09CuPCrNi-A与316L异种钢的焊接工艺及接头组织性能研究
09CuPCrNi
09CuPCrNi-A化学成分及机械性能:C≤0.12%Si:0.25%~0.75%Mn:0.2%~0.5%P:0.07%~0.15%S≤0.04%Cu:0.25%~0.55%Cr:0.30%~1.25%Ni≤0.65%屈服点MPa不小于343抗拉强度MPa不小于480伸长率不小于22%全称耐大气腐蚀热连轧钢又名考登钢耐腐蚀钢广泛用于集装箱电厂烟囱铁道工程等户外用钢(又如大型户外雕塑幕墙用钢耐候钢(即耐大气腐蚀钢)是介于普通钢和不锈钢之间的价廉物美的低合金钢系列,在融入现代冶金新机制、新技术和新工艺后得以可持续发展和创新,属世界超级钢技术前沿水平的系列钢种之一。
耐候钢由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、焊割、磨蚀、高温、疲劳等特性;耐候性为普碳钢的 2~8 倍,涂装性为普碳钢的 1.5~10 倍,能减薄使用、裸露使用或简化涂装使用。
该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益不锈铁一般是指日本的SUS430,国内为1Cr17,主要化学成分为:C:<0.12、,Si:<0.75、Mn<1.0、P:<0.035、S<0.030、Ni:<0.60、Cr:16.00-18.00为铁素体不锈钢。
不锈铁是含铬而不含镍的,也成为Cr不锈钢,就有一定的防腐蚀能力!不锈铁不是俗语,通俗认为具有铁磁性的不锈钢,我认为主要指1Cr17(铁素体)系列、1Cr13(马氏体)系列,而Fe以奥氏体形式存在时不具铁磁性1Cr13是Cr不锈钢,属于马氏体不锈钢,其化学成分:C:< 0.12Si:< 1.0Mn:< 0.6Cr:12.0--14.0P:< 0.035S:< 0.03Ni:< 0.60。
异种金属焊接问题及焊接工艺探讨徐泽淳
异种金属焊接问题及焊接工艺探讨徐泽淳摘要:当前我国的科学制造技术的不断发展,给各行各业带来了新的发展,重点表现在制造加工行业。
制造加工产业涉及的范围广泛,而且制造产品零件数量多,加工过程繁琐,加工难度较大,现如今对于制造产品的质量要求也越来越高,制造产品的质量除了与材料本身有关,还与产品的加工方式有关,比如焊接工艺就会影响零部件的整体性能。
本文主要介绍了异种金属焊接的特点,对常见的异种金属焊接问题进行了分析,结合个人的工作经验,给出了焊接工艺措施建议,以为相关人士提供参考。
关键词:异种金属;焊接;问题;焊接工艺引言在加工制造领域,新技术、新工艺应运而生,新设备的出现大大改善了机械加工的质量,尤其体现在金属焊接方面。
异种金属之间的焊接可以最大程度发挥金属材料的性能,改善原有的结构,还可以减少昂贵材料的使用,替代部分稀有金属,并且可以大幅度降低生产成本,实现广泛的推广应用,从而有效提高经济效益。
比如目前铝及铝合金金属的应用非常广泛,在生产制造的过程中,就需要提高异种金属的焊接工艺,对二者之间进行连接,从而实现效益最大化。
一、异种金属焊接的特点在各种加工制造行业中,采用铝合金与钢为基本材料的金属构件已经成为了一种主流,铝合金具有质量轻、耐腐蚀性强、塑性好等特点,钢则是目前机械加工行业最常见的金属材料之一。
常见的二者连接方式一般分为两种,第一种是采用粘结的方式,这种方式接头的机械强度非常有限,无法满足高强度的焊接要求,因此使用的情况比较少。
另外一种就是机械连接,机械连接虽然能够实现高强度的连接,但是无法保证连接的气密性,而且进行机械连接会留下连接痕迹,影响美观。
因此,焊接成为了异种金属的连接中最常用的连接手段,由于铝与钢的物理性能存在较大的差异,所以给焊接过程带来了一定的难度,具体包括以下几点:(一)熔点不同众所周知,不同金属的熔点不同,铝材料的金属熔点低于钢。
这就导致在两者进行焊接时,铝材料已经完全融化,整体呈现液态,而钢仍处于固态。
(整理)316LN焊接工艺试验报告

316LN焊接工艺试验报告编制:校对:审核:中国船舶工业芜湖造船厂集团公司二○○二年九月前言根据中科院HT-7U焊接工程需要,对材料316LN进行了一系列焊接工艺评定试验。
由于线圈盒是在超低温下运行,材料的选用和试验没有专用的标准指导和经验可循,试验内容和项目均与中科院商定后进行。
分别进行了如下试验:一CO2药芯焊丝气保焊堆焊试验试验目的:评价N、C等元素的符合性由于焊接中CO2气体保护焊具有较大的优势,所以优先选用该种焊接方法。
为了满足低温下性能的要求,我们对广泰焊接材料有限公司生产的AS-316LN和天泰焊接材料有限公司生产的TFW-316LN 药芯焊丝(直径为Φ1.2)在母材为316LN超低碳不锈钢板上进行堆焊试验,检测到的焊缝金属化学成分如下表:焊缝金属化学成分表一施焊焊材元素编号C Mn Si P S Ni Cr Mo N要求≤0.03 ≤2.0 ≤1.0 ≤0.046 ≤0.015 11.0~14.016.5~18.52.50~3.060.12~0.22AS-316LNG 0.021 1.2 0.25 0.030 0.004 13.0 21.0 2.5 0.074TWE-316LM2T 0.022 2.8 0.18 0.027 0.008 14.1 17.2 2.5 0.12 由上可以看出,焊丝AS-316LN主要指标N含量很低,不能满足要求,而TFW-316LN含Mn偏高,,可以进入下一步试验。
