TXB General_AV Products _CN_April.15,2011
Appendix XVI B. Microbiological Examination of Non-sterile Products in BP2012
British Pharmacopoeia Volume VAppendicesAppendix XVI B. Microbiological Examination of Non-sterile Products1. Tests for Specified Micro-organisms1(Ph. Eur. method 2.6.13)1 INTRODUCTIONThe tests described hereafter will allow determination of the absence or limited occurrence of specified micro-organisms that may be detected under the conditions described.The tests are designed primarily to determine whether a substance or preparation complies with an established specification for microbiological quality. When used for such purposes, follow the instructions given below, including the number of samples to be taken, and interpret the results as stated below.Alternative microbiological procedures, including automated methods, may be used, provided that their equivalence to the Pharmacopoeia method has been demonstrated.2 GENERAL PROCEDURESThe preparation of samples is carried out as described in general chapter 2.6.12.If the product to be examined has antimicrobial activity, this is insofar as possible removed or neutralised as described in general chapter 2.6.12.If surface-active substances are used for sample preparation, their absence of toxicity for micro-organisms and their compatibility with inactivators used must be demonstrated as described in general chapter 2.6.12.3 GROWTH-PROMOTING AND INHIBITORY PROPERTIES OF THE MEDIA, SUITABILITY OF THE TEST AND NEGATIVE CONTROLSThe ability of the test to detect micro-organisms in the presence of the product to be tested must be established. Suitability must be confirmed if a change in testing performance, or the product, which may affect the outcome of the test is introduced.3-1 Preparation of test strainsUse standardised stable suspensions of test strains or prepare them as stated below. Seed lot culture maintenance techniques (seed-lot systems) are used so that the viable micro-organisms used for inoculation are not more than 5 passages removed from the original master seed-lot.3-1-1 Aerobic micro-organisms Grow each of the bacterial test strains separately in casein soya bean digest broth or on casein soya bean digest agar at 30-35 °C for 18-24 h. Grow the test strain for Candida albicans separately on Sabouraud-dextrose agar or in Sabouraud-dextrose broth at 20-25 °C for 2-3 days.— Staphylococcus aureus such as ATCC 6538, NCIMB 9518, CIP 4.83 or NBRC 13276;— Pseudomonas aeruginosa such as ATCC 9027, NCIMB 8626, CIP 82.118 or NBRC 13275;— Escherichia coli such as ATCC 8739, NCIMB 8545, CIP 53.126 or NBRC 3972;— Salmonella enterica subsp. enterica serovar Typhimurium, such as ATCC 14028 or, as an alternative,Salmonella enterica subsp. enterica serovar Abony such as NBRC 100797, NCTC 6017 or CIP 80.39;— Candida albicans such as ATCC 10231, NCPF 3179, IP 48.72 or NBRC 1594.Use buffered sodium chloride-peptone solution pH 7.0 or phosphate buffer solution pH 7.2 to make test suspensions. Use the suspensions within 2 h or within 24 h if stored at 2-8 °C.3-1-2 Clostridia Use Clostridium sporogenes such as ATCC 11437 (NBRC 14293, NCIMB 12343, CIP 100651) or ATCC 19404 (NCTC 532 or CIP 79.03) or NBRC 14293. Grow the clostridial test strain under anaerobic conditions in reinforced medium for clostridia at 30-35 °C for 24-48 h. As an alternative to preparing and then diluting down a fresh suspension of vegetative cells of Cl. sporogenes, a stable spore suspension is used for test inoculation. The stable spore suspension may be maintained at 2-8 °C for a validated period.3-2 Negative controlTo verify testing conditions, a negative control is performed using the chosen diluent in place of the test preparation. There must be no growth of micro-organisms. A negative control is also performed when testing the products as described in section 4. A failed negative control requires an investigation.3-3 Growth promotion and inhibitory properties of the mediaTest each batch of ready-prepared medium and each batch of medium prepared either from dehydrated medium or from ingredients.Verify suitable properties of relevant media as described in Table 2.6.13.-1.Test for growth promoting properties, liquid mediaInoculate a portion of the appropriate medium with a small number (not more than 100 CFU) of the appropriate micro-organism. Incubate at the specified temperature for not more than the shortest period of time specified in the test. Clearly visible growth of the micro-organism comparable to that previously obtained with a previously tested and approved batch of medium occurs.Test for growth promoting properties, solid mediaPerform the surface-spread method, inoculating each plate with a small number (not more than 100 CFU) of the appropriate micro-organism. Incubate at the specified temperature for not more than the shortest period of time specified in the test. Growth of the micro-organism comparable to that previously obtained with a previously tested and approved batch of medium occurs.Test for inhibitory properties, liquid or solid mediaInoculate the appropriate medium with at least 100 CFU of the appropriate micro-organism. Incubate at the specified temperature for not less than the longest period of time specified in the test. No growth of the test micro-organism occurs.Test for indicative propertiesPerform the surface-spread method, inoculating each plate with a small number (not more than 100 CFU) of the appropriate micro-organism. Incubate at the specified temperature for a period of time within the range specified in the test. Colonies are comparable in appearance and indication reactions to those previously obtained with a previously tested and approved batch of medium.3-4 Suitability of the test methodFor each product to be tested, perform the sample preparation as described in the relevant paragraph in section 4. Add each test strain at the time of mixing, in the prescribed growth medium. Inoculate the test strains individually. Use a number of micro-organisms equivalent to not more than 100 CFU in the inoculated test preparation.Perform the test as described in the relevant paragraph in section 4 using the shortest incubation period prescribed.The specified micro-organisms must be detected with the indication reactions as described in section 4.Any antimicrobial activity of the product necessitates a modification of the test procedure (see 4-5-3 of general chapter 2.6.12).If for a given product the antimicrobial activity with respect to a micro-organism for which testing is prescribed cannot be neutralised, then it is to be assumed that the inhibited micro-organism will not be present in the product.4 TESTING OF PRODUCTS4-1 Bile-tolerant gram-negative bacteria4-1-1 Sample preparation and pre-incubation Prepare a sample using a 1 in 10 dilution of not less than 1 g of the product to be examined as described in general chapter 2.6.12, but using casein soya bean digest broth as the chosen diluent, mix and incubate at 20-25 °C for a time sufficient to resuscitate the bacteria but not sufficient to encourage multiplication of the organisms (usually 2 h but not more than 5 h).4-1-2 Test for absence Unless otherwise prescribed, use the volume corresponding to 1 g of the product, as prepared in 4-1-1, to inoculate enterobacteria enrichment broth-Mossel. Incubate at 30-35 °C for 24-48 h. Subculture on plates of violet red bile glucose agar. Incubate at 30-35 °C for 18-24 h.The product complies with the test if there is no growth of colonies.4-1-3 Quantitative test4-1-3-1 Selection and subculture Inoculate suitable quantities of enterobacteria enrichment broth-Mossel with the preparation as described under 4-1-1 and/or dilutions of it containing respectively 0.1 g, 0.01 g and 0.001 g (or 0.1 mL, 0.01 mL and 0.001 mL) of the product to be examined. Incubate at 30-35 °C for 24-48 h. Subculture each of the cultures on a plate of violet red bile glucose agar. Incubate at 30-35 °C for 18-24 h.4-1-3-2 Interpretation Growth of colonies constitutes a positive result. Note the smallest quantity of the product that gives a positive result and the largest quantity that gives a negative result. Determine from Table 2.6.13.-2 the probable number of bacteria.4-2 Escherichia coli4-2-1 Sample preparation and pre-incubation Prepare a sample using a 1 in 10 dilution of not less than 1 g of the product to be examined as described in general chapter 2.6.12, and use 10 mL or the quantity corresponding to 1 g or 1 mL to inoculate a suitable amount (determined as described under 3-4) of casein soya bean digest broth, mix and incubate at 30-35 °C for 18-24 h.4-2-2 Selection and subculture Shake the container, transfer 1 mL of casein soya bean digest broth to 100 mL of MacConkey broth and incubate at 42-44 °C for 24-48 h. Subculture on a plate of MacConkey agar at 30-35 °C for 18-72 h.4-2-3 Interpretation Growth of colonies indicates the possible presence of E. coli. This is confirmed by identification tests.The product complies with the test if no colonies are present or if the identification tests are negative.4-3 Salmonella4-3-1 Sample preparation and pre-incubation Prepare the product to be examined as described in general chapter 2.6.12, and use the quantity corresponding to not less than 10 g or 10 mL to inoculate a suitable amount (determined as described under 3-4) of casein soya bean digest broth, mix and incubate at 30-35 °C for 18-24 h.4-3-2 Selection and subculture Transfer 0.1 mL of casein soya bean digest broth to 10 mL of Rappaport Vassiliadis Salmonella enrichment broth and incubate at 30-35 °C for 18-24 h. Subculture on plates of xylose, lysine, deoxycholate agar. Incubate at 30-35 °C for 18-48 h.4-3-3 Interpretation The possible presence of Salmonella is indicated by the growth of well-developed, red colonies, with or without black centres. This is confirmed by identification tests.The product complies with the test if colonies of the types described are not present or if the confirmatory identification tests are negative.4-4 Pseudomonas aeruginosa4-4-1 Sample preparation and pre-incubation Prepare a sample using a 1 in 10 dilution of not less than 1 g of the product to be examined as described in general chapter 2.6.12, and use 10 mL or the quantity corresponding to 1 g or 1 mL to inoculate a suitable amount (determined as described under 3-4) of casein soya bean digest broth and mix. When testing transdermal patches, filter the volume of sample corresponding to 1 patch of the preparation described under 4-5-1 in general chapter 2.6.12 through a sterile filter membrane and place in 100 mL of casein soya bean digest broth. Incubate at 30-35 °C for 18-24 h.4-4-2 Selection and subculture Subculture on a plate of cetrimide agar and incubate at 30-35 °C for 18-72 h.4-4-3 Interpretation Growth of colonies indicates the possible presence of P. aeruginosa. This is confirmed by identification tests.The product complies with the test if colonies are not present or if the confirmatory identification tests are negative.4-5 Staphylococcus aureus4-5-1 Sample preparation and pre-incubation Prepare a sample using a 1 in 10 dilution of not less than 1 g of the product to be examined as described in general chapter 2.6.12, and use 10 mL or the quantity corresponding to 1 g or 1 mL to inoculate a suitable amount (determined as described under 3-4) of casein soya bean digest broth and mix. When testing transdermal patches, filter the volume of sample corresponding to 1 patch of the preparation described under 4-5-1 in general chapter 2.6.12 through a sterile filter membrane and place in 100 mL of casein soya bean digest broth. Incubate at 30-35 °C for 18-24 h.4-5-2 Selection and subculture Subculture on a plate of mannitol salt agar and incubate at 30-35 °C for 18-72 h.4-5-3 Interpretation The possible presence of S. aureus is indicated by the growth of yellow/white colonies surrounded by a yellow zone. This is confirmed by identification tests.The product complies with the test if colonies of the types described are not present or if the confirmatory identification tests are negative.4-6 Clostridia4-6-1 Sample preparation and heat treatment Prepare a sample using a 1 in 10 dilution (with a minimum total volume of 20 mL) of not less than 2 g or 2 mL of the product to be examined as described in general chapter 2.6.12.Divide the sample into 2 portions of at least 10 mL. Heat 1 portion at 80 °C for 10 min and cool rapidly. Do not heat the other portion.4-6-2 Selection and subculture Use 10 mL or the quantity corresponding to 1 g or 1 mL of the product to be examined of both portions to inoculate suitable amounts (determined as described under 3-4) of reinforced medium for clostridia. Incubate under anaerobic conditions at 30-35 °C for 48 h. After incubation, make subcultures from each container on Columbia agar and incubate under anaerobic conditions at 30-35 °C for 48-72 h.4-6-3 Interpretation The occurrence of anaerobic growth of rods (with or without endospores) giving a negative catalase reaction indicates the presence of clostridia. This is confirmed by identification tests.The product complies with the test if colonies of the types described are not present or if the confirmatory identification tests are negative.4-7 Candida albicans4-7-1 Sample preparation and pre-incubation Prepare the product to be examined as described in general chapter 2.6.12, and use 10 mL or the quantity corresponding to not less than 1 g or 1 mL to inoculate 100 mL of Sabouraud-dextrose broth and mix. Incubate at 30-35 °C for 3-5 days.4-7-2 Selection and subculture Subculture on a plate of Sabouraud-dextrose agar and incubate at 30-35 °C for 24 -48 h.4-7-3 Interpretation Growth of white colonies may indicate the presence of C. albicans. This is confirmed by identification tests.The product complies with the test if such colonies are not present or if the confirmatory identification tests are negative.The following section is given for information.5 RECOMMENDED SOLUTIONS AND CULTURE MEDIAThe following solutions and culture media have been found to be satisfactory for the purposes for which they are prescribed in the test for microbial contamination in the Pharmacopoeia. Other media may be used provided that their suitability can be demonstrated.Stock buffer solution Place 34 g of potassium dihydrogen phosphate in a 1000 mL volumetric flask, dissolve in 500 mL of purified water, adjust to pH 7.2 ± 0.2 with sodium hydroxide, dilute to 1000.0 mL with purified water and mix. Dispense into containers and sterilise. Store at 2-8 °C.Phosphate buffer solution pH 7.2 Prepare a mixture of stock buffer solution and purified water (1:800 V/V) and sterilise.Buffered sodium chloride-peptone solution pH 7.0Potassium dihydrogen phosphate 3.6 gDisodium hydrogen phosphate dihydrate7.2 g, equivalent to 0.067 M phosphateSodium chloride 4.3 gPeptone (meat or casein) 1.0 gPurified water1000 mLSterilise in an autoclave using a validated cycle.Casein soya bean digest brothPancreatic digest of casein17.0 gPapaic digest of soya bean 3.0 gSodium chloride 5.0 gDipotassium hydrogen phosphate 2.5 gGlucose monohydrate 2.5 gPurified water1000 mLAdjust the pH so that after sterilisation it is 7.3 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle. Casein soya bean digest agarPancreatic digest of casein15.0 gPapaic digest of soya bean 5.0 gSodium chloride 5.0 gAgar15.0 gPurified water1000 mLAdjust the pH so that after sterilisation it is 7.3 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle. Sabouraud-dextrose agarDextrose40.0 g Mixture of peptic digest of animal tissue and pancreatic digest of casein (1:1)10.0 g Agar15.0 g Purified water1000 mL Adjust the pH so that after sterilisation it is 5.6 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle. Potato dextrose agarInfusion from potatoes200 gDextrose20.0 gAgar15.0 gPurified water1000 mLAdjust the pH so that after sterilisation it is 5.6 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle. Sabouraud-dextrose brothDextrose20.0 g Mixture of peptic digest of animal tissue and pancreatic digest of casein (1:1)10.0 g Purified water1000 mLAdjust the pH so that after sterilisation it is 5.6 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle. Enterobacteria enrichment broth-MosselPancreatic digest of gelatin10.0 gGlucose monohydrate 5.0 g Dehydrated ox bile20.0 g Potassium dihydrogen phosphate 2.0 gDisodium hydrogen phosphate dihydrate8.0 gBrilliant green15 mgPurified water1000 mLAdjust the pH so that after heating it is 7.2 ± 0.2 at 25 °C. Heat at 100 °C for 30 min and cool immediately. Violet red bile glucose agarYeast extract 3.0 gPancreatic digest of gelatin7.0 gBile salts 1.5 gSodium chloride 5.0 gGlucose monohydrate10.0 gAgar15.0 gNeutral red30 mgCrystal violet 2 mgPurified water1000 mLAdjust the pH so that after heating it is 7.4 ± 0.2 at 25 °C. Heat to boiling; do not heat in an autoclave. MacConkey brothPancreatic digest of gelatin20.0 gLactose monohydrate10.0 gDehydrated ox bile 5.0 gBromocresol purple10 mgPurified water1000 mLAdjust the pH so that after sterilisation it is 7.3 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle. MacConkey agarPancreatic digest of gelatin17.0 gPeptones (meat and casein) 3.0 gLactose monohydrate10.0 gSodium chloride 5.0 gBile salts 1.5 gAgar13.5 gNeutral red30.0 mgCrystal violet 1 mgPurified water1000 mLAdjust the pH so that after sterilisation it is 7.1 ± 0.2 at 25 °C. Boil for 1 min with constant shaking then sterilise in an autoclave using a validated cycle.Rappaport Vassiliadis Salmonella enrichment brothSoya peptone 4.5 gMagnesium chloride hexahydrate29.0 gSodium chloride8.0 gDipotassium phosphate0.4 gPotassium dihydrogen phosphate0.6 gMalachite green0.036 gPurified water1000 mLDissolve, warming gently. Sterilise in an autoclave using a validated cycle, at a temperature not exceeding 115 °C. The pH is to be 5.2 ± 0.2 at 25 °C after heating and autoclaving.Xylose, lysine, deoxycholate agarXylose 3.5 gL-Lysine 5.0 gLactose monohydrate7.5 gSucrose7.5 gSodium chloride 5.0 gYeast extract 3.0 gPhenol red80 mgAgar13.5 gSodium deoxycholate 2.5 gSodium thiosulfate 6.8 gFerric ammonium citrate0.8 gPurified water1000 mLAdjust the pH so that after heating it is 7.4 ± 0.2 at 25 °C. Heat to boiling, cool to 50 °C and pour into Petri dishes. Do not heat in an autoclave.Cetrimide agarPancreatic digest of gelatin20.0 gMagnesium chloride 1.4 gDipotassium sulfate10.0 gCetrimide0.3 gAgar13.6 gPurified water1000 mLGlycerol10.0 mLHeat to boiling for 1 min with shaking. Adjust the pH so that after sterilisation it is 7.2 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle.Mannitol salt agarPancreatic digest of casein 5.0 gPeptic digest of animal tissue 5.0 gBeef extract 1.0 gD-Mannitol10.0 gSodium chloride75.0 gAgar15.0 gPhenol red0.025 gPurified water1000 mLHeat to boiling for 1 min with shaking. Adjust the pH so that after sterilisation it is 7.4 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle.Reinforced medium for clostridiaBeef extract10.0 gPeptone10.0 gYeast extract 3.0 gSoluble starch 1.0 gGlucose monohydrate 5.0 gCysteine hydrochloride0.5 gSodium chloride 5.0 gSodium acetate 3.0 gAgar0.5 gPurified water1000 mLHydrate the agar, dissolve by heating to boiling with continuous stirring. If necessary, adjust the pH so that after sterilisation it is 6.8 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle.Columbia agarPancreatic digest of casein10.0 gMeat peptic digest 5.0 gHeart pancreatic digest 3.0 gYeast extract 5.0 gMaize starch 1.0 gSodium chloride 5.0 gAgar, according to gelling power10.0-15.0 gPurified water1000 mLHydrate the agar, dissolve by heating to boiling with continuous stirring. If necessary, adjust the pH so that after sterilisation it is 7.3 ± 0.2 at 25 °C. Sterilise in an autoclave using a validated cycle. Allow to cool to 45-50 °C; add, where necessary, gentamicin sulfate corresponding to 20 mg of gentamicin base and pour into Petri dishes.2. Microbial Enumeration Tests1(Ph. Eur. method 2.6.12)1 INTRODUCTIONThe tests described hereafter will allow quantitative enumeration of mesophilic bacteria and fungi that may grow under aerobic conditions.The tests are designed primarily to determine whether a substance or preparation complies with an established specification for microbiological quality. When used for such purposes follow the instructions given below, including the number of samples to be taken, and interpret the results as stated below.The methods are not applicable to products containing viable micro-organisms as active ingredients.Alternative microbiological procedures, including automated methods, may be used, provided that their equivalence to the Pharmacopoeia method has been demonstrated.2 GENERAL PROCEDURESCarry out the determination under conditions designed to avoid extrinsic microbial contamination of the product to be examined. The precautions taken to avoid contamination must be such that they do not affect any micro-organisms that are to be revealed in the test.If the product to be examined has antimicrobial activity, this is insofar as possible removed or neutralised. If inactivators are used for this purpose, their efficacy and their absence of toxicity for micro-organisms must be demonstrated.If surface-active substances are used for sample preparation, their absence of toxicity for micro-organisms and their compatibility with inactivators used must be demonstrated.3 ENUMERATION METHODSUse the membrane filtration method or the plate-count methods, as prescribed. The most-probable-number (MPN) method is generally the least accurate method for microbial counts, however, for certain product groups with a very low bioburden, it may be the most appropriate method.The choice of method is based on factors such as the nature of the product and the required limit of micro-organisms. The chosen method must allow testing of a sufficient sample size to judge compliance with the specification. The suitability of the method chosen must be established.4 GROWTH PROMOTION TEST, SUITABILITY OF THE COUNTING METHOD AND NEGATIVE CONTROLS4-1 General considerationsThe ability of the test to detect micro-organisms in the presence of product to be tested must be established.Suitability must be confirmed if a change in testing performance, or the product, which may affect the outcome of the test is introduced.4-2 Preparation of test strainsUse standardised stable suspensions of test strains or prepare them as stated below. Seed lot culture maintenance techniques (seed-lot systems) are used so that the viable micro-organisms used for inoculation are not more than 5 passages removed from the original master seed-lot. Grow each of the bacterial and fungal test strains separately as described in Table 2.6.12.