大型密闭式电石炉自动原料输送系统设计与应用
密闭电石炉PLC自控方案

密闭电石炉PLC自控方案密闭电石炉PLC自控方案 2011年03月09日密闭电石炉PLC自控方案一、电石自控技术水平行业现状我国密闭电石炉自控技术主要是引进埃肯公司技术,在引进密闭电石炉技术的同时也引进了自控系统,随密闭电石炉的国产化,其自控技术也进行了吸收消化,但生产操作模式和自控水平未作大的改进。
现总结出国内密闭电石炉的自控水平如下:1、控制室布置方式:一或二台电石炉设一操作室;配料站设一操作室;每台电炉电极压放设一就地操作室;干炉系统设一操作室。
以二台电石炉为例操作室共6个操作室。
2、自控系统:自控系统主要采用PLC控制系统二、自控设计原则1、控制水平电石项目自控设计按中等适用原则,自控水平定位为PLC控制系统+视频监控进行集中监控。
2、控制室、电子设备间布置方式:设PLC集控室一个,实现集中监控模式与视频同时监控,设置一个工程师站,实现对PLC系统的日常维护及控制程序的优化、改进。
干燥系统设操作室一个,对干燥沸腾炉、旋窑进行控制。
气烧石灰窑设操作室一个,对气烧石灰窑进行控制。
3、PLC控制范围:干燥旋窑后除尘系统、干燥碳素配料系统、石灰仓至电炉输送系统、电炉液压控制、电极升降、电极压放、自动加料系统以及除灰系统(包含对除尘后炉气成分的监测控制系统)、对气烧石灰窑的选择控制。
4、现场仪表选型原则:可能有大量CO气体泄漏的管道、设备附近(如净化装置等)的现场测量仪表选用本安防爆产品,其余位置的测量仪表选用具有一定防护等级(如IP64)的户外型仪表。
主要测点有:汽缸工作压力、回转窑窑温、回转窑鼓风风压、回转窑引风风压、回转窑设备电流监测、回转窑风压、A相电极位移、B相电极位移、C相电极位移、三相电流一次、功率因素、有功功率、无功功率、电炉变压器电压二次、电炉变压器进水压力、电炉变压器油压力、电炉变压器温度、电炉变压器短网水压、炉温度、炉压、压放泵压力、升降泵压力、油箱出油区温、泵压力、泵温度、入口高温阀温度、入口高温阀开度、入口高温阀压力等。
密闭电石炉生产工艺设计

沾化县富源电化有限公司第一章密闭电石炉生产工艺(25500KVA)一、原料加工及输送流程1、原料焦炭25500KVA密闭电石炉对焦炭的需求:①颗粒度为10---25mm②固定碳≥84%③灰分<13.5%④挥发分≤1.5%⑤水分≤1.0%25500KVA密闭电石炉对兰炭的需求:①颗粒度为13---25mm②固定碳≥83%③灰分<12%④挥发分<10%⑤水分≤1.0%因外购的碳材水分较高、颗粒大小不一致,兰炭水分≤ 10%、焦炭水分≤ 10%。
所以进炉之前对碳材进行筛分和烘干,水分降至为小于等于1%、颗粒控制在10—25mm。
碳材加工和输送流程:FQR-4流化床热风炉运行参数炉膛工作温度: 800-1000℃尾气温度: 20-180℃热效率:95%燃尽率:99%所需燃料电煤热值为:4000-5500kcal/KG经电化厂生产统计,每天满负荷烘干焦炭为260吨左右,用煤约16吨左右,如1台热风炉满负荷运行则每年用热值为4000-5500kcal/KG 电煤5840吨。
格栅式转筒干燥机主要技术参数型号规格:GSZTJ2600×20000筒体内径:2.6m筒体长度:20m筒体体积:106m3筒体转速:3r/min筒体倾斜度:3—5%最高进气温度:≤800℃进料粒度:≤30mm进料含湿量:12-25%出料含湿量:≤1%产量:23-30T/h2、原料石灰25500KVA密闭电石炉对生石灰的需求:①GaO ≥90%② MaO ≤ 1.8%③SiO2≤1.1%④生过烧≤6%⑤颗粒度10---50mm电石原料氧化钙是煅烧石灰石生产的,外购的石灰石经过筛分后输送到混烧石灰窑中进行煅烧,炉温控制在1150℃左右,煅烧温度过高或出炉时间过长会产生过烧现象,影响石灰在电石炉中的反应速度,煅烧温度过低或出炉时间较短会出现生烧现象,生烧部分进入电石炉中分解成氧化钙后参加反应导致电耗增加。
烧好的氧化钙经过输送和筛分至缓冲仓中。
内燃式电石炉改造为大型密闭式电石炉实施方案
内燃式电石炉改造为大型密闭式电石炉实施方案前言电石是重要的基础化工产品。近年来,随着国际油价的不断攀升和石油深加工产品成本的持续上涨,电石法聚氯乙烯和其他电石下游产业有了较大的发展,电石产能迅速增长,2010年我国电石产能已经超过2500万吨/年。电石是一种能源消耗较高的产品,生产过程中要消耗大量的电和煤炭。同时,电石也是一种产生废气、粉尘等较多的产品。随着我国社会经济的高速发展,能源供应日趋紧张,环保要求愈加严格。无论从外部经济运行环境方面,还是从行业可持续发展方面考虑, 电石行业都迫切需要加强节能减排工作。电石企业应当积极采用先进、节能、环保的技术和装备,提升自身能源利用水平,减少废弃物排放量,走一条科技含量高、经济效益好、资源消耗低、环境污染少的发展道路。目前,我国电石行业主要的生产装置有内燃式电石炉和密闭式电石炉两类。内燃式电石炉与密闭式电石炉相比,单位产品综合能耗较高,废弃物排放量较大。“十一五”期间,经过行业的不断努力,我国具有自主知识产权的大型密闭式电石炉生产技术已经成熟,并且有了一定规模的应用。大规模的内燃式电石炉改造为大型密闭式电石炉的时机已经成熟。本实施方案计划用5年时间(2011—2015年),将约600万吨/年的内燃式电石炉改造为大型密闭式电石炉,预期可形成120万吨标准煤/年的节能能力。方案实施单位应根据企业具体情况,通过技术改造,提升企业技术装备水平,提高能源利用效率,减少废弃物排放量,促进行业平稳、较快、可持续发展。目录一、技术发展及应用现状 (03)(一)电石炉技术概况 (03)(二)应用现状 (04)(三)存在的问题 (04)二、指导思想、原则和目标 (05)(一)指导思想 (05)(二)基本原则 (05)(三)建设目标 (05)三、主要内容 (06)(一)范围和条件 (06)(二)建设内容 (06)(三)实施进度 (07)(四)项目投资估算 (07)四、组织实施 (08)五、配套措施 (09)一、技术发展及应用现状(一)电石炉技术概况电石生产过程的主要设备是电石炉,其种类主要有开放式电石炉、内燃式电石炉(也称为半密闭式电石炉)和密闭式电石炉。开放式电石炉只有一个炉体和变压器,电极控制由卷扬机进行控制,加料从二楼楼面人工加入,没有环保装置,生产操作完全依靠人工经验,能耗高且污染严重。“十一五”期间,开放式电石炉已经被强制淘汰。内燃式电石炉的变压器容量在30000千伏安(KVA)以下,分为由开放式电石炉改造而成的装置和完全新建装置两种。