二CO2药芯焊丝焊接试验试验目的:评价拍片性能和磁导率对焊接材料的焊接工艺性能及磁导率是否满足要求,有必要在订货前对焊缝金属及周边区域磁导率进行测试,在当时316LN材料相当紧张的情况下,我们采用焊丝TFW-316LM2焊接316LN,试板规格为δ20×80×390一付,经X光射线探伤,为Ⅰ级片,磁导率测试结果为μ<1.01。
三CO2药芯焊丝气体保护焊焊接工艺试验试验目的:评价各项焊接性能3.1焊接工艺规程Ⅰ母材的钢种和厚度钢种: 超低碳奥氏体不锈钢牌号: 316LN 厚度: 33mmⅡ焊接材料表二焊接材料牌号规格制造厂焊丝TFW-316LM2Φ0.9天泰焊材工业股份有限公司Φ1.2气体CO2≥99.9Ⅲ焊接设备表三设备名称型号特性制造厂气体保护焊机Pana KRⅡ350平特性松下电器XC500日本大坂Ⅳ.焊接接头接头形式: 对接坡口型式: X型 . 坡口加工方法: 机械加工背面清根: 刨削 . 试板尺寸:33×160×510 焊接位置: 平 .试板长度方向应与钢板的轧制方向一致。
316L不锈钢电子束焊接接头组织与性能研究
316L不锈钢电子束焊接接头组织与性能研究摘要:对40mm厚316L类不锈钢进行电子束焊接试验,得到了单面焊双面成型的近似平行焊缝。
测试该接头的化学成分、显微组织和力学性能,结果显示焊缝金属几无烧损,化学成分仍满足母材要求。
焊缝组织为柱状晶、细小枝晶和等轴晶组成的铸态组织,晶粒明显细化,焊接接头力学性能优良。
关键词:不锈钢;电子束焊接;单面焊双面成型;显微组织;力学性能1序言某特殊项目部件,设计为密闭焊接腔室,要求焊接时单面焊双面成型,且焊接接头强度不低于母材的95%;材料选择为类316L材料,厚度为40mm。
根据产品特点及焊接要求,仅能采用具有能量密度高,穿透力强,焊接热影响区小[1-4]的电子束焊接工艺。
电本文采用正交试验进行了40mm 类316L材料电子束单面焊双面成型工艺参数优化设计,并对焊接接头的室温拉伸性能,500℃高温拉伸性能、室温冲击性能、室温弯曲性能、金相组织,维氏硬度等性能进行了检测。
2 试验材料及试验方法2.1 试验材料试验材料为某316L类奥氏体不锈钢,其成分及主要力学性能分别见表1及表2。
表1 母材化学成分要求(w.t%)表2 母材力学性能要求2.2 焊接设备电子束焊接试验所用焊机为SST生产的ZD150-60C CV60M型真空电子束焊机,真空室大小:5m×4m×3m,加速电压范围:70-150KV,束流范围:0-400mA,电子枪真空度≤10-5mBar,真空室真空度≤10-3mBar。
2.3 试验方法2.3.1 焊接接头无损检测及成型分析分别按NB/T47013.3 1级及NB/T47013.2 1级对焊接接头进行UT检测及RT检测,打磨去除焊缝正反面余高后,按NB/T47013.5 1级对焊缝正面及背面进行PT检测。
以GB/T 22085.1/ISO 13919-1 B级(最严格)评判焊缝成型情况。
2.3.2 力学性能试验对焊接接头取样,分别按照《GB/T 2651-2008焊接接头拉伸试验方法》、《GB/T 2650-2008 焊接接头冲击试验方法》和《GB/T 2653-2008焊接接头弯曲试验方法》进行焊接接头的拉伸、冲击及弯曲试验。
耐大气腐蚀钢板09CuPCrNi-A现货,09CuPCrNi-A机械性能及应用

耐大气腐蚀钢板09CuPCrNi-A现货,09CuPCrNi-A机械性能及应用
一、09CuPCrNi-A属于高强度耐候钢板(即耐大气腐蚀钢),耐候钢由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、焊割、磨蚀、高温、疲劳等特性;耐候性为普碳钢的2~8 倍,涂装性为普碳钢的1.5~10 倍,能减薄使用、裸露使用或简化涂装使用。
该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益。
09CuPCrNi-A具有良好的耐大气腐蚀性能、综合机械性能的经济耐候钢。
二、09CuPCrNi-A交货状态:热轧或热轧后退火
三、09CuPCrNi-A执行标准:TB/T 1979-2003
四、09CuPCrNi-A化学成分
五、09CuPCrNi-A力学性能
显著提高结构件的耐腐蚀性能、延长结构件使用寿命,可用于制作在大气环境及腐蚀性气体、液体下工作的各种结构件。
316LS32101 异种金属焊接接头的显微组织与力学性能研究

精 密 成 形 工 程第13卷 第6期 138 JOURNAL OF NETSHAPE FORMING ENGINEERING2021年11月收稿日期:2021-09-10基金项目:国家重大科技专项(2018ZX06002006) 作者简介:孙浈(1985—),男,高级工程师,主要研究方向为核电焊接技术管理和焊接性能控制。
通讯作者:杨涛(1988—),男,工程师,主要研究方向为核电焊接技术管理和焊接性能控制。
316L/S32101异种金属焊接接头的显微组织与力学性能研究孙浈,杨涛,俞照辉,简海林(国核电站运行服务技术有限公司,上海 200233)摘要:目的 研究乏燃料水池用钢板316L 与覆板S32101双相不锈钢的焊接性、接头不同区域显微组织特征及接头与母材之间的性能差异。
方法 利用氩弧焊接技术对5 mm 厚的316L 底板与3 mm 厚的S32101覆板以搭接的形式进行焊接,利用金相显微镜、扫描电镜、维氏显微硬度仪和电子万能材料试验机对焊接接头的宏观形貌、显微组织以及力学性能进行研究。
