MPa) 用管状凸模裁切时 用普通凸模冲裁时 100~130 140~200 90~100 120~180 40~50 ----1~6 20~80 70~80 100~130
三、冲压件的设计
• 冲压件应按经规定程序批准的图纸及相 关技术文件制造、验收,并应符合国家、 行业的相关标准,以及本标准的规定。 冲压件材料应具有良好的冲压性能,选用 屈强比(б s/б b)小、弹性模数(E)大、塑性 指数高、厚向异性指数大、板平面内各 向异性指数小的材料有利于冲压的各种 塑性变形。
(一)冲裁件设计的工艺性:
• 1、 冲裁件形状尽可能设计成简单、对称,使排样时废料最少。 • 2、 冲裁件的外形或内孔应避免减角在各直线或曲线连接初宜有 适当圆角其半径最小的R值见附表1。 • 3、 冲裁件突出旋臂和凹槽的最小宽度对于普通软钢取1.2t ;硬 钢为2.0t以上。 • 4、 冲孔时,孔径不宜过小,其最小孔径与孔的形状、材料的机 械性能、厚度有关,见附表2。冲裁件最小孔边距为2t以上,并不小 于3-4mm。 5、 在拉深或弯曲件上冲孔时,其孔壁与工件直壁应保持一定 距离,孔不能在变形区内。
五金冲压件常见的专业术语

五金冲压件是一系列流程后的产品,在不同的过程具有不同的称呼,即我们常说的专业术语。
如今我们来看下金匠冲压常见的专业术语。
一、拉深:把平直毛料或工序件变为空心件,或者把空心件进一步改变形装和尺寸的一种冲压工序。
拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
二、切边:利用五金冲压模具修整成形工序的边缘,使之具有一定的直径、一定的高度或一定形状的一种冲压工序。
三、冲孔:将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工件上获得需要的孔。
四、翻边:沿外形曲线周围将翻成侧立短边的一种冲压工序。
五、翻孔:沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
yyhkcn_cqjjmj_tml
六、落料:将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面性的。
七、整形:依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。
五金冲压行业术语

主件/副件:Main/Accessory parts丝状毛刺:filiform burr磁化:magnetization荧光:fluorescence毛刺面:burr side毛边:sharp edges营业额:sales sum/balance导电性:electrical conductivity检测室:CMM&VMM room工程模:stage die复合模:compound die/gang die成型模:forming die冲孔模:pierce die简易模:plain die铆合模:riveting die挤出模:extrusion die组合模:segment mold上线中:on line附:MPQ(每箱最新包装数量) MOQ(每次生产LOT数量)外包:subcontract台车:trolley拖车:trailer = long vehicle电解片:SECC热浸镀锌材料:SGCC治具:jig车间:workshop/shop floor卷料:coil stock片料:sheet stock半径:radius直径:diameter抛光:polishing研磨机:lap machine扭矩:torque试模机:try machine毛边:burr(金属) flash(塑件)表面研磨:skiving震动研磨:vibration grinding蚀刻:etching亚克力:acrylic外包:subcontract检具:inspection tools/check tools个人防护设备:PPE压铸:die casting下料:blanking丝印:silk screen冲孔:punching 抽孔:draw hole 折弯:bending成型:forming铆合:riveting管销:overhead刮伤:scratches污点:dirty外观:cosmetic电子厂内零件(特采):waive产品先期策划和控制计划:APQP故障模式和效应分析:FMEA现有库存:on hand inventory向上抽孔:up extrude向下抽孔:down extrude正面色拉孔:C’ sink nears ide反面色拉孔:C’ sink far side向上抽芽孔:up threaded向下抽芽孔:down threaded抽引、抽凸:draw\extrude压线:score五金件:hardware电镀:electroplating拉钉:rivet去毛边:de burr or coin倒角:reverse angle=chamfer生锈:rust压凸加工:belling压印加工:coining脱脂:degrease凹:concave凸:convex盖板:cover plate激光加工:laser beam machining电镀:plate滤波器:filter底盘:chassisACC accept 允收AOD accept on deviation 特采FAA first article assurance 首件确认FAI first article inspection 首件检查FMEA failure model effectiveness analysis 失效模式分析VAI use as it 特采JIT just in time 实时供货;零库存DWG drawing 图纸ECN engineering change notes 工程变更通知ECO engineering change order 工程改动要求ES engineering standardization 工程标准F/C flat cable 排线L/T lead time 前置时间(生产前准备时间);交货周期SPQ 最小包装量MOQ 最小订单量PD Product Department 生产部PE Product Engineering 产品工程部R&D Research & Design 设计开发部REF Reference 版本SPTE 马口铁SPCC 冷轧板SPGC 花钢板SECC 电解片/镀锌钢板SGCC 热浸镀锌材料SPEC specification 规格TBD To be discuss 待讨论TYP Type 类型WDR Weekly Delivery Requirement 周出货需求开模open tooling试模trial run上模hang tool停机planned down下模remove tool调机machine startRFQ Request for quote 请求报价Die sinking, processing, production, painting, silk India coordinated process.开模、加工、生产、喷漆、丝印一条龙。