由开放式电石炉改造的内燃式电石炉受原有土建结构和工艺的限制,很多装置仅仅增加了炉盖、简单的加料系统和除尘器。这种改造的装置较为简单,无原料烘干设备,炉气余热也未利用,生产过程较为简单,生产操作仍以经验成份居多。完全新建的内燃式电石炉也存在二种技术水平。一种内燃式电石炉的生产装备较为简单,建设单位依靠成熟的电石炉设备图纸进行翻版而设计建设;另一种是综合实力较强的建设单位,在装置配置和技术路线上均突破了原有电石装置的建设思路,在工艺装置设置、自动化程度、环保设施、操作环境上均有较大提高。密闭式电石炉最初是在90年代从国外引进,变压器容量多数在25000KVA以上,配套有电极控制系统、炉气净化、气烧石灰窑等装置。随着我国电石行业的发展,相关研发、建设和生产单位消化吸收了引进的密闭式电石炉技术,并在炉气净化、气烧石灰窑等技术上得到了突破,进行了优化设计,我国已经完全掌握了大型密闭电石炉的生产技术。“十一五”期间,青海东胜化工有限公司、新疆天业(集团)有限公司、茌平信发华兴实业有限公司等企业建成并投运了大型密闭式电石炉。(二)国内电石炉技术的应用现状目前,我国电石企业平均规模约为5.8万吨,产能小于5万吨的电石企业有194家。电石行业布局比较分散,除北京、天津、上海、吉林、广东、海南、西藏等省(区、市)外,其他省(区、市)均有电石生产企业。内燃式电石炉产能占总产能的比例超过60%。在国家已经公告的四批共306家企业中,生产能力在12500KVA(2.5万吨/年)至16500 KVA(3.3万吨/年)的内燃炉共有341台,16500 KVA及以上的内燃炉共有188台。近年来,密闭式电石炉产能占比有所增加,至2010年底已经接近40%。一些部分企业已经将内燃式电石炉改造为密闭式电石炉,取得了很好节能减排效果。陕西省某企业对现有的16500 KVA内燃式电石炉进行了技术改造,回收含量为70%—85%CO 气体1440万立方米/年,节约原煤2.4万吨/年,节电300—450万吨千瓦时/年。(三)存在的问题在内燃式电石炉改造为密闭电石炉的过程中还存面临一些困难和问题。一是电石生产企业对密闭电石炉的整套装置和生产过程缺乏足够的认识,不少从业者按照对内燃式电石炉的概念来理解密闭电石炉,对原料、炉气净化和气烧石灰窑重视不够。二是部分企业专业技术人员匮乏。密闭电石炉和内燃式电石炉的生产操作和管理存在较大的差异性,前者对技术人员和生产管理人员的技术水平和综合素质要求较高,不少电石企业专业技术人员数量和水平在保证密闭电石炉正常运行方面还有一定的差距。二、指导思想、原则和目标(一)指导思想坚持以科学发展观为指导,认真贯彻落实资源节约和环境保护基本国策,按照国家产业政策和石化产业调整和振兴规划有关要求,以提高能源资源利用效率为核心,以企业为实施主体,促进内燃式电石炉改造为大型密闭式电石炉,不断增强企业市场竞争能力,促进电石行业可持续发展。(二)基本原则1.坚持企业主体原则。企业是节能降耗的责任主体、实施主体和受益主体,要通过加强政策导向和技术引导,发挥市场配置资源的基础性作用,调动企业自主实施内燃式炉改造为大型密闭式电石炉技术示范的积极性,推动内燃式炉改造为大型密闭炉的示范项目工作。2.坚持高起点原则。根据电石行业现有技术现状,改造成的大型密闭电石炉需按照行业中先进成熟的技术要求进行建设,促进电石行业技术和装备水平的整体提高。3.坚持整体推进与分年度实施相结合。方案的实施坚持统筹安排、整体推进,结合资金安排、市场环境及内燃式电石炉数量和产能,分年度、分步骤组织实施,确保内燃式电石炉改造为大型密闭电石炉工作稳妥有序推进。4.坚持技术推广与产业政策相结合。方案实施将按照产业政策的导向,在电石行业内重点推广大型密闭电石炉先进生产技术,落实电石行业准入条件并尽快形成稳定的节能能力。(三)建设目标在具有一定资金、技术实力和装备水平的电石企业,将约600万吨/年产能的内燃式电石炉改造为大型密闭式电石炉,预期形成120万吨标准煤的节能能力,提升我国电石行业技术装备水平,促进电石行业节能减排工作的深入开展。三、主要内容(一)范围和条件改造的电石企业应符合国家产业政策,企业具备一定的资金和技术实力,能够满足密闭电石炉生产和管理的要求。(二)建设内容改造成的密闭电石炉在装置水平,工艺技术上需统一考虑和配置,建设炭材干燥装置、电炉系统、自动化控制系统,并配套建设相关的炉气利用装置和环保安全装置等。具体包括:1.原料处理装置。对入炉的原料进行处理,使炭素材料和石灰粒径符合入炉要求。主要是根据炭素材料的物理特性选择合适的烘干窑,对水分不合格的炭素材料进行烘干,将炭素材料水分含量降至1%以下;控制烘干过程中炭素材料的破损率,降低烘干过程产生的粉末;对石灰粒径进行控制,不符合入炉要求的进行破碎处理。2.自动配料系统。采用自动化控制系统对入炉石灰和炭素材料的配比实行自动配料,提高配比的精确度。3.密闭电石炉及附属设备。建设密闭电石炉本体,对炉盖的设计和制造需采用压力容量的设计和验收标准,配套建设电极升降液压系统。4.炉气净化系统。建设炉气净化系统,净化后的炉气进入炉气利用系统。炉气净化系统的处理能力满足电石炉生产特性的需求。5.炉气利用系统。建设炉气利用系统,充分利用炉气化学能或化学成分。若利用炉气的燃烧热,除小部份炉气用于炭材烘干外,大部份炉气需用于气烧石灰、发电等能充分利用热量的各种途径。若利用炉气的化学成分,则需对炉气进行进一步的净化和提纯。6.粉料回用装置。使用粉料回用装置对炭素材料处理过程中产生大量粉末进行回收利用。7.自动控制系统。采用DCS集控+现场巡检作业模式,实现原料干燥-电石炉-炉气净化系统的集中控制。设置电极升降自动控制系统,在正常生产情况下电极升降采用自动控制。采集并建立生产工艺实时数据、产量和消耗、安全环保重点指标的DCS数据库中,建立了综合生产信息化管理平台,实现管控一体化。8.无功补偿装置。建设无功补偿装置,补偿后的功率因数满足供电部门的要求。9.环保与安全设施。对物料转运、生产操作过程中产生的无组织排放、干燥窑尾气、石灰窑尾气、炉气净化后的粉尘等进行收集处理。建设干燥-电石炉-炉气净化系统-炉气利用装置的安全连锁系统。(三)实施进度实施期为5年,即2011至2015年。(四)项目投资估算计划在“十二五”期间改造约600万吨/年产能的内燃式电石炉,预计总投资为38亿元。四、组织实施(一)组织单位工业和信息化部,各省、自治区、直辖市及计划单列市、新疆建设兵团工业和信息化主管部门。(二)实施主体符合条件的电石企业。