结果 316L/S32101焊缝组织主要由铁素体基体、晶界树枝状奥氏体以及晶内细小片状奥氏体所组成;316L 侧靠近焊缝处存在一个较窄的熔合区,其组织由奥氏体基体和少许细小分散的铁素体组成,而S32101侧靠近焊缝处组织则由粗大铁素体晶粒和沿晶粒边界分布的若干小块状奥氏体组成。
从316L 母材区到焊缝区,硬度显著增大,而从焊缝区到S32101母材区,硬度变化很小;焊接接头的抗拉强度高达510 MPa ,为两侧316L 和S32101母材强度的87.9%和88.6%。
结论 在焊接电流为240 A 和焊接速度为300 mm/min 的条件下,可以通过氩弧焊获得成形良好的搭接接头,且接头的力学性能优异。
关键词:异种钢焊接;核电维修;316L 不锈钢;S32101双相不锈钢DOI :10.3969/j.issn.1674-6457.2021.06.019中图分类号:TG456.7 文献标识码:A 文章编号:1674-6457(2021)06-0138-07Investigation on Microstructures and Mechanical Properties of316L/S32101 Dissimilar Lap JointsSUN Zhen , YANG Tao , YU Zhao-hui , JIAN Hai-lin(State Nuclear Power Plant Service Company, Shanghai 200233, China)ABSTRACT: The work aims to study the weldability of 316L steel plate for spent fuel pool and S32101 duplex stainless-steel overlay plate, the microstructure characteristics of different areas of the joint and the performance differences between the joint and the base metal. The 316L base plate of 5 mm thick and S32101 cladding plate of 3 mm thick were welded by argon arc welding technology in the form of overlap. The macro morphology, microstructure and mechanical properties of the welded joint were studied by metallographic microscope, scanning electron microscope, Vickers microhardness tester and electronic universal material testing machine. The results showed that the microstructure of the 316L/S32101 welded joint was mainly composed of ferrite matrix, dendritic austenite at grain boundary and fine lamellar austenite inside grain. There was a narrow fu-sion zone near the fusion line on the 316L side. Its microstructure was composed of austenite matrix and a few fine dispersed ferrite; while the microstructure near the weld on the S32101 side was composed of coarse ferrite grains and some small massive austenite distributed along the grain boundary. From 316L base metal zone to weld zone, the hardness increased significantly;. All Rights Reserved.第13卷第6期孙浈等:316L/S32101异种金属焊接接头的显微组织与力学性能研究139while from weld zone to S32101 base metal zone, the hardness changed little. The tensile strength of the joint was up to 510 MPa, which was about 87.9% and 88.6% of the strength of 316L and S32101 base metal, respectively. It can be concluded that a well-formed lap joint of excellent mechanical property can be obtained by argon arc welding technology as the welding current is 240 A and the welding speed is 300 mm/min.KEY WORDS: dissimilar steel welding; maintenance of nuclear power plant; 316L stainless steel; S32101 duplex stainless steel在整个核电站运行周期中,需要定期更换核燃料来维持稳定的电力输出,因此,也会不断产生核废料——乏燃料。