-1.Use buffered sodium chloride-peptone solution pH 7.0 or phosphate buffer solution pH 7.2 to make test suspensions; to suspend A. brasiliensis spores, 0.05 per cent of polysorbate 80 may be added to the buffer. Use the suspensions within 2 h or within 24 h if stored at 2-8 °C. As an alternative to preparing and then diluting a fresh suspension of vegetative cells of A. brasiliensis or B. subtilis, a stable spore suspension is prepared and then an appropriate volume of the spore suspension is used for test inoculation. The stable spore suspension may be maintained at 2-8 °C for a validated period of time.4-3 Negative controlTo verify testing conditions, a negative control is performed using the chosen diluent in place of the test preparation. There must be no growth of micro-organisms. A negative control is also performed when testing the products as described in section 5. A failed negative control requires an investigation.4-4 Growth promotion of the mediaTest each batch of ready-prepared medium and each batch of medium, prepared either from dehydrated medium or from the ingredients described.Inoculate portions/plates of casein soya bean digest broth and casein soya bean digest agar with a small number (not more than 100 CFU) of the micro-organisms indicated in Table 2.6.12.-1, using a separate portion/plate of medium for each. Inoculate plates of Sabouraud-dextrose agar with a small number (not more than 100 CFU) of the micro-organisms indicated in Table 2.6.12.-1, using a separate plate of medium for each. Incubate in the conditions described in Table 2.6.12.-1.For solid media, growth obtained must not differ by a factor greater than 2 from the calculated value for a standardised inoculum. For a freshly prepared inoculum, growth of the micro-organisms comparable to that previously obtained with a previously tested and approved batch of medium occurs. Liquid media are suitable if clearly visible growth of the micro-organisms comparable to that previously obtained with a previously tested and approved batch of medium occurs.4-5 Suitability of the counting method in the presence of product4-5-1 Preparation of the sample The method for sample preparation depends upon the physical characteristics of the product to be tested. If none of the procedures described below can be demonstrated to be satisfactory, an alternative procedure must be developed.Water-soluble products Dissolve or dilute (usually a 1 in 10 dilution is prepared) the product to be examined in buffered sodium chloride-peptone solution pH 7.0, phosphate buffer solution pH 7.2 or casein soya bean digest broth. If necessary, adjust to pH 6-8. Further dilutions, where necessary, are prepared with the same diluent.Non-fatty products insoluble in water Suspend the product to be examined (usually a 1 in 10 dilution is prepared) in buffered sodium chloride-peptone solution pH 7.0, phosphate buffer solution pH 7.2 or casein soya bean digest broth. A surface-active agent such as 1 g/L of polysorbate 80 may be added to assist the suspension of poorly wettable substances. If necessary, adjust to pH 6-8. Further dilutions, where necessary, are prepared with the same diluent.Fatty products Dissolve in isopropyl myristate, sterilised by filtration or mix the product to be examined with the minimum necessary quantity of sterile polysorbate 80 or another non-inhibitory sterile surface-active agent, heated if necessary to not more than 40 °C, or in exceptional cases to not more than 45 °C. Mix carefully and if necessary maintain the temperature in a water-bath. Add sufficient of the pre-warmed chosen diluent to make a 1 in 10 dilution of the original product. Mix carefully whilst maintaining the temperature for the shortest time necessary for the formation of an emulsion. Further serial tenfold dilutions may be prepared using the chosen diluent containing a suitable concentration of sterile polysorbate 80 or another non-inhibitory sterile surface-active agent.Fluids or solids in aerosol form Aseptically transfer the product into a membrane filter apparatus or a sterile container for further sampling. Use either the total contents or a defined number of metered doses from each of the containers tested.Transdermal patches Remove the protective cover sheets ('release liners') of the transdermal patches and place them, adhesive side upwards, on sterile glass or plastic trays. Cover the adhesive surface with a sterile porous。
DS91M125 125 MHz 1 4 M-LVDS Repeater with LVDS Inp
DS91M125 125 MHz 1:4 M-LVDS Repeater withLVDS Input Evaluation KitUSER MANUALPart Number: DS91M125EVK NOPBFor the latest documents concerning these products and evaluation kit, visit . Schematics andgerber files are also available at OverviewThe purpose of this document is to familiarize you with the DS91M125 evaluation board, suggest the test setup procedures and instrumentation, and to guide you through some typical measurements that will demonstrate the performance of the device. The board enables the user to examine performance and all functions of theDS91M125 as a standalone device.The DS91M125 is a high-speed 1:4 M-LVDS repeater with an LVDS input designed for multipoint applications with multiple drivers or receivers. The device conforms to TIA/EIA-899 standard. It utilizes M-LVDS technology for low power, high-speed and superior noise immunity.DescriptionFigure 1 below represents the top layer drawing of the board with the silkscreen annotations. It is a 2.5 x 3 inch 4 layer printed circuit board (PCB) that features a single DS91M125 (U2) device.Figure 1 -DS91M125EVK Top View DrawingDS91M125 Evaluation in a Point-to-Point LinkThe following is a recommended procedure for using and evaluating the DS91M125EVK. Figure 2 depicts a typical setup and instrumentation used.1. Select a single DS91M125 evaluation board.2. Apply the power to the board (3.3 V typical) between J3 and J4 power tabs, observe the value of I CC,and compare it with the expected value (refer to the datasheet) to ensure that the devices arefunctional.3. Enable one of the U2 driver outputs. This is accomplished by setting the DE0-3 pin to VDD (JP3-6).4. Connect a signal source to the driver input (DI+, DI-). The signal needs to be an LVDS/M-LVDS/CML/LVPECL compliant signal. Refer to the DS91M125 datasheet for the receiver inputcompatibility.5. Connect one of the U2 outputs (A0-3/B0-3) to an oscilloscope and observe the waveforms.Figure 2 – DS91M125 Test SetupFigure 3 shows an eye diagram acquired at the output of the DS91M125 driver loaded with a 100-ohm resistor. The generator connected to the driver input simulated a 100 Mbps PRBS-7 NRZ.Figure 3 – DS91M125 OutputIMPORTANT NOTICETexas Instruments Incorporated and its subsidiaries(TI)reserve the right to make corrections,modifications,enhancements,improvements, and other changes to its products and services at any time and to discontinue any product or service without notice.Customers should obtain the latest relevant information before placing orders and should verify that such information is current and complete.All products are sold subject to TI’s terms and conditions of sale supplied at the time of order acknowledgment.TI warrants performance of its hardware products to the specifications applicable at the time of sale in accordance with TI’s standard warranty.Testing and other quality control techniques are used to the extent TI deems necessary to support this warranty.Except where mandated by government requirements,testing of all parameters of each product is not necessarily performed.TI assumes no liability for applications assistance or customer product design.Customers are responsible for their products and applications using TI components.To minimize the risks associated with customer products and applications,customers should provide adequate design and operating safeguards.TI does not warrant or represent that any license,either express or implied,is granted under any TI patent right,copyright,mask work right, or other TI intellectual property right relating to any combination,machine,or process in which TI products or services are rmation published by TI regarding third-party products or services does not constitute a license from TI to use such products or services or a warranty or endorsement e of such information may require a license from a third party under the patents or other intellectual property of the third party,or a license from TI under the patents or other intellectual property of TI.Reproduction of TI information in TI data books or data sheets is permissible only if reproduction is without alteration and is accompanied by all associated warranties,conditions,limitations,and notices.Reproduction of this information with alteration is an unfair and deceptive business practice.TI is not responsible or liable for such altered rmation of third parties may be subject to additional restrictions.Resale of TI products or services with statements different from or beyond the parameters stated by TI for that product or service voids all express and any implied warranties for the associated TI product or service and is an unfair and deceptive business practice.TI is not responsible or liable for any such statements.TI products are not authorized for use in safety-critical applications(such as life support)where a failure of the TI product would reasonably be expected to cause severe personal injury or death,unless officers of the parties have executed an agreement specifically governing such use.Buyers represent that they have all necessary expertise in the safety and regulatory ramifications of their applications,and acknowledge and agree that they are solely responsible for all legal,regulatory and safety-related requirements concerning their products and any use of TI products in such safety-critical applications,notwithstanding any applications-related information or support that may be provided by TI.Further,Buyers must fully indemnify TI and its representatives against any damages arising out of the use of TI products in such safety-critical applications.TI products are neither designed nor intended for use in military/aerospace applications or environments unless the TI products are specifically designated by TI as military-grade or"enhanced plastic."Only products designated by TI as military-grade meet military specifications.Buyers acknowledge and agree that any such use of TI products which TI has not designated as military-grade is solely at the Buyer's risk,and that they are solely responsible for compliance with all legal and regulatory requirements in connection with such use. TI products are neither designed nor intended for use in automotive applications or environments unless the specific TI products are designated by TI as compliant with ISO/TS16949requirements.Buyers acknowledge and agree that,if they use any non-designated products in automotive applications,TI will not be responsible for any failure to meet such requirements.Following are URLs where you can obtain information on other Texas Instruments products and application solutions:Products ApplicationsAudio /audio Automotive and Transportation /automotiveAmplifiers Communications and Telecom /communicationsData Converters Computers and Peripherals /computersDLP®Products Consumer Electronics /consumer-appsDSP Energy and Lighting /energyClocks and Timers /clocks Industrial /industrialInterface Medical /medicalLogic Security /securityPower Mgmt Space,Avionics and Defense /space-avionics-defense Microcontrollers Video and Imaging /videoRFID OMAP Mobile Processors /omapWireless Connectivity /wirelessconnectivityTI E2E Community Home Page Mailing Address:Texas Instruments,Post Office Box655303,Dallas,Texas75265Copyright©2012,Texas Instruments Incorporated。
海康威视产品说明书.pdf_1718726225.5382066

PNP/
AM6/AP-1A AM6/AP-1C AM6/AP-1H AM6/AP-2A AM6/AP-2C AM6/AP-2H AM6/AP-3A AM6/AP-3H AM6/AP-4A AM6/AP-4H
NPN/NC
AM6/CN-1A AM6/CN-1C AM6/CN-1H AM6/CN-2A AM6/CN-2C AM6/CN-2H AM6/CN-3A AM6/CN-3H AM6/CN-4A AM6/CN-4H
4
8
available models
DC 2 wires models
diameter M12
installation shielded
unshielded shielded
unshielded
distance standard
long distance
connection
cable M12 cable M12 cable M12 cable M12
weight
1...20%
12x12 mm FE 360
24x24 mm FE 360
5% UB 20-30 V Ta = 23°C ± 5°C
10...30 Vdc
≤ 10%
NPN or PNP - NO or NC (3 wires models), NPN/PNP - NO (2 wires models)
2 kHz (750 Hz for 2 wires)
50 ms
-25...+70 °C
10%
IEC/EN60947-5-2
30 g connector (20 g short body) 70 g cable (60 g short body)
NETGEAR 兼容 Powerline 和 HomePlug AV 认证设备安装指南说明书

Installation GuideCompatible Powerline and HomePlug AV certified devices include the NETGEAR XAV101, XAV1004, XAV2001, XAV2501, and XAVN2001. For a complete list of AV certified devices, go to /certified_products.Powerline AV+ 200 Adapter Kit XAVB2501Package ContentsPowerline AV+ 200Ethernet CablesResource CD Your adapters may look like one of these:AdaptersAugust 2010This symbol was placed in accordance with the European Union Directive 2002/96 on the Waste Electrical and Electronic Equipment (the WEEE Directive). If disposed of within the European Union, this product should be treated and recycled in accordance with the laws of your jurisdiction implementing the WEEE Directive.©2010 by NETGEAR, Inc. All rights reserved. NETGEAR and the NETGEAR logo are registeredtrademarks of NETGEAR, Inc. in the United States and/or other countries. Other brand and product names aretrademarks or registered trademarks of their respective holders. Information is subject to change without notice.LED and Button DescriptionsFiltered Security Factory ResetEthernet portAC SocketPowerline LEDEthernet LED Power LED LEDWARNING!! Do not press the Security button on the Powerline adapter until installation is complete and the adapters are communicating with each other (indicated by the blinking Powerline LED). Pressing this button too soon cantemporarily disable Powerline communication. If this should occur, use the Factory Reset button to return the Powerline adapter to its factory default settings. WARNING!! To reduce the torque on the AC outlet caused by the weight of the XAV2501, only a right-angled power cord can be plugged into the filtered AC socket of the XAV2501 GR(German) and FR(French), and the power cord cannot be bent.Troubleshooting TipsFor troubleshooting information, see the XAV2501 User Manual . A link to the User Manual is located on the Resource CD .Technical SupportThank you for selecting NETGEAR products. After installing your device, locate the serial number on the label of your product and use it to register your product at /register . Registration is required before you can use the telephone support service. Registration via our website is strongly recommended. Go to for product updates and Web support .LEDFor complete DoC, see the NETGEAR EU Declarations of Conformity website at: /app/answers/detail/a_id/11621/Important Safety Information• AC input:100-125V~, 0.2A (Max; NA) and 200-250V~, 0.2A (Max; others),for product only.• Operating temperature: 0C~40C• The socket-outlet shall be installed near the equipment and be easilyaccessible.• XAV2501 ratings (maximum load): EU: 15A 250V~, UK: 12A 250V~, NA: 14A125V~, AU: 9A 250V~.• Only power cords are allowed to be inserted into the filtered AC outlet; no otherequipment with a direct plug-in is allowed. Power cord needs to be a maximum of 1 m long and a minimum of 0.75 mm square of cross-sectional area.• Do not plug devices into the XAV2501 filtered AC outlet that exceed the productratings.The output voltage of the filtered AC outlet is the same as the power outlet which the XAV2501 is plugged into. To help avoid damaging your system, be sure that the attached devices are electrically rated to operate with the power available in your location.• If the input AC voltage is less than 125Vac, the device plugged into the filteredAC socket of the XAV2501 may not perform as well as expected.• DO NOT PLUG MAJOR HOME APPLIANCES into the filtered AC socket or intoan attached powerstrip. The device is not intended to be used with home appliances such as air conditioners, power tools, space heaters, fans, hair dryers, ovens, or refrigerators. • Check the electrical current for anyappliance used with the device, and do not exceed home and product outlet ratings and electrical requirements.。
海尔热水器用户手册说明书

SENS-IN-7B 18-HD60D35-2LibraryService LiteratureProduct Section UnitaryProduct Unitary AccessoryModel T'Stats, Panels, Timers, RelaysLiterature Type Installation InstructionsSequence 7BDate January 2001File No.SV-UN-ACC-SENS-IN-7B 1/01SupersedesSENS-IN-7AZone Sensor Modulefor Heat Pump Units Dual Setpoint, Auto C/OBAYSENS09B ASYSTAT664BDescriptionThis Zone Sensor Module provides the following features and system control functions:- System control switch to select heating mode (HEAT), cooling mode (COOL) automatic selection of heating or cooling as re-quired (AUTO), Emergency Heat only (EM. HEAT), or to turn the system off (OFF).- Fan control switch to select automatic fan operation while ac-tively heating or cooling (AUTO), or continious fan operation (ON). - Dual Temperature setpoint levers for setting desired tempera-ture. The blue lever controls cooling, and the red lever controls heating.- Thermometer to indicate temperature in the zone. (This indicator has been factory calibrated.)Application- Used with Heat Pump packaged units (2 - 20 ton).Installer's GuideCustomer Property: Contains wiring and service informa-tion. Please retain.Models :Since the manufacturer has a policy of continuous product improvement,it reserves the right to change design and specifications without notice.InspectionCheck packaging and contents for damage. Check for concealed damage before storing. Report any damage immediately to the transportation company, and make any appropriate claims. Installation Steps1.Mounting location. Choose a spot on an interior wallnear the return air grille, about five feet above floor level,where air circulates freely and is of average tempera-ture for the zone.Avoid areas such as:- behind doors;- on outside walls, or any walls with unheated oruncooled areas behind the zone sensor;- in direct sunlight, or any source of radiant heat thatcould affect the temperature measurements; or- in line with the discharge air from the unit beingcontrolled.2. Mount subbase. Remove zone sensor cover from the sub-base, and mount subbase on the wall or in a 2 x 4 handy box.Route the wires through the wire access hole in the subbase.(See Figure 1) Seal the hole in the wall behind the subbase. Figure 1 - Zone Sensor Mounting (typical)Wiring!H A Z A R D O U S V O LTA G E!DISCONNECT ALL ELECTRIC POWER INCLUDING RE-MOTE DISCONNECTS BEFORE SERVICING.Failure to disconnect power before servicing can cause severe personal injury or death.Note: Guidelines for wire sizes and lengths are shown in Table 1.The total resistance of these low voltage wiresmust not exceed 2.5 ohms per conductor. Any resis-tance greater than 2.5 ohms may cause the control tomalfunction due to excessive voltage drop.Note: Do Not run low-voltage control wiring in sameconduit with high-voltage power wiring.1.Run wires. Run wires between the unit control paneland the zone sensor subbase. To determine the numberof wires required, refer to Unit IOM for Wiring Connections.2. Connect wires. Connect the wiring to the appropriateterminals at the unit control panel and at the ZoneSensor subbase. In general, zone sensor connections to the unit use the convention of connecting Zone Sensor terminals to like numbered Unit terminals (1 to 1, 2 to 2, etc.). The connec-tion detail is shown on the unit wiring diagrams which can be found in the unit service literature and on the unit.3. Replace cover. Place zone sensor cover back on thesubbase, snap securely into place.Table 1151 - 240 feet20 gauge241 - 385 feet18 gauge386 - 610 feet16 gauge611 - 970 feet14 gaugeOptional Remote Sensor (BAYSENS017)When using the optional remote sensor (BAYSENS017), mount it in the space that is to be controlled. Clip the thermistor (RT1) on the zone sensor module. Wire remote sensor to the zone sensor module according to the interconnecting wiring dia-grams in the unit's IOM.© American Standard Inc. 2001Technical Literature Printed in USA2。
Telemecanique 产品系列说明书