(三)参与单位中国石油和化学工业联合会,中国电石工业协会,有关设计单位、工程公司及节能技术服务单位等。五、配套措施(一)加大对企业节能技术改造的支持力度积极落实国家已出台的促进企业节能减排的各项财政、税收优惠政策,根据石化产业调整和振兴规划、电石行业产业政策和准入条件,加大对内燃式炉改造为大型密闭电石炉的支持力度。(二)完善多元化的企业节能技术改造投融资机制发挥财政资金的引导和示范作用,对有带有研究性质的技术改造项目优先给予中央预算内资金和财政奖励资金支持。同时,鼓励各级财政资金加大对带有研究性质的技术改造项目的支持力度。引导各类金融机构加大对企业节能技术改造项目的信贷支持,鼓励企业通过市场渠道筹集节能减排资金。(三)加强对内燃式电石炉改造为大型密闭电石炉的监督管理工业和信息化部将会同相关部门,加强对项目建设的跟踪和管理,定期组织项目实施情况监督检查,及时组织项目竣工验收,对项目节能效果和实施水平等进行后续评估,确保项目进度、工程质量用符合国家有关要求并实现预期节能效果。(四)建立大型密闭式电石炉的技术示范和企业示范适时开展实施情况的总结工作,总结内燃式电石炉改造为大型密闭电石炉的经验和应用情况。鼓励企业应用新技术,建立技术先进、节能降耗效果好的技术示范和企业示范。。
33000KVA密闭电石炉生产工艺规程
33000KVA密闭电石炉生产工艺规程编制:电石项目处审核:批准:20年月目录一、范围二、规范性引用文件三、产品说明四、原材料技术要求五、生产原理六、生产工艺操作七、开炉和停炉八、正常生产的工艺条件九、产品消耗量及产品产量十、三废治理及环保措施十一、事故紧急停产原则十二、安全生产基本原则十三、生产工人应遵守的技术文件十四、33MVA电石炉主要设备技术参数十五、工序安全注意事项33000KVA密闭电石炉生产工艺规程一、范围本规程阐述了33000KVA密闭电石炉的基本生产原理和操作方法。
本规程适用于33000KVA密闭电石炉工序。
是33000KVA密闭电石炉工序工程技术人员、管理人员和操作人员从事电石生产的技术性指导文件。
二、规范性引用资料《电石生产及其深加工产品》.熊谟远编著.化学工业出版社出版发行.1989年6月第一版 2001年6月北京第二次印刷。
三、产品说明1、名称:学名碳化钙,俗名电石。
其中含碳化钙约65-85%,其余为杂质。
2、分子式:CaC23、分子量:64.1 C4、结构式:Ca5、基本理化性质 C5.1外观:化学纯的碳化钙几乎为无色透明的晶体,极纯的碳化钙结晶为天蓝色大晶体。
工业碳化钙为不规则块状体,其色泽与纯度有关,有灰色的、棕黄色的、黑色的,碳化钙含量较高时呈紫色,其新断面呈灰色,若暴露在潮湿的空气中则呈灰白色。
5.2相对密度:电石的相对密度决定于碳化钙的含量、电石的纯度越高,相对密度越小。
5.3溶解度:电石不溶于任何溶剂。
5.4溶点:电石的熔点随电石中CaC2含量而改变。
纯CaC2熔点为2300℃,电石中CaC2含量一般在80%左右,其熔点在2300℃左右,CaC2含量为69%时,熔点最低为1750℃,影响电石熔点的因素取决于杂质的量和性质。
5.5导电性:其导电性与电石纯度有关,CaC2含量越高,导电性能越好。
电石的导电性能与温度也有关系,温度越高,导电性则越好。
5.6化学性质:电石的化学性质很活泼,能与多种气体、液体发生反应。
某大型原料输送工程的电气自动化系统设计

( i g i a sg si t , d ; n h a 5 0 1 C i a) N n x aCo l Dein I tte Co n u Lt Yic u n 7 0 2 h n
I src] aeo h hrc r t fl g -o emaea rnp r poet hsatl nrd cssm ai e urst p w rsp l AbtatB s n tecaat ii o re sM tr lt sot rjc. i rceit ue o ebscrq i o o e u py& esc a i a T i o e
【 摘 要】 本文从 大型原料输送 工程特点 出发 , 介绍 了自动化系统设计 对供 配电及 MCC系统设计 的基本要求 、 现场总线技 术新设备 的应 用 、 于 T /P协 议 的 网 络技 术 和基 于 ww w 协议 的 W e 基 CP I b技 术 的 应 用 , 对新 建和 改 扩 建 大型 输 送 工 程 的 电 气 自动 化 系统 设 计 具 有 指 导 意
’
0引言
接 附 件 大 幅 度 的减 少 ; 计 、 设 安装 、 试 、 护费 用 大 幅 度 的 减 少 , 护 调 维 维
大 型 原 料 输 送 工 程 , 是 利 用 带 式 输 送 机 , 各 种 不 同原 料 输 送 和改造停 工时间减少 6 %~ 0 ( 系统性能大 幅度提高 . 就 将 0 8 %。2 ) 使控制系统 到配 料 中 心或 直 接 输 送 到用 户 。其 生 产 工艺 流 程 是 比较 庞 杂 的 . 其 的 档 次跨 越 了一 个 台 阶 。它 能 自动 诊 断 总线 节 点 的 通 讯 故 障 、 就 电源 故 过 程 控 制 特点 而 言 , 以概 括 为 以物 料 平衡 调度 为 主 的连 续 性 较 强 的 障 , 及 现 场 装 置 和 连 接 件 的 断 路 、 路 故 障 , 示 故 障位 置 , 便 设 可 以 短 显 方 慢处理过程 , 现场 工 艺 设 备 较分 散 , 设 备结 构 较 简 单 , 产 过 程 对 设 备 维 护人 员 。 由于 采 用数 字 信 号 通 讯 . 但 生 有效 地 提 高 了系 统 的 测 量 和控
密闭电石炉生产的系统优化探讨
密闭电石炉生产的系统优化探讨发布时间:2023-02-23T02:04:21.762Z 来源:《新型城镇化》2023年1期作者:李威[导读] 近年来,中国电石行业发展速度较快,已成为世界第一生产和消费大国,国内电石总产能已达到4320万t/a左右。
新疆圣雄电石有限公司新疆吐鲁番 838100摘要:近年来,中国电石生产水平有了质的飞跃,但资源、能源日趋紧张。
提高电石生产过程的节能降耗管理水平,对降低企业生产成本有极其重要的作用。
英力特化工依托科技进步成果,改善生产工艺与管理技术,使原料和能源消耗均有所降低,为同行业电石生产厂家在以后生产管理中提供了一些借鉴。
关键词:密闭电石炉;生产系统;优化措施引言近年来,中国电石行业发展速度较快,已成为世界第一生产和消费大国,国内电石总产能已达到4320万t/a左右。