316l奥氏体不锈钢的焊接方法

316L奥氏体不锈钢是一种常用的不锈钢材料,具有良好的耐腐蚀性能和机械性能,因此在工业领域得到了广泛的应用。
对于这种材料的焊接方法,是工程领域中一个具有挑战性的问题。
本文将就316L奥氏体不锈钢的焊接方法进行探讨,为相关从业人员提供一些参考和指导。
一、316L奥氏体不锈钢的性能特点1. 良好的耐腐蚀性能。
316L奥氏体不锈钢含有低碳,能够有效地避免晶间腐蚀和析出碳化物的问题,具有良好的耐腐蚀性能,适合在酸性、碱性和盐性环境中使用。
2. 优秀的焊接性能。
316L奥氏体不锈钢具有良好的可焊性,能够通过多种焊接方法进行加工。
3. 较高的强度和硬度。
316L奥氏体不锈钢在焊接后,通常能够保持较高的强度和硬度,适用于要求较高的工程领域。
二、316L奥氏体不锈钢的常见焊接方法1. TIG焊。
TIG焊是一种常用的316L奥氏体不锈钢焊接方法,适用于对焊缝质量和外观有较高要求的场合。
TIG焊需要使用惰性气体保护,能够有效地避免氧化和氮化物的生成,焊缝质量较高。
2. MIG/MAG焊。
MIG/MAG焊是一种高效的316L奥氏体不锈钢焊接方法,适用于对焊接效率有较高要求的场合。
MIG/MAG焊需要选择合适的气体保护,能够实现较高的焊接速度和生产效率。
3. 电阻焊。
电阻焊是一种成本较低的316L奥氏体不锈钢焊接方法,适用于对焊接成本有较高要求的场合。
电阻焊通过电流在接头处产生高温,将接头材料熔化并连接在一起,是一种简便易行的焊接方法。
三、316L奥氏体不锈钢焊接中的常见问题与改进方案1. 晶间腐蚀。
316L奥氏体不锈钢焊接后容易出现晶间腐蚀的问题,影响焊接接头的耐腐蚀性能。
改进方案是采用低氮焊丝、降低焊接热输入和控制焊接速度,减少晶间腐蚀的发生。
2. 焊接变形。
316L奥氏体不锈钢在焊接过程中容易出现变形的问题,影响焊接接头的尺寸精度。
改进方案是采用适当的预热和焊后退火工艺,减少焊接变形的发生。
3. 焊接裂纹。
316L奥氏体不锈钢在焊接过程中容易出现焊接裂纹的问题,影响焊接接头的强度和密封性。
316l的焊接工艺
316L不锈钢的焊接技术——处理厂储运系统含醇污水管线焊接问题浅析摘要:通过对316L奥氏体不锈钢的性能和焊接性的分析,制定了合理的焊接工艺,包括焊条选择、焊接工艺参数、焊后处理等技术措施,确保了焊接质量。
关键词:316L 奥氏体不锈钢;焊接;焊接工艺不锈钢是功能性材料,也是现代结构材料。
以其高耐蚀性(氧化性酸、有机酸、气蚀)、易成形性、高强度和易切削加工等性能而成为重要的钢铁材料。
并被广泛地应用于各工程领域尤其在诸如化工食品机械等行业【2】。
目前我国石油化工、能源行业所用的不锈钢大多以镍铬合金。
而含钼型不锈钢种316L 由于优异的耐腐蚀性,成为其中应用较为广泛的一类合金。
研究并制定合理的316L 奥氏体不锈钢的焊接工艺,对于指导生产具有重要意义。
1 奥氏体不锈钢的性能和焊接性分析316L 奥氏体不锈钢的性能316L 奥氏体不锈钢热导率低、线膨胀系数大,无磁性;抗拉强度≥550N/mm2,,屈服强度≥480N/mm2焊接性分析1 焊接裂纹(1) 316L 奥氏体不锈钢的导热系数大约只有低碳钢的一半,而线膨胀系数却大得多,所以焊后在接头中会产生较大的焊接内应力。
(2) 316L 奥氏体不锈钢的液、固相线的区间较大,结晶时间较长,且奥氏体结晶的枝晶方向性强,所以杂质偏析现象比较严重。
综上所述,316L 奥氏体不锈钢焊接时比较容易产生焊接热裂纹,包括焊缝的纵向和横向裂纹、火口裂纹、打底焊的根部裂纹和多层焊的层间裂纹等。
2 焊接接头的晶间腐蚀晶间腐蚀发生于晶粒边界,所以叫晶间腐蚀。
它是奥氏体金属最危险的破坏形式之一。
奥氏体不锈钢晶间腐蚀的原因,目前大家公认的是晶界区贫铬的理论。
室温条件下,碳在奥氏体中的溶解度很小,约为0.02%~0.03%,当碳的含量超过这个范围时,碳就不断的向奥氏体晶界扩散,并很容易的和铬形成铬化物,造成奥氏体边界铬含量的贫乏,当铬的含量低于一定浓度时,便失去了抗腐蚀能力,在腐蚀介质中使用,便会产生晶间腐蚀。
316L不锈钢焊接工艺
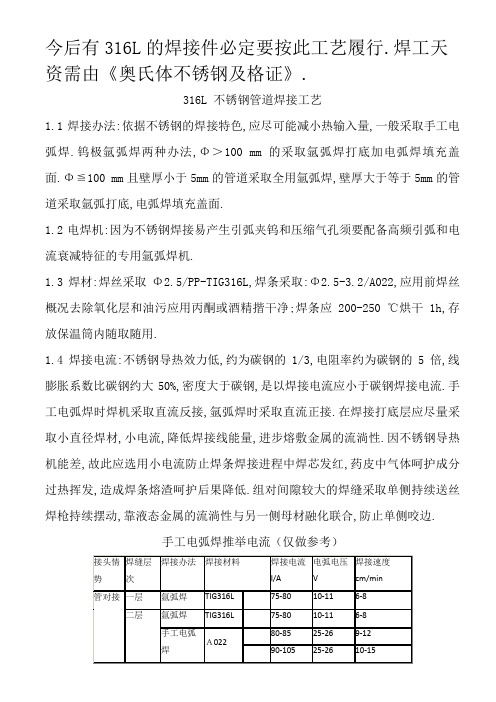
今后有316L的焊接件必定要按此工艺履行.焊工天资需由《奥氏体不锈钢及格证》.316L 不锈钢管道焊接工艺1.1焊接办法:依据不锈钢的焊接特色,应尽可能减小热输入量,一般采取手工电弧焊.钨极氩弧焊两种办法,Φ>100 mm的采取氩弧焊打底加电弧焊填充盖面.Φ≦100 mm且壁厚小于5mm的管道采取全用氩弧焊,壁厚大于等于5mm的管道采取氩弧打底,电弧焊填充盖面.1.2电焊机:因为不锈钢焊接易产生引弧夹钨和压缩气孔须要配备高频引弧和电流衰减特征的专用氩弧焊机.1.3焊材:焊丝采取Φ2.5/PP-TIG316L,焊条采取:Φ2.5-3.2/A022,应用前焊丝概况去除氧化层和油污应用丙酮或酒精揩干净;焊条应200-250 ℃烘干1h,存放保温筒内随取随用.1.4焊接电流:不锈钢导热效力低,约为碳钢的1/3,电阻率约为碳钢的5倍,线膨胀系数比碳钢约大50%,密度大于碳钢,是以焊接电流应小于碳钢焊接电流.