A complete range ofinnovative and moresimple to use sensorsBenefit from Telemecanique’s major innovation:A worldwide detection first for improving productivity:b product selection simplifiedb product availability simplifiedb installation and setting-up simplifiedb maintenance simplifiedb detection simplified using a single supplier.Improved simplicity for improved productivity. Osi conceptImprove performance bymaking your selection andassembly lesscomplicated andmore intelligent.Improve serviceexpertise with anefficient product lineoffering simplifiedselection and improvedselling potential.Reduce maintenancetime with products thatare simpler andunequalled in flexibility.“Universal” series: Multi-purpose products providing multiple functions. Osi concept products are included in this series.“Optimum” series:Designed foressential andrepetitive functions.“Application” series:Offers functionsspecifically forspecialist needs, thusproviding the idealsolution for your morecomplex applications.Select the sensor according to your specific requirements> A single product that automatically adapts to all conditions> A single product that automatically adapts to all installation environ-ments> Availability of more than 5,000 interchange-able configurations within 24 hours> A user-friendly product at last; easy to parameter prior to installation and to modify during operation> A single product that automatically learns both its detection mode and detection zone> Simple parametering of many differentresolutions on the same product1/11Contentsb Osiris ™ Photo-electric sensors .......................1/2 to 1/11Detection without contact of objects whatever their shape or material> Detection from a few millimeters to several tens of meters> 3D adjustable fixing accessories> Specific products for particular applicationsb Osiprox ™ Inductive proximity sensors ......1/12 to 1/22Detection without contact of metal objects> Sensor / object distance - 60 mm> Generic cylindrical and flat form products > Specific products for particular applicationsb Osiprox Capacitive proximity sensors ....................1/23b Osiprox Ultrasonic sensors ............................1/24 to 1/33Detection without contact of any object of any material> Detection from a few millimeters up to 8 meters > Extra large range to ensure finding the right product > Specific products for particular applicationsb Osiswitch ™ Limit switches ..........................1/34 to 1/39Detection by contact of rigid objects> Positive opening operation of electrical contacts > Object speed - 1.5 m/s> Specific products for particular applicationsb Nautilus Sensors for pressure control .......1/40 to 1/41Detection by contact with fluid> Electronic pressure and vacuum switches > Analog pressure sensors> Electromechanical pressure and vacuum switches1/2For other versions, please consult with your local Schneider Electric/Square D sales office: visit 1/3For other versions, please consult with your local Schneider Electric/Square D sales office: visit 1/7For other versions, please consult with your local Schneider Electric/Square D sales office: visit 1L = 20 m M4 / M2.6 (1)M4 / L = 90 mm M6M4 / M6M6 / L = 90 mm M4 / M2.6M4 / L = 90 mm es u f f i D ma eb -u r h T 250 to 900(3)200 or 1500(1)1807060601518Ø 1Ø 1Ø 1Ø 1Ø 1+16 Ø 0.265Ø 1Ø 0.5 + 4 Ø 0.23Ø 0.5Ø 2.2Ø 2.2Ø 2.2Ø 2.2 x 2Ø 2.2 x 2Ø 2.2 x 2Ø 1 x 2Ø 1 x 2- 25 to + 60- 25 to + 60 - 25 to + 60- 25 to + 60- 25 to + 60- 25 to + 60- 25 to + 60- 25 to + 60XUFZ920XUFN12301XUFN12311XUFN05321XUFN05323XUFN05331XUFN02323XUFN01331(2)M4 x 0.7M4 x 0.7M6 x 0.75M6 x 0.75 / M4 x 0.7M6 x 0.75M4 x 0.7M4 x 0.7Long distance fibers Flexible fibers for t n e m e v o m l a c o r p i c e r s r e b i f e c n a t s i d g n o L sn e l l a r g e t n i h t i w M3 / M2.6 (1)M3 / L = 90 mm M8 / L = 20 mm M4 / M2.6M3 / L = 15 mm M6 / L = 15 mm M6 / L = 17 mm es u f f i D ma eb -u r h T 50 or 1000 (1)55596810052031 Ø5.1 Ø562.0 Ø5.0 Ø1 Ø5.0 Ø5.0 ØØ 1Ø 1Ø 2.2Ø 1 x 2Ø 1 x 2Ø 2.2 x 2Ø 2.2 x 2- 25 to + 60- 25 to + 60- 25 to + 60- 25 to + 60- 25 to + 60- 25 to + 60- 25 to + 60XUFN35301XUFN35311XUFN2L01L2XUFN01321XUFN04331XUFN5P01L2XUFN5S01L2M3 x 0.5M3 x 0.5M8 x 1.25M4 x 0.7M3 x 0.5M6 x 0.75M6 x 0.75Long distance fibers Flexible fibers Teflon fibers M4 / M2.6 (1)M4 / M2.6 (1)Ø 5 / L = 20 mm4C R U X r o s n e s r o l o c l l u f r o f d e s u c o f e s u f f iD ma eb -u r h T 300 or 2000(1)100 or 750(1)302010001Ø 1.5Ø 1Ø 1Transmitter Ø 1Receiver Ø 1.5Transmitter Ø 1.5Receiver Ø 1.5Transmitter and Receiver Ø 1.52 x 2.2 Ø2 x 2.2 Ø2 x 2.2 Ø2.2 Ø2.2 Ø2.2 Ø55 + o t 01 -55 + o t 01 -55 + o t 01 -06 + o t 52 -06 + o t 52 -06 + o t 52 -2L 30L 5N F U X 2L 20L 5N F U X 2L 10L 5N F U X 2L 10T 2N F U X 2L 10S 2N F U X 2L 10P 2N F U X M2.6 x 0.45 / M4 x 0.7M2.6 x 0.45 / M4 x 0.7by clip (included)2 elongated holes Ø 3.2 x 6.7 for M3 screws / fixing centers = 9.8 mmPlastic fiber optic light guides (length 2 m)Osiris1/8For other versions, please consult with your local Schneider Electric/Square D sales office: visit 1Optical frames for detection of passage of objectsXURZ01distanceFor other versions, please consult with your local Schneider Electric/ Square D sales office: visit a t s i dgn i s ne s l an i moN)5(wo l ebe l bagn i l dnahs l a i r e t aseries processingAnalog output1/9ForksNO/NC programmablePB100 In-line accessorypushbutton for teachingwindow limits (for Virtu TMVirtu Analog1/28For other versions, please consult with your local Schneider Electric/Square D sales office: visit 1(continued)Model Number*Accessories for SM602 Seriesh t g n e L e p y t n o i t c e n n o C °09ht g n e L e p y t n o i t c e n n o C t h g i a r t S XSCD101YM12 connector2 m XSCD111YM12 connector2 mAdditional cable lengths are available(*) All possible sensor configurations are not listed hereCharacteristicsHousing Style/Material 18 mm ULTEM ®Stainless Steel Flat-profile ULTEM ®18 mm ULTEM ®Stainless Steel Flat-profile ULTEM ®r o t c e n n o C e l b a C m3e p y T n o i t c e n n o C Supply Voltage CD V 42-21CD V 42-21RangeWindow178 mm 1.6 mmNO SM600A-701-00SM600A-701-00S SM600A-701-00FP SM650A-701-00SM650A-701-00S SM650A-701-00FP NCSM600A-701-10SM600A-701-10SSM600A-701-10FPSM650A-701-10SM650A-701-10SSM650A-701-10FP13 mmNO SM600A-708-00SM600A-708-00S SM600A-708-00FP SM650A-708-00SM650A-708-00S SM650A-708-00FP NCSM600A-708-10SM600A-708-10SSM600A-708-10FPSM650A-708-10SM650A-708-10SSM650A-708-10FP9 mmNO SM600A-712-00SM600A-712-00S SM600A-712-00FP SM650A-712-00SM650A-712-00S SM650A-712-00FP NCSM600A-712-10SM600A-712-10SSM600A-712-10FPSM650A-712-10SM650A-712-10SSM650A-712-10FP25 mmNO SM600A-716-00SM600A-716-00S SM600A-716-00FP SM650A-716-00SM650A-716-00S SM650A-716-00FP NCSM600A-716-10SM600A-716-10SSM600A-716-10FPSM650A-716-10SM650A-716-10SSM650A-716-10FP51 mmNO SM600A-732-00SM600A-732-00S SM600A-732-00FP SM650A-732-00SM650A-732-00S SM650A-732-00FP NCSM600A-732-10SM600A-732-10SSM600A-732-10FPSM650A-732-10SM650A-732-10SSM650A-732-10FP77 mmNO SM600A-748-00SM600A-748-00S SM600A-748-00FP SM650A-748-00SM650A-748-00S SM650A-748-00FP NCSM600A-748-10SM600A-748-10SSM600A-748-10FPSM650A-748-10SM650A-748-10SSM650A-748-10FP127 mmNO SM600A-780-00SM600A-780-00S SM600A-780-00FP SM650A-780-00SM650A-780-00S SM650A-780-00FP NCSM600A-780-10SM600A-780-10SSM600A-780-10FPSM650A-780-10SM650A-780-10SSM650A-780-10FPSM600 Series Ultrasonic Sensors18 mm & Flat-profile (continued)1/29For other versions, please consult with your local Schneider Electric/Square D sales office: visit 1(*) All possible sensor configurations are not listed hereSM602 Dual-levelSM600 SeriesFor other versions, please consult with your local Schneider Electric/1Osiswitch ™Limit switchesUniversal, complete switchesP ositive opening operation1OsiswitchFor other versions, please consult with your local Schneider Electric/1Osiswitch Limit switchesFor customized assembly of miniature1ver Sprwith plastic tipCat whiskerglass fiberrod leverL = 125 mmMetalspringle verL = 2 m4-pinand compact switchesOsiswitchFor other versions, please consult with your local Schneider Electric/1Osiswitch Limit swtichesClassic - XCKJ, complete switches1Complete switch Body/contact Head Le verwith reinforced with metal with thermoplastic with steel with steel roller with steelsteel roller end plunger roller le ver plunger,roller lever plunger,end plunger ball bear ingend plunger 1 direct. or actuation 1 direct.of actuation end plungerlever (2)Catalog number ZCKE09ZCKY71ZCKY61(1) Adjustable throughout 360° in 5° steps, or in 45° steps by reversing the le ver mounting.(2) Adjustable throughout 360° in 5° steps, or in 90° steps by reversing the notched washer.Customized assembly of Classic XCKJswitchesOperating heads, complete or for customer assemblyOsiswitchFor other versions, please consult with your local Schneider Electric/1/41For other versions, please consult with your local Schneider Electric/Square D sales office: visit 1NautilusSensors for pressure controlElectronic sensors XMLF。
1752A Category 5e+ Patch Cable 商品说明书
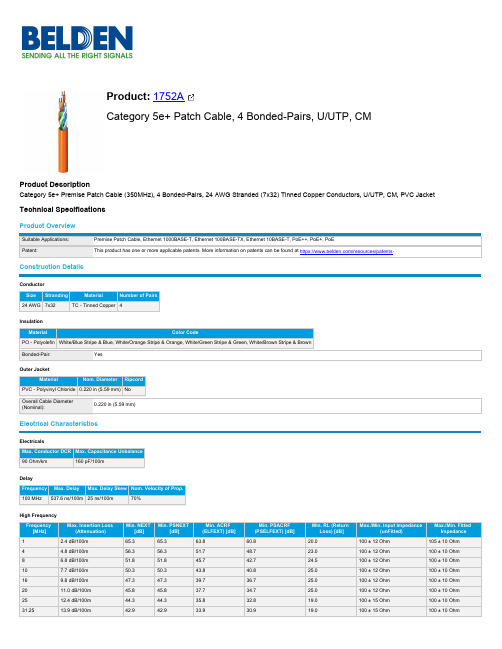
Product:1752ACategory 5e+ Patch Cable, 4 Bonded-Pairs, U/UTP, CMProduct DescriptionCategory 5e+ Premise Patch Cable (350MHz), 4 Bonded-Pairs, 24 AWG Stranded (7x32) Tinned Copper Conductors, U/UTP, CM, PVC Jacket Technical SpecificationsProduct OverviewConstruction DetailsConductorInsulationOuter JacketElectrical CharacteristicsElectricalsDelayHigh Frequency62.520.1 dB/100m38.438.427.824.819.0100 ± 15 Ohm100 ± 10 Ohm 10026.1 dB/100m35.335.323.820.819.0100 ± 15 Ohm100 ± 10 Ohm 15533.3 dB/100m32.532.519.916.919.0100 ± 18 Ohm100 ± 10 Ohm 20038.4 dB/100m30.830.817.714.719.0100 ± 18 Ohm100 ± 10 Ohm 25043.7 dB/100m29.329.315.812.818.0100 ± 20 Ohm100 ± 10 Ohm 30048.6 dB/100m28.228.214.211.218.0100 ± 20 Ohm100 ± 10 Ohm 31049.5 dB/100m27.927.913.910.918.0100 ± 20 Ohm100 ± 10 Ohm 35053.2 dB/100m27.227.212.99.917.0100 ± 22 Ohm100 ± 10 OhmVoltageUL Voltage Rating300 V (CM)Mechanical CharacteristicsTemperatureUL Temperature Operating Installation Storage75°C-20°C To +75°C0°C To +50°C-20°C To +75°CBend RadiusStationary Min.Installation Min.1.0 in (25 mm)2.2 in (56 mm)Max. Pull Tension:40 lbs (18 kg)Bulk Cable Weight:21 lbs/1000ftStandards and ComplianceEnvironmental Suitability:Indoor, IndoorSustainability:Product Lens™, Environmental Product Declaration (EPD) AvailableFlammability / Reaction to Fire:UL 1685 (UL 1581) Vertical Tray, FT1, FT1NEC / UL Compliance:Article 800, CMCEC / C(UL) Compliance:CMICEA Compliance:S-90-661-2012IEEE Compliance:IEEE 802.3bt Type 1, Type 2, Type 3NEMA Compliance:NEMA WC-63.1Data Category:Category 5eTIA/EIA Compliance:ANSI/TIA-568.2-D Category 5eThird Party PerformanceCategory 5e PatchVerification:ISO/IEC Compliance:ISO/IEC 11801-1, IEC 61156-6European DirectiveEU CE Mark, EU Directive 2015/863/EU (RoHS 2 amendment), REACH, EU Directive 2011/65/EU (RoHS 2), EU Directive 2012/19/EU (WEEE), REACH: 2020-01-16 Compliance:APAC Compliance:China RoHS II (GB/T 26572-2011)Product NotesNotes:Electrical values are expected performance based on cable testing and representative performance within a typical Belden system. Print Includes Descending Footage Markings.Conductor strands are bonded together.HistoryUpdate and Revision:Revision Number: 0.408 Revision Date: 12-15-2021VariantsItem #Color Putup Type Length UPC1752A 0101000Black Reel1,000 ft6128251222101752A 010U1000Black UnReel1,000 ft6128251222031752A 0061000Blue Reel1,000 ft6128251221731752A 006U1000Blue UnReel1,000 ft6128251221661752A F2V1000Gray Reel1,000 ft6128251220741752A F2VU1000Gray UnReel1,000 ft6128251220671752A 0051000Green Reel1,000 ft6128251221591752A 005U1000Green UnReel1,000 ft6128251221421752A 0031000Orange Reel1,000 ft6128251221111752A 003U1000Orange UnReel1,000 ft6128251221041752A 007U1000Purple UnReel1,000 ft6128251221801752A 0021000Red Reel1,000 ft6128251220981752A 002U1000Red UnReel1,000 ft6128251220811752A 0041000Yellow Reel1,000 ft6128251221351752A 004U1000Yellow UnReel1,000 ft612825122128© 2022 Belden, IncAll Rights Reserved.Although Belden makes every reasonable effort to ensure their accuracy at the time of this publication, information and specifications described here in are subject to error or omission and to change without notice, and the listing of such information and specifications does not ensure product availability.Belden provides the information and specifications herein on an "ASIS" basis, with no representations or warranties, whether express, statutory or implied. In no event will Belden be liable for any damages (including consequential, indirect, incidental, special, punitive, or exemplary damages) whatsoever, even if Belden has been advised of the possibility of such damages, whether in an action under contract, negligence or any other theory, arising out of or in connection with the use, or inability to use, the information or specifications described herein.All sales of Belden products are subject to Belden's standard terms and conditions of sale.Belden believes this product to be in compliance with all applicable environmental programs as listed in the data sheet. The information provided is correct to the best of Belden's knowledge, information and belief at the date of its publication. This information is designed only as a general guide for the safe handling, storage, and any other operation of the product itself or the one that it becomes a part of. The Product Disclosure is not to be considered a warranty or quality specification. Regulatory information is for guidance purposes only. Product users are responsible for determining the applicability of legislation and regulations based on their individual usage of the product.。
产品安全和RF能量曝露指南:移动双向无线电设备安装在汽车或固定站点控制站说明书

Product Safety and RF Energy Exposure Booklet for Mobile Two-Way Radios Installed in Vehiclesor as Fixed Site Control StationsATTENTION!The information provided in this document supersedes the general safety information contained in user guides published prior to February 2002.BEFORE USING THIS RADIO, READ THIS BOOKLET WHICH CONTAINS IMPORTANT OPERATING INSTRUCTIONS FORSAFE USAGE AND RF ENERGY AWARENESS AND CONTROL INFORMATION FOR COMPLIANCE WITH RF ENERGYEXPOSURE LIMITS IN APPLICABLE NATIONAL ANDINTERNATIONAL STANDARDS.© 2009 by Motorola, Inc.All rights reserved. 11/091301 E. Algonquin Rd., Schaumburg,IL 60196-1078, U.S.A.*68007024074*68007024074-B*NNTN7851A*NNTN7851ARF Energy Exposure Awareness and Control Information, and Operational Instructions for FCC Occupational Use RequirementsNOTICE:This radio is intended for use in occupational/controlledconditions, where users have full knowledge of their exposure andcan exercise control over their exposure to meet FCC limits. Thisradio device is NOT authorized for general population, consumer,or any other use.This two-way radio uses electromagnetic energy in the radio frequency (RF) spectrum to provide communications between two or more users over a distance. It uses radio frequency (RF) energy or radio waves to send and receive calls. RF energy is one form of electromagnetic energy. Other forms include, but are not limited to, sunlight and x-rays. RF energy, however, should not be confused with these other forms of electromagnetic energy, which when used improperly, can cause biological damage. Very high levels of x-rays, for example, can damage tissues and genetic material.Experts in science, engineering, medicine, health, and industry work with organizations to develop standards for safe exposure to RF energy. These standards provide recommended levels of RF exposure for both workers and the general public. These recommended RF exposure levels include substantial margins of protection.All Motorola two-way radios are designed, manufactured, and tested to ensure they meet government-established RF exposure levels. In addition, manufacturers also recommend specific operating instructions to users of two-way radios. These instructions are important because they inform users about RF energy exposure and provide simple procedures on how to control it.Please refer to the following Web sites for more information on what RF energy exposure is and how to control your exposure to assure compliance with established RF exposure limits./oet/rfsafety/rf-faqs.html/SLTC/radiofrequencyradiation/index.htmlFederal Communication Commission RegulationsThe FCC rules require manufacturers to comply with the FCC RF energy exposure limits for mobile two-way radios before they can be marketed in the U.S. When two-way radios are used as a consequence of employment, the FCC requires users to be fully aware of and able to control their exposure to meet occupational requirements. Exposure awareness can be facilitated by theuse of a label directing users to specific user awareness information. Your Motorola two-way radio has a RF exposure product label. Also, your Motorola user manual, or separate safety booklet, includes information and operating instructions required to control your RF exposure and to satisfy compliance requirements.Compliance with RF Exposure StandardYour Motorola two-way radio is designed and tested to comply with a number of national and international standards and guidelines (listed on page 4) regarding human exposure to radio frequency electromagnetic energy. This radio complies with the IEEE and ICNIRP exposure limits. In terms of measuring RF energy for compliance with the FCC exposure guidelines, your radio antenna radiates measurable RF energy only while it is transmitting (during talking), not when it is in standby mode.Your Motorola two-way radio complies with the following RF energy exposure standards and guidelines:•United States Federal Communications Commission, Code of Federal Regulations; 47CFR part 2 sub-part J•American National Standards Institute (ANSI)/Institute of Electrical and Electronic Engineers (IEEE) C95. 1-1992•Institute of Electrical and Electronic Engineers (IEEE) C95.1-1999 Edition •Institute of Electrical and Electronic Engineers (IEEE) C95.1-2005 Edition •International Commission on Non-Ionizing Radiation Protection (ICNIRP) 1998•Ministry of Health (Canada) Safety Code 6. Limits of Human Exposure to Radiofrequency Electromagnetic Fields in the Frequency Range from 3 kHz to 300 GHz, 1999•Australian Communications Authority Radiocommunications (Electromagnetic Radiation - Human Exposure) Standard, 2003•ANATEL, Brasil Regulatory Authority, Resolution 256 (April 11, 2001) “additional requirements for SMR, cellular, and PCS product certification”RF Exposure Compliance and Control Guidelines and Operating InstructionsTo control exposure to yourself and others and to ensure compliance with the RF exposure limits, always adhere to the following procedures.Guidelines:•User awareness instructions should accompany device when transferred to other users.•DO NOT use this device if the operational requirements described herein are not met.Instructions:•The red LED illuminates when the radio is transmitting. The red LED extinguishes when the radio stops transmitting. This radio generates measurable RF energy exposure only when transmitting (in terms of measuring for standards compliance).•Ensure that this device is transmitting only when operators or bystanders are at a minimum distance of 20 centimeters away from the device and its antenna.•It is the responsibility of the user/operator to take appropriate steps to keep bystanders at the required separation distance from the device and its antenna to ensure compliance with the FCC’s RF exposure limits for the general population. NOTE:If you are not sure of the rated power of your radio, contact your Motorola representative or dealer and supply the radio model number found on theradio model label. If you can not determine the rated power out, thenassure 3-feet separation from the body of the vehicle. The maximumpower shown on the FCC Grant may be higher than the rated powerallowing for production variation.Mobile Antenna Installation Guidelines•These mobile antenna installation guidelines are limited to metal body motor vehicles or vehicles with appropriate ground planes.•Antennas should be installed in the center area of the roof or the trunk lid taking into account exposure conditions of backseat passengers and according to the specific instructions and restrictions in the Radio Installation Manual along with the requirements of the antenna supplier.•Trunk lid installations are limited to vehicles with clearly defined flat trunk lids, and in some cases, to specific radio models and antennas. See the Radio Installation Manual for specific information on how and where to install specific types of approved antennas to facilitate recommended operating distances to all potentially exposed persons.•Use only the Motorola-approved, supplied antenna or a Motorola-approved replacement antenna. Unauthorized antennas, modifications, or attachments could damage the radio and may result in non-compliance with RF Safety Standards.Approved Accessories•This radio has been tested and meets RF Safety Standards when used with the Motorola accessories supplied or designated for this product. Use of other accessories may result in non-compliance with RF Safety Standards.•For a list of Motorola-approved antennas, visit the following Web site, which lists approved accessories for your radio model:/cgiss/index.shtml.Additional InformationFor additional information on exposure requirements or other training information, visit /rfhealth.Compliance and Control Guidelines and Operating Instructions for Mobile Two-Way Radios Installed as Fixed Site Control StationsIf mobile radio equipment is installed at a fixed location and operated as a control station or as a fixed unit, the antenna installation must comply with the following requirements in order to ensure optimal performance and compliance with the RF energy exposure limits in the standards and guidelines listed on page 4:•The antenna should be mounted outside the building on the roof or a tower if at all possible.•As with all fixed site antenna installations, it is the responsibility of the licensee to manage the site in accordance with applicable regulatory requirements and may require additional compliance actions such as site survey measurements, signage, and site access restrictions in order to ensure that exposure limits are not exceeded.•For additional installation information, see the guidelines for minimum separation distances provided above in the RF Exposure Compliance and Control Guidelines and Operating Instructions section of this document. Electromagnetic Interference/CompatibilityNOTE:Nearly every electronic device is susceptible to electromagnetic interference (EMI) if inadequately shielded, designed, or otherwiseconfigured for electromagnetic compatibility. It may be necessary toconduct compatibility testing to determine if any electronic equipmentused in or around vehicles or near fixed site antenna is sensitive toexternal RF energy or if any procedures need to be followed to eliminateor mitigate the potential for interaction between the radio transmitter andthe equipment or device.FacilitiesT o avoid electromagnetic interference and/or compatibility conflicts, turn off your radio in any facility where posted notices instruct you to do so. Hospitals or health care facilities may be using equipment that is sensitive to external RF energy.VehiclesTo avoid possible interaction between the radio transmitter and any vehicle electronic control modules, such as ABS, engine, or transmission controls, the radio should be installed only by an experienced installer and the following precautions should be used when installing the radio:1.Refer to the manufacturer’s instructions or other technical bulletins forrecommendations on radio installation.2.Before installing the radio, determine the location of the electronic controlmodules and their harnesses in the vehicle.3.Route all radio wiring, including the antenna transmission line, as far away aspossible from the electronic control units and associated wiring.Driver SafetyCheck the laws and regulations on the use of radios in the area where you drive. Always obey them.When using your radio while driving, please:•Give full attention to driving and to the road.•Pull off the road and park before making or answering a call if driving conditions so require.Operational Warnings。
广州爱普电子技术有限公司产品说明书