2020年底,应急管理部下发38号文件《淘汰落后危险化学品安全生产工艺技术设备目录(第一批)》的通知,根据该文件开放式和内燃式电石炉将被关停,淘汰落后产能将加速优化电石产业结构。
与此同时,国内大型氯碱企业“电力—电石—聚氯乙烯”配套一体化的循环经济已形成规模,电石下游消费结构中聚氯乙烯占据了主导地位,近几年的消费比例一直稳定在80%左右。
国内富煤、贫油、少气的能源现状促使电石法PVC工艺路线得到了快速的发展。
电石是高能耗产品,《电石单位产品能源消耗限额》GB21343-2015中电石单位产品综合能耗接近1t标煤/t。
电石生产过程热损失严重,能耗居高不下。
理论上生产1t电石只需耗电1630kW·h,而在实际运行当中,生产1t电石耗电3200~3500kW·h,可见大量的电能及热能在生产过程损失掉了。
另外,各企业的碳素原料消耗也差异较大,因此以节能创新为发展思路,从强化管理、推进新技术开发和应用、淘汰落后生产工艺等多方面着手,创建资源节约型电石生产企业,就成为必须研究的课题。
1关于原料的控制电石生产涉及到两种最主要的原料:碳素原料和石灰石。
电石炉净化灰全自动密闭回收利用技术的应用
电石炉净化灰全自动密闭回收利用技术的应用摘要]介绍了全自动密闭回收电石炉净化灰的工艺流程,该工艺采用气力输送的方式将净化灰集中送至中间仓,再通过喷炉焚烧、负压吸渣的方式将净化灰无害化处理,该工艺极大改善现场作业环境,实现固体废物回收利用,并具有一定的经济效益。
[关键词]电石炉净化灰;气力输送;密闭回收;安全环保1改造前的工艺流程及存在的问题神木市电石集团能源发展有限责任公司(以下简称神木电石)共有4台40500KVA电石炉,产能规模30万吨/年电石。
神木电石地处陕西榆林地区,煤化工、载能化工等产业集中,资源循环综合利用产业链完整,电石企业、氯碱企业广泛分布。
电石炉净化灰在是密闭电石炉生产过程中,电石炉气经水冷烟道、粉尘焦油沉降仓冷却沉降和布袋除尘仓收集的颗粒烟尘。
当净化灰与空气接触后,容易发生自燃,如果在料仓内与空气接触达到爆炸极限还会发生闪爆等安全事故。
神木电石原使用人工卸灰、汽车运输、固废掩埋的方式处理产生的净化灰。
此种方式存在以下问题。
(1)卸灰、运输过程中经常烧坏车辆,倾倒时粉尘极易飘散,造成二次污染,现场作业卫生条件差;掩埋后产生氰化物等有毒物质,对水体、土壤造成污染。
(2)卸灰人员劳动强度大,需要的人员多,人工成本高,对现场工作人的健康带来较大的危害。
(3)运输过程会产生一定的车辆消耗和维修费用。
(4)电石净化灰没有得到充分的回收利用,造成资源浪费。
2对净化灰成分的分析(1)净化灰外观呈深黑色,在净化灰仓中温度一般在170~180℃左右,粒度约200目,比重约0.29~0.31t/m3。
(2)电石净化灰主要成分(质量数):C:18%~25%,CaO58%~65%,SiO25%~8%,MgO1%~5%,Al2O31%~3%,Fe2O3约1%。
(3)电石生产过程中每吨约产生50~70Kg净化灰,热值约1200Kcal/Kg。
3改造后的工艺3.1方案论证电石炉净化灰回收利用既能解决安全环保问题,又有经济效益,因此神木电石组织人员对行业内电石炉净化灰处理方式进行了广泛调研,发现当前处理净化灰的方式主要有以下几种:填埋处理。
密闭电石炉自动控制系统
密闭电石炉自动控制系统摘要:电石炉是生产电石的核心设备,本文介绍了一种密闭电石炉自动控制系统。
首先详细阐述了电石炉的生产工艺流程和反应原理,然后根据工艺,制定出合理的控制策略。
本系统通过模糊控制,实现了电极三相电流的平衡稳定;通过自动循环配料上料,节省了上料时间,通过电极自动定时压放,节省了人力劳动。
关键词:密闭电石炉;自动化;节能增效Abstract:Calcium carbide furnace is the core equipment of calcium carbide production, this paper introduces an automatic control system of calcium carbide furnace based on PLC. First elaborated the production process and reaction principleof calcium carbide furnace, and then according to the process, develop a reasonable control strategy, we design a full automatic control requirements of the control system. This system through fuzzy control, realizes the balance and stability of the three-phase current electrode; through the automatic cycle of ingredients on the material, savesthe feeding time; through automatic timing and discharge of electrodes ,saves labor force.Keywords:closed calcium carbide furnace; automation; energy saving and efficiency0引言电石(化学名称CaC2),是十分重要的化学原料,电石炉作为生产电石的核心设备,具有大量消耗电能、炉内状况变化大、现场工作环境恶劣、电磁干扰强的特点。
密闭电石炉运行系统技术改造总结_1

密闭电石炉运行系统技术改造总结发布时间:2023-06-20T01:06:30.489Z 来源:《科技潮》2023年11期作者:牛纪峰[导读] 要实现电石炉气的综合利用要解决两大难题:(1)炉气的除尘:首先必须除去炉气中的粉尘和少量的焦油。
新疆圣雄电石有限公司新疆吐鲁番 838000摘要:电石炉气经净化后可以实现一氧化碳等资源的利用。
完整的电石炉气净化过程包括脱粉尘、除焦油、耐硫脱氧、脱硫、脱磷砷和氟氯等工序,本文开发了一整套电石炉气净化提纯技术。
关键词:电石炉气;一氧化碳;净化;技术;要实现电石炉气的综合利用要解决两大难题:(1)炉气的除尘:首先必须除去炉气中的粉尘和少量的焦油。