手工电弧焊时焊机采取直流反接,氩弧焊时采取直流正接.在焊接打底层应尽量采取小直径焊材,小电流,降低焊接线能量,进步熔敷金属的流淌性.因不锈钢导热机能差,故此应选用小电流防止焊条焊接进程中焊芯发红,药皮中气体呵护成分过热挥发,造成焊条熔渣呵护后果降低.组对间隙较大的焊缝采取单侧持续送丝焊枪持续摆动,靠液态金属的流淌性与另一侧母材融化联合,防止单侧咬边.手工电弧焊推举电流(仅做参考)1.5氩气:氩气瓶上应贴有出厂及格标签,应用纯氩≥99.99%或高纯氩≥99.999%,氩弧焊焊接不锈钢时,不和必须充氩气呵护,包管不和成形油滑,防止焊缝根部氧化降低焊缝耐腐化性.气瓶中的氩气不克不及用尽,瓶内余压不得低于0.5MPa.大管道采取在管道内局部充氩的办法,追随焊接进度呵护,流量为5-14L/min,正面氩气流量为12-13L/min.氩气呵护不锈钢内壁融化金属与空气隔离,防止不锈钢在高温情形下产生焊缝根部氧化.小径管氩弧焊时应做焊接收段可溶纸封堵,焊缝不和应提前送气,流量恰当加大空气排出后,流量逐渐减小,焊接进程中应不间断地向管内充氩,停焊时滞后停气,使焊缝得到充分的呵护,别的应特殊留意的是,空气排净后才干进行焊接,不然影响充氩的呵护后果.氩气流量应恰当,流量过小呵护不好,焊缝不和轻易氧化;流量过大,焊接时产生涡流带入空气,呵护后果也会变坏,同时会引起焊缝根部内凹等缺点,影响焊接质量.充氩口应置于关闭段尽可能低的地位,空气排出孔应置于关闭段最高地位,因为氩气比空气重,从较低地位充人氩气轻易包管获得更高的浓度,充氩呵护后果也就更好.为了削减管内氩气从对口间隙处流掉,影响呵护后果,增长成本,焊接前可沿焊口间隙贴上水溶胶带,仅留出焊工一次持续焊接的长度,边焊边揭去胶带.右图为克己管线充氩装配供参考1.6焊接参数:因不锈钢热膨胀系数较大,焊接时产生较大的焊策应力,请求采取严厉的定位焊.对于大管道应掌握焊接温度,降低焊接热应力,大管道焊接建议采纳对称分段花焊的焊接办法.焊接不锈钢不轻易摆动,应采纳小电流快速焊.对于d≦Φ89 mm 的管采取两点定位,d=Φ89-Φ219 mm采取三点定位,d≧219 mm 的采取四点定位;定位焊缝长度6-8 mm.1.7坡口及焊道安插:相对于碳钢,不锈钢在融化后粘度大,流淌性差,易形成层间未熔合等缺点,坡口情势常采取V 形坡口,采取较小的焊接电流,因不锈钢焊接熔深小,是以坡口的钝边比碳钢小,约为0-0.5mm,坡吵嘴度比碳钢大,约为65°-70°,因不锈钢比碳钢穿透力小,对口间隙应比碳钢恰当增大,装配前做好焊缝区的干净工作,应用角磨机打磨破口内氧化层毛刺铁锈等,融会区及母材不准应用角磨机打磨,接头两侧各50mm规模的内.外概况用丙酮或酒精清洗干净不得沾污.不锈钢焊接时应采纳防飞溅措施(如刷白灰等办法)呵护母材免受飞溅烫伤污染.焊后用不锈钢扁铲(不得采取碳钢)完整清算熔渣和飞溅.不锈钢应与碳钢区分放置,严禁不锈钢和碳钢混放,不锈钢概况不该有毁伤,毁伤后概况钝化层损坏,钝化层主如果四氧化三铁和三氧化二铬,他们是致密的氧化层,对氧化剂有较强的抵抗感化.处于钝态的金属仍有必定的反响才能,即钝化膜的消融和修复(再钝化)处于动均衡状况.损坏后使不锈钢呵护才能降低,钝化层损坏后,概况光滑度增长,增长下场部附着物,可能造成局部腐化的几率.易与化学介质产生反响,产生化学腐化而生锈.当介质中含有活性阴离子(罕有的如氯离子)时,均衡便受到损坏,消融占优势.海水中的氯离子(Cl-)半径小,穿透才能强,轻易穿透氧化膜内微小的孔隙,到达金属概况,并与金属互相感化形成了可溶性的化合物,使氧化膜的构造产生变更.造成腐化裂纹,是以划伤.飞溅.割渣等对于不锈钢钝化层是一种损坏,必须加以杜绝和战胜.1.8层间温度:奥氏体不锈钢的导热性差,线膨胀系数大的特色对过热迟钝性强,多层焊时要严厉掌握层间温度小于60 ℃.对奥氏体不锈钢焊接有线能量和层间温度的限制,如炎天较热时,温度难以降低,可采取层间水冷(留意:不是层间向焊缝加水,经常应用湿毛巾擦拭坡口两侧母材或应用冷却水毛刷用冷却水冷却已经凝固的焊缝.水冷的目标:1.用水急冷可以有用防止450-850摄氏度内铬的敏化,即防止生成Cr23C6;2.削减奥氏体在450摄氏度阁下形成脆性相,在金相组织中生成应力单薄区,水冷可以防止此现象.3.水冷可以促进过冷度,加强奥氏体组织的形核,并防止长大成粗晶.水冷的缺点:焊缝区应力来不及向母材及热影响区传导,而在焊缝区残留较高,易产生应力裂纹,但因为大部分奥氏体不锈钢本身具有较高的曲折塑性及延展性,该缺点常被疏忽.平日前一层冷却后再进行下一层焊接,采取小电流.快速薄层焊,为掌握焊接温度不宜摆动焊接.焊缝宽度严厉掌握不大于直径的4倍,焊接厚度不宜大于焊条直径.奥氏体焊接温渡过高,钢中的碳会向奥氏体晶界集中,并在晶界处与铬化合析出Cr23C6,晶界处消失贫铬区,贫铬区无法抵御氯离子的化学置换产生晶间腐化或点腐化,消失腐化裂纹,泄漏.2.1焊接316L海水管道应由持有FeⅥ焊接项目天资,经响应试件测验及格后,方可上岗亭焊接.2.2严禁在被焊件概况随便引燃电弧.实验电流或焊接暂时支持物等.2.3焊工所用的氩弧焊把.氩气减压流量计,应经常检讨无泄漏计量精确,确保在氩弧焊焊接质量.2.4接口间隙要匀直,制止强力对口,错口值应小于壁厚的10%,且不大于1mm接口局部间隙过大时,应进行修整,严禁在间隙内添加塞物.2.5焊接区应留意防风,以防吹散氩气,影响氩气呵护后果和焊接质量.