Typical Features◆Wide input voltage range:85-265VAC/120-380VDC◆No-load power consumption≤≤0.5W◆Transfer efficiency(typ.87%)◆Switching frequency:65KHz◆Protection:Short Circuit,Over Current◆Isolation voltage:2500Vac◆Plastic case,conform to UL94V-0Class◆PCB mountingApplication FieldFA24-220SXXG3N3Series-----a compact size,high efficient power converter offered by Aipu.It features universal input voltage,DC and AC dual-use,low ripple,low temperature rise,low power consumption, high efficiency,high reliability,safer isolation,with good EMC performance.EMC and Safety standard meet international EN55032,IEC/EN61000.It widely used in power,industrial,instrument,smart home applications.For harsh EMC environment,the application circuit in the datasheet is strongly recommended.Typical Product ListPart No.Output SpecificationMax.Capacitive LoadRipple&Noise20MHz(Max)Efficiency@Full Load220Vac(Typical) Power Voltage1Current1Voltage2Current2(W)Vo1(V)Io1(m A)Vo2(V)Io2(m A)u F mVp-p%FA24-220S12G3N32412.02000--200015085 FA24-220S15G3N32415.01600--20008086 FA24-220S24G3N324241000--80010087 Note1:Ripple&Noise of FA24-220S15G3N3,FA24-220S24G3N3should be tested with EMC solution recommended circuit,please see photo1at back.Note2:Due to space limitations,above is only a part of our product list,please contact our sales team for more items.Note3:.”*”is model under developing.Note4:The typical output efficiency is based on that product is full loaded and burned-in after half an hour.Note5:The fluctuation range of full load efficiency(%,TYP)is±2%,full load output efficiency=total output power/module’s input power.Input SpecificationItem Operating Condition Min.Typ.Max.UnitInput Voltage Range AC Input85220265VAC DC Input120310380VDCInput Frequency Range-475063HzInput Current 115VAC//250mA 220VAC//150Surge Current 115VAC//10 220VAC//20Leakage Current-0.5mA TYP/230VAC/50HzExternal fuserecommended value-2A-5A/250VAC slow-fusing Hot plug-UnavailableRemote control terminal-UnavailableOutput SpecificationItem Operating Condition Min.Typ.Max.UnitVoltage Accuracy Full input voltagerangeAny loadVo1--±2.0%Vo2---%Line Regulation Nominal Load Vo1--±2.0% Vo2---%Load RegulationNominal inputVoltage20%~100%loadVo1--±2.0%Vo2---%No load power consumption Input115VAC--0.5W Input220VAC--Minimum loadSingle Output0--% Positive Negative Dualoutput commongrounded---% Positive Negative Dualoutput isolated---Turn-on Delay Time Nominal input voltage,fullload-300-mSPower-off Holding Time Input115VAC(full load)-65-mS Input220VAC(full load)--Output Overshooting Full input voltage range(full load)--10%Dynamic Response 25%~50%~25%50%~75%~50%Overshoot range(%):≤±5%%Recovery time(mS):≤5.0mS mSShort Circuit Protection Input full voltage range Continuous,Self-recovery Hiccup Drift Coefficient--±0.03%-%/℃Over Current Protection Input220VAC≥120%Io,Self-recovery HiccupRipple&Noise Vo=12.0V≤150mV Vo=15.0V≤80mVVo=24.0V≤100Note:Ripple&Noise is tested by Twisted Pair Method,details please see Ripple&Noise Test at back. General SpecificationsItem Operating Condition Min.Typ.Max.Unit Switching Frequency-606570KHz Operating Temperature--40-+75℃Storage Temperature--40-+85Relative Humidity-10-90%RHIsolation Voltage Input-Output,Test1min,leakage current≤5mA2500--VACInsulation Resistance Input-Output@DC500V100--MΩMTBF-≥300,000H@25℃Vibration-10-55Hz,10G,30Min,alongX,Y,ZClass of Case Material-UL94V-0EMC CharacteristicsTotal Item Sub Item Test Standard ClassEMC EMICE CISPR22/EN55032CLASS B(see recommended circuit Photo2)RE CISPR22/EN55032CLASS B(see recommended circuit Photo2)EMSRS IEC/EN61000-4-310V/m Perf.Criteria BCS IEC/EN61000-4-63Vr.m.s Perf.Criteria BESD IEC/EN61000-4-2Contact±4KV/Air±8KV Perf.Criteria BSurge IEC/EN61000-4-5±1KV Perf.Criteria B(see recommendedcircuit Photo2)EFT IEC/EN61000-4-4±2KV Perf.Criteria BVoltage dips,shortinterruptions and voltagevariations immunityIEC/EN61000-4-110%~70%Perf.Criteria BPacking DimensionPacking Code L x W x HG339.0x25.0x22.0mmPin DefinitionPin-out12345Single(S)AC(N)AC(L)GND NP+VoNote:If the definition of pin is not in accordance with the model selection manual,please refer to the label on actual item. Ripple&Noise Test:(Twisted Pair Method20MHZ bandwidth)Test Method:(1)12#twisted pair to connect,Oscilloscope bandwidth set as20MHz,100M bandwidth probe,terminated with0.1uFpolypropylene capacitor and10uF high frequency lowresistance electrolytic capacitor in parallel,oscilloscope set asSample pattern.(2)Input terminal connect to power supply,output terminalconnect to electronic load through jig plate,Use30cm±2cmsampling line.Power line selected from correspondingdiameter wire with insulation according to the flow of outputcurrent.Product Characteristic CurveNote1:Input Voltage should be derated base on Input Voltage Derating Curve when it is85~100VAC/240~265VAC/120~140VDC/340~380VDC.2:Our product is suitable to use under natural air cooling environment,if use it under closed condition,please contact with us. Typical EMC Circuit and Recommended Spec1.Typical Application CircuitPart No.CE1L1CE2TVS1FA24-220S12G3N3NC2uH470uF/16V SMBJ14.0AFA24-220S15G3N3220uF/25V5uH220uF/25V SMBJ17.0A*FA24-220S24G3N3220uF/35V5uH220uF/35V SMBJ26.0ANote:Output filter capacitor C2is electrolytic capacitor,recommend high frequency low resistor electrolytic capacitor,for capacity and current low,please refer to the technical specifications provided by each manufacturer.C2capacitor withstand voltage should derate to80%,capacitor C1is ceramic capacitor,to filter high frequency noise,recommended0.1uF/50V/1206.TVS1tube is a recommend component to protect post-circuit if converter fails.Recommend to external FUSE,Model:3.15A/250V, slow fusing.2.EMC solution recommended circuitPhoto2,EMC for higher requirement circuitComponent Products Module ValueFUSE 3.15A/250Vac 3.15A/250Vac,slow-fusing,necessaryNTC5D-95D-9MOV10D561K10D561KCX10.47uF/275Vac0.47uF/275VacL1 6.8uH/3.0A 6.8uH/3.0A H inductorLF2UU9.830mH min30mH/3.0ANote:1.The product should be used under the specification range,otherwise it will cause permanent damage to it.2.Product’s input terminal should connect to fuse;3.If the product is not worked under the load range(below the minimum load or beyond the load range),we cannot ensure that the performance of product is in accordance with all the indexes in this manual;4.Unless otherwise specified,data in this datasheet are tested under conditions of Ta=25℃,humidity<75%when inputting nominal voltage and outputting rated load(pure resistance load);5.All index testing methods in this datasheet are based on our Company’s corporate standards6.The performance indexes of the product models listed in this manual are as above,but some indexes of non-standard model products will exceed the above-mentioned requirements,please directly contact our technician for specific information;7.We can provide customized product service;8.The product specification may be changed at any time without prior notice.。
东洋纺 Hot Start TTx (RNA)试剂盒说明书
JAPAN CHINATOYOBO CO., LTD. TOYOBO (SHANHAI) BIOTECH CO., LTD. Tel(81)-6-6348-3888 Tel(86)-21-5879-4900www.toyobo.co.jp/e/bio F1788KHot Start TTx (RNA) KitHSTTX-111 250UStore at -20°C Contents[1] Introduction[2] Components[3] Protocol1. Standard reaction setup2. Cycling conditions[4] Example[5] Related productsCAUTIONAll reagents in this kit are intended for research purposes. Do not use for diagnosis or clinical purposes. Please observe general laboratory precautions and safety while using this kit.-TaqMan® is a registered trademark of Roche Molecular Systems, Inc.1JAPAN CHINA TOYOBO CO., LTD. TOYOBO (SHANHAI) BIOTECH CO., LTD. Tel(81)-6-6348-3888 Tel(86)-21-5879-4900www.toyobo.co.jp/e/bio ********************[1] Introduction[2] ComponentsDescriptionHot Start TTx (RNA) Kit is RT-PCR reagent based on our original polymerase, TTx DNA Polymerase. TTx DNA polymerase exhibits reverse transcriptase activity in the presence of Mn2+ ions. This system allows for 1-step real-time PCR, including reverse transcription and PCR steps.TTx DNA Polymerase has higher amplification efficiency than Taq DNA Polymerase, which is a general-purpose enzyme, and has reverse transcription activity, enabling amplification from a crude sample containing PCR inhibitors with high efficiency from both DNA and RNA.In addition, TTx DNA Polymerase has a 5 '- 3' exonuclease activity, so it can be used for real-time PCR using probe assays such as TaqMan ® assay. This enzyme contains neutralizing antibodies, thus allowing for Hot start PCR.Features- Enables highly efficient 1-enzyme 1-step RT-PCRTTx DNA Polymerase has high reverse transcription activity and enables amplification from low copies of template and enable efficient PCR even fast cycle condition.In addition, TTx DNA Polymerase is a thermostable enzyme and can reverse transcribe at high temperatures above 60°C. It is suitable for amplifying GC rich targets and targets that form higher order structures.This Kit can also be applied to DNA amplification.This kit includes the following components for 250 reactions, 20 μL total reaction volume. All reagents should be stored at -20°C.5x Buffer for rTth/ TTx (DNA/ RNA) 1 mL 2 mM dNTPs 1 mL50 mM Mn(OAc)2250 μL Hot Start TTx DNA Polymerase (4U/ μL) 62.5 μLNote:-5x Reaction Buffer for rTth/ TTx (DNA/ RNA) is 5x RT-PCR buffer not containing Mn 2+ and dNTPs. Add template DNA, primers, and attached 2 mM dNTPs, 50 mM Mn(OAc)2, Hot Start TTx DNA Polymerase, and adjust to 1x concentration with sterile water etc.-DNA Polymerase is a mixture of TTx DNA polymerase and hot start antibodies. Its concentration is 4U/ μL.-This kit doesn’t contain a passive reference dye (ROX). When using a passive reference dye to compensate fluorescence intensity and dispensing error between wells, please use the separately sold 50x ROX reference dye (Code No. ROX-101).2JAPAN CHINA TOYOBO CO., LTD. TOYOBO (SHANHAI) BIOTECH CO., LTD. Tel(81)-6-6348-3888 Tel(86)-21-5879-4900www.toyobo.co.jp/e/bio ********************[3] Protocol1. Standard reaction setupBefore preparing the mixture, all components should be completely thawed, except for the enzyme solution.Notes:-The recommended amount of primer should be 0.2-0.6 μM, and the amount of TaqMan ® probe should be 0.05-0.3 μM. If amplification efficiency is not good, performance may be improved by increasing the addition amount, but if it is added too much, it may cause non-specific reaction and detection sensitivity may be lowered.2. Cycling conditionsThe following cycle is recommended.Notes :- If sensitivity is not good, it may be improved by changing annealing/ extension temperature between 55 ~ 65°C.Components Volume Final Concentration PCR grade waterX µL 5x Buffer for rTth/ TTx (DNA/ RNA) 4 µL 1x2 mM dNTPs 4 µL 0.4 mM 50 mM Mn(OAc)2 1 µL 2.5 mM 10 µM Primer #1 0.6 µL 0.3 µM 10 µΜ Primer #20.6 µL 0.3 µM TaqMan ® Probe(10 μM)0.4 µL 0.2 µM Hot Start TTx DNA Polymerase 0.25 µL 1U Template RNA or DNA (Sample) Y µL Total reaction volume20 µLTemperature Time Predenature 1 : 90°C 30 sec. Reverse Transcription: 60°C 5 min. Predenature 2: 95°C 1 min. Denature :95°C 15 sec. Annealing/extension :60°C30 sec.40~50 cyclesJAPAN CHINA TOYOBO CO., LTD. TOYOBO (SHANHAI) BIOTECH CO., LTD. Tel(81)-6-6348-3888 Tel(86)-21-5879-4900www.toyobo.co.jp/e/bio ********************[4] Example[5] Related productsDetection of influenza virusInfluenza RNA was detected using TaqMan ® probes. As a result of adding 1 μL of diluted purified RNA to 20 μL of the reaction solution, Hot Start TTx (RNA) Kit obtained higher sensitivity than Tth DNA Polymerase-based reagent. By using TTx DNA Polymerase, efficient detection is possible even from low copies of template.Product namePackageCode No. <High efficient DNA Polymerase for PCR and RT-PCR>Hot Start TTx DNA Polymerase10,000 U 100,000 U HSTTX-129 HSTTX-159 <Reaction Buffer (containg Mg 2+) for DNA amplification>2x Buffer for rTth/ TTx (DNA)100 mL 250 mL 1,000 mL QRZ-1B1 QRZ-1B2 QRZ-1B4 <Passive reference dye>50x ROX reference dye5 mLROX-101<High efficient DNA Polymerase for PCR and RT-PCR>Hot Start rTth DNA Polymerase10,000 U HSTTH-329 < Reaction Buffer (not containg Mg 2+ and Mn 2+>5x Buffer for rTth/ Ttx (DNA/ RNA)40 mL 400 mL QRT-1B1 QRT-1B2 <Mn solution for RNA amplification>50 mM Mn (OAc)25 mLQRT-MN1<Mg solution for DNA amplification>25 mM MgCl 240 mL TAP-2S1。
产品公告.pdf_1700845759.64286说明书

Product Announcement:This product is certificated to meet RoHS Directive and Lead-Free produced definition. Using approved critical components only is recommended when the situation to replace defective parts. Vender assumes no liability express or implied, arising out of any unauthorized modification of design or replacing non-RoHS parts. Service providers assume all liability.Qualified Repairability:Proper service and repair is important to the safe, reliable operation of all series products. The service providers recommended by vender should be aware of notices listed in this service manual in order to minimize the risk of personal injury when perform service procedures. Furthermore, the possible existed improper repairing method may damage equipment or products. It is recommended that service engineers should have repairing knowledge, experience, as well as appropriate product training per new model before performing the service procedures.NOTICE:! To avoid electrical shocks, the products should be connected to an authorized power cord, and turn off the master power switch each time before removing the AC power cord.! To prevent the product away from water or expose in extremely high humility environment. ! To ensure the continued reliability of this product, use only original manufacturer’s specified parts.! To ensure following safety repairing behavior, put the replaced part on the components side of PWBA, not solder side.! To ensure using a proper screwdriver, follow the torque and force listed in assembly and disassembly procedures to unscrew screws.! Using Lead-Free solder to well mounted the parts.! The fusion point of Lead-Free solder requested in the degree of 220°C.1. Important Safety Notice2. Exploded view diagram with list of items3. Wiring Connectivity Diagramp U C -B S U n I 2.1P D n I 4.1I M D H stream1tu o P D Down1USB3.0Down2AC In Power BoardPanel16:9 1920*1080USB3.0Down4USB3.0 Down3FK BDLED BDLAN1USB3.0Interface board4.1 Disassembly Procedures:Necessary repair and test equipment:1. Philips-head screwdriver Wedge your fingers between the rear cover and the middle bezel on the corners of the top side of the monitor to release the rear cover, then use one hand to press the middle bezel, the other hand to pull up carefully the rear cover in order of arrow preference for unlocking mechanisms of rear cover..Remove the monitor stand base:1. Place the monitor on a soft cloth or cushion.2. Press and hold the stand-release button.3. Lift the stand up and away from the monitor.Use a Philips-head screwdriver to remove 2pcsscrews for unlocking the joystick key board unit, then tear off the tapes and release the USB board.(No.1~2 screw size=M2x3.3,T orque=1±0.2kgfxcm)12Use a Philips-head screwdriver to remove one screwfor unlocking the USB board unit, then release the USB board unit and put it aside.(No.1 screw size=M3x6, Torque=4±0.5kgfxcm)Use a Philips-head screwdriver to remove four screws for unlocking mechanisms. Remove the DP cap.(No.1~4 screw size=M4x10; Torque=12±0.5kgfxcm)Lift the rear cover up carefully. Disconnect the keycable and USB FFC cable from the connectors of the interface board, and then remove the rear cover.13222341Disconnect the panel lamp cable away from theconnectors of the panel module and circuit board, then release the cable by tearing off tape.1Take away the .middle bezel, and put it on a fixture,then tear off the mylar tape for releasing the LED boardTake away the bracket chassis module and then put the bracket chassis module on a protective cushion.Put the panel module on a protective cushion, thenpush the earing-locks and disconnect the LVDScable from the connector of the panel module.Use a 2pcsscrews for unlocking the bracket with panel module. Philips-head screwdriver to remove (No.1~2 screw size=M3x4, Torque=5±0.5kgfxcm)12Disconnect the LED cable from the connector of the board, then tear off 3pcs aluminum foil.Lift up the panel with the bracket for releasing the front bezel away from the panel.Use a Philips-head screwdriver to remove 15pcsscrews for unlocking the middle bezel.(No.1~13 screw size=M3x4, Torque=5±0.5kgfxcm; No.14~15 screw size=M1.6x1.7, T orque=1±0.2kgfxcm)210121113813974561415Remove the black Mylar from the hooks of thebracket as the picture below shown.Remove the interface board and power board fromthe bracket chassis module carefully, and disconnect all the cables.Use a Philips-head screwdriver to remove 7pcs screws for unlocking the power board and interfaceboard, and then release all the cables from the hooks.(No.1 screw size=M4x8, T orque=6±0.5kgfxcm; No.2~7 screw size=M3x7.5, T orque=6±0.5kgfxcm)21654374.2 Assembly Procedures:Take a mylar to insert the hooks of the bracket tocover the power board.Panel preparation: Take a panel and then examinethe panel surface according to inspection criteria.Tear off the protective film of the panel screen, and then turn over the panel to place screen faced down. Paste 1pcs conductive foam on the specific positionas the picture below shown.Turn over a power board and put the power boardinto the correct position of the bracket chassis base as the picture below shown.Place a bracket chassis base on a protectivecushion, then paste 2pcs silicon sheet on theposition as the picture below shown.Take a interface board, connect a LVDS cable to the connector of the interface board, then connect the cable of the power board to the connector of the interface board. Turn over the interface board andlocate it into the bracket. Use a Philips-head screwdriver to tighten 7pcs screws for locking the power board and interface board.(No.1 screw size=M4x8, Torque=6±0.5kgfxcm; No.2~7 screw size=M3x7.5, Torque=6±0.5kgfxcm)Put the bracket chassis module on the back of LCDmodule, then push the earing-locks and connect LVDS cable and panel lamp cable to the connectorsof the panel module.2165437T ake 1pcs panel lamp cable to connect the panel withthe circuit board, then tear off the tape on the backthe cable and fix the cable as the picture shown.Take 1pcs LED board and 1pcs middle bezel, then put the middle bezel into a fixture jip to fix the middle bezel. Tear off the release paper on the back of theboard, and then paste the LED board on the correct position of the middle bezel, then paste 1pcs mylar tape to cover the LED board, then fix the cable with2pcs tapes on the middle bezel by tearing off papers.Connect the LED cable to the connector of theinterface board, then paste 2pcs aluminum foil to fix the bracket, then paste 1pcs aluminum foil to coverthe LVDS connector of the panel.Assemble the middle bezel with the front bezel andpanel module, then adjust the middle bezel for twoparts firmly attachment.Take a front bezel, then lift up the panel unit and assemble the front bezel with the panel.Use a Philips-head screwdriver to tighten 13pcs screws for locking the middle bezel with the panel. Use a Philips-head screwdriver to tighten 2pcs screws for locking the middle bezel with the panel. (No.1~13 screw size=M3x4, T orque=5±0.5kgfxcm; No.14~15 screw size=M1.6x1.7, T orque=1±0.2kgfxcm)21012111381397456141512Use a 2pcsscrews for locking the bracket with panel module. Philips-head screwdriver to tighten (No.1~2 screw size=M3x4, Torque=5±0.5kgfxcm)Use a Philips-head screwdriver to tighten 4pcs screws for locking rear cover with the assembledunit. Stick 2pcs labels on the specific positions as the picture below shown. Insert 1pcs DP cap.(No.1~4 screw size=M4x10; Torque=120.5kgfxcm)±Move the assembled rear cover close to the panel unit, then connect the key cable and USB FFC cable to the connectors of interface board. Put down the rear cover and push the rear cover on the positions marked as the picture belowshown for mechanisms engagement.Take 1pcs USB board and a connect cable. Connect the cable to the USB board, then paste 1pcs conductive foam on the back of the board. Locatethe USB board into the hook of the middle bezel. Use a Philips-head screwdriver to tighten one screw for locking the USB unit with middle bezel.(No.1 screw size=M3x6, Torque=4±0.5kgfxcm)Take 1pcs assembled stand base, then fit the two tabs on the upper part of the stand into the grooveson the back of the monitor, and then press the stand so that the monitor mounting area snaps onto the stand.1T ake 1pcs joystick key, 1pcs joystick board and 1pcs rear cover, then assemble the joystick key with board. Locate the joystick board to the correct position of therear cover, then use a Philips-head screwdriver to tighten 2pcs screws for locking the joystick board with rear cover, then fix the key cable with 2pcs tapes.(No.1~2 screw size=M2x3.3,T orque=1±0.2kgfxcm)Lvideo signal to the monitor ift up the monitor, then provide power supply and a, then turn on the monitor for functionality check.Self-testYour monitor provides a self-test feature that allows you to check whether your monitor is functioning properly. If your monitor and computer are properly connected but the monitor screen remains dark, run the monitor self-test by performing the following steps:1.Turn off both your computer and the monitor.2.Unplug the video cable from the computer.3.Turn on the monitor.If the monitor cannot sense a video signal and is working correctly, the following message will appear:orNOTE: The message may be slightly different according to theconnected input signal.NOTE: While in self-test mode, the power LED remains white.This box also appears during normal system operation, if the video cablebecomes disconnected or damaged.5.Turn Off your monitor and reconnect the video cable; then turn On both yourcomputer and the monitor.If your monitor screen remains blank after you use the previous procedure, check your video controller and computer, because your monitor is functioning properly.Built-in diagnosticsYour monitor has a built-in diagnostic tool that helps you determine if the screen abnormality you are experiencing is an inherent problem with your monitor, or with your computer and video card.To run the built-in diagnostics:1.Ensure that the screen is clean (no dust particles on the surface of thescreen).2.Move and hold the joystick up/down/left/right for about 4 seconds until apop-up menu appears.3.Move the joystick to highlight the Diagnostic icon and then press thejoystick to confirm. A gray test pattern appears.4.Carefully inspect the screen for abnormalities.5.Press the joystick to change the test patterns.6.Repeat steps 4 and 5 to inspect the display in red, green, blue, black, white,and text screens.7.Press the joystick to end the diagnostic program.Common problemsThe following table contains general information about common monitor problems you might encounter and the possible solutions:Common symptomsWhat youexperiencePossible solutionsNo Video/Power LED off No picture•Ensure that the video cableconnecting the monitor and thecomputer is properly connected andsecure.•Verify that the power outlet isfunctioning properly using any otherelectrical equipment.•Ensure that the power button ispressed fully.•Ensure that the correct input source isselected in the Input Source menu.No Video/Power LED on No picture or nobrightness•Increase brightness & contrastcontrols via OSD.•Perform monitor self-test featurecheck.•Check for bent or broken pins in thevideo cable connector.•Run the built-in diagnostics.•Ensure that the correct input source isselected in the Input Source menu.Poor Focus Picture is fuzzy,blurry, or ghosting •Eliminate video extension cables.•Reset the monitor to factory settings.•Change the video resolution to the correct aspect ratio.Shaky/Jittery Video Wavy picture orfine movement•Reset the monitor to factory settings.•Check environmental factors.•Relocate the monitor and test inanother room.Missing Pixels LCD screen hasspots •Cycle power On-Off.•Pixel that is permanently Off is a natural defect that can occur in LCD technology.•For more information on Dell Monitor Quality and Pixel Policy, see DellSupport site at: /pixelguidelines.Stuck-on Pixels LCD screen hasbright spots •Cycle power On-Off.•Pixel that is permanently off is a natural defect that can occur in LCD technology.•For more information on Dell Monitor Quality and Pixel Policy, see DellSupport site at: /pixelguidelines.Brightness Problems Picture too dim ortoo bright•Reset the monitor to factory settings.