由于炉气温度高,所含粉尘颗粒度相当于烟尘级,且含有焦油,这给炉气净化带来了困难;(2)炉气的净化:炉气中含有HCN、PH3、H2S以及有机硫杂质,当利用炉气生产化工产品时,这些杂质会对催化剂带来毒害。
1电石炉气净化工艺流程流程简述:电石炉气净化是经布袋除尘后的电石炉气,净化及提浓CO工艺包括以下步骤:前端预净化、变温吸附预净化、增压、耐硫催化脱氧、脱硫、脱酸气、脱磷砷、脱氟、干燥、变压吸附提浓CO。
具体工艺过程简述如下:来自气柜的电石炉气压力约0.003 MPa,经鼓风机加压至0.08 MPa,进入前端净化器,前端净化器内装有特种活性炭,在常温下发生吸附,焦油粉尘等杂质被吸附。
出前端净化器的气体经螺杆压缩机增压至0.7 MPa后,进入多塔塔组成的变温吸附系统,变温吸附塔内装填特种吸附材料,经TSA后除去大部分的杂质组分.出变温吸附塔的电石炉气预热至250℃后进入耐硫催化脱氧系统,脱硫后的电石炉气进入装有特种吸附材料的脱磷脱砷塔,再进入脱氯脱氟塔,达到杂质的完全净化。
除去杂质的电石炉气进入变压吸附提纯CO系统,变压吸附由多台台吸附器和一系列程序控制阀门组成,含H2、N2的吸附废气和置换废气从吸附塔顶出作为干燥再生气后再进入变温吸附预净化作冲洗冷吹气,后进入燃料管网燃烧,被吸附的CO通过逆放和抽空从塔底解吸得到合格的CO气,一部分作为置换气回变压吸附提纯CO系统进行置换,一部分作为产品气送到界外供使用。
33MVA密闭电石炉使用说明书

图3加料装置
表7传动装置主要部件
序号
名 称
备 注
1
炉顶料仓
储存炉料
2
加料管
炉料通道
3
料嘴
均匀布料
1.7.3.3组合式电极柱
·功能介绍:
送电并调整冶炼电弧长度,匹配电流及电压以达到最佳冶炼效率。
·结构布置及组成:
组合式电极柱由上、下两部分组成、电极柱上部主要包括:电极升降装置、电极压放装置、上部把持筒、压放平台及液压管路等。电极柱下部主要包括:下部把持筒、水冷保护套、导电铜管、底环、接触元件、水冷管路等部件。
包括箱、台、柜和相关软件程序,其相关详细内容见《电气分册》内容描述。
第二部分
目 次
2.1遵守事项、禁止事项14
2.2警告标志和注意标牌的定义及所在位置16
2.2.1 标志和标牌的定义16
2.2.2标识符号牌的悬挂位置17
2.2.3提示说明书阅读者的符号18
2.3指示危险区域和进入危险区域的注意事项18
内径尺寸
500
mm
1.4 使用环境条件
密闭电石炉在如下环境条件下,能正常工作运行:
·环境温度-15℃~+40℃(炉体及炉盖周围例外);
·相对湿度≯90%;
·工作环境多粉尘和有一定的辐射热;
·出炉口地面必须保持干燥。
当炉壳温度超过100℃时,必须停炉检查耐火衬,以防烧坏炉壳;当出炉口地面有积水时必须停止设备运行,待水清理完毕后方可运转;有地震发生警告期间需停炉。
图9 炉体
1.7.3.5二次母线系统
·功能介绍:
起导线作用,一端与变压器二次出线端子连接,另一端与电极连接,采用无氧紫铜水冷管式导电结构,由于电极需要压放及升降,故二次母线每根导电管均配有水冷软电缆。见图10。
密闭式电石炉冶炼工艺机理分析与运行探讨

密闭式电石炉冶炼工艺机理分析与运行探讨发布时间:2023-02-23T01:58:14.936Z 来源:《新型城镇化》2023年1期作者:胡振东[导读] 系统的阐述了电石的基本形成过程,为进一步分析电石炉区域能源消耗提供理论依据。
新疆圣雄电石有限公司新疆吐鲁番 838100摘要:企业电石炉系统由 33 000 kV A 固定式密闭电石炉及其辅助装置构成。
三相 φ1350 自焙电极通过水冷短网和绕线结头由三台单相11 000 kV A 变压器供电。
炉料由料管随炉内消耗靠重力向炉内自动供料。
电机壳及电极糊随消耗定时加装。
反应生成的电石由三个炉口之一出炉入电石锅,由卷扬机拉出,出炉口用开口设备电弧打开。
炉气在电石炉正常时可供气烧石灰窑煅烧石灰。
冷却水由动力车间提供。
关键词:密闭式;电石炉;冶炼;工艺机理;分析;运行;探讨引言通过对物料组成和温度分布特点进行分析,将电石炉内划分成不同反应区域,并以区域冶金反应过程为原则,提出以 CaO 和 C 共同作用的电石生成机理模型,系统的阐述了电石的基本形成过程,为进一步分析电石炉区域能源消耗提供理论依据。
1.密闭式电石炉冶炼工艺机理概述自 20 世纪初第一台开放式三相电石炉问世以来,电热法制备电石的途径在煤化工行业迅速铺开。
但限于开放式冶炼特点,电石炉型小,产量低,产品主要用于照明和金属切割。
直至 20 世纪 50 年代,有机合成工业迅猛发展,极大地推动电石炉的大容量化进程,开始出现一批内燃式电石炉,炉型逐渐增至 40 MV A。
里程碑意义的是,西德“Demag”型和挪威“Elekm”型密闭电石炉的成功应用,使电石炉炉型进一步增大成为可能。
大型化密闭式炉型也逐渐表现出大熔池、大电极、少炉气的特征。
相应设备和控制技术也开始走向自动化,诸如空心电极技术、组合式把持器、干法除尘技术和电石冶炼自动化控制技术等不断得到应用实践。
2.密闭式电石炉冶炼基本过程分析2.1 电石炉冶炼的工艺过程(1)配料。
电石炉自动化控制方案
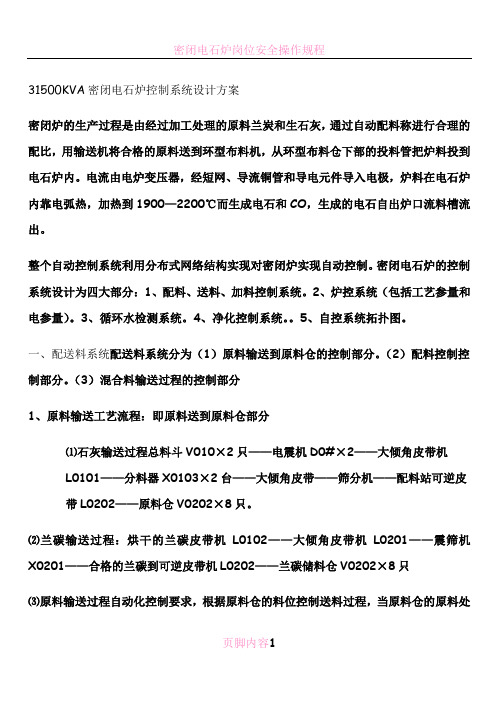
31500KVA密闭电石炉控制系统设计方案密闭炉的生产过程是由经过加工处理的原料兰炭和生石灰,通过自动配料称进行合理的配比,用输送机将合格的原料送到环型布料机,从环型布料仓下部的投料管把炉料投到电石炉内。
电流由电炉变压器,经短网、导流铜管和导电元件导入电极,炉料在电石炉内靠电弧热,加热到1900—2200℃而生成电石和CO,生成的电石自出炉口流料槽流出。
整个自动控制系统利用分布式网络结构实现对密闭炉实现自动控制。
密闭电石炉的控制系统设计为四大部分:1、配料、送料、加料控制系统。
2、炉控系统(包括工艺参量和电参量)。
3、循环水检测系统。
4、净化控制系统。
5、自控系统拓扑图。
一、配送料系统配送料系统分为(1)原料输送到原料仓的控制部分。
(2)配料控制控制部分。
(3)混合料输送过程的控制部分1、原料输送工艺流程:即原料送到原料仓部分⑴石灰输送过程总料斗V010×2只——电震机D0#×2——大倾角皮带机L0101——分料器X0103×2台——大倾角皮带——筛分机——配料站可逆皮带L0202——原料仓V0202×8只。