打底完成后,应卖力检讨打底焊缝质量,确认及格后再进行氩弧焊盖面焊接.2.6引弧.收弧必须在坡口内进行,收弧要填满熔池,将电弧引向坡口熄弧.2.7焊接进程中发明缺点应立刻处理,剖析原因磨除,多层多道焊接,每层每道均应进行检讨,自检及格后方可再持续施焊,不得用反复融化办法清除缺点.2.8应留意接头和收弧质量,留意接头熔合应优越,收弧时填满熔池.2.9盖面完毕应实时清算焊缝概况熔渣.飞溅.3.1对接接头余高掌握:焊缝宽度等于10mm余高≤2mm,焊缝宽度等于20mm,余高≤3mm,焊缝与母材不克不及有尖利夹角.3.2焊缝宽度:不大于坡口宽度加5mm.在随便率性50mm内最大宽度与最小宽度差值≤2,整条焊缝≤3请求接头无痕过渡.3.3在随便率性300mm持续焊缝长度内,焊缝的直线度小于2mm.3.4在焊缝随便率性25mm长度规模内,焊缝高下度小于1.5mm.3.5整条焊缝不许可消失:裂纹.烧穿.条状夹渣.咬边.气孔.未熔合.未焊透.未焊满.内凹.焊瘤.电弧擦伤.3.6不锈钢焊缝概况的色彩能解释焊缝概况被氧化的程度,焊接熔池温度的掌握,呵护气体浓度.流量,焊接操纵等.一般情形银亮色最好,金黄和微蓝可接收,深蓝和黑色解释焊缝概况过氧化,不克不及接收,钝化层已经损坏应进行处理,一般常采取机械抛光后化学处理,先用砂轮磨平,再用布轮依次抛光,应用不锈钢专用钝化膏涂抹处理,个体情形还可化学酸洗处理.3.7奥氏体不锈钢316L的焊接机能较好,温度10℃以上一般免预热,焊接掌握好层间温度,光彩银亮奥氏体焊缝一般免做热处理.4.1焊后可应用5倍放大镜磨练,标明的缺点必须返工,缺点返工后应从新对缺点地位进行磨练.4.2对于承压部件焊缝自检及格后一般应进行射线探伤,一般性耐腐化管道一般进行着色探伤磨练.不锈钢属于裂纹迟钝性材料,探伤应侧重以查找裂纹及概况缺点为为主.。
09cupcrni-a耐候钢板标准

09cupcrni-a耐候钢板标准
一、化学成分
09cupcrni-a耐候钢板是一种含有Cu、Cr、Ni等元素的合金材料,其中Cu的含量约为0.25%,Cr的含量约为0.5%,Ni的含量约为0.3%。
此外,还含有少量的Si、Mn等元素,以增强其力学性能和耐候性能。
二、力学性能
09cupcrni-a耐候钢板的力学性能包括屈服强度、抗拉强度、延伸率和硬度等指标。
其中,屈服强度约为275MPa,抗拉强度约为390MPa,延伸率约为31%。
同时,该钢板的硬度约为150HB。
三、特点及应用
09cupcrni-a耐候钢板具有优良的耐候性能和耐腐蚀性能,能够长期在恶劣的环境条件下使用。
此外,该钢板还具有较好的加工性能和焊接性能,易于进行加工和制造。
因此,09cupcrni-a耐候钢板广泛应用于建筑、桥梁、车辆、船舶等领域。
09CuPCrNi-A材料说明
1.09CuPCrNi-A是什么材料09CuPCrNi-A属于耐候钢,其特征在于:该耐候钢的合金成份及重量百分比含量为:C:0.12~0.21、Si:0.2~2.0、Mn:0.7~2.0、S≤0.036、P≤0.034、Cu:0.10~0.40、Al<0.2,其余为Fe和微量杂质。
通过Cu、Mn、Si、Al等合金化,并简单调整普通低碳钢(Q235钢)的部分元素含量,在不需改变Q235钢生产工艺条件下,就能生产出具有良好的耐大气腐蚀性能、综合机械性能的经济耐候钢。
主要用于铁道、车辆、桥梁、塔架等长期暴露在大气中使用的钢结构。
2.09CuPCrNi-A耐候钢的发展历程:从20 世纪初至今, 美、德、英、日各国对耐候钢进行了深入的研究。
早在1900 年,欧美科学家就发现铜可以改善钢在大气中的耐蚀性能。
1916 年, 美国实验和材料学会( ASTM) 开始了大气腐蚀研究。
C. P. Larrabee 等进行了大气腐蚀的数据积累工作,总结腐蚀规律, 探讨了腐蚀机理。
20 世纪30 年代,美国的U. S. Steel 公司首先研制成功了耐腐蚀高强度含铜低合金钢——Corten 钢, 在20世纪60 年代不涂漆直接用于建筑和桥梁, 其中最普遍应用的是高磷、铜+ 铬、镍的Corten A 系列钢和以铬、锰、铜合金化为主的Corten B 系列钢[1]。
这种耐候钢在欧洲、日本也得到广泛应用。
目前, 国外已将耐候钢逐渐作为普通钢种广泛使用, 并且在钢种开发、使用及设计施工方面也进行了详细规定。
3.09CuPCrNi-A耐候钢制造工艺:耐候钢一般采用精料入炉-冶炼(转炉、电炉-微合金化处理-吹氩-LF精炼-低过热度连铸(喂入稀土丝)-控轧控冷等工艺路线。
在冶炼时,废钢随炉料一起加入炉内,按常规工艺冶炼,出钢后加入脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连铸机铸成板坯。
由于钢中加入稀土元素,耐候钢得到净化,夹杂物含量大为减少。
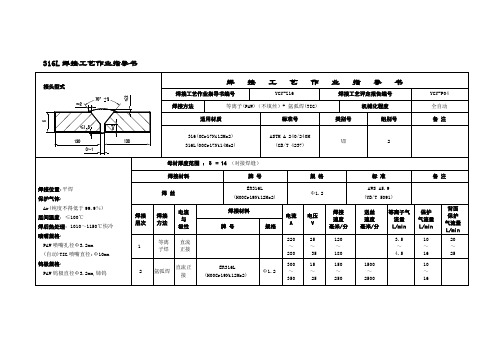
316L焊接工艺作业指导书
3.焊丝的选择
对于所选用的焊丝,316(0Cr17Ni12Mo2))的母材,可选用ER316(H0Cr19Ni12Mo2)或ER316L(H00Cr19Ni12Mo2)的焊丝;对于316L(00Cr17Ni14Mo2)的母材,只能选用ER316L(H00Cr19Ni12Mo2)的焊丝。
316L焊接工艺作业指导书
接头型式
焊 接 工 艺 作 业 指 导 书
焊接工艺作业指导书编号
YGY-Z16
焊接工艺评定报告编号
YGY-P04
焊接方法