•Adjust brightness & contrast controlsvia OSD.Geometric Distortion Screen notcentered correctly•Reset the monitor to factory settings.Horizontal/ Vertical Lines Screen has one ormore lines•Reset the monitor to factory settings.•Perform monitor self-test featurecheck and determine if these lines arealso in self-test mode.•Check for bent or broken pins in thevideo cable connector.•Run the built-in diagnostics.Synchronization Problems Screen isscrambled orappears torn•Reset the monitor to factory settings.•Perform monitor self-test featurecheck to determine if the scrambledscreen appears in self-test mode.•Check for bent or broken pins in thevideo cable connector.•Restart the computer in the safemode.Safety Related Issues Visible signs ofsmoke or sparks•Do not perform any troubleshootingsteps.•Contact Dell immediately.Intermittent Problems Monitormalfunctions on &off•Ensure that the video cableconnecting the monitor to thecomputer is connected properly and issecure.•Reset the monitor to factory settings.•Perform monitor self-test featurecheck to determine if the intermittentproblem occurs in self-test mode.Missing Color Picture missing •Perform monitor self-test featurecolor check.•Ensure that the video cableconnecting the monitor to thecomputer is connected properly and issecure.•Check for bent or broken pins in thevideo cable connector.Wrong Color Picture color notgood •Try different Preset Modes in Color setting OSD. Adjust R/G/B value inCustom Color in Color settingsOSD.•Change the Input Color Format to RGB or YCbCr/YPbPr in the Color settings OSD.•Run the built-in diagnostics.Image retention from a static image left on the monitor for a long period of time Faint shadowfrom the staticimage displayedappears on thescreen•Set the screen to turn off after a fewminutes of screen idle time. These canbe adjusted in Windows PowerOptions or Mac Energy Saver setting.•Alternatively, use a dynamicallychanging screensaver.Product specific problemsCommon symptomsWhat youexperiencePossible solutionsScreen image is too small Image is centered onscreen, but does notfill entire viewingarea•Check the Aspect Ratio setting inthe Display settings OSD.•Reset the monitor to factory settings.Cannot adjust the monitor with the joystick OSD does notappear on the screen•Turn Off the monitor, unplug thepower cord, plug it back, and thenturn On the monitor.•Check whether the OSD menu islocked. If yes, move and hold thejoystick up/down/left/right for 4seconds to unlock (for moreinformation, see Lock).No input signal when user controls are pressed No picture, the LEDlight is white•Check the signal source. Ensure thecomputer is not in the power savingmode by moving the mouse orpressing any key on the keyboard.•Check whether the signal cable isplugged in properly. Re-plug thesignal cable if necessary.•Reset the computer or video player.The picture does not fill the entire screen The picture cannotfill the height orwidth of the screen•Due to different video formats(aspect ratio) of DVDs, the monitormay display in full screen.•Run the built-in diagnostics.No video at HDMI/ DisplayPort/USB T ype-C port When connected tosome dongle/docking device atthe port, there is novideo whenunplugging/pluggingthe cable from thenotebook•Unplug the HDMI/DisplayPort/USBT ype-C cable from dongle/dockingdevice, then plug the docking HDMI/DisplayPort/USB T ype-C cable to thenotebook.No network connection Network dropped orintermittent•Do not turn Off the monitor duringnetwork connection.The LAN port is not functioning OS setting or cableconnection issue•Ensure that the latest BIOS anddrivers for your computer areinstalled on your computer.•Ensure that the RealT ek GigabitEthernet Controller is installed in theWindows Device Manager.•If your BIOS Setup has a LAN/GBEEnabled/Disabled option, make sureit is set to Enabled.•Ensure that the Ethernet cable isconnected securely on the monitorand the hub/router/firewall.•Check the status LED of the Ethernetcable to confirm connectivity. Re-connect both ends of the Ethernetcable if the LED is not lit.•First power off the computer andunplug the USB Type-C cable andthe power cord from the monitor.Then, power on the computer andplug the power cord and the USBType-C cable into the monitor.Universal Serial Bus (USB) specific problemsCommon symptomsWhat youexperiencePossible solutionsUSB interface is not working USB peripheralsare not working•Check that your monitor is turned On.•Reconnect the upstream cable to yourcomputer.•Reconnect the USB peripherals(downstream connector).•Turn off the monitor and turn it onagain.•Reboot the computer.•Certain USB devices such as portablehard drive require higher power source;connect the drive to the computerdirectly.USB T ype-C port does not supply power USB peripheralscan not be charged•Check that the connected device iscompliant with the USB-Cspecification. The USB Type-C portsupports USB 3.2 Gen1 and an outputof 65 W.•Check that you use the USB T ype-Ccable shipped with your monitor.SuperSpeed USB 5 Gbps (USB 3.2 Gen1) interface is slow SuperSpeed USB5 Gbps (USB 3.2Gen1) peripheralsworking slowly ornot working at all•Check that your computer isSuperSpeed USB 5 Gbps (USB 3.2Gen1)-compatible.•Some computers have USB 3.2, USB2.0, and USB 1.1 ports. Ensure that thecorrect USB port is used.•Reconnect the upstream cable to yourcomputer.•Reconnect the USB peripherals(downstream connector).•Reboot the computer.Wireless USB peripherals stop working when a USB 3.2 device is plugged in Wireless USBperipheralsresponding slowlyor only working asthe distancebetween itself andits receiverdecreases•Increase the distance between theUSB 3.2 peripherals and the wirelessUSB receiver.•Position your wireless USB receiver asclose as possible to the wireless USBperipherals.•Use a USB-extender cable to positionthe wireless USB receiver as far awayas possible from the USB 3.2 port.。
BALOGH PM-15 Manual
PM-15ManualBALOGHNotes are used to call attention to information that is significant to the understanding and operation of equipment.This BALOGH manual is based on information available at the time of its publication. We have attempted to provide accurate and up-to-date information. This document does not purport to cover all details or variations in hardware or software; nor does it provide for every possible combination of products. Some features described herein may not be available on all like products. BALOGH assumes no obligation to notify holders of this document of any subsequent changes. For the latest up-to-date information and specifications on BALOGH products, contact the BALOGH.BALOGH makes no representation or warranty, expressed, implied or statutory with respect to, and assumes no responsibility for the accuracy, completeness, or usefulness of the information contained in this manual. No warranties of merchantability or fitness for purpose shall apply.This product incorporates technology that is licensed by Allen-Bradley Company, Inc. Allen-Bradley has not technically approved, nor does it warrant or support this product. All warranty and support for this product and its application is provided solely by BALOGH, Inc.® Are registered trademarks of their respective companies.© Copyright Balogh 2010MANUAL REVISION HISTORYRevision Description Latest Revision Date RevisionNumber Approval DateUpdate Address 04/13/10 2 04/13/10TABLE OF CONTENTS Introduction.........................................................................page: 1 Description.. (1)Keys (1)TAG configuration (1)Screen display (1)Help (1)PM-15 To TAG orientation (1)TAG Memory Addressing (2)Display modes (2)TAG status (2)TAG initialization (2)TAG Read (3)TAG Write (4)Function Key Programming (6)BALOGH PM-15 hand held (6)Description of keys (6)Functions (6)Faults (8)Optional accessories (8)INTRODUCTIONBALOGH PM-15 RFID TAG READER/WRITERDescription:The PM-15 is a portable lightweight unit with the ability to interface with the OMA series, and OMX series Read/Write TAGS. The PM-15 can be powered by 4 AA rechargeable or alkaline batteries. (Optional contactless recharger available) The PM-15 features a four-line LCD backlit display, 64K internal buffer, programmable function keys, auto power off, optional remote Read/Write head, and a screen help menu. The PM-15 can Read or Write from 1 byte to 8K bytes of the BALOGH OMA, OMX TAGS.Keys:START: Powers up unit. To STOP press SHIFT then START.SHIFT: Allows the user to access the RED labeled keys, and functions described in this manual.ESC: Exits a function and returns to the internal buffer.TAG Configuration:You can configure the PM-15 to work with BALOGH OMA 64 byte, 2K byte, 8K byte, or OMX 8K byte Read/Write TAGS. After power up of the unit press SHIFT K. Use the + key on the keypad to select the TAG you are using. When you have selected the TAG press ESC to exit this function. The PM-15 will retain this configuration until changed.Screen Display:To turn the LCD back light ON or OFF press SHIFT L.Help:The PM-15 features an on screen help menu. This can be accessed by pressing SHIFT V, and using the Pg. Up & Pg. Dn keys the scroll through the menu. Press ESC to exit.PM-15 to TAG Orientation:The Read/Write transceiver built into the PM-15 is located above the LCD display on the top of the unit. When performing a Read/Write function with the unit make sure the bi-directional arrows on the PM-15 line up with the arrows on the TAG to be read.TAG MEMORY ADDRESSINGTag Type Memory Size AddressOMA/ GIE Internal 64 Byte with Ferro-Electric MemoryInternal 512 Byte with Ferro-Electric MemoryInternal 2K Byte with Ferro-Electric MemoryInternal 8K Byte with Ferro-Electric Memory0 - 3FH0 – 1FFH 0 - 7FCH 0 - 1FFCHOMX 8K Byte Ram with Ferro-Electric Memory 0 - 1FFDHNOTE: When using an OMA /2K TAG with a CELA-81 control board, the CELA-81 defaults to address 0700H. Display Modes:The PM-15 can address a TAG in Byte or Word addressing. The unit defaults to byte addressing upon power up. To change press SHIFT Z. Data can be displayed in Decimal, Hex (H), Binary (B), or ASCII (*). You can also address in Decimal or Hex. To do this, use the red arrow keys to move the cursor to the address or data part of the screen. Press SHIFT Y to change formats; repeat until desired format is displayed.TAG Status:Press SHIFT T, this will display the current or last TAG status. This function is helpful if you have a problem Reading or Writing to a TAG.TAG Initialization:All BALOGH Read/Write TAGS come from the factory initialized and ready for operation. Should a TAG need to be reinitialized press SHIFT N. Then place TAG in proper orientation to the PM-15. A beep or reappearing of the internal buffer will signify completion.TAG READMake sure your PM-15 is configured for the TAG type you wish to Read. Press SHIFT R screen will Read:READ TAG BYTEADDR_TAG 0LENGTH 0ADDR_BUF 0Enter the starting TAG address to Read press (ENTER). When entering address in Hex put an H after number. Enter the number of bytes press (ENTER). Enter the address buffer number. If you are saving data currently in the internal buffer enter the address number beyond the data to save. If not saving data in the buffer leave at zero and press (ENTER). Screen will read:READ TAG BYTEINPROGRESS(TAG TYPE)Place TAG in Transceiver zone of the PM-15 and wait for the beep and internal buffer with data to appear. If there is an error in communication, you will receive an error message on the screen (see FAULTS section of the manual). If you have a specific Read operation that will be repeated often, consider programming a function key to easily repeat the operation (See FUNCTION KEY PROGRAMMING in this manual).TAG WRITEThe PM-15 allows you to Write data to an OMA or OMX TAG from 1 byte up to 8K bytes. The SHIFT S function will Write the same value to a selected range in the TAG. The screen will read:WRITE TAG BYTEADDR_TAG 0LENGTH 0BYTE 01. Enter the TAG address to start Writing data press (ENTER)2. Enter the length in bytes to Write press (ENTER)3. Byte will be the value to Write to the TAG. You can enter this value in decimal or hex. If using a hex value put an H after number press (ENTER).Screen will read:WRITE TAG BYTEINPROGRESS(TAG TYPE)Place TAG in PM-15 Transceiver zone and wait for the beep and internal buffer to be displayed. To check the data just Written to the TAG, follow the TAG READ instructions.TAG WRITEThe SHIFT W function allows you to Write data from the PM-15 internal 64K buffer. The buffer is displayed when you power up the unit. Enter the data you wish to Write starting at any of the buffer addresses. Press SHIFT W, screen will read:WRITE TAG BYTEADDR_TAG 0LENGTH 0ADDR_BUF 01. Enter the TAG address to start Writing data press (ENTER)2. Enter the length in bytes to Write3. The address buffer is where you started entering data to Write in the internal buffer press (ENTER). Screen will read:WRITE TAG BYTEINPROGRESS(TAG TYPE)Place TAG in PM-15 Transceiver zone and wait for the beep and internal buffer to be displayed. To check the data just written to the TAG follow the TAG READ instructions. The SHIFT X function will Write the same value to a range in the 64K internal buffer. You can use this to clear a section or the entire buffer.FUNCTION KEY PROGRAMMINGThe PM-15 red function keys F2-F10 can be user programmed to Read TAG, Write TAG, Set TAG, or Initialize TAG. The F1 key is programmed to repeat the last operation performed by the PM-15 and cannot be changed.To start the programming function press (Shift) then (P).The screen will read:PROGRAMMINGFUNCTION:Using the numeric keypad select 2-10 for the corresponding function key to program, then press (Enter).The screen will display which function number you have selected, for our example we will use F2.F2READ TAG <----01:NBR. OF LINES:00Use the + key to scroll through options:Read TAG, Write TAG from 64K Buffer, Set TAG; writes the same value to address range in the TAG, Initialize TAG, Clear Function will erase a current program to that function, Clear Line will erase the program but leave title, Change Title; you can add a description of the operation, Edition allows you to edit the command programmed.Press (Enter) to enter a command, when finished programmingPress (ESC) you will return to the Programming Function screen.You can program another function or press (ESC) to exit.To use the function key you have programmed just press (Shift) followed by the function key. The PM-15 screen will display:F2 or TITLECOMMANDINPROGRESSPlace your TAG in the PM-15 transmission zone to complete instruction.Quick Reference ChartBALOGH PM-15 Hand held:The PM-15 will perform the Initialization, Reading, and Writing of BALOGH OMX 8K, OMA 8K, OMA 2K, and OMA 64 Byte TAGS. The internal buffer capacity is 64K.Description of Keys:START: Powers up unit. to STOP. Press SHIFT then START.ESC: Exits a function and returns to the internal buffer.SHIFT: Allows the user to access the RED labeled keys, and functions listed below. Functions:Shift K Configures the PM-15 for OMX 8K, OMA 8K, OMA 2K, OMA 64 byte TAGS. Use the + key to change the configuration.Shift L Turns the display back light ON or OFFShift P Programs the PM-15 Function KeysShift N Initialization of TAGShift R Reads data from TAGShift S Writes the same value to a range in the TAGShift T Displays the current or last TAG statusShift W Writes data to the TAGShift X Writes the same value to a range in the 64K buffer Shift Y Selects Dec, hex (H), bin (B), ASCII (*).Shift Z Selects byte, word addressingShift V Help MenuFAULTS Message Possible Reason INPUT ERRORRAM FAILURETAG FAILURETAG BATTERY FAILUREINADEQUATE TAG ADDRESSDIALOGUE INTERRUPTED Invalid value or character entered Memory fault, TAG needs to be re-initialized (SHIFT N) Check TAG status for fault (SHIFT T) Battery for TAG memory needs to be replaced, contact BALOGH TAG address doesn't correspond to the TAG type presented to the PM-15 TAG was removed from PM-15 before operationcould be completedOPTIONAL ACCESSORIES:Part Number Description SPM15 PMTD71 Contact less recharger for the PM-15 with 4 AA rechargeable batteries installed. (Pictured below)Remote Transceiver head w/ 6 ft. cable. The remote headconnects to the port located on bottom of PM-15. 40 x 40 x28mm。
BPS4000产品规格说明书

1 2 3 4 5 6 7 8 9Specification StatusChange Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy 160-006AM040322BHTI Alternate Materials List M&P 299-947-100-690115BHTI Procurement Specification for Epoxy Adhesive, Heat Resistant M&P 299-947-320-820507BHTIAdhesive Film and Primer System, Intermedite Cure Temperature (260-290º F) ServiceTemerature 67-225º F)M&P 68A900000G011101BAC Finish Spec:F-15M&P 74A900000E990308BAC Finish Specification for F18 Aircraft M&P 74A900004L010501BAC Ctrl:Fract Crit Parts, F-18M&P 74A901001F981208BAC Std Finish Codes:F-18 A\C M&P 901-947-002CA D950510BHTI Finish Specification for the V-22 Aircraft (Bell Boeing) Model 901) EMD Aircraft M&P10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26A-A-208B951120Notice 2 Notice 3FED Ink, Marking, Stencil, Opaque M&P A-A-2962Cancelled no s/s spec A980810canc notice 2-060106FED Commercial Item Description Enamel, Alkyd, Exterior, Solvent Based, Low Voc ok to use canc spec M&P A-A-3097BK-970506Notice 3FEDCommercial Item Description Adhesives, Cyanoacrylate, Rapid Room Temperature-Curing,SolventlessM&P A-A-3165CA A071116Notice 2FED Lacquer, Gloss, for A/C Use M&P A-A-52080B980523Notice 1FED Tape, Lacing, and Tying, Nylon M&P A-A-52081B980523FED Tape, Lacing, and Tying, Polyester M&P A-A-52082CE C070904Notice 1FED Tape, Lacing and Tying, TFE-Fluorocarbon M&P A-A-52083BJ C040223FED Tape, Lacing, and Tying, Glass M&P A-A-52084B980523Notice 1FED Tape, Lacing and Tying, Aramid M&P A-A-55829-970204Notice 1DLA Acetic Acid, Glacial, Technical M&P A-A-56032CN D030521Notice 1FED Commercial Item Description (CIDS) Ink, Marking, Epoxy Base M&P A-A-59126-970926FED Terminals, Feedthru (Insulated) and Terminals, Stud (Insulated and Noninsulated)ENG A-A-59132CR A100607Validation Notice 1DLA Amyl Acetate, Technical M&P A-A-59135CR-971028FED Commercial Item Description Packaging Material, Sheet M&P A-A-59136CR-971028FED Cushioning Material, Packaging, Closed Cell Foam Plank M&P A-A-59178CL A041012USGOVT Nipple, Electrical Terminal ENG A-A-59503CG B081020FED Commercial Item Description Nitrogen, Technical M&P A A59551Wire Electrical Copper(Uninsulated)27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44A-A-59551CP A091022USGOVT Wire, Electrical, Copper (Uninsulated) M&P A-A-59569CK C090122DLA Qualification Sampling and Testing of Steels for Transverse Tensile Properties ENG A-A-59588BK A050707FED Commercial Item Description Rubber, Silicone M&P A-A-59877CT-100909FED Comemrcial Item Description Insulating Compound, Electrical, Embedding M&P AIR4127CG - 071101SAE Steel: Chemical Composition and Hardenability M&P AISI-1010Unavailable-AISI Low Carb Stl Unavailable M&P AISI-50100Unavailable-AISI Bearing Stl Unavailable M&P AISI-52100Unavailable-AISI Bearing Stl Unavailable M&P AISI-B-1112Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1212Unavailable-AISI Matl Spec, Stl Unavailable M&P AISI-C-1213Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1214Unavailable-AISI Matl Spec, Stl Unavailable M&P AMS 2175CR A100601SAE Castings, Classification and Inspection of M&PAMS 2201Cancelled CN Can940901SAETolerances Aluminum and Aluminum Alloy Bar, Rod, Wire, and Forging Stock Rolled or Cold-FinishedANSI H35.2M&PAMS 2221G060201SAE Tolerances, Copper and Copper Alloy Bars and Rods M&P AMS 2222BG J060201SAE Tolerances, Copper and Copper Alloy Sheet, Strip, and Plate M&P AMS 2223BF H060201SAE Tolerances Copper and Copper Alloy Seamless Tubing M&P AMS 2224G060201SAE Tolerances Copper and Copper Alloy Wire M&P AMS2241Tolerances,Corrosion and Heat-Resistant Steel,Iron Alloy,Titanium,and Titanium Alloy Bars and45 46 47 4849 50 51 52 53 54 55 56 57 58AMS 2241CN R070701SAETolerances, Corrosion and Heat Resistant Steel, Iron Alloy, Titanium, and Titanium Alloy Bars andWireM&P AMS 2242CC G080604SAETolerances Corrosion and Heat Resistant Steel, Iron Alloy, Titanium and Titanium Alloy Sheet,Strip and PlateM&P AMS 2243BJ H060501SAE Tolerances Corrosion and Heat-Resistant Steel Tubing M&P AMS 2248CN F060501SAEChemical Check Analysis Limits Corrosion and Heat-Resistant Steels and Alloys, Maraging andother Highly-Alloyed Steels, and Iron AlloysM&PAMS 2249CN G090701SAEChemical Check Analysis Limits Titanium and Titanium AlloysM&PAMS 2259CN E071201SAE Chemical Check Analysis Limits Wrought Low-Alloy and Carbon Steels M&P AMS 2269CN F060501SAE Chemical Check Analysis Limits Nickel, Nickel Alloys, and Cobalt Alloys M&P AMS 2300BF K031001SAE Steel Cleanliness, Premium Aircraft-Quality Magnetic Particle Inspection Procedure M&P AMS 2301CT K100801SAE Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection Procedure M&P AMS 2303CT F100801SAESteel Cleanliness, Aircraft Quality, Martensitic Corrosion Resistant Steels Magnetic ParticleInspection ProcedureM&P AMS 2304CN A060301SAE Steel Cleanliness, Special Aircraft-Quality Magnetic Particle Inspection Procedure M&P AMS 2310BE F060201SAE Qualification Sampling and Testing of Steels for Transverse Tensile Properties M&P AMS 2315CN F080101SAE Determination of Delta Ferrite Content M&PAMS 2350Cancelled no s/s spec CN BA891001SAEStandards and Test Methodsok to use canc spec M&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy59 60 61 62 63 64AMS 2355CN J090701SAEQuality Assurance Sampling and Testing Aluminum Alloys and Magnesium Alloy WroughtProducts (Except Forging Stock), and Rolled, Forged, or Flash Welding RingsM&P AMS 2360CN D070701SAE Room Temperature Tensile Properties of Castings M&P AMS 2370CN J071101SAEQuality Assurance Sampling and Testing Carbon and Low-Alloy Steel Wrought Products andForging StockM&P AMS 2371CN H071101SAEQuality Assurance Sampling and Testing Corrosion and Heat-Resistant Steels and Alloys WroughtProducts and Forging StockM&P AMS 2372CN E070601SAE Quality Assurance Sampling and Testing Carbon and Low-Alloy Steel Forgings M&P AMS 2375CN D070601SAE Control of Forgings Requiring First Article Approval M&PA l d C t l f P i Q lit Tit i All65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82AMS 2380CN F080601SAE Approval and Control of Premium-Quality Titanium Alloys M&P AMS 2400BV W070701SAE Plating, Cadmium M&P AMS 2401CN H071101SAE Plating, Cadmium Low Hydrogen Content Deposit M&P AMS 2403BM L041001SAE Plating, Nickel General Purpose M&P AMS 2404CH F081201SAE Plating, Electroless Nickel M&P AMS 2405Noncurrent CN C841010SAE Electroless Nickel Plate, Low Phosphorous M&P AMS 2406BV L070501SAE Plating, Chromium Hard Deposit M&P AMS 2408CF J081101SAE Plating, Tin M&P AMS 2410CR K100401SAE Plating, Silver Nickel Strike, High Bake M&P AMS 2411CB G080201SAE Plating, Silver for High Temperature Applications M&P AMS 2412CN J091201SAE Plating, Silver Copper Strike, Low Bake M&P AMS 2416K040301SAE