电线电缆制造工艺流程图
电力电缆生产工艺流程图上课讲义
电力电缆生产工艺流程图仅供学习与交流,如有侵权请联系网站删除谢谢2电力电缆制作工艺流程示意图1非铠装型低压电力电缆2铠装型低压电力电缆单线-------- ►检验导电线芯—直流由阳试F 1--- 内衬层 ------ V -----------绝缘电阻试—亠成缆绞合、—绝缘挤出——■钢带铠装_LN 挤包外护套I J 电缆标识_ 1出厂电压试成品包装复绕出厂检单线 检验导电线芯直流电阻试I绝缘电阻试验缆芯绞合、句(带及埴绝缘挤出挤包外护套仅供学习与交流,如有侵权请联系网站删除 谢谢33低压变频电力电缆4耐火非铠装电力电缆出厂电压试验—------ ►复绕出厂检—---> —成品包装——5耐火铠装电力电缆检验 ------- T 绞制导F 直流电阻试验 ________________________1 绕包耐火层内衬层 ---- __绝缘线芯成缆、填充、包带 --- 挤包绝缘层铠装层 _______ ~~丨挤包外护套_~T 出厂电压试验j T 复绕出厂检验成品包装单线 检验导电线芯 直流电阻试总屏蔽层绝缘电阻试 成纟缆绞合、绝缘挤出挤包外护套 电缆标识检验挤包外: :户套F --*绕包耐 甘火层挤包绝缘层绞制导直流电阻试验 绝缘线芯成缆、填充、包带6高压非铠装电力电缆单线--------1检验* 导电线芯■ 直流电阳试* 挤包外护套—4--------成缆绞合、------1 --------[__金属屏蔽—4 -------内外屏绝缘三戻共电缆标识I ■丨出厂电压试I ■丨复绕出厂检I \ 成品包装7高压铠装电力电缆复绕出厂检挤包外护套电缆标识铠装层出厂电压试成品包装仅供学习与交流,如有侵权请联系网站删除谢谢4。
电缆工艺流程图
标记
处数
更改文件号
签字
日期
工艺流程图
产品标准
TICW06-2009
编号 共5页
Q/TC-060-000 第3页
5
v1.0 可编辑可修改
单丝或束丝
检验 云母带
绝缘
检验
交联
对绞
分屏
检验
印字
检验 护套
总屏 检验
总成缆
检验
包装
注: 1、 为关键工序 2、各工序包含自检和互检;
6
入库
3、此工艺流程图也适用矿用通信电缆
Q/TC-060-000 第5页
9
单丝或束丝
检验
绝缘
ห้องสมุดไป่ตู้
云母带
检验
成缆
屏蔽
v1.0 可编辑可修改
入库
包装
检验
印字
护套
检验
注: 1、 为关键工序 2、各工序包含自检和互检;
标记 10
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
v1.0 可编辑可修改
11
Q/TC-060-000 第2页
3
单丝或束丝
检验
绝缘
云母带
交联
检验
v1.0 可编辑可修改
成缆
护套 检验
铠装
内护
检验
印字
注: 1、 为关键工序 2、各工序包含自检和互检;
4
检验
包装
入库
检验 屏蔽
3、此工艺流程图也适用矿用控制电缆
v1.0 可编辑可修改
标记
处数
更改文件号
签字
日期
电线电缆制造的工艺特征、流程和专用设备
线缆制造的工艺特征、流程和专用设备第一节 电线电缆制造的工艺特征一. 大长度连续叠加组合生产方式1. 所有的电线电缆产品按照其本身的结构要求,在制作过程中总是从导体加工开始,在导线的外围、一层一层地加上绝缘、屏蔽、护层等构件而制成的。
产品的结构愈复杂,叠加的层次愈多。
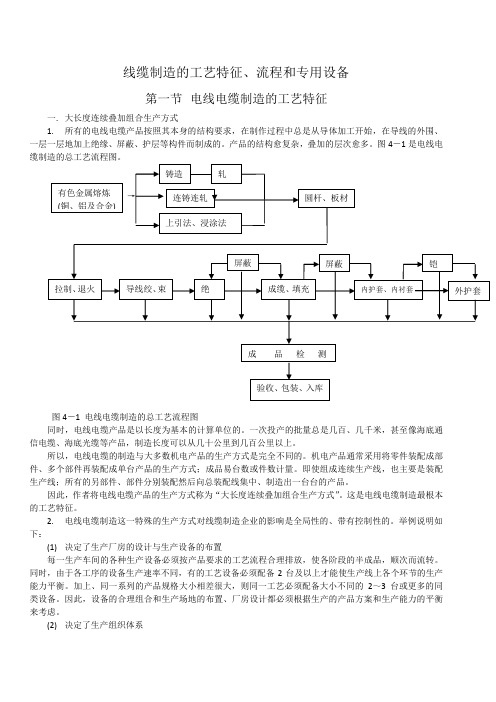