冲压名词术语

冲压名词术语作者:佚名转贴自:ugcn 点击数:158一、冲压工序切开:切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边:切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌:切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断:切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:反拉深是把空心工序件内壁外翻的一种拉深工序。
扩口:扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔:冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺:冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲裁:冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
冲槽:冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
冲中心孔:冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
压凸:压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花:压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
压筋:压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
成形:成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁:光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
扭弯:扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。
冲压件专业英语术语

emboss凸点、凸包dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板)stripping plate内外打(脱料板)outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块冲压模具-冲压名称类英汉对照plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙。
冲压工艺专业术语名词解释
冲压工艺专业术语名词解释1、切开切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
2、切边切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
3、切舌切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
4、切断切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
5、反拉深反拉深是把空心工序件内壁外翻的一种拉深工序。
6、扩口扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
7、冲孔冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
8、冲缺冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
9、冲裁冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切1、断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
10、冲槽冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
11、冲中心孔冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
12、压凸压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
13、压花压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
14、压筋压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
15、成形成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
16、光洁冲裁光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
17、扭弯扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。
冲压件术语
冲压件术语(一)冲压工序术语1:落料:是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面性的。
2:拉深:是把平直毛料或工序件变为空心件,或者把空心件进一步改变形装和尺寸的一种冲压工序。
拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