⑵兰碳输送过程:烘干的兰碳皮带机L0102——大倾角皮带机L0201——震筛机X0201——合格的兰碳到可逆皮带机L0202——兰碳储料仓V0202×8只⑶原料输送过程自动化控制要求,根据原料仓的料位控制送料过程,当原料仓的原料处于低位时,送料设备根据所需的料仓的呼叫,进行补充加料。
当原料仓的料位处于高位时,送料设备停止送料。
⑷原料仓的料位的确定,下料位一般安装在能保证2个小时以上的用料;上料位安装在原料的堆积角的下沿,从而保证原料不冒顶。
⑸原料仓顶部的可逆行走皮带机的控制,一般根据原料下料口的位置进行初步定位控制,从而保证给所需的料仓进行补料。
⑹综合以上所诉,原料输送的控制是,如1#石灰仓低料位呼叫,配料站可逆皮带机工作找到1#石灰下料仓的入口——筛分机工作——大倾角皮带机工作——粉料器切到所需的部位——大倾角L0101——电震机工作。
81000KVA大型密闭电石炉炉衬结构的讨论_密闭电石炉

81000KV大型密闭电石炉炉衬结构的讨论_密闭电石炉一、概述我国电石炉的炉衬结构及选材,多数仍沿用六十年月以前的技术,由于炉衬的结构不够合理、选材不当、炉衬砌筑施工工艺落后,炉衬损毁十分严峻。
加之冶炼原材料及工艺操作等种种缘由的影响,一代炉龄的寿命很少超过4~5年。
炉衬寿命短、作业率低、能耗高、远远落后于国际先进水平。
我公司在建81000KV密闭电石炉炉衬结构设计合理,选材适当,满足现代大型密闭电石炉的生产要求。
我公司在建的密闭电石炉是国内首座81000KV大型密闭电石炉,引进了德国西马克公司的大型密闭电石炉炉型及压力环式组合把持器和空心电极技术,同时对大型密闭电石炉炉衬结构的设计及选材提出了严峻的挑战。
通过长时间的商量商量及不断的总结、完善,加之新型材料的应用,我公司设计的81000KV 密闭电石炉炉衬结构合理,选材适当,为大型密闭电石炉炉衬结构做出了表率。
使电石炉炉衬更长寿,电石生产的节能迈出了新的可喜一步。
在总结三十多年来电石炉内衬改进实践基础上,充分考虑了影响电石生产的各方面因素,此方案的实施将为我国大型电石炉炉衬的长寿、节能奠定重要的基础。
二、我公司81000KV密闭电石炉炉衬结构及选材方案我公司炉衬方案是在81000KV密闭电石炉炉壳尺寸〔炉膛深度3800mm、炉壳高度5700mm、炉膛内径9900mm、炉膛外径11950mm〕及工艺参数已确定的前提下,为实现电石炉长寿、节能要求:1.在炉底捣打35mm厚的高强耐火浇注料〔GL-1〕,用2m 水平尺抄平,保持2m 水平尺检测平坦度,误差小于2mm。
2.在高强耐火浇注料上铺设四层G2粘土砖,用高铝火泥〔NN-45〕边铺垫、边用2m 水平尺抄平,保持2m 水平尺检测平坦度,误差小于2mm。
3.在粘土砖上铺设四层G2高铝砖〔DL-75〕,接受磷酸盐耐火泥浆〔GB/T2 994 -94、LN- 75B〕平行砌筑法砌筑。
要求砌缝泥浆饱满,全部竖缝及水平缝均小于2mm,平坦度误差小于2mm,上、下两层砌体中心线交角操纵在15~30 °。
国内首台“4万KVA大型密闭式电石炉”研制成功,成果水平达到国内领先

速箱 即可更换油封 , 小故 障 ; 检查 三轴 动力输 出端
大油 封 , 然不 能直 接 看到 这 大油 封但 可 在外 侧 观 虽 察 即可 , 要叉 车 吊开减速 箱更 换 , 需 大故 障 。 平 时 车 间多 准 备锯 末或 干 燥沙 土 , 当发现 或设
制技术 、 组合式电极设计放 大技术和独特 的热 管复合式降 温技 术的集成应用 , 电石炉 吨产品电耗降低超过 5 K , 使 0 Wh 炉气
石河 子科技
21年 8 00 月第 4 期
液压 元件 , 比如 三 位 四通换 向 阀 、 流 阀 , 之连 接 溢 与 的模 块 , 渗油 显 现 , 有 如果 不严 重 , 是 国产 液压 模 那 块 配合 间 隙加工 精度 问题 , 于正 常 。 属 回收 公 司 车 间常 用 油 的种 类 : 热 油 , 导 只有 一
备抢修后遗 留在设备周围的油污及时清理 , 即可以
保 持 车 间卫 生 也 可 以及 时 发现 新 出现 的漏 油 问题
及 泄露 方 位 , 于检 修 。值 班机 电工 当没 大故 障时 便 多 巡检 , 按轻 重缓 急 解决 或 记 录在值 班 记 录本 上交
接 下一班 解决 。
国 内首 台“ 万 K A大 型密 闭式 电石炉 ” 制成 功 , 果水 平达 到 国 内领 先 4 V 研 成
闭 电石炉技术交 流现场会 , 推动 了电石行业清 洁生产的技术水平 。 目前该技术 已推广应 用于天业二期 4 万 吨聚氯 乙烯 配 0
套 6 万 吨 电石 项 目 、 北 电石 项 目、 西 阳 煤集 团 电 石 等 项 目。 4 淮 山
密闭电石炉主体设备

密闭电石炉主体设备安装调试及使用说明书1.用途与使用范围密闭电石炉主体设备专门用于冶炼电石,它适用于电石厂电石的冶炼工艺。
2.主要技术性能炉型------------------------------密闭、固定圆柱式变压器容量------------------------30MVA变压器台数------------------------3台单台变压器容量--------------------10MVA电极直径--------------------------Φ1250mm电极极间距------------------------3100mm电极最大行程----------------------1500mm炉体直径--------------------------Φ8900mm炉顶料仓容积----------------------6m3炉顶料仓数量----------------------6个料管直径--------------------------Φ300mm环形加料机直径--------------------Φ8500mm出炉口数量------------------------3个荒炉气烟道直径--------------------Φ600mm净炉气烟道直径--------------------Φ550mm3.结构及工作原理设备主要由炉前排烟系统、荒炉气烟道、净炉气烟道、炉底风冷装置、烧穿母线及烧穿器、密闭电石炉本体等组成。
3.1炉前排烟系统炉前排烟系统主要由吸烟罩、烟道、烟道蝶阀、烟囱、引风机、布袋除尘器等组成。
本电石炉共有3个出炉口,当其中一个出炉口出电石时,将该出炉口的烟道蝶阀打开,关闭另两个出炉口的烟道蝶阀,出炉时排出的烟尘经烟道、引风机进入布袋除尘器中,烟尘通过过滤袋滤出而空气则通过烟囱排空。