图4-1是电线电缆制造的总工艺流程图。
→图4-1 电线电缆制造的总工艺流程图同时,电线电缆产品是以长度为基本的计算单位的。
一次投产的批量总是几百、几千米,甚至像海底通信电缆、海底光缆等产品,制造长度可以从几十公里到几百公里以上。
所以,电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将零件装配成部件、多个部件再装配成单台产品的生产方式;成品易台数或件数计量。
即使组成连续生产线,也主要是装配生产线;所有的另部件、部件分别装配然后向总装配线集中、制造出一台台的产品。
因此,作者将电线电缆产品的生产方式称为“大长度连续叠加组合生产方式”。
这是电线电缆制造最根本的工艺特征。
2. 电线电缆制造这一特殊的生产方式对线缆制造企业的影响是全局性的、带有控制性的。
举例说明如下:(1) 决定了生产厂房的设计与生产设备的布置每一生产车间的各种生产设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次而流转。
同时,由于各工序的设备生产速率不同,有的工艺设备必须配备2台及以上才能使生产线上各个环节的生产能力平衡。
加上、同一系列的产品规格大小相差很大,则同一工艺必须配备大小不同的 2~3台或更多的同类设备。
因此,设备的合理组合和生产场地的布置、厂房设计都必须根据生产的产品方案和生产能力的平衡来考虑。
(2) 决定了生产组织体系有色金属熔炼 (铜、铝及合金) 铸造轧连铸连轧 上引法、浸涂法圆杆、板材拉制、退火 导线绞、束绝成缆、填充内护套、内衬套外护套屏蔽屏蔽铠成 品 检 测验收、包装、入库以制造一条长度为1公里,2400对的市内通信电缆缆芯为例:2400对绝缘线芯有4800芯(暂不计规定的备用线对),没2根绝缘线芯要绞成“线对”,每25个线对绞成一个“基本单位”;每4个基本单位再绞成一个“单位”;2400对绝缘线芯构成24个“单位”,再一起绞合成“缆芯”。
电线电缆生产工艺流程
电线电缆生产工艺流程
《电线电缆生产工艺流程》
电线电缆是电气设备的重要组成部分,它们被用于输送电能和信息传输。
电线电缆的生产工艺流程经过多道工序,包括原材料准备、绝缘加工、导电线束制造、包装等环节。
首先,电线电缆的生产开始于原材料的准备。
通常情况下,电线电缆所需的原材料包括导体(一般为铜或铝)、绝缘材料(例如PVC、聚乙烯等)、金属护套、填充物等。
这些原材料需要进行质量检验和筛选后,方可用于生产。
接下来是绝缘加工的环节。
在这个步骤中,导体需要经过绝缘处理,以防止电线发生短路或漏电情况。
绝缘材料会通过加工设备覆盖在导线上,形成绝缘层。
随后是导电线束的制造。
导体在绝缘处理后,需要根据不同的需求进行编织、扭绞、绞线等工序,形成导线束。
导线束的结构和材料也会根据电线电缆的具体用途不同而有所变化。
最后是包装环节。
经过检验合格的电线电缆会进行最后的包装处理,以保护其品质和外观。
包装材料可以选择为塑料袋、木箱、纸箱等,这取决于电线电缆所处的环境和运输需求。
除了上述的主要工序外,电线电缆的生产还需要进行严格的质检环节,以确保其安全性和可靠性。
总的来说,电线电缆的生
产工艺流程经过多道工序,需要严格管理和控制,以确保最终产品符合质量标准和需求。
电缆工艺流程图
编号 共5页
Q/TC-060-000 第4页
束丝或绞丝
检验
配料
混炼
检验
印字
绕包
绝缘(硫化)
检验
开练 护套(硫化)