Plating, Nickel-Cadmium Diffused M&P AMS 2417G040701SAE Plating, Zinc-Nickel Alloy M&P AMS 2418G060101SAE Plating, Copper M&P AMS 2419BM C030501SAE Plating, Cadmium-Titanium M&P AMS 2420D021201SAE Plating of Aluminum for Solderability Zinc Immersion Pre-Treatment Process M&PAMS 2423**See special notes CE D020401SAE Plating, Nickel Hard DepositContinue to use AMS-QQ-N-290 for Class2 NickelM&PAMS 2424CR F100401SAE NI Plate, Low Stressed Deposit M&P AMS2426D Coating Cadmium Vacuum Deposition83 84 85 86 87 88 89 90 91 92 93 94AMS 2426BT020901SAE Coating, Cadmium Vacuum Deposition M&P AMS 2429C011101SAE Bronze Plate Masking M&P AMS 2430CN R100101SAE Shot Peening, Automatic M&P AMS 2433C041001SAE Plating, Nickel-Thallium-Boron or Nickel-Boron M&P AMS 2434CN C060501SAE Plating, Tin-Zinc Alloy M&P AMS 2435Noncurrent CN G070601SAE Coating, Tungsten Carbide-Cobalt Coating, Detonation Process M&P AMS 2437BN C710111SAE Coating, Plasma Spray Deposition M&P AMS 2438CL D090701SAE Plating, Chromium Thin, Hard, Dense Deposit M&P AMS 2444BM A001201SAE Coating, Titanium Nitride Physical Vapor Deposition M&P AMS 2451BN B060501SAE Plating, Brush General Requirements M&PAMS 2460See special notes CA-070701SAE Plating, ChromiumIf dwg requires chrome plate per AMS-QQ-C-320 then stress relief and embritlmnt(emb) bake relief per BPS4620. If dwg req'schrome plate per AMS 2460 then stressrelief and bake relief per AMS 2460 unlessthe dwg specifically req's BPS 4620M&PAMS 2468Cancelled CN G981001SAE Hard Anodic Coating Treatment of Aluminum Alloys AMS 2469M&P AMS 2469CG H080701SAEHard Anodic Coating Treatment of Aluminum and Aluminum Alloys Processing and PerformanceRequirementsM&P95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111qAMS 2470CN M070401SAE Anodic Treatment of Aluminum Alloys Chromic Acid Process M&P AMS 2471CN G081201SAE Anodic Treatment of Aluminum Alloys Sulfuric Acid Process, Undyed Coating M&P AMS 2481CP J100201SAE Phosphate Treatment Antichafing M&PAMS 2482CN D100101SAEHard Anodic Coating on Aluminum Alloys Polytetrafluoroethylene (PTFE)-Impregnated orCodepositedM&PAMS 2485BY K080101SAE Coating, Black Oxide M&P AMS 2486CR E100501SAE Conversion Coating of Titanium Alloys Fluoride-Phosphate Type M&P AMS 2487CN A000301SAE Anodic Treatment of Titanium and Titanium Alloys Solution pH 12.4 Maximum M&P AMS 2488D000606SAE Anodic Tr:Ti,Ti Alys M&P AMS 2515BM E900101SAE Polytetrafluoroethylene (PTFE) Resin Coating Low Build, 370 to 400 °C (698 to 752 °F) Fusion M&P AMS 2516BM D900101SAE Polytetrafluoroethylene (PTFE) Resin Coating High Build, 370 to 400 °C (698 to 752 °F) Fusion M&P AMS 2525C030401SAE Graphite Coating, Thin Lubricating Film Impingement Applied M&P AMS 2526BW C071001SAE Molybdenum Disulfide Coating, Thin Lubricating Film Impingement Applied M&P AMS 2615BM F060901SAE Pressure Testing Hydraulic Pressure as Specified M&P AMS 2630CR C100101SAE Inspection, Ultrasonic Product Over 0.5 Inch (12.7 mm) Thick M&P AMS 2631CN C090701SAE Ultrasonic Inspection Titanium and Titanium Alloy Bar and Billet M&P AMS 2632BN A950301SAEInspection, Ultrasonic, Of Thin Materials 0.50 Inch (12.7 mm) and Under in Cross-SectionalThicknessM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy112 113 114 115 116 117 118 119 120AMS 2635Cancelled Can810701SAE Radiographic Insp ASTM E1742M&P AMS 2640Cancelled CH Can960401SAE Magnetic Particle Inspection ASTM E1444M&P AMS 2645Cancelled CH Can950201SAE Fluorescent Penetrant Inspection ASTM E1417M&P AMS 2649CA C080101SAE Etch Inspection of High Strength Steel Parts M&P AMS 2658CN C091001SAE Hardness and Conductivity Inspection of Wrought Aluminum Alloy Parts M&P AMS 2664CH F950701SAE Brazing, Silver For Use Up to 800 °F (427 °C)M&P AMS 2665G030101SAE Brazing, Silver for Use up to 400 °F (204 °C)M&P AMS 2666Cancelled Can840101SAE Ag Braz,High Temp AMS 2664M&P AMS 2670BK J060601SAE Brazing, Copper M&P121 122 123 124 125 126 127 128 129 130 131 132 133 134135AMS 2671Cancelled CH Can920101SAE Copper Brazing Corrosion and Heat Resistant Steels and Alloys AMS 2670M&P AMS 2672BM F010301SAE Brazing, Aluminum Torch or Furnace M&P AMS 2673BM D010301SAE Brazing, Aluminum and Aluminum Alloys Molten Flux (Dip)M&P AMS 2675G020501SAE Brazing, Nickel Alloy Filler Metal M&P AMS 2680C010601SAE Electron--Beam Welding for Fatigue Critical Applications M&P AMS 2681B000301SAE Electron Beam Welding M&P AMS 2685Noncurrent CP E071001SAE Welding, Tungsten Arc, Inert Gas GTAW Method M&P AMS 2689Noncurrent CH A980201SAE Fusion Welding Titanium and Titanium Alloys M&P AMS 2694BR B070201SAE In-Process Welding of Castings M&PAMS 2700CF C081101SAE Passivation of Corrosion Resistant SteelsIf no Method & Type are specified must useMethod 1, Type 2,6,7 or 8 depending on thebase material. All acceptance testing shallbe per Class 4.M&PAMS 2728BM A050301SAE Heat Treatment of Wrought Copper Beryllium Alloy Parts M&P AMS 2745CJ A071201SAE Induction Hardening of Steel Parts M&P AMS 2750BN D050901SAE M&P AMS 2753CF C080801SAE Liquid Salt Bath Ferritic Nitrocarburizing Non-Cyanide Bath M&P AMS 2755Cancelled CM Can090701SAE Nitriding, Molten Salt BathProcess not available, consider AMS 2753as replacementM&P136137 138 139140 141 142 143 144 145as replacement.AMS 2759CE E081001SAE Heat Treatment of Steel Parts General Requirements M&P AMS 2759/1CJ E090201SAEHeat Treatment of Carbon & Low-Alloy Steel Parts Minimum Tensile Strength Below 220 ksi (1517Mpa)Supersedes MIL-H-6875 for carbon & low-alloy steels below 220 KSIM&P AMS 2759/10CN A060601SAE Automated Gaseous Nitriding Controlled by Nitriding Potential M&P AMS 2759/11BW-050401SAE Stress Relief of Steel Parts M&P AMS 2759/2CR F100501SAE Heat Treatment of Low-Alloy Steel Parts Minimum Tensile Strength 220 ksi (1517 Mpa) and HigherSupersedes MIL-H-6875 for low-alloysteels, 220 KSI & higher M&P AMS 2759/3CE E080801SAE Heat Treatment Precipitation-Hardening Corrosion-Resistant & Maraging Steel PartsSupersedes MIL-H-6875 for precipitationhardening & maraging steelM&P AMS 2759/4CA C080301SAE Heat Treatment Austenitic Corrosion-Resistant Steel PartsSupersedes MIL-H-6875 for austenticsteelsM&P AMS 2759/5D040601SAE Heat Treatment Martensitic Corrosion Resistant Steel PartsSupersedes MIL-H-6875 for martensiticsteelsM&P AMS 2759/6BM B051101SAE Gas Nitriding & Heat Treatment of Low - Alloy Steel Parts Use Standard Drawing Notes per BDS2240M&P AMS 2759/7CT B100501SAE Carburizing and Heat Treatment of Carburizing Grade Steel Parts M&P1. Infrared pyrometry may be used to146 147 148 149 150 151 152 153 154 155 156AMS 2759/8CG A070601See Special Notes SAE Ion Nitridingmeasure temperature. 2. The nitridingtemperature may be less than 50 degreesbelow the tempering or aging temperatureprovided that the core hardness is notreduced. 3. For small loads, a minimum oftwo acceptance testing specimens may beused in lieu of four, provided that at leastone specimen is placed in each layer.M&P AMS 2759/9CL D090501SAE Hydrogen Embrittlement Relief (Baking of Steel Parts)Supersedes MIL-H-6875 for stress relievingsteelsM&P AMS 2762Noncurrent CP B020101SAE Carburizing Carbon and Low-Alloy Steel Parts M&P AMS 2768CR C100701SAE Heat Treatment of Magnesium Alloy Castings M&P AMS 2770BJ H060801SAE Heat Treatment of Wrought Aluminum Alloy Parts M&P AMS 2771C040701SAE Heat Treatment of Aluminum Alloy Castings M&P AMS 2772BY E080201SAE Heat Treatment of Aluminum Alloy Raw Materials M&P AMS 2774CG B080801SAE Heat Treatment Wrought Nickel Alloy and Cobalt Alloy Parts M&P AMS 2800CN D060801SAE Identification Finished Parts M&P AMS 2801B030301SAE Heat Treatment of Titanium Alloy Parts M&P AMS 2807CF B080201SAEIdentification Carbon and Low-Alloy Steels, Corrosion and Heat-Resistant Steels and Alloys Sheet,Strip, Plate and Aircraft TubingM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy157 158 159 160161162AMS 3025CN C090901SAE Polyalkylene Glycol Heat Treat Quenchant M&P AMS 3106Cancelled Can830401SAE Primer, Adhesive,Corr Inhib AMS 3107M&P AMS 3107A910401SAE Primer, Adhesive,Corr-Inhibiting M&P AMS 3195E920101SAE Silicone Rubber Sponge M&PAMS 3216G050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant Low Compression Set 70 to 80M&P AMS 3218C050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant Low Compression Set 85 to 95M&P AMS3276Sealing Compound,Integral Fuel Tanks and General Purpose,Intermittent Use to360°F(182°C)163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180AMS 3276CB E080301SAE Sealing Compound, Integral Fuel Tanks and General Purpose, Intermittent Use to 360 F (182 C)M&PAMS 3301G900401SAE Silicone Rubber, Gen Purp,35-45M&P AMS 3305H900401SAE Silicone Rubber, Gen Purp,75-85M&P AMS 3374C050701SAE Sealing Compound Aircraft Firewall M&P AMS 3410J981001SAE Flux,Ag Braz M&P AMS 3411D981001SAE Flux Silver Brz, High Temp M&P AMS 3644BL G060901SAE Plastic: Polyimide For Molded Rod, Bar, and Tube, Plaque, and Formed Parts M&P AMS 3645CN C010101SAE Polychlorotrifluoroethylene (PCTFE), Compression Molded Heavy Sections, Unplasticized M&P AMS 3650CN C910101SAE Rods, Sheets, and Molded Shapes, Polychlorotrifluoroethylene (PCTFE) Unplasticized M&P AMS 3651Cancelled Can870401SAE Ptfe AMS 3667M&P AMS 3651Cancelled Can870401Ptfe AMS 3652M&P AMS 3651Cancelled Can870401Ptfe AMS 3656M&P AMS 3651Cancelled Can870401Ptfe AMS 3660M&P AMS 3652C930101SAE Ptfe Film,Non-Crit Grade M&P AMS 3656CT G080301SAE Ptfe Extrusions,Norm Strength, As Sintered M&P AMS 3657CC D080301SAE Ptfe, Extrusions, Premium M&P AMS 3658CC D080301SAE Ptfe, Extrusions, Premium M&PAMS 3659CR E100501SAE Polytetrafluoroethylene (PTFE) Extrusions, Premium Strength, Sintered and Stress-Relieved M&P AMS3660D100601Polytetrafluoroethylene Moldings M&P181 182 183 184 185 186 187 188 189190191192193194AMS 3660CR SAE Polytetrafluoroethylene MoldingsAMS 3666D930701SAE Ptfe Sht, Glass Reinforced M&P AMS 3667CA D080301SAE Polytetrafluorethylene Sheet, Molded General Purpose Grade, As Sintered M&P AMS 3668CT D100501SAE Ptfe, Moldings, Premium Grade, A Sintered M&P AMS 3670/1B950401SAE Unfilled Polyamide-Imide, Bar M&P AMS 3824CN C950901SAE Cloth, Glass Finished for Resin Laminates M&P AMS 4001Cancelled CK Can070701SAE Aluminum Sheet and Plate 0.12Cu (1100-0) Annealed ASTM B209M&P AMS 4013CN F070501SAE Aluminum Sheet, Laminated Surface Bonded M&P AMS 4015CN L070201SAE Aluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-0) Annealed M&PAMS 4016CN L060901SAEAluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-H32) Strain Hardened, Quarter Hard, andStabilizedM&P AMS 4017CN K041201SAEAluminum Alloy Sheet and Plate 2.5Mg - 0.25Cr (5052-H34) Strain-Hardened, Half Hard, andStabilizedM&P AMS 4023CN E840401SAEAluminum Alloy Sheet and Plate Alcalad 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (Alclad 6061; -T6 Sheet,-T651 Plate)M&P AMS 4025CE L080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg - 0.60Si-0.28Cu-0.20Cr(6061-0) Annealed AMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4026CE M080701SAEAluminum Alloy, Sheet and Plate 1.0Mg -0.60Si-0.28Cu-0.20Cr (6061;-T4 Sheet, T-451 Plate)Solution Heat Treated and Naturally AgedAMS-QQ-A-250/11A - cancelled - 2008M&P AMS4027Aluminum Alloy,Sheet and Plate1.0Mg-0.60Si-0.28Cu-0.20Cr(6061;-T6Sheet,T-651Plate)AMS QQ A250/11A ll d2008195 196 197 198 199 200 201 202 203 204AMS 4027CE N080701SAEAluminum Alloy, Sheet and Plate 1.0Mg 0.60Si0.28Cu0.20Cr (6061;T6 Sheet, T651 Plate)Solution and Precipitation Heat TreatAMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4037CN N030701SAEAluminum Alloy, Sheet and Plate 4.4Cu - 1.5Mg - 0.60Mn (2024; - T3 Flat Sheet, T351 Plate)Solution Heat TreatedM&P AMS 4080CN N091201SAE Aluminum Alloy, Drawn Seamless Tubing 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-O) Annealed M&P AMS 4081CC J080601SAEAluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr(6061-T4) Solution Heat Treated and Naturally AgedM&P AMS 4083BW K000901SAEAluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr-(6061-T6) Solution and Precipitation Heat TreatedM&P AMS 4086BL N060901SAEAluminum Alloy, Drawn, Round, Seamless Hydraulic Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3)Solution Heat Treated, Cold Worked, and Naturally AgedM&P AMS 4088BT K070301SAEAluminum Alloy, Drawn, Seamless Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3) Solution Heat Treatedand Cold WorkedM&P AMS 4107F051101SAE Alum Aly Die Forg, (7050-T14)M&P AMS 4113CH E030701SAEAluminum Alloy, Extruded Profiles 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-T6) Solution andPrecipitation Heat TreatedM&P AMS 4116CN H090701SAEAluminum Alloy, Bars, Rods, and Wire 1.0Mg - 0.60Si - 0.3Cu - 0.20Cr (6061-T4) Cold Finished,Solution Heat Treated and Naturally AgedM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy205 206 207AMS 4117CM J090701SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire and Flash Welded Rings 1.0Mg -0.60Si - 0.28Cu - 0.20Cr (6061; - T6, -T651) Solution and Precipitation Heat TreatedM&P AMS 4119Cancelled CN Can900101SAEAluminum Alloy Bars, Rolled, Drawn, or Cold Finished 4.4Cu - 1.5Mg - 0.60Mn (2024-T351) StressRelief StretchedAMS 4120M&P AMS 4120R020901SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 4.4Cu - 1.5 Mg - 0.60Mn (2024)Solution Heat Treated and Naturally Aged (T4) Solution Heat Treated, Cold Worked, and NaturallyAged (T351)M&P AMS4121Aluminum Alloy Bars, Rods, and Wire, Rolled or Cold Finished 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg208 209 210 211 212 213 214 215 216AMS 4121CA H071101SAE(2014-T6) Solution and Precipitation Heat TreatedM&P AMS 4123CN H060101SAEAluminum Alloy, Rolled or Cold Finished Bars and Rods (7075-T651) Solution and PrecipitationHeat TreatedM&P AMS 4124BU D050801SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 5.6Zn-2.5Mg-1.6Cu-0.23Cr (7075-T7351) Solution Heat Treated, Stress Relieved by Stretching and OveragedM&P AMS 4128CN D071001SAEAluminum Alloy Bars, Rolled or Cold Finished 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T451)Solution Heat Treated and Stress Relieved by StretchingM&P AMS 4132CF F081201SAEAluminum Alloy, Die and Hand Forgings, Rolled Rings, and Forging Stock 2.3Cu-1.6Mg-1.1Fe-1.0Ni-0.18Si-0.07Ti (2618-T61) Solution and Precipitation Heat TreatedM&P AMS 4133CN E090301SAEAluminum Alloy Forgings and Rolled Rings 4.4Cu -0.85Si -0.80Mn - 0.50Mg (2014-T6) Solutionand Precipitation Heat TreatedM&P AMS 4135Cancelled CN Can860401SAEAluminum Alloy Forgings 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg (2014-T6) Solution and PrecipitationHeat TreatedAMS 4133M&P AMS 4141CE F081001SAEAluminum Alloy Die Forgings 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr (7075-T73) Solution and PrecipitationHeat TreatedM&P AMS 4144BN F060501SAEAluminum Alloy, Hand Forgings and Rolled Rings 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T852/T851) Solution Heat Treated, Mechanically Stress Relieved, and Precipitation Heat-TreatedM&P AMS 4149D020901SAEAluminum Alloy, Die and Hand Forgings 5.6n - 2.5Mg - 1.6Cu - 0.23Cr (7175-T74) Solution andPrecipitation Heat TreatedM&P217218219220 221 222 223 224 225 226 227 228 229230Precipitation Heat TreatedAMS 4150CN L030801SAEAluminum Alloy, Extrusions and Rings 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr - (6061-T6) Solution andPrecipitation Heat TreatedM&P AMS 4162D030701SAEAluminum Alloy, Extrusions 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T8511) SolutionTreated, Stress Relief Stretched, Straigtened, and Precipitation Heat TreatedM&P AMS 4173CN E030701SAEAluminum Alloy, Extrusions 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T6511) Solution HeatTreated,Stress Relieved by Stretching, Straightened, and Precipitation Heat TreatedM&P AMS 4181C030401SAE Aluminum Alloy, Welding Wire 7.0Si - 0.38Mg - 0.10Ti (4008) (UNS A94008)M&P AMS 4182CN G091201SAE Alum Aly Wire, Annealed 5.0Mg - 0.12Mn - 0.12Cr (5056-0) Annealed M&P AMS 4185D000701SAE Fill Mtl, Alum Braz,12SI,(4047)M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4181M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4233M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4244M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4245M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4246M&P AMS 4210CN K050301SAE Aluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T51) Precipitation Heat Treated M&P AMS 4212CN J051001SAEAluminum Alloy Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T6) Solution and Precipitation HeatTreatedM&P AMS 4214CN J080601SAECastings, Aluminum Alloy Sand 5.0Si - 1.2Cu - 0.50Mg (355.0 T71) Solution Heat Treated andOveragedM&P231 232 233 234 235 236 237 238 239 240 241O e agedAMS 4215CN H080301SAEAluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (C355.0-T6) Solution and Precipitation HeatTreatedM&P AMS 4217CN H070401SAEAluminum Alloy, Castings 7.0Si - 0.32Mg (A356.0-T6) (Formerly T6P Temper) Solution andPrecipitation Heat TreatedM&P AMS 4218CN J100101SAEAluminum Alloy Castings 7.0Si-0.35Mg (A356.0-T6) (Formerly T6P Temper) Solution andPrecipitation Heat TreatedM&P AMS 4223CN D070401SAEAluminum Alloy, Castings 4.5Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti (A201.0-T4) Solution HeatTreated and Naturally AgedM&P AMS 4224Cancelled no s/s spec CN C100101SAEAluminum Alloy Castings, Sand 4.0Cu - 2.1Ni - 2.0Mg - 0.30Cr - 0.30Mn - 0.13T - 0.13V (243.0)Stabilizedok to use canc spec M&P AMS 4225CN D070601SAEAluminum Alloy, Heat Resistant, Castings 5.0Cu - 1.5Ni - 0.25Mn - 0.25Sb - 0.25Co - 0.20Ti -0.20Zr (203.0-T6) Solution Heat Treated and Precipitation Heat TreatedM&P AMS 4226Noncurrent CN A830101SAEAluminum Alloy Castings, High Strength 5.0Cu - 0.35Mn - 0.18Zr- 0.10V (224.0) Solution andPrecipitation Heat Treated (Overaged)M&P AMS 4227Cancelled no s/s spec CN E050701SAE Aluminum Alloy, Casting, Sand, 8.0Cu 6.0Mg 0.50Mn 0.50Ni, As Cast ok to use canc spec M&P AMS 4229CN D010501SAEAluminum Alloy Castings, High Strength 4.5Cu - 0.7Ag - 0.30Mn - 0.25Mg - 0.25Ti (A201.0-T7)Solution Heat Treated and OveragedM&P AMS 4233C030301SAE Aluminum Alloy, Welding Wire 4.5 Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti (201) (UNS A02010)M&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy242 243 244 245AMS 4235CN B080301SAEAluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T71) Solution andPrecipitation Heat TreatedM&P AMS 4236CN B070801SAEAluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T4) Solution Heat Treated andNaturally AgedM&P AMS 4237Cancelled no s/s spec CN B070401SAEAluminum Alloy Castings, Sand 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (206.0 - T71) Solution HeatTreated and Naturally Agedok to use canc spec M&P AMS 4241CN D091101SAEAluminum Alloy Castings 7.0Si - 0.58Mg - 0.15Ti -0.06Be (D357.0 - T6) Solution and PrecipitationHeat Treated Dendrite Arm Spacing (DAS) ControlledM&P AMS4244Aluminum Alloy,Welding Wire4.6Cu-0.35Mn-0.25Mg-0.22Ti for Welding A206.0Type Alloys246 247 248 249 250 251 252 253 254 255 256 257AMS 4244CE B080701SAE Aluminum Alloy, Welding Wire 4.6Cu 0.35Mn 0.25Mg 0.22Ti for Welding A206.0 Type Alloys M&PAMS 4245Noncurrent CR E100401SAE Aluminum Alloy, Welding Wire 5.0Si - 1.2Cu - 0.50Mg (355) (UNS A03550)M&P AMS 4246Noncurrent CP D080201SAE Aluminum Alloy, Welding Wire 7.0Si - 0.52Mg (357) (UNS A03570)M&PAMS 4260Not Acceptable to Useat Parker HannifinAerospaceCL G080601SAE Alum Aly Cast, Invest(356.0-T6)BPS4829AMS4260G unacceptable for Parker Use.BPS4829 created as replacement.M&P AMS 4261CN F091201SAE Aluminum Alloy Castings, Investment 7.0Si - 0.32Mg (356.0 - T51) Precipitation Heat Treated M&P AMS 4280CN J080601SAEAluminum Alloy Castings, Permanent Mold 5.0Si - 1.2Cu - 0.5Mg (355.0-T71) Solution HeatTreated and OveragedM&P AMS 4284CN H080601SAEAluminum Alloy Castings, Permanent Mold 7.0Si - 0.30Mg (356.0-T6) Solution and PrecipitationHeat TreatedM&P AMS 4289CN-011101SAEAluminum Alloy Castings 7.0Si - 0.55Mg - 0.12Ti (F357.0-T6) Solution and Precipitation HeatTreatedM&PAMS 4291CT H101001SAE Aluminum Alloy, Die Castings 8.5Si - 3.5Cu (A380.0-F) (See AS1990) As Cast M&PAMS 4315CK-050701SAEAluminum Alloy Sheet and Plate 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr 7075: (-T76 Sheet, -T7651 Plate)Solution and Precipitation Heat TreatedM&PAMS 4316CN-050701SAE Aluminum Alloy, Alclad Sheet and Plate 5.6Zn - 2.5Mg M&PAMS 4437CN E080501SAE Magnesium Alloy Castings, Sand 8.7Al - 0.70Zn (AZ91C-T6) Solution Heat Treated and Aged M&P258 259 260 261 262 263 264 265 266 267 268 269AMS 4507BW H011101SAE Copper Alloy (Brass), Sheet, Strip, and Plate 70Cu - 30Zn Half Hard (H02)M&P AMS 4510CN G010501SAE Phosphor Bronze, Sheet, Strip, and Plate 94.5Cu - 4.0Sn - 0.19P Spring Temper (H08)M&PAMS 4511A040701SAECopper Beryllium Alloy Castings 97Cu-2.1Be-0.52(Co+Ni)-0.28Si Solution and Precipitation HeatTreated (TFOO)M&P AMS 4530G050201SAE Copper -Beryllium Alloy Sheet, Strip, and Plate 98Cu - 1.9Be Solution Heat Treated (TB00)M&P AMS 4533CL C090701SAECopper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be Solution and Precipitation Heat Treated(TF00, formerly AT)-UNS C17200M&P AMS 4597CN-060801SAECopper-Nickel-Tin Alloy, Bars and Rods 77Cu - 15Ni - 8Sn Solution Annealed, Cold Finished andSpinodal Hardened (TX TS)M&PAMS 4631Noncurrent CL E880401SAE Aluminum Bronze Rods, Bars, and Forgings 90.5Cu - 7.5Al - 1.95: Stress Relieved M&PAMS 4633CL A031201SAEBronze, Aluminum Silicon, Rods, Bars, and Forgings 90Cu - 7.0Al - 1.8Si Drawn and StressRelieved (HR50)M&PAMS 4634CL B090301SAE Aluminum Bronze Bars, Rods, and Forgings 905Cu - 7.5Al - 1.9Si Stress Relieved M&P AMS 4635CL F090701SAE Aluminum Bronze Bars, Rods, and Forgings 87Cu - 9Al - 3Fe Stress Relieved M&P AMS 4640G050801SAEAluminum Bronze, Bars, Rods, Shapes, Tubes, and Forgings 81.5Cu - 10.0Al - 4.8Ni - 3.0FeDrawn and Stress Relieved (HR50) or Temper Annealed (TQ50)M&P AMS 4650L040301SAECopper-Beryllium Alloy, Bars, Rods, Shapes and Forgings 98Cu - 1.9Be Solution Heat TreatedTB00 (A)M&P270271 272 273 274 275 276 277 278279280281282283()AMS 4651CN C050701SAE Copper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be (CDA 172) Hard Temper (TD04)M&PAMS 4674CN G060901SAE Nickel - Copper Alloy, Corrosion-Resistant, Bars and Forgings 67Ni - 30Cu - 0.04S Free Machining M&PAMS 4701CN G091001SAE Copper Wire, Oxygen-Free 99.95 (Cu+Ag) Annealed M&P AMS 4730CN G080701SAE Nickel-Copper Alloy Wire, Corrosion-Resistant 67Ni-31Cu Annealed (400)M&P AMS 4765E990501SAE Braz Fill Mtl M&P AMS 4769F990501SAE Braz Fill Mtl M&P AMS 4770K990501SAE Braz Fill Mtl M&P AMS 4772J990501SAE Braz Fill Mtl M&P AMS 4774F990501SAE Braz Fill Mtl M&PAMS 4775CT J101001SAENickel Alloy, Brazing Filler Metal 73Ni - 0.75C - 4.5Si - 14Cr - 3.1B - 4.5Fe 1790 to 1970 °F (977 to1077 °C) Solidus-Liquidus RangeM&P AMS 4776CT H101001SAENickel Alloy, Brazing Filler Metal 73Ni - 4.5Si - 14Cr - 3.1B - 4.5Fe (Low Carbon) 1790 to 1970 °F(977 to 1077 °C) Solidus-Liquidus RangeM&P AMS 4777CT H101001SAENickel Alloy, Brazing Filler Metal 82Ni - 4.5Si - 7.0Cr - 3.1B - 3.0Fe 1780 to 1830 °F (971 to 999°C) Solidus-Liquidus RangeM&P AMS 4786CN H090701SAEGold-Palladium-Nickel Alloy, Brazing Filler Metal, High Temperature 70 Au - 8.0Pd - 22Ni 1845 to1915 °F (1007 to 1046 °C) Solidus-Liquidus RangeM&P AMS 4787F000401SAE Gold-Nickel Alloy, Brazing Filler Metal, High Temperature 70Au - 8.0Pd - 22Ni 1845 to 1915M&P。