3:整形:是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。
4:冲孔:时将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工件上获得需要的孔。
5:翻孔:是沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
6:切边:是利用冲模修丘成形工序的边缘,使之具有一定的直径、一定的高度或一定形状的一种冲压工序。
7:翻边:是沿外形曲线周围将翻成侧立短边的一种冲压工序。
(二)冲磨和冲模零件术语1、下模:是整副模具的下半部分,即安装于压力机工作台面上的冲模部分。
2、下模座:是下模地面的板状零件,工作是直接固定在压力机工作台面上垫板上。
3、上模:是整副模具的上半部分,即安装于压力机滑块上的冲模部分。
4、上模座:是上模追上面的板状零件,工作时紧贴压力计滑块,并通过模柄或直接与压力机滑块固定。
5、凸模:是冲模中起直接形成冲件作用的图形工作零件,即以外行为工作表面的零件。
6、凹模:是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。
7、压料板:是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数为压料圈。
8、压料筋:是拉深模或拉深模中用于控制材料流动的筋状突起,压料筋可以是凹模滑压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。
9、刃口斜度:是冲裁凹模孔刃壁的每侧斜度。
10、刃壁:是冲裁凹模孔刃壁的每侧斜度11、导板:是带有与凸模精密滑配内孔的板状零件,与内孔导向,用于保证凸模与凹模的相互对准,并有卸料功能。
12、导柱:视为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在上模座,与导套配合使用。
(完整版)冲压专业技术术语

冲压专业技术术语(pressing speciality technology language)冲压-press,模具结构术语:die structure模具-die ,模板(模座)-die shoes,凸模(冲头)-punch ,凹模-die,镶嵌式凹模-button,镶块-insert,压边圈-binder(blankholder),卸料板-pad(stripper),上模-upper die,下模-lower die,拉延筋-draw bead,弹簧-spring,氮气弹簧Nitrogen spring,气弹簧-gas spring,透气孔-vent,螺钉-screw,销钉-dowel(用于过渡配合),定位销-location pin,顶棒(顶销)-pin(用于间隙配合),传感器-senser,斜楔-cam,吊挂斜楔flying cam,导板-wear plate,导柱-guide post,导套-guide bush模型-pattern,切刀-cutter,刀片-blade.到底块-Bottom block,定距块-distance block,平衡块-balance block,储存块-storage block。
模修金加工:车-lather,铣-mill,钻-drill,磨-grind,镗-bone,研配-spot,抛光-polishing,焊接-weld,热处理-heat treatment,火焰淬硬-flame harden,淬火-quench,油淬-oil quench,退火-anneal。
冲压设备:压机- press machine,拆垛机-destacker,研配压机-spotting press,数控铣床-NC milling,清洗机-wash machine,起重机-crane,运模车-transporter 废料线-scrap line,翻转机-turnover machine,上料手-loader,下料手-unloader,tooling-机械手,对中台-gauge table,拉伸垫-cushion,单动-single action,双动-double action,滑块-ram,工作台-bolster,移动工作台-moving bolster,立柱-Column,横梁-beam,线末-end line。
冲压名词术语
冲压名词术语第一节冲压工序切开切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上(图1-3)。
切断切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件(图1-4)。
反拉深反拉深是把空心工序件内壁外翻的一种拉深工序(图1-5)。
扩口扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲裁冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
冲槽冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度(图1-9)。
冲中心孔冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起(图1-10)。
压凸压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序(图1-11)。
压花压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起(图1-12)。
压筋压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋(图1-13)。
成形成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序(图1-14)。
冲压术语
1﹑切开﹕是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序﹐被切开而分离的材料位于或基本位于分离前所处平面上如图。
2﹑切边﹕是利用冲模修切成形工序件的边缘﹐使之具有一定直径﹐一定高度或一定形状的一种冲压工序。
3﹑切舌﹕是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序﹐被局部分离的材料﹐具有工冲所要求的一定位置﹐不再位于分离前所处平面上。