内护(硫化) 屏蔽
屏蔽 成缆
包装
入库
注: 1、 为关键工序 2、各工序包含自检和互检; 3、此工艺流程图适用通用橡套电缆、硅橡胶电缆和矿用电缆
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
处数
更改文件号
签字
日期
绝缘
交联
检验
成缆
护套 检验
铠装
内护
检验
检验 屏蔽
印字
检验
注: 1、 为关键工序 2、各工序包含自检和互检; 3、此工艺流程图也适用矿用控制电缆
标记
处数
更改文件号
签字
包装
入库
日期
标记
处数
更改文件号
签字
日期
天彩集团
塑料绝缘计算机电缆
工艺流程图
产品标准
TICW06-2009
编号 共5页
Q/TC-060-000 第3页
单丝或束丝
检验 云母带
绝缘
检验 交联
对绞
分屏
检验
印字
检验 护套
总屏 检验
总成缆
序包含自检和互检; 3、此工艺流程图也适用矿用通信电缆
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天彩集团
橡套电缆、矿用电缆
工艺流程图 产品标准 MT818-2009、GB/T5013-2008
[技术相关]电力电缆生产工艺流程图
![[技术相关]电力电缆生产工艺流程图](https://img.taocdn.com/s3/m/23b9843c182e453610661ed9ad51f01dc28157ed.png)
[技术相关]电力电缆生产工艺流程图1、非铠装型低压电力电缆
2、铠装型低压电力电缆
3 、低压变频电力电缆
4、耐火非铠装电力电缆
5、耐火铠装电力电缆
6、高压非铠装电力电缆
7、高压铠装电力电缆
*2021亚洲电力电工暨智能电网展览会
广州国际电线电缆及附件展览会
2021年展会预计规模达40000平方米,吸引海内外展商600余家,由南方电网数字传媒科技有限公司及广州博优会展服务有限公司联合打造,同期举办亚洲电力高峰论坛,另外展会同期设有南网科技
成果及职工创新展区,将进一步依托南方电网的庞大资源,打造中国能源市场的“电力璀璨之星”。
亚洲电力展指导单位:
中国南方电网责任有限公司
亚洲电力展主办单位:
南方电网数字传媒科技有限公司
广州博优会展服务有限公司
亚洲电力展支持单位:
南方电网超高压输电公司
南方电网调峰调频发电公司
广东电网有限责任公司
广西电网有限责任公司
云南电网有限责任公司
贵州电网有限责任公司
海南电网有限责任公司
广州供电局有限公司
深圳供电局有限公司
南方电网科学研究院有限责任公司
南方电网综合能源有限公司
南方电网国际有限责任公司
亚洲电力展协办单位:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检测
检测
连拉退
耐火电缆包云母带
温水交联 ▲
多芯无铠装电缆
成缆
挤出外护套▲●
包装入库
铜单线
绞线
检测
检测
对绞 双绞线
检测
包装入库
无护套电缆
包装入库
注: “▲”为关键工序 “●”为质量控制点
深圳市奔达康实业有限公司
额定电压0.6/1kV及以下电线电缆生产工艺流程图
束绞
单芯无铠装或平行电缆
挤出外护套▲●
包装入库
检测
检测 检测 检测
内衬层
检测
单芯铠装电缆
铠装
挤出外护套 ▲●
包装入库
检测
检测
检测
铜杆
拉丝
退火 ▲●
挤出绝缘 ▲●
多芯铠装电缆
成缆
内衬层
铠装
挤出外护套 ▲●
检测 检测
ห้องสมุดไป่ตู้
包装入库
检测
检测