3.2荒炉气烟道荒炉气烟道由水冷管路、水冷气动调节蝶阀及烟囱组成。
电石炉自动化控制在电石生产中的应用

电石炉自动化控制在电石生产中的应用发布时间:2022-02-17T07:42:23.616Z 来源:《中国科技人才》2021年第28期作者:王小龙[导读] 电石炉自动化控制在电石生产中有着举足轻重的地位,它主要是运用自动化控制理论,依据现场仪器仪表采集回来的信号作为判断依据,对现场设备进行远程操控的一种控制方式。
新疆中泰矿冶有限公司新疆阜康市 831500摘要:电石炉自动化控制在电石生产中有着举足轻重的地位,它主要是运用自动化控制理论,依据现场仪器仪表采集回来的信号作为判断依据,对现场设备进行远程操控的一种控制方式。
自动控制系统在电石生产领域产生了越来越重要的作用,势必会成为发展的主流趋势。
关键词:安全生产;自控系统;电石生产引言近年来由于科技的快速发展,工业自动化也得到了飞跃式发展,在目前工业4.0的模式下,如何有效利用这些自控功能为我们的电石生产带来效益,给安全生产带来助力是一个值得研究的话题。
自控应用对于我们电石生产领域里的电石炉安全生产,对于自控系统的研发改进,可以得到很多对未来具有研究和改进意义的结果。
自控系统对于化工领域的贡献数不胜数,本文主要针对自控系统对于电石炉的生产应用进行综合性描述。
1电石炉控制系统现状分析电石炉类型可分为小型开放式电石炉、内燃式(半密闭式电石炉)中型电石炉、密闭电石炉,其控制系统大多采用PLC控制,控制方式简单,自动化程度低,安全连锁少,主关键数据采集少,显示分散不集中,技术装备水平低、结构不合理等现象,近年来随着国家对化工企业的安全监管力度不断增强,电石炉自动化安全连锁以及自控程度逐步有所提高。
2自控系统在电石生产上的应用如何将自动控制系统在电石炉生产中安全、稳定、合理地应用,提高生产效率,从而促进我公司自动控制系统的建设和发展,已经成为自动化生产控制中的首要问题。
我公司电石生产能力较大,配套自动化控制系统为西门子S7-400系列的PLC。
自投运以来,此PLC控制系统有效地改善了电石生产工艺的自动化操作水平,运行效率高,不仅使产品产量得以提高,而且有利于安全、稳定的生产,极大改善了操作环境,明显降低了员工劳动强度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大型密闭式电石炉原料自动输送系统设计与应用马力[1]刘伟平[2] 朱晓明[2]黄文君[2](1 新疆天业集团有限公司,石河子,832000;2 浙江中控技术股份有限公司,杭州,310053)摘要:以64万吨/年电石项目为背景,分析了40000kV A大型密闭式电石炉原料输送的工艺特点,设计了电石炉原料自动输送控制方案。
为保证输送精度,在卸料小车上采用了编码器技术,实现了对卸料小车位置和速度的精确测量和控制。
通过系统的实际应用验证,实现了原料输送和过程管理的全局自动化生产,在全自动化控制与运行方面达到了应用要求,同时系统的抗干扰能力、环境适应性等都达到了预定目标。
关键词:电石炉原料自动输送卸料小车定位编码器Design and Application of Automatic Conveying System for Raw Materials in Large Closed Calcium Carbide FurnaceMA Li[1]LIU Wei-ping[2] ZHU Xiao-ming[2]HUANG Wen-jun[2](1 Xinjiang Tianye (Group) Co., Ltd.;2 SUPCON Co., LTD, Hangzhou, 310053)Abstract: Based on the background of 640000 tons/year calcium carbide project belong to Xinjiang Tianchen chemical CO. , LTD, we analyse the process features of raw material conveying in 40000kV A large closed calcium carbide furnace, and design automatic control program of this process. To ensure tranmit precision of the dump car, we have introduced encoding technology and finally have realized accurate measuerment and control of position and velocity. After the application of the system, atuomatic conveying of raw materials and global automation production of process management come true. The system have meet the requirement of global automatic control and operation, meanwhile the anti-interference ability and environment adaptability of the system have achieved the goal.Key words: Calcium Carbide Furnace Automatic Conveying of Raw Materials Position of Dump Car Encoder引言在电石的生产过程中,电石上料一直是一重要的工艺环节。
传统的上料方式要靠人工判断何时上料以及上料数量和比例,不但劳动强度大,而且易造成原料配比不准确,从而降低产品质量,影响经济效益。
随着信息技术的发展,自动化越来越多的被引入到生产过程中来。
本文通过分析新疆天辰化工有限公司40000kV A大型密闭式电石炉原料输送的工艺特点,在国产的WebField ECS-700控制系统基础上设计了电石炉原料自动输送方案。
同时由于电石炉原料的输送要靠卸料小车进行,小车的定位精度直接影响到卸料的精度,为保证输送精度,本文还采用编码器技术设计了卸料小车定位系统。
1.电石炉原料输送工艺电石是有机合成化学工业的基本原料之一,一般多采用电热法生产电石,即生石灰和含碳原料(焦炭、无烟煤或石油焦)在电石炉内,依靠电弧高温熔化反应而生成电石。