等离子(PAW)(不填丝)+氩弧焊(TIG)
机械化程度
全自动
适用材质
标准号
类别号
组别号
备 注
316(0Cr17Ni12Mo2)
316L(00Cr17Ni14Mo2)
牌 号
规格
1
等离子焊
直流
正接
220
~
280
25
~
35
120
~
180
3.5
~
4.5
10
~
16
20
~
25
2
氩弧焊
直流正接
ER316L
(H00Cr19Ni12Mo2)
Φ1.2
300
~
350
15
~
25
150
~
250
1500
~
2500
10
~
16
3
氩弧焊
直流正接
ER316L
(H00Cr19Ni12Mo2)
Φ1.2
④焊接时要随时观察焊接电弧情况,并视情况可对焊接参数进行微
316L不锈钢手工电弧焊焊接工艺评定试验报告

316L不锈钢手工电弧焊焊接工艺评定试验报告1.简介:本焊接工艺评定用手工电弧焊焊接方法进行不锈钢双面焊和单面永久性衬垫焊。
钢板材料: 牌号:316L 厚度:12mm焊接位置: 平焊、横焊、立焊、仰焊2.焊接设备及测试设备:2.1. 手工电弧焊焊机牌号:ZXE-3X400生产厂家:上海向春电焊机厂2.2. 屏幕显示液压万能试验机牌号:WES-300C生产厂家:济南试验机厂牌号:WE-100生产厂家:上海试验机厂2.3.冲击试验机型号:JB-30B制造厂:吴忠试验机厂2.5. 硬度机牌号:HV-120V生产厂家:山东2.4. X射线无损探伤机牌号:300KV生产厂家:日本理光3. 焊接工艺评定内容316L不锈钢手工焊焊接工艺评定评定报告1焊接工艺评定试验内容:A) 焊接接头横向抗拉强度试验编号: X-LB) 焊接接头冷弯试验编号: X-BC) 焊接接头宏观及硬度试验编号:X-H注:X为试板编号2 焊接试板材料及规格试板牌号: 316L炉批号: 450891-002试板规格: 12X200X5003 焊接材料:电弧焊焊条焊条牌号:E316L-17焊条规格:Φ3.2mm Φ4.0mm炉批号:05110 051184 试样取样图:截弃段拉伸试样弯曲试样冲击及宏观试样备用段弯曲试样拉伸试样截弃段5 焊接坡口图60゜-70゜゜6 焊接规范7无损探伤:试板焊制完毕进行外观检查,24小时后进行X射线无损探伤结果:达到标准要求,详见附录。
8焊接接头物理试验结果:a) 焊接接头横向抗拉试验结果b)焊接接头弯曲试验结果c)焊接接头宏观分析:试样经过酸蚀后,进行宏观分析结果:未发现宏观缺馅。
详见照片d)焊接接头冲击试验结果:(V型缺口)e)焊接接头硬度测试:试样编号:5-H试样编号:6-H试样编号:.11-H试样编号:12-H试样编号:16-H9 试验结果评定:经过上述试验,我们认为该焊接工艺符合CCS规范要求。
316LN焊接工艺试验报告
316LN 焊接工艺试验报告编制:校对:审核:二OO 二年九月中国船舶工业集团公司 无湖造船厂刖言根据中科院HT-7U焊接工程需要,对材料316LN进行了一系列焊接工艺评定试验。
由于线圈盒是在超低温下运行,材料的选用和试验没有专用的标准指导和经验可循,试验内容和项目均与中科院商定后进行。
分别进行了如下试验:一CO2药芯焊丝气保焊堆焊试验试验目的:评价N、C等元素的符合性由于焊接中CO2气体保护焊具有较大的优势,所以优先选用该种焊接方法。
为了满足低温下性能的要求,我们对广泰焊接材料有限公司生产的AS-316LN和天泰焊接材料有限公司生产的TFW-316LN 药芯焊丝(直径为①1.2 )在母材为316LN超低碳不锈钢板上进行堆焊试验,检测到的焊缝金属化学成分如下表:焊缝金属化学成分表由上可以看出,焊丝AS-316LN主要指标N含量很低,不能满足要求,而TFW-316LN含Mn偏高,,可以进入下一步试验。
二CO2药芯焊丝焊接试验试验目的:评价拍片性能和磁导率对焊接材料的焊接工艺性能及磁导率是否满足要求,有必要在订货前对焊缝金属及周边区域磁导率进行测试,在当时316LN材料相当紧张的情况下,我们采用焊丝 TFW-316LM2焊接316LN ,试板规 格为3 20 $0 X 390 一付,经X 光射线探伤,为I 级片,磁导率测试 结果为a v 1.01。
三CO2药芯焊丝气体保护焊焊接工艺试验试验目的:评价各项焊接性能 3.1焊接工艺规程 I 母材的钢种和厚度钢种:超低碳奥氏体不锈钢 牌号:316LN 厚度:33mm表二焊接材料 牌号规格制 造 厂焊丝 TFW-316LM2①0.9 天泰焊材工业股份有限公司①1.2 气体CO> 99.9皿焊接设备表三设备名称 型号特性制 造 厂气体保护焊机Pana KR n 350平特性松下电器XC500日本大坂IV •焊接接头试板尺寸:33 X 60 X 510 焊接位置: 试板长度方向应与钢板的轧制方向一致接头图:接头形式:对接坡口型式: X 型.坡口加工方法:机械加工 背面清根: 刨削.焊前对坡口区域进行了除油、水处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键词 :耐候钢 ;力学性能 ;FCAW;异种钢 焊接
中图分类 号 :TG457.11;TG444
文献标志码 :A
文章编号 :1673—4807(2016)02—0131—05
Research on welding process and m icrostructure and properties of welded
第 30卷 第 2期
江 苏科 技大 学 学报 (自然 科学 版 )
v。1.30 N。.2