DNVGL-CP-0346 DNV GL approval of manufacturer scheme
The content of this service document is the subject of intellectual property rights reserved by DNV GL AS ("DNV GL"). The user accepts that it is prohibited by anyone else but DNV GL and/or its licensees to offer and/or perform classification, certification and/or verification services, including the issuance of certificates and/or declarations of conformity, wholly or partly, on the basis of and/or pursuant to this document whether free of charge or chargeable, without DNV GL's prior written consent.DNV GL is not responsible for the consequences arising from any use of this document by others.The electronic pdf version of this document, available free of chargeCLASS PROGRAMME Approval of manufacturersDNVGL-CP-0346Edition May 2016DNV GL approval of manufacturer schemeFOREWORDDNV GL class programmes contain procedural and technical requirements including acceptance criteria for obtaining and retaining certificates for objects and organisations related to classification.© DNV GL AS May 2016Any comments may be sent by e-mail to rules@This service document has been prepared based on available knowledge, technology and/or information at the time of issuance of this document. The use of this document by others than DNV GL is at the user's sole risk. DNV GL does not accept any liability or responsibility for loss or damages resulting from any use of this document.C h a n g e s - c u r r e n tCHANGES - CURRENTThis is a new document.C o n t e n t sCONTENTSChanges - current...................................................................................................3Section 1 General. (6)1 Introduction.........................................................................................62 Objective............................................................................................63 Scope...................................................................................................64 Application...........................................................................................65 Abbreviations (6)Section 2 Approval procedure (8)1 General................................................................................................82 Initial approval....................................................................................93 Renewal of the approval....................................................................104 Extension or change of approved range............................................105 Survey report.....................................................................................116 Final approval report by manufacturer..............................................117 Evaluation by DNV GL........................................................................118 Issuance of certificate.......................................................................119 Validity...............................................................................................1210 Suspension or withdrawal of certificates.. (12)Section 3 Documentation requirements (13)1 Introduction.......................................................................................132 Approval report..................................................................................133 Statistics of previous production.......................................................134 General documentation of manufacturing route and equipment.........135 Manufacturing summary....................................................................136 Manufacturer products specification..................................................147 Manufacturers’ own certificate form.. (14)Section 4 Approval testing (15)1 General requirements........................................................................152 Manufacture of test products.............................................................153 Witnessing of approval testing..........................................................154 Testing requirements.........................................................................155 Retesting.. (16)C o n t e n t sAppendix A : Typical procedure to be followed to obtain initial approval ofmanufacturer........................................................................................................17Changes – historic (18)S e c t i o n 1SECTION 1 GENERAL1 IntroductionThe DNV GL approval of manufacturer (AoM) scheme is a procedure by which the Society approves manufacturers for supply of products in accordance with the Society's rules and standards.2 ObjectiveThe objective of AoM is to verify the manufacturers’ ability to consistently manufacture materials and products to the given specification and according to the DNV GL rule requirements.The objective of this program is to provide general requirements for approval of manufacturers of metallic materials. The additional requirements for AoM of specific types of materials and products are further described in individual programs.3 ScopeThis programme covers the procedures for initial approval, renewal of approval and extension or change of approval , and is based on the requirements given by the Society's rules and standards. It gives the general requirements related to the approval process including the manufacturers application, test plan proposal,works survey, manufacture and testing of sample products, and the general documentation requirements.4 ApplicationThis programme gives the general provisions for obtaining a certificate as "approved manufacturer" by the Society. It is applicable for metallic material manufacturers delivering products in accordance with the Society's rules and standards.5 AbbreviationsTable 1 AbbreviationsAbbreviation Full textAoM Approval of Manufacturer AR As rolledBCA Steel grade with qualified brittle crack arrest properties BOC Basic oxygen convertor CC Continuous castingCTS Controlled thermal severity CP Class programmeCOD Steel grade with qualified CTOD properties CTOD Crack tip opening displacement EAF Electric arc furnaceGCHAZ Grain coarsened heat affected zone HAZHeat affected zoneS e c t i o n 1Abbreviation Full textIC Ingot casting LF Ladle furnace N NormalizingNDT Non-destructive testingNDTT Nil ductility transition temperature NR Normalizing rolling TM Thermo-mechanical rolling VAD Vacuum arc degassing VD Vacuum degassingVOD Vacuum oxygen decarburizingWPQR Welding procedure quealification record WPS Welding procedure specification WWA Welding workshop approval QTQuenching and temperingS e c t i o n 2SECTION 2 APPROVAL PROCEDURE1 General 1.1 IntroductionIn order to be certified, the manufacturer shall demonstrate the ability to consistently manufactureproducts according to the Society's requirements and, if relevant, to a given specification. To this effect the manufacturer shall submit documentation showing that the necessary manufacturing, testing andinspection facilities are available and are supervised by qualified personnel. Works surveys by the Society's representative are required, e.g. to confirm compliance with the submitted documentation. The manufacturer shall also carry out a test program witnessed by the Society's representative, and the obtained test results shall be submitted for assessment by the Society.The following are the main steps of the initial approval process (see App.A ):—request for approval. (Manufacturer)—communicate approval requirements, handle quotation/contract. (Manufacturer/DNV GL)—prepare and submit initial documentation and test plan. (Manufacturer)—review of relevant documentation, e.g. product description, manufacturing route, inspection and testing procedures and quality system. (DNV GL)—review and acceptance of ‘test plan’ prepared and provided by the manufacturer in accordance with the applicable individual approval programme. (DNV GL)—manufacturing of test products, survey and reporting by the Society's surveyor . (Manufacturer/DNV GL)—approval testing in accordance with the accepted ‘test plan’, witnessed by the Society's representative.(Manufacturer/DNV GL)—prepare and submit final approval report including all required documentation and test results reports.(Manufacturer)—review and assessment of approval report. (DNV GL)—provided the manufacturer is found to have adequate qualifications, approval report is complete and test results are found to meet the applicable requirements, an AoM certificate will be granted. AoM certificates are published on DNV GL’s “approval-finder ”. (DNV GL).1.2 Request for approvalThe manufacturer requesting approval (including renewal or extension of existing approvals) shall send a formal application to the Society's local office. The Society provides a quotation for the requested service.1.3 Sub-contractingSub-contracting part of the production shall be described in the "approval documentation", see Sec.3.Sub-contracting of relevant production steps shall be entrusted only to those sub-contractors named in the approval documentation, unless the sub-contractor is holding a relevant AoM certificate. (Furtherlimitations may be given on the AoM certificate) The Society may require surveys of relevant sub-contractors in the course of the approval procedure. The manufacturer requesting approval by the Society shall ensure adequate quality of the sub-contracted production steps.1.4 LimitationsApproval is limited to the facilities/production line and premises/plant used for manufacturing of the test products. The manufacturer shall clearly indicate which manufacturing and production facilities that shall be included in the approval, and shall produce the test products accordingly.S e c t i o n 2The Society's scope of surveys, assessments and approval testing is limited to the process and products covered by the application for approval.Significant changes to the manufacturing facilities or processes shall be reported to the Society. The Society may request new surveys and approval testing as found necessary. Relocation of approved manufacturing facilities either in full or part will normally require new initial approval.Where required by the rules Pt.2, the manufacturer shall prepare a product specification for themanufacturing process, material composition, etc. The approval is limited to the process and composition etc., as given by this product specification.2 Initial approval 2.1 Approval processA flowchart illustrating a typical approval process for initial approval is given in App.A .2.2 Request for approvalThe request for approval shall be sent to the local DNV GL office together with the following information:—name and site address of the manufacturer—a table with a list of products for which approval is requested including the range of approval —a description of manufacturing, testing and inspection facilities and equipment.2.3 Documentation requirements for initial approvalThe manufacturer shall prepare the approval documentation as required in Sec.3 and by the relevant individual approval programme.2.4 Test plan proposalThe manufacturer shall prepare a detailed test plan in accordance with Sec.4 [2] and by the relevant individual approval programme.2.5 Works survey for initial approvalThe manufacturer shall organize a works survey together with the Society's surveyor . Focus will normally be given to quality control of critical production steps, and that manufacturing, testing and inspection facilities are available and supervised/operated by qualified personnel.The surveyor will decide the scope of the survey, and may request additional documentation when preparing for the works survey.Manufacture of test products and approval testing may require separate visits. In case of adequatepreparation and agreement with the Society, these steps of the approval process may be combined in one or two visits.2.6 Manufacture of test productsThe manufacturer shall establish a schedule for the production of test products, see Sec.4. The surveyor shall be invited for witnessing of all critical manufacturing steps.2.7 Approval testingApproval testing shall be performed in accordance with Sec.4.S e c t i o n 23 Renewal of the approval 3.1 Request for renewalApplication for renewal should be made not later than three months before the expiry date of the certificate.Applications received after the expiry of the certificate may require new initial approval if deemed necessary by the Society.3.2 Documentation requirements for renewal of AoM certificateFor renewal of the AoM certificate, the manufacturer shall submit an assessment report confirming that original approval conditions are maintained and no significant changes have been made to manufacturing process, equipment and procedures. A brief summary report giving statistical information related to certified products supplied to vessels classed by the Society in the previous validity period shall be included.If no products have been subject to certification by the Society for a period of two years, the Society reserves the right to require additional surveys and approval tests.3.3 Renewal surveyManufacturer shall invite the Society's surveyor for renewal survey in order to revisit the critical manufacturing steps and to verify that the approved conditions are maintained.During the survey the manufacturer shall provide evidence that the applicable versions of relevant rules,standards and approval programs are applied, and that all requirements given therein are implemented.3.4 Approval testing for renewalIf there are no significant changes to the manufacturing process, equipment and procedures, new approval testing will usually not be required for renewal of the AoM certificate. However , significant changes to the approved conditions may render new approval testing necessary, although a reduced scope of testing would typically be accepted, depending on the significance of the change.4 Extension or change of approved range 4.1 Request for extensionAn existing AoM certificate may be extended or changed with respect to the “range of approval”. Extension of the range of approval may be applied for at any time.4.2 Documentation requirements for extensionFor extensions of, or for significant changes to the approved products or process, the approval documentation specified in Sec.3 shall be re-submitted highlighting the changes to the already approved manufacturing process.A new manufacturing summary and a new testing and inspection plan shall be submitted, includinginformation about new equipment, extended capacity of the existing equipment or change of the product scope.4.3 Test plan and test productsFor test plan proposal, see Sec.4 [2].S e c t i o n 24.4 Survey for extension of the approvalA works survey for extension of the approval may be deemed necessary, e.g. if range of products forextension are produced using a manufacturing process, equipment or procedures that were not part of initial approval. Manufacturer shall invite the Society's surveyor for extension survey.4.5 Approval testing for extensionFor extensions of an existing approval to include new products, material or application areas, full approval testing (same as for initial approval) according to Sec.4 will normally be required unless otherwise agreed with the Society.5 Survey reportFor initial, renewal or extension of the approval, the surveyor will prepare a survey report including applicable checklists. The manufacturer shall give the surveyor the necessary access and information in order to complete the report and checklists.6 Final approval report by manufacturerOn completion of the approval testing, the manufacturer shall prepare and submit a detailed approval report.The approval report shall preferably be organized with the same indexing as given in this program as well as in the relevant individual approval programme. The report shall contain all the information requested in [2.2], [2.3] and [2.4], as well as Sec.3 and Sec.4. The report shall include the request for approval,information on manufacturing route and equipment, documentation of all relevant tests and test results, and include original test records endorsed by the surveyor .The language of the submitted documentation shall be English.The approval report shall be signed and dated by the manufacturer’s representative, and submitted to the local DNV GL office.Incomplete report, or test results not complying with the given requirements may be returned to the manufacturer for correction.7 Evaluation by DNV GLThe evaluation of compliance with the approval requirements is based on the final approval report, the surveys, and the survey report with applicable checklists.In case of insufficient documentation or test results the manufacturer will be informed for further actions.8 Issuance of certificateProvided the manufacturer is found to have adequate qualifications, the approval report is in compliance with the applicable requirements, all tests are completed and the test results comply with the applicable requirements, an approval of manufacturer certificate will be issued. The certificate will include a list ofproducts covered by the approval. The certificate will be forwarded to the manufacturer , and an entry made in the Society's list of approved manufacturers on the internet (the Approval Finder ).S e c t i o n 29 ValidityThe AoM certificate is valid for three (3) years with no intermediate assessment unless otherwise requested by the Society.Guidance note:The surveyor shall be given the opportunity to survey and check at any time all plants and equipment used in the manufacture and testing. The manufacturer shall assist the surveyor to enable him to verify that approved processes are adhered to and to witness the selection and testing as required by the rules.---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---Renewal of the certificate must be done before the expiry date. For renewal the validity time is extended with three years. Certificates which have expired at the time of renewal will be adjusted according to previous validity date.For extension of a certificate the validity period will not be changed unless the extension is combined with a renewal, i.e. that all corresponding requirements for renewal are fulfilled.Any significant alteration to the approved condition during the period of validity, e.g. as described in the approval documentation (Sec.3 of this programme and relevant individual approval programme) shall be reported to the Society. The Society will decide if a new survey/re-testing shall be performed.Any changes to the name of the manufacturer shall be brought to the attention of the Society. In order to change the name on a certificate the manufacturer shall present formal evidence of the new name, and send an application to the Society accordingly.New requirements introduced in the Society's rules or class programs during the period of validity mayrequire updating of the approval documentation or additional approval testing. Unless otherwise required by the Society, the new requirements shall take effect at the next extension or renewal of the AoM certificate.10 Suspension or withdrawal of certificatesAn approval of manufacturer certificate may be suspended or withdrawn at any time if the Society finds it justified.Provisions for suspension and withdrawal of a certificate are given by DNV GL rules RU SHIP Pt.1 Ch.1.S e c t i o n 3SECTION 3 DOCUMENTATION REQUIREMENTS1 IntroductionThis section is specifying the general documentation required for initial approval. For alterations to theequipment, processes, procedures etc. covered by an existing certificate, the corresponding documentation shall be updated and submitted to the Society for evaluation (surveys, renewal and/or extension of the approval may be required). Further documentation requirements are given in the individual approval of manufacturer programs.2 Approval reportThis section includes the general documentation to be provided in the approval report applicable for all relevant AoM's. Only information relevant for the manufacturing of the products covered by the AoM certificate shall be submitted. See also Sec.2 [1.3] and Sec.2 [6].3 Statistics of previous productionA report giving statistical information about recent production, e.g. with respect to chemical composition and mechanical properties of similar grades and products shall be submitted. The report shall preferably be based on products subject to third party verified certification.4 General documentation of manufacturing route and equipmentAll procedures and documentation to be submitted as required by this programme and by each of the individual programs shall be traceable and dated documents with track of revisions etc., and should in general be part of the manufacturer’s QA manual.The following shall be submitted:—organisation structure and quality assurance system including quality control responsibilities—manufacturing process description, visualized in flow charts indicating all process steps, and in particularthe associated testing and inspection points—list of the manufacturers written procedures for testing and inspection. The procedures need not to besubmitted (except as given below), but shall be available for review at the manufacturer’s works upon request—list of equipment used for chemical analysis, mechanical testing, metallographic examination, non-destructive testing, dimensional and thickness measurements, pressure testing, etc.