主要生产过程是:石灰石和焦炭等原料经加工、配料后,通过电炉上端的料斗将混合料加入电炉内,在开放或密闭的电炉中加热至1800-2000℃左右,依下式反应生成电石:CaO+3C=CaC2+CO-466kJ。
熔化了的碳化钙从炉底取出后,经冷却、破碎后作为成品包装。
反应中生成的一氧化碳根据电石炉的种类不同采取不同的处理措施[1]。
电石原料的输送过程是电石生产的重要环节,主要指从原料加工至混料进入电炉1#电石炉车间操作站1#电石炉车间机柜间就地操作站交换机2#电石炉车间机柜间3#电石炉车间机柜间就地操作站2#电石炉车间操作站3#电石炉车间操作站1#中央控制室1#原料车间控制室尾气输送车间控制室4#电石炉车间操作站4#电石炉车间机柜间就地操作站交换机5#电石炉车间机柜间6#电石炉车间机柜间就地操作站5#电石炉车间操作站6#电石炉车间操作站2#中央控制室2#原料车间控制室主工程师站OPC服务器之前的这一阶段,如图1所示,主要包括煤均化工段、炭材卸料工段、烘干除尘工段、石灰卸料工段、配料站工段等。
煤均化工段将炭材均匀分配至储仓;炭材卸料段把储仓里的炭材破碎处理后输送进烘干窑烘干除尘并送入配料仓;石灰卸料工段主要将储仓的石灰均匀分配进配料仓;配料站工段主要实现将分别在不同配料仓中的炭材和石灰分配进相应炉体炭材配料仓和炉体石灰配料仓等待生产使用。
石灰石灰储仓炭素炭材干燥炭材储仓电石炉生产破碎筛分、皮带输送破碎筛分皮带输送称重称重混料图1 原料输送流程图该工艺流程长、涉及多个传动输送设备,设备之间存在复杂的耦合关系,传动驱动大功率电机多,运行环境恶劣。
而且传统的上料需要人力操作,不但劳动强度大,且原料运输易受人为影响,造成电石品质和产量不稳定,因此原料输送系统迫切需要进行自动化改造,实现自动输送控制。
控制系统设计新疆天辰化工有限公司64万吨/年电石项目设计为年产64万吨电石,共有12台40000kV A电石炉,分成6个电石炉车间。
具有2套原料输送系统,每套原料系统包括煤均化库、炭材干燥和卸料、石灰卸料、配图2 控制系统网络结构图料站等。
原料输送控制部分主要实现石灰和炭材原料由不同路径输送至目的地(石灰和炭材不能相混)。
针对上文中提到的原料输送工艺的特点,所要设计的控制系统应该具有如下特点:必须具备防尘能力;系统能在工业级宽温下运行;具有EMC三级抗干扰能力,可抗传动部件的强电磁干扰;采用冗余结构,具有高度的可靠性等。
在40000kV A大型密闭式电石炉控制中采用国产的WebField ECS-700系统,该系统由控制节点、操作节点及系统网络等构成,具有开放性、安全性、易用性、实时性等特点。
系统的网络拓扑图如图2所示。
系统共有1#和2#两个中央控制室,分别控制1#-3#和4#-6#电石炉车间、原料车间尾气输送车间等,每个电石炉车间有两座电石炉,每个电石炉配备一套ECS-700系统。
中央控制室与现场的车间控制机柜之间有交换机进行网络连接。
ECS-700系统满足IEC61000中提到的关于静电、工频和脉冲磁场、浪涌脉冲等电磁兼容性的要求[2],系统I/O 模块可在-20℃~70℃工作,系统采用冗余结构,具有高度的可靠性。
因此可以在该系统基础上设计原料输送控制系统。
原料车间控制系统具体配置方案如下(以2#原料车间为例):a.控制站:煤均化工段和砖窑烘干工段配置一ECS-700控制站;石灰卸料工段和配料站工段配置一ECS-700控制站。
b.I/O站:砖窑烘干工段配置1本地I/O站;煤均化工段配置1扩展I/O站(距离较远,采用多模光纤通讯);石灰卸料工段和配料站工段配置2个扩展I/O站(距离较远,采用多模光纤通讯)。
W1002B-1 L1002BL1001BS1002BP1002BP1001BS1001BT1001T1002XC1005BL1005BL1006BL1010BL1008BL1012BKN1006BS1004BST1004B ST1003BS1003BL1011BL1009BL1007BZ1007B Z1008B L1004BL1003BDT1003BW1001B-17-17-27-37-47-57-67-78-18-28-38-48-58-68-7图3 石灰卸料工艺流程图原料输送控制方案设计原料输送的各个工段控制方案基本类似,现以2#原料车间石灰卸料工段为例进行方案的设计。
石灰卸料工段工艺流程如图3所示,此工段需要控制的设备共18台,根据功能不同分为两套(工号中以奇偶数区分,皮带L1005B、可逆皮带KN1006B为共用)。
主要实现把6台振动给料机对应送料仓(分为奇仓和偶仓,各3台)的石灰送往14个受料仓(分为奇仓和偶仓,各7台)。
涉及到的设备有:振动给料机:W1001B-1~ W1001B-3、W1002B-1~ W1002B-3普通皮带:L1001B~L1005B可逆皮带:KN1006B振动筛:S1001B、S1002B破碎机:P1001B、P1002B斗提机:T1001、T1002三通:DT1003B卸料小车:XC1005B联锁和顺控方案原料输送涉及多个传输设备,相互之间关系复杂,针对上文提到的2#原料车间石灰卸料工段流程特点,设计了联锁和顺序控制方案,该方案采用了符合控制系统IEC61131-3标准的编程软件[3]。
联锁方案联锁控制是指某一参数达到规定值或某一设备启、停或开、关时,联动或闭锁对另一设备的控制。
在输送系统中,为防止堆料、卡料而损坏设备需采用联锁控制。
以偶送料仓为例,送料仓石灰经振动给料机W1002B-1送至输送皮带L1002B,皮带将石灰料输送S1002B振动筛或者经P1002B破碎机送至皮带L1004B,经斗提机T1002送至皮带L1005B及皮带上的卸料小车XC1005B,在可逆皮带KN1006B的配合下将料送至14个受料仓。
因此设备启动联锁的顺序是:可逆皮带KN1006B→斗提机T1002→普通皮带L1004B→振动筛S1002B 和破碎机P1002→皮带轮→振动给料机W1002B-1。
停止时,则从振动给料机开始,最后停可逆皮带。
在运行过程中,如果其中一台设备出现故障停机,则其它设备也都停止运行。
顺控方案顺序控制是整个原料输送系统的核心所在,本文设计的顺控方案流程图如图4所示,当主控室控制系统HMI(Human Machine Interface,人机界面)上人工选择取料或自动检测到低料位仓时,卸料小车自动移动到相应仓位,启动相应路径的输送设备传送原料,直至料仓高度达到设定值要求。