2016年 4月 Journal of Jiangsu University of Science and Techn。logy(Natural Science Edition) Apr.2016
doi:10.3969/j.issn.1673—4807.2016.02.006
Abstract:The dissimilar steel(09CuPCrNi—A and 316L)ofSCR device ofthe marine diesel engine was welded
by FCAW method.W hen the dissimilar steel is welded,there are the following problems:the welded metal easi— ly produces hot crack during the process of welding because of the different therm al conductivity and linear ex— pansion coeff icient:the hardness of the weld increases and the toughness of the weld decreases which iS caused by earburization;dur ing the face bend test,the crack appears at the fusion area of low alloy steel due to decar- burization;f lux cored wire welding due to the groove design is not appropr iate,easy to cause the slag.The inap— propriate groove design is easy to cause the slag problem when it is welded by FCAW .In this paper,a reasona— ble welding process plan which is designed based on the analysis of weldability of weather ing steel 09CuPCrNi——
为了使 国内越来越多 的船舶柴油机排放 量在 的 Tier—III标 准 … ,国 内某 船 用 柴 油 机 配 件 制 造 2016年后能够满足国际海事组织 IMO要求 的严格 厂设计和开发了能够 满足尾气处理要求的耐热耐
收稿 日期 :2015—10—19 作者简介 :周方 明(1964一 ),男 ,博士 ,教授 ,研究方 向为焊接装备与 自动化 ,先进焊接技术与质量控制.E-mail:fangmingzhou@just.edu.cn 引文格式 :周方 明,程瑞强 ,吴兴祥 ,等.09CuPCrNi—A与 316L异种钢的焊接工艺及 接头组织性 能研究 [J].江苏科技 大学学 报(自然科学
09 CuPCrNi—A 与 316L 异 种 钢 的 焊 接 工 艺 及 接 头 组 织 性 能 研 究
周 方 明 ,程瑞 强 ,吴兴祥 ,朱正祥
(1.江苏科技大学 江苏省先进 焊接技术重点试验室 ,江苏 镇江 212003) (2.上海沪 临重工有限公司 ,上 海 201306)
摘 要 :异种钢焊接时 由于热导 率和线膨胀系数不 同 ,焊接时容易产生热裂纹 ;由于焊缝增碳 ,使焊缝硬度增加 ,韧性下 降;
joint of 09CuPCrNi——A and 316L dissimilar steel
ZHOU Fangming ,CHENG Ruiqiang ,W U Xingxiang ,ZHU Zhengxiang
(1.Jiangsu Province Key Lab of Advanced Welding Technology,Jiangsu University of Science and Technology ,Zhenjiang Jiangsu 212003,China) (2.Shanghai Hulin Heavy Industry Co.Ltd,ShangHai 201306,China)
A and stainless steel 3 16L,has made the joint qualified.The mechanical properties and microstructure analysis
show that the welding process can meet the requirem ents of products and the welding procedure has been applied to practical production. Key words:weather ing steel;mechanical properties;FCAW ;dissimilar steel welding
低合金 钢熔合 区脱碳 ,面弯时在低合金钢熔 合区产生裂纹 ;药芯焊丝焊接时如坡 口设计不合 适 ,则 易导致夹渣 .为避 免以上
异常情况 ,文 中采用 FCAW 焊接方 法 ,对船用柴油 机 SCR装置用 异种钢 (09CuPCrNi—A与 316L)进行焊 接 ,设 计合理 的焊
接工艺方案 ,得到合格焊 接接 头.通过品要求 ,并在 实际生产 中得 到 了应 用 .