—evidence of calibration for all relevant manufacturing and testing devices—documentation of the qualifications of personnel engaged in testing and inspection, including level ofcertification of non-destructive testing personnel. Where the number of relevant personnel exceeds 10, a list of personnel and their qualifications will suffice—manufacturers formal procedures (e.g. from quality manual) for product and test samples identificationand traceability.5 Manufacturing summaryThe manufacturer shall establish and submit a manufacturing summary for all products, material grades and dimensional ranges which shall be covered by the certificate. Several grades and/or size ranges may be combined into one manufacturing summary where this is convenient.The manufacturing summary shall specify the sequence of all important manufacturing and sampling/testing steps, and the conditions for control, e.g. by reference to instructions or procedures.S e c t i o n 3Supply of materials and subcontracted activities relevant for the approval shall be indicated, and the names of suppliers/subcontractors and their approval details shall be provided as appropriate. Production steps performed by subcontractors are subject to documentation and testing requirements as given by the approval programs.Where a manufacturer applies for extension of an existing approval to cover e.g. larger diameters, new supplier of starting material, etc., the manufacturing summary shall be updated accordingly.6 Manufacturer products specificationWhere required by the Society's rules, standards, approval programs or by the Society's representative,the manufacturer shall prepare a separate product specification document. The product specification shall specify all relevant limitations to the approved product and manufacturing process, i.e. where these are supplementary to the basic requirements of the rules, e.g.:—chemical composition with narrower range limitations —rolling parameters for NR, TM, BCA, COD steels—testing requirements and acceptance criteria for special steels, e.g. small scale test for BCA steels.The specification shall be a traceable document, numbered, dated, with revision numbering and signed by the manufacturer . It will be referred on the AoM certificate, and shall be made available to the surveyor on request.7 Manufacturers’ own certificate formWhere DNV GL certification of products using the manufacturer’s own certificate form is intended (e.g. in the format of EN 10204 type 3.1 or ISO 10474 type 3.1 etc.) a blank copy of the certificate form and a filled in certificate for a representative product/material shall be submitted. Legends and entries may be in national language, but all information which is required in order to enable assessment as per the DNV GL rules shall be in English language (e.g. in addition to the local language where relevant).S e c t i o n 4SECTION 4 APPROVAL TESTING1 General requirementsUnless otherwise specified, the testing and the test results shall comply with the appropriate requirements of the rules, e.g. RU SHIP Pt.2.In case of newly built manufacturing facilities or newly developed types of products, material grades or manufacturing processes, the Society may request additional tests, increased number of test products and other dimensions of the products for testing.Further requirements are given in the individual approval of manufacturer programs.2 Manufacture of test productsThe manufacturer shall propose a detailed inspection and test plan (a formal document, dated and withversion number), based on the relevant individual approval program. The test plan proposal shall be accepted by the Society before manufacturing of the products to be tested.Surveyor shall be invited to witness all critical manufacturing steps for the production of test material/products, and for marking of the samples from which test specimens will be prepared. He shall also be given access to carry out a visual examination of the products intended for approval purposes for his reporting, e.g.of the surface condition.Records and data for the manufacture of the test products shall included in of the approval report.3 Witnessing of approval testingThe surveyor shall be given necessary access for verification of the calibration status of all relevant testing equipment, that is, testing equipment that will be used for testing of products supplied to DNV GL class. This is also applicable for tests carried out at laboratories recognized and/or approved by the Society.The surveyor shall be invited to witness all approval testing. Chemical composition test and metallographic analysis is exempted from this requirement unless specifically requested by the Society. If the required testing facilities are not available at the manufacturer , the approval tests may be carried out at a testing laboratory recognized and/or approved by the Society. In such case the surveyor shall be invited for witnessing at the relevant laboratory.The test reports shall be made available to the surveyor for endorsing.4 Testing requirementsUnless otherwise specified, the testing procedures, test pieces shape, and test pieces location and orientation shall comply with the applicable requirements of the rules and/or the applicable standards. The test results shall fulfil the requirements of the rules, e.g. RU SHIP Pt.2 or the applicable standard/specification, whichever is stricter (unless otherwise agreed). The following general reporting requirements apply for approval of material manufacturers:—sketches, drawings and photos showing the position of test blocks shall be included in the test report.Type of test blocks and their dimensions shall be reported and wherever necessary supported with photographic evidence—photographs of the tested specimens shall be included in the report. The dimensions of the specimens andthe fracture surfaces must be recognizable. The plots of registered load-deformation (stress-strain) curves obtained for the tensile tests shall be included. The loading rates shall be reported.。
Level Plus

操作手册Level Plus®使用Temposonics ®技术的磁致伸缩液位变送器SoCLEAN ®目录1. 联系信息 (3)2. 术语与定义 (3)3. 引言 (5)3.1 本手册的目的和用途 (5)3.2 使用符号和警告提示 (5)4. 安全说明 (5)4.1 目标用途 (5)4.3 安装、调试和操作 (6)5. 产品概述 (6)5.1 部件 (6)4.2 可预见的误用 (6)5.2 精度 (8)5.3 质保 (8)5.4 储存 (8)5.5 型号标签 (9)5.6 技术数据 (11)6. 安装 (12)6.1 培训 (12)6.2 导波管和导杆 (12)6.3 工具 (12)6.4 安装步骤 (12)6.5 安装 (12)7. 电气连接 (13)7.1 基本信息 (13)7.2 安全建议 (13)7.3 工业拓扑 (13)7.4 推荐电缆 (14)7.5 电气导管 (14)7.6 接地 (15)7.7 安全格栅 (16)8. 调试 (16)8.1 培训 (16)8.2 工具 (16)8.3 设置软件 (16)8.4 调试步骤 (16)9. 维护 (17)9.1 培训 (17)9.2 工具 (17)9.3 检查 (17)9.4 预防性维护 (17)10. 维修 (18)10.1 退货授权政策 (18)10.2 培训 (18)10.3 工具 (18)10.4 故障检测 (19)10.5 设置软件 (19)11. 备品备件 (19)12. 接口 (19)12.1 Modbus (19)12.2 DDA (19)12.3 HART® (19)13. 认证机构信息 (20)13.1 认证总览 (20)13.2 证书 (22)13.3 FM (NEC) (22)13.4 FMC (CEC) (32)13.5 ATEX和IECEx (46)Level Plus ® SoClean ®操作手册I 3 I1. 联系信息美国常规电话:+1-919-677-0100传真:+1-919-677-2343电子邮件:********************** 邮寄和发货地址MTS Systems Corporation Sensors Division 3001 Sheldon DriveCary, North Carolina, 27513, USA 售后服务电话:+1-800-633-7609传真:+1-800-498-4442电子邮件:********************** 技术支持与应用24小时紧急技术支持电话:+1-800-633-7609电子邮件:*****************德国常规电话:+49-2351-9587-0传真:+49-2351-56491电子邮件:**********************邮寄和发货地址MTS Sensor Technologie, GmbH & Co. KG Auf dem Schüffel 958513 Lüdenscheid, Germany 技术支持与应用电话:+49-2351-9587-0电子邮件:**********************2. 术语与定义6A 重油“广义原油”,按照API 比重指数修正至60 °F 体积。
AES 2365 安全门监视器和应急停止安全控制模块的数据表说明书

26.10.2016 04:32:53hDatasheet AES 2365Guard door monitors and Safety control modules for Emergency Stopapplications / Micro Processor based safety controllers (Series AES) / AES 236x Preferred typ(Minor differences between the printed image and the original product may exist!)• Monitoring of BNS range magnetic safety sensors • 3 safety contacts, STOP 0• 2 Signalling outputsOrdering detailsProduct type description AES 2365Article number 101181686EAN code 4030661323169eCl@ss 27371901ApprovalApprovalBG USA/CANClassificationStandards EN ISO 138491, IEC 61508PLup d Control category up 3PFH value 1.0 x 107/h notice up to max. 50.000 switching cycles/year and at max. 80% contact load SIL up 2Mission time 20 Y earsGlobal PropertiesProduct name AES 236xStandards IEC/EN 602041, EN 6094751, IEC 6094753, IEC 61508, BGGSET14, BGGSET20Compliance with the Directives (Y/N) Y esClimatic stress EN 6006823, BGGSET14Mounting snaps onto standard DIN rail to EN 60715Terminal designations IEC/EN 609471Materials Material of the housings Plastic, glassfibre reinforced thermoplastic Material of the contacts AgNi, 0,2 µm gold flashedWeight290 gStart input (Y/N)NoFeedback circuit (Y/N)Y esStartup test (Y/N)NoReset after disconnection of supply voltage (Y/N)Y esAutomatic reset function (Y/N)Y esReset with edge detection (Y/N)NoPullin delay ON delay with automatic start adjustable 0,1 / 1.0 sDropout delay Dropout delay in case of emergency stop< 50 msMechanical dataConnection type Screw connectionCable section Min. Cable section0,2 mm² Max. Cable section 2.5 mm²Prewired cable rigid or flexibleTightening torque for the terminals0,6 NmDetachable terminals (Y/N)NoMechanical life20.000.000 operationsElectrical lifetime150.000 operations for 230 VAC, 5 A (cos φ = 1)restistance to shock30 g / 11 msResistance to vibration To EN 600682610...55 Hz, Amplitude 0,35 mm, ± 15 %Ambient conditionsAmbient temperature Min. environmental temperature0°C Max. environmental temperature+55 °CStorage and transport temperature Min. Storage and transport temperature−25 °C Max. Storage and transport temperature+70 °CProtection class Protection classEnclosure IP40 Protection classTerminals IP20 Protection classClearance IP54Air clearances and creepage distances To IEC/EN 606641 Rated impulse withstand voltage U imp 4.8 kV Overvoltage category III To VDE 0110 Degree of pollution2 To VDE 0110Electromagnetic compatibility (EMC)EMC rating10 V/mElectrical dataRated DC voltage for controls Min. rated DC voltage for controls20.4 V Max. rated DC voltage for controls253 VDCRated AC voltage for controls, 50 Hz Min. rated AC voltage for controls, 50 Hz20.4 VAC Max. rated AC voltage for controls, 50 Hz253 VACRated AC voltage for controls, 60 Hz Min. rated AC voltage for controls, 60 Hz20.4 VAC Max. rated AC voltage for controls, 60 Hz253 VACContact resistance max. 100 mΩPower consumption5 WType of actuation DCSwitch frequency3 HzRated insulation voltage U i250 VRated operating voltage U e24 ... 230 VAC/DCThermal test current I the6 AOperating current I e0,3 AElectronic protection (Y/N)NoInputsMonitored inputs Shortcircuit recognition (Y/N)Y es Wire breakage detection (Y/N)Y es Earth connection detection (Y/N)NoNumber of shutters2 pieceNumber of openers2 pieceInput resistance approx. 4000 Ω at GNDInput signal "1"10 ... 30 VDCInput signal "0"0 ... 2 VDCCable length1000 m with 0,75 mm² (for Rated voltage)OutputsStop category0Number of safety contacts3 pieceNumber of auxiliary contacts0 pieceNumber of signalling outputs2 pieceSwitching capacity Switching capacity of the safety contacts min. 10 mA, max. 6 A Switching capacity of the signaling/diagnostic outputs Y1, Y2: max. 100 mAFuse rating Protection of the safety contacts6 A gG Dfuse Fuse rating for the signaling/diagnostic outputs shortcircuit proofSignalling output Y1: Authorized operation, safety contacts on; 2 Y: Error, safety contacts offUtilisation category To EN 6094751AC15: 230 V / 3 ADC13: 24 V / 2 ANumber of undelayed semiconductor outputs with signalingfunction2 pieceNumber of undelayed outputs with signaling function (withcontact)0 pieceNumber of delayed semiconductor outputs with signalingfunction.0 pieceNumber of delayed outputs with signalling function (with contact).0 pieceNumber of secure undelayed semiconductor outputs withsignaling function0 pieceNumber of secure, undelayed outputs with signaling function,with contact.0 pieceNumber of secure, delayed semiconductor outputs withsignaling function0 pieceNumber of secure, delayed outputs with signaling function (withcontact).0 pieceLED switching conditions displayLED switching conditions display (Y/N)Y esNumber of LED´s1 pieceIntegral system diagnosis ISDIntegral system diagnosis ISD The following faults are registered by the safety monitoring modules and indicated by ISD Failure of door contacts to open or close Crosswire or shortcircuit monitoring of the switch connections Interruption of the switch connections Failure of the safety relay to pullin or dropout Fault on the input circuits or the relay control circuits of the safety monitoring moduleMiscellaneous dataApplicationsSafety sensorGuard systemDimensionsDimensions Width45 mm Height100 mm Depth121 mmnoticeInductive loads (e.g. contactors, relays, etc.) are to be suppressed by means of a suitable circuit.notice Wiring exampleTo secure a guard door up to PL 3 and Category #03#Monitoring 2 guard door(s), each with a magnetic safety sensor of the BNS rangeStart push button A start push button (NO) can optionally be connected into the feedback circuit. With the guard door closed, the enabling paths are then not closed until the start push button has been operated.If neither start button nor feedback circuit are connected, a jumper connection must be mounted between X1 and X2. Expansion of the enable delay timeThe enable delay time can be increased from 0,1 s to 1 s by mounting a jumper connection between the terminals X7 and X8. The wiring diagram is shown with guard doors closed and in deenergised condition.The ISD tables (Intergral System Diagnostics) for analysis of the fault indications and their causes are shown in the appendix.DocumentsOperating instructions and Declaration of conformity (jp) 607 kB, 11.11.2011Code: mrl_aes235x255x236x256x_jpOperating instructions and Declaration of conformity (fr) 743 kB, 26.04.2011Code: mrl_aes235x255x236x256x_frOperating instructions and Declaration of conformity (pl) 237 kB, 28.08.2013Code: mrl_aes235x255x236x256x_plOperating instructions and Declaration of conformity (en) 791 kB, 22.03.2010Code: mrl_aes235x255x236x256x_enOperating instructions and Declaration of conformity (pt) 257 kB, 10.02.2014Code: mrl_aes235x255x236x256x_ptOperating instructions and Declaration of conformity (es) 697 kB, 22.03.2010 Code: mrl_aes235x255x236x256x_esOperating instructions and Declaration of conformity (nl) 686 kB, 22.03.2010 Code: mrl_aes235x255x236x256x_nlOperating instructions and Declaration of conformity (it) 700 kB, 12.04.2010 Code: mrl_aes235x255x236x256x_itOperating instructions and Declaration of conformity (de) 531 kB, 08.01.2010 Code: mrl_aes235x255x236x256x_deOperating instructions and Declaration of conformity (da) 240 kB, 11.07.2013 Code: mrl_aes235x255x236x256x_daWiring example (99) 22 kB, 22.08.2008Code: kaes2l12ISD tables (Intergral System Diagnostics) (en) 35 kB, 29.07.2008Code: i_ae3p02ISD tables (Intergral System Diagnostics) (de) 53 kB, 29.07.2008Code: i_ae3p01BGtest certificate (en) 178 kB, 03.11.2011Code: z_a21p02BGtest certificate (de) 176 kB, 03.11.2011Code: z_a21p01BGtest certificate (de) 266 kB, 02.03.2016Code: z_2aep01BGtest certificate (en) 268 kB, 15.04.2016Code: z_2aep02EAC certification (ru) 833 kB, 05.10.2015Code: q_6042p17_ruImagesProduct photoWiring exampleK.A. Schmersal GmbH & Co. KG, Möddinghofe 30, D42279 WuppertalThe data and values have been checked throroughly. Technical modifications and errors excepted. Generiert am 26.10.2016 04:32:53h Kasbase 3.2.5.F.64I。
维萨拉验证服务商品说明书

维萨拉验证服务/ 高效、合规的温湿度分布试验 卓越的质量管理体系为确保满足GM P 《药品生产质量管理规范》的要求,各机构必须证明其仓储和运输区域的环境条件都处于适当的控制下。
因此,质量计划的首要步骤应是通过分布研究深入了解这些区域的温度属性。
然而,分布研究需要的不仅仅是设备,还需要验证和校准方面的专业知识与技能。
维萨拉为您提供由娴熟的技术人员完成的世界级验证服务,服务包含用以进行分布研究,内容翔实的验证计划及分布试验协议。
深入透彻的验证后报告将会提升您对受控环境的了解。
这些文档和专业技能将有助于体现您的企业正在遵循受控环境验证与文档记录的当前最佳实践。
我们提供验证所需的专业技能和设备服务,所以您的质量和设施经理能专注于他们的日常工作。
降低生命科学环境的风险在过去20年间,我们已为生命科学行业的受控环境专门设计了创新型设备和软件,这些行业包括:• 制药• 生物技术• 医疗器械• 营养和保健品应用领域:• 冰箱/冷冻柜/冷藏室 • 培养箱• 稳定性试验箱• 仓库/存储区/批发中心翔实、精确的存档为进行分布研究,验证服务技术人员将会收集并分析您所在区域、房间或试验箱的数据,辨识工艺过程中的热点或冷点。
技术人员可对空载/满载试验箱,或仓储区的静态/动态过程进行挑战性实验。
测试可能会根据应用需要部署热电偶或配有传感器的数据记录仪,使用维萨拉验证软件下载分析测试数据。
所有分布研究文档均为安全、演示级品质。
报告包含最小值、最大值以及平均值统计和平均动力学温度(MKT) 数据,可轻松导出为供深入分析使用的通用.csv文件。
温度传感器工作范围:-90 °C至70 °C,精度高达±0.1 °C, 分辨率0.02 °C.相对湿度传感器工作范围:10%至90%,精度高达±1%,分辨率0.05%.合规性: 21 CFR Part 11, E U Annex 11 21随着全球范围的监管机构对制药、生物技术和医疗器械制造商和经销商的审查日趋严格,许多企业开始为其受控环境寻求验证解决方案。
annex 16 Certification by a Qualified Person and Batch Release_200408_en

Version 8 (final)EUROPEAN COMMISSIONENTERPRISE DIRECTORATE-GENERALSingle market, regulatory environment, industries under vertical legislationPharmaceuticals and cosmeticsBrussels, July 2001 S\common\legal-legislation\75-319nd81-851\91-356\eudralexvol4\Annex 15Working Party on Control of Medicines and InspectionsFinal Version of Annex 16 to the EU Guide toGood Manufacturing PracticeTitle: Certification by a Qualified Person and Batch Release.Discussion in Working group June to November1999 Transmission of Draft 3 to the Pharmaceutical Committee September 1999 Transmission of Draft 4 to Interested Parties December 1999Deadline for comments on Draft 4 May 2000 Consideration by drafting group and working party July to October 2000 Consideration of Draft 5 by Working Party November 2000Transmission of Draft 6 to Interested Parties January 2001Draft 7 showing comments received by 15 March April 2001Pharmaceutical Committee (for information) April 2001Date for coming into operation January 20021. Scope1.1 This annex to the Guide to Good Manufacturing Practice for Medicinal Products("the Guide") gives guidance on the certification by a Qualified Person (Q.P.) andbatch release within the European Community (EC)or European Economic Area(EEA) of medicinal products holding a marketing authorisation or made for export.The relevant legislative requirements are contained in Article 51 of Directive2001/83/EC or Article 55 of Directive 2001/82/EC.1.2 The annex covers in particular those cases where a batch has had different stages ofproduction or testing conducted at different locations or by different manufacturers,and where an intermediate or bulk production batch is divided into more than onefinished product batch. It also covers the release of batches which have beenimported to the EC/EEA both when there is and is not a mutual recognitionagreement between the Community and the third country. The guidance may also beapplied to investigational medicinal products, subject to any difference in the legalprovisions and more specific guidance in Annex 13 to the Guide.1.3 This annex does not, of course, describe all possible arrangements which are legallyacceptable. Neither does it address the official control authority batch release whichmay be specified for certain blood and immunological products in accordance withArticle 11 point 5.4 and Articles 1091 and 110 of Directive 2001/83/EC.1.4 The basic arrangements for batch release for a product are defined by its MarketingAuthorisation. Nothing in this annex should be taken as overriding thosearrangements.2. Principle2.1 Each batch of finished product must be certified by a Q.P. within the EC/EEA beforebeing released for sale or supply in the EC/EEA or for export.2.2 The purpose of controlling batch release in this way is:•to ensure that the batch has been manufactured and checked in accordance with the requirements of its marketing authorisation, the principles andguidelines of EC Good Manufacturing Practice or the good manufacturingpractice of a third country recognised as equivalent under a mutualrecognition agreement and any other relevant legal requirement before it isplaced on the market, and•in the event that a defect needs to be investigated or a batch recalled, to ensure that the Q.P. who certified the batch and the relevant records arereadily identifiable.3. Introduction1 As amended by Directive 2002/98/EC of the European Parliament and of the Council of 27 January 2003 setting standards ofquality and safety for the collection, testing, processing, storage and distribution of human blood and blood components andamending Directive 2001/83/EC (OJ L 33, 8.2.2003, p.30)3.1 Manufacture, including quality control testing, of a batch of medicinal productstakes place in stages which may be conducted at different sites and by differentmanufacturers. Each stage should be conducted in accordance with the relevantmarketing authorisation, Good Manufacturing Practice and the laws of the Member concerned and should be taken into account by the Q.P. who certifies the Statefinished product batch before release to the market.3.2 However in an industrial situation it is usually not possible for a single Q.P. to beclosely involved with every stage of manufacture. The Q.P. who certifies a finishedproduct batch may need therefore to rely in part on the advice and decisions ofothers. Before doing so he should ensure that this reliance is well founded, eitherfrom personal knowledge or from the confirmation by other Q.P.s within a qualitysystem which he has accepted.3.3 When some stages of manufacture occur in a third country it is still a requirementthat production and testing are in accordance with the marketing authorisation, thatthe manufacturer is authorised according to the laws of the country concerned andthat manufacture follows good manufacturing practices at least equivalent to those ofthe EC.3.4 Certain words used in this annex have particular meanings attributed to them, asdefined in the glossary.4. General4.1 One batch of finished product may have different stages of manufacture,importation, testing and storage before release conducted at different sites. Each siteshould be approved under one or more manufacturing authorisations and should haveat its disposal the services of at least one Q.P. However the correct manufacture of aparticular batch of product, regardless of how many sites are involved, should be theoverall concern of the Q.P. who certifies that finished product batch before release.4.2 Different batches of a product may be manufactured or imported and released atdifferent sites in the EC/EEA. For example a Community marketing authorisationmay name batch release sites in more than one member state, and a nationalauthorisation may also name more than one release site. In this situation the holderof the marketing authorisation and each site authorised to release batches of theproduct should be able to identify the site at which any particular batch has beenreleased and the Q.P. who was responsible for certifying that batch.4.3 The Q.P. who certifies a finished product batch before release may do so based onhis personal knowledge of all the facilities and procedures employed, the expertiseof the persons concerned and of the quality system within which they operate.Alternatively he may rely on the confirmation by one or more other Q.P.s of thecompliance of intermediate stages of manufacture within a quality system which hehas accepted.This confirmation by other Q.P.s should be documented and should identify clearlythe matters which have been confirmed. The systematic arrangements to achieve thisshould be defined in a written agreement.4.4 The agreement mentioned above is required whenever a Q.P. wishes to rely on theconfirmation by another Q.P. The agreement should be in general accordance withChapter 7 of the Guide. The Q.P. who certifies the finished product batch shouldensure the arrangements in the agreement are verified. The form of such anagreement should be appropriate to the relationship between the parties; for examplea standard operating procedure within a company or a formal contract betweendifferent companies even if within the same group.4.5 The agreement should include an obligation on the part of the provider of a bulk orintermediate product to notify the recipient(s) of any deviations, out-of-specificationresults, non-compliance with GMP, investigations, complaints or other matterswhich should be taken into account by the Q.P. who is responsible for certifying thefinished product batch.4.6 When a computerised system is used for recording certification and batch release,particular note should be taken of the guidance in Annex 11 to this Guide.4.7 Certification of a finished product batch against a relevant marketing authorisationby a Q.P. in the EC/EEA need not be repeated on the same batch provided the batchhas remained within the