4﹑切断﹕是将材料沿敞开轮廓分离的一种冲压工序﹐被分离的材料成为工件或工序件﹐如图﹕5﹑反拉得﹕是把空心工序年内型外翻的一种拉得工序。
6﹑冲中心孔﹕是在工序件表面形成线面中心孔的一种冲压工序﹐背面材料并无相应凸起。
7﹑冲孔﹕是将废料沿封闭轮廓从材料或工序上分离的一种冲压工序在材料或工序件上获得需要的孔。
8﹑冲缺﹕将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序﹐敞开轮廓形成缺口﹐其深度不超过宽度。
9﹑冲裁﹕利用冲模使部分材料或工序件与另一部分材料﹐工序件或废料分离的一种冲压工序﹐冲裁是切断﹑落料﹑冲孔﹑冲缺﹑冲槽﹑剖切﹑切﹑切边﹑切舌﹑切开﹐整修等分离工序的总称。
10﹑冲槽﹕将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序﹐敞开轮廓部呈槽形﹐其深度超过宽度。
11﹑扩口﹕将空心件或管状件敞开处面外扩张的一种冲压工序。
12﹑压凸﹕定用凸模挤入工序件一面﹐迫使材料深入对面凹坑的形成凸起的一种冲压工序。
13﹑压花﹕是强行局部排挤材料﹐在工序件表面形成浅凹花纹﹐图案﹑文字或符号的一种冲压工序﹐被压花表面的背面无对应于浅凹的凸边。
14﹑压筋﹕是起伏形成的一种﹐当局部起伏的筋形式出现时﹐相应的起伏成形工序称为压筋。
15﹑成形﹕是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
16﹑光洁冲裁﹕是一经修整直接获得整个断面全部或基本全部光洁的冲裁工序。
17﹑扭弯﹕是将平面或局部平面工序件的一部分相对另一部分扭转一定角度的冲压工序。
18﹑连续拉伸﹕是在条料(卷料)上﹐用同一副模具(须进拉伸模)通过多次拉伸逐步形成所需形状﹐和尺寸的一种冲压方法。
机械工业冲压工程术语标准

机械工业冲压工程术语标准冲压1 冲压工艺1.1 冲压sheet metal forming靠压力机和模具对板材、带材、管材及型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的冲压件成形加工方法。
1.2 冲压件 stamping采用冲压方法制成的工件或毛坯。
1.3 金属压力加工 mechanical working of metals利用金属的塑性,使其改变形状、尺寸和改善性能,以获得型材、棒材、板材、线材、锻件、冲压件的加工方法。
1.4 板料成形 sheet forming用板料、薄壁管、薄型材等作为原材料进行塑性加工的冲压方法。
1.5 冲压工艺路线 process chart of press按产品或零部件的冲压工艺编制的说明产品、零部件的工序、工序名称、工序内容、工艺参数、采用的设备和工艺装备等的工艺文件。
1.6 冲裁 blanking利用冲模将板料以封闭的轮廓与坯料分离的冲压方法。
1.7 落料 blanking利用冲裁取得一定外形制件或坯料的加工方法。
1.8 冲孔punching将坯料内的材料以封闭曲线和坯料分离开来,得到带孔制件的冲压方法。
1.9 切断 cut-off将坯料或工件切成两段或数段的冲压方法。
1.10 切口 notch将材料沿不封闭的曲线部分地分离开,其分离部分和材料发生形状变化的冲压方法。
1.11 切边 side scrap将拉深或成型后的半成品边缘部分多余材料切掉的冲压方法。
1.12 精密冲裁 fine blanking用压边圈使板料冲裁区处于静压作用下,抑制剪裂纹的发生,实现塑性变形分离的冲裁方法。
1.13 负间隙冲裁 negative clearance blanking在凸模直径大于凹模直径的模具内进行的冲裁方法。
1.14 对向凹模冲裁 opposed die blanking利用一个平端面凹模和一个带凸台的凹模使材料实现分离与整修的冲裁方法。
1.15 整修 shaving整修模沿冲裁件的外缘或内孔刮去一层薄薄的切屑,以提高冲裁件的加工精度和剪断面光洁度的加工方法。
冲压名词术语
冲压名词术语第一节冲压工序切开切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上(图1-3)。
切断切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件(图1-4)。
反拉深反拉深是把空心工序件内壁外翻的一种拉深工序(图1-5)。
扩口扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲裁冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
冲槽冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度(图1-9)。
冲中心孔冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起(图1-10)。
压凸压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序(图1-11)。
压花压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起(图1-12)。
压筋压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋(图1-13)。
成形成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序(图1-14)。
冲压基础知识
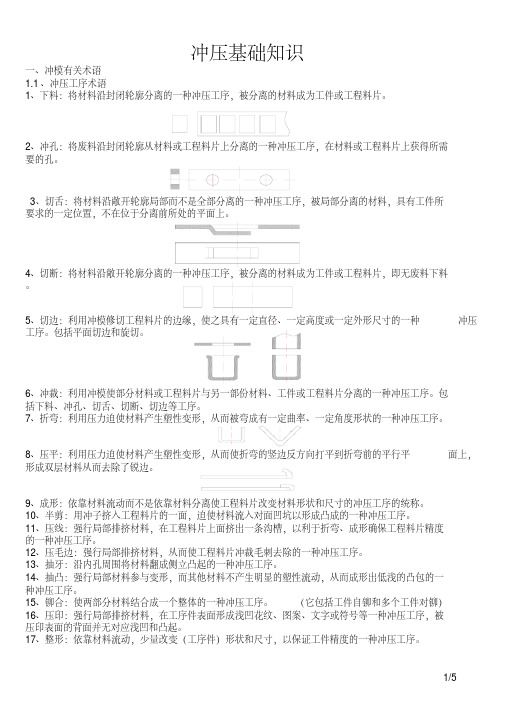
冲压基础知识一、冲模有关术语1.1、冲压工序术语1、下料:将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工程料片。
2、冲孔:将废料沿封闭轮廓从材料或工程料片上分离的一种冲压工序,在材料或工程料片上获得所需要的孔。
3、切舌:将材料沿敞开轮廓局部而不是全部分离的一种冲压工序,被局部分离的材料,具有工件所要求的一定位置,不在位于分离前所处的平面上。
4、切断:将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工程料片,即无废料下料。
5、切边:利用冲模修切工程料片的边缘,使之具有一定直径、一定高度或一定外形尺寸的一种冲压工序。
包括平面切边和旋切。
6、冲裁:利用冲模使部分材料或工程料片与另一部份材料、工件或工程料片分离的一种冲压工序。
包括下料、冲孔、切舌、切断、切边等工序。
7、折弯:利用压力迫使材料产生塑性变形,从而被弯成有一定曲率、一定角度形状的一种冲压工序。
8、压平:利用压力迫使材料产生塑性变形,从而使折弯的竖边反方向打平到折弯前的平行平面上,形成双层材料从而去除了锐边。
9、成形:依靠材料流动而不是依靠材料分离使工程料片改变材料形状和尺寸的冲压工序的统称。
10、半剪:用冲子挤入工程料片的一面,迫使材料流入对面凹坑以形成凸成的一种冲压工序。
11、压线:强行局部排挤材料,在工程料片上面挤出一条沟槽,以利于折弯、成形确保工程料片精度的一种冲压工序。
12、压毛边:强行局部排挤材料,从而使工程料片冲裁毛刺去除的一种冲压工序。
13、抽牙:沿内孔周围将材料翻成侧立凸起的一种冲压工序。
14、抽凸:强行局部材料参与变形,而其他材料不产生明显的塑性流动,从而成形出低浅的凸包的一种冲压工序。
15、铆合:使两部分材料结合成一个整体的一种冲压工序。
(它包括工件自铆和多个工件对铆)16、压印:强行局部排挤材料,在工序件表面形成浅凹花纹、图案、文字或符号等一种冲压工序,被压印表面的背面并无对应浅凹和凸起。
17、整形:依靠材料流动,少量改变(工序件)形状和尺寸,以保证工件精度的一种冲压工序。
最新冲压名词术语

冲压名词术语冲压名词术语作者:佚名转贴自:ugcn 点击数:158一、冲压工序切开:切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边:切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌:切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断:切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:反拉深是把空心工序件内壁外翻的一种拉深工序。
扩口:扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔:冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺:冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲裁:冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
冲槽:冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
冲中心孔:冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
压凸:压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花:压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
压筋:压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
成形:成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁:光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
扭弯:扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。
五金冲压行业术语
主件/副件:Main/Accessory parts丝状毛刺:filiform burr磁化:magnetization荧光:fluorescence毛刺面:burr side毛边:sharp edges营业额:sales sum/balance导电性:electrical conductivity检测室:CMM&VMM room工程模:stage die复合模:compound die/gang die成型模:forming die冲孔模:pierce die简易模:plain die铆合模:riveting die挤出模:extrusion die组合模:segment mold上线中:on line附:MPQ(每箱最新包装数量) MOQ(每次生产LOT数量)外包:subcontract台车:trolley拖车:trailer = long vehicle电解片:SECC热浸镀锌材料:SGCC治具:jig车间:workshop/shop floor卷料:coil stock片料:sheet stock半径:radius直径:diameter抛光:polishing研磨机:lap machine扭矩:torque试模机:try machine毛边:burr(金属) flash(塑件)表面研磨:skiving震动研磨:vibration grinding蚀刻:etching亚克力:acrylic外包:subcontract检具:inspection tools/check tools个人防护设备:PPE压铸:die casting下料:blanking丝印:silk screen冲孔:punching 抽孔:draw hole 折弯:bending成型:forming铆合:riveting管销:overhead刮伤:scratches污点:dirty外观:cosmetic电子厂内零件(特采):waive产品先期策划和控制计划:APQP故障模式和效应分析:FMEA现有库存:on hand inventory向上抽孔:up extrude向下抽孔:down extrude正面色拉孔:C’ sink nears ide反面色拉孔:C’ sink far side向上抽芽孔:up threaded向下抽芽孔:down threaded抽引、抽凸:draw\extrude压线:score五金件:hardware电镀:electroplating拉钉:rivet去毛边:de burr or coin倒角:reverse angle=chamfer生锈:rust压凸加工:belling压印加工:coining脱脂:degrease凹:concave凸:convex盖板:cover plate激光加工:laser beam machining电镀:plate滤波器:filter底盘:chassisACC accept 允收AOD accept on deviation 特采FAA first article assurance 首件确认FAI first article inspection 首件检查FMEA failure model effectiveness analysis 失效模式分析VAI use as it 特采JIT just in time 实时供货;零库存DWG drawing 图纸ECN engineering change notes 工程变更通知ECO engineering change order 工程改动要求ES engineering standardization 工程标准F/C flat cable 排线L/T lead time 前置时间(生产前准备时间);交货周期SPQ 最小包装量MOQ 最小订单量PD Product Department 生产部PE Product Engineering 产品工程部R&D Research & Design 设计开发部REF Reference 版本SPTE 马口铁SPCC 冷轧板SPGC 花钢板SECC 电解片/镀锌钢板SGCC 热浸镀锌材料SPEC specification 规格TBD To be discuss 待讨论TYP Type 类型WDR Weekly Delivery Requirement 周出货需求开模open tooling试模trial run上模hang tool停机planned down下模remove tool调机machine startRFQ Request for quote 请求报价Die sinking, processing, production, painting, silk India coordinated process.开模、加工、生产、喷漆、丝印一条龙。
冲压专业术语
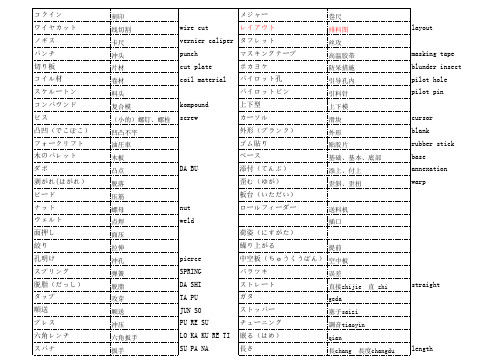
straight
スパナ 抜き ニッケル ピンセット 打痕(だこん) ラッピング マシニングセンター フラット 段曲げ バーリング 巻尺(まきじゃく) 面打ち(めんう)
扳手 下料 镍 镊子 打痕 抛光 加工中心 压平面度 分段折弯 抽芽 巻尺 面圧
masking tape blunder insect pilot hole pilot pin
cursor blank rubber stick base annexation warp
送料机 插口
提前
中空板(ちゅうくうばん) 空中板 バラツキ 误差 ストレート ガタ ストッパー チューニング 嵌る(はめ)
SU PA NA NU KI nikel
長さ 高度(こうど) 高さ 幅(はば) 厚さ(あつさ)
長chang 長度changdu 高度gaodu 寛度kuandu hou hudu 膨胀 裂缝、裂口 天線 流水线、输送带 备用零件 手册 保養 陷入 废料 光亮面 模座 间隙
length height width thickness
漏工程 凸縁 tuyuan 不锈钢 缺口
spot
スクラップ ダレ面
scrap metal flabby face
falanpan
ダイ
stainless steel クリアランス matching
clearance
コクイン ワイヤカット ノギス パンチ 切り板 コイル材 スケルートン コンパウンド ビス 凸凹(でこぼこ) フォークリフト 木のパレット ダボ 剥がれ(はがれ) ビード ナット ウェルト 面押し 絞り 孔明け スプリング 脱脂(だっし) タップ 順送 プレス 六角レンチ
(整理)冲压名词术语.
冲压名词术语作者:佚名转贴自:ugcn 点击数:158一、冲压工序切开:切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边:切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌:切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断:切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:反拉深是把空心工序件内壁外翻的一种拉深工序。
扩口:扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔:冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺:冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲裁:冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
冲槽:冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
冲中心孔:冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
压凸:压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花:压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
压筋:压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
成形:成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁:光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
扭弯:扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。
冲压模具术语[1]
![冲压模具术语[1]](https://img.taocdn.com/s3/m/4a125a2ce3bd960590c69ec3d5bbfd0a7956d5ae.png)
冲模有关术语一、冲压工序术语1、翻边:是沿外形曲线周围将材料翻成侧立短边的冲压工序。
2、翻孔:是沿内孔周围将材料翻成侧立凸缘的冲压工序。
3、切开:是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面上。
4、切边:是利用冲模修切成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
5、切舌:是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
6、切断:是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
7、反拉深:是把空心工序件内壁外翻的一种拉深工序。
8、冲中心孔:是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
9、冲孔:是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得所需要的孔。
10、冲缺:是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
11、冲裁:是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、修整等分离工序的总称。
12、冲槽:是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
13、扩口:是将空心件或管状件敞开处向外扩张的一种冲压工序。
14、压凸:是用凸模挤入工序件一面。
迫使材料流入对面凹坑以形成凸起的一种冲压工序。
15、压花:是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
16、压筋:是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
17、成形:依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
18、光洁冲裁:是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(一)冲压工序术语
1:落料:是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面性的。
2:拉深:是把平直毛料或工序件变为空心件,或者把空心件进一步改变形装和尺寸的一种冲压工序。
拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
3:整形:是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。
4:冲孔:时将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工件上获得需要的孔。
5:翻孔:是沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
6:切边:是利用冲模修丘成形工序的边缘,使之具有一定的直径、一定的高度或一定形状的一种冲压工序。
7:翻边:是沿外形曲线周围将翻成侧立短边的一种冲压工序。
(二)冲磨和冲模零件术语
1、下模:是整副模具的下半部分,即安装于压力机工作台面上的冲模部分。
2、下模座:是下模地面的板状零件,工作是直接固定在压力机工作台面上
垫板上。
3、上模:是整副模具的上半部分,即安装于压力机滑块上的冲模部分。
4、上模座:是上模追上面的板状零件,工作时紧贴压力计滑块,并通过模
柄或直接与压力机滑块固定。
5、凸模:是冲模中起直接形成冲件作用的图形工作零件,即以外行为工作
表面的零件。
6、凹模:是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作
表面的零件。
7、压料板:是冲模中用于压住冲压材料或工序件以控制材料流动的零件,
在拉深模中,压料板多数为压料圈。
8、压料筋:是拉深模或拉深模中用于控制材料流动的筋状突起,压料筋可
以是凹模滑压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零
件。
9、刃口斜度:是冲裁凹模孔刃壁的每侧斜度。
10、刃壁:是冲裁凹模孔刃壁的每侧斜度
11、导板:是带有与凸模精密滑配内孔的板状零件,与内孔导向,用于
保证凸模与凹模的相互对准,并有卸料功能。
12、导柱:视为上、下模座相对运动提供精密导向的圆柱形零件,多数
固定在上模座,与导套配合使用。
13、导套:视为上、下模座相对运动提供精密导向的管状零件,多数固
定在上模座内,与固定在下模座的导套配合使用。
14、定位销:是保证工序件在模具内有不变位置的零件,以其形状不同
而成为定位销或定位板。
15、废料切刀:有两种:
1)装于拉深件凸缘切边模上用于割断整圈切边废料以利于清除的切刀。
2)状于压力机或模具上用于将条状废料安定长切断以利于清除的切
刀。
16、限位柱:是限制合模后上模座上平面之下模座下平面距离的柱形零
件。
17、漏料孔:是与冲裁凹模孔直接贯通,用于派出废料或工序件的空。
(三)冲孔工艺术语
1、下极点:是压力机滑块上下运动的下端点
2、上极点:是压力机滑块上下运动的上端点。
3、工件:是已完成工艺文件规定的格道工序的冲成件。
4、工序件:是已经冲压的怀料冲件,但尚须进一步冲压。
5、毛刺:是冲裁后冲件断面边缘锋利的凸起。
6、闭合高度:是冲裁在工作位置下极点时上模座上平面至下平面的距离。
7、冲件:是坯料经过一道或多道冲压工序后统称,也就是工序件和工件的
系统。
8、光面:是冲裁件被切出的光亮断面。
9、回弹:有两种:一种是成形冲件从模具内取出后的尺寸与模具相应尺寸
的差值。
对于弯曲件,一般以角度差或半径表示。
另一种是从模具中出的冲裁件外形尺寸与凹模相应尺寸的差值或内形尺寸与凸模相应差值。
10、行程:是压力机滑块上下运动两端终点间的距离
11、间隙:是相互配合的凸模合凹模相应尺寸的差值或其间的间隙。
12、试模:是模具初装完成后进行的试验形冲压,以考核模具性能及冲
件质量。
13、拉痕:是冲件在成形过程中,材料表面与模具工作面的摩擦印痕。
14、板料:是可用于多次冲压件得板状原材料。
15、送料装置:是将原料送入模具的装置。
常见的送料状只有管轴式、
夹持式、钩式等。
16、起皱:是拉深件凸缘产生波浪形皱件的现象名称。
17、崩刀:是凸模或凹模刃口小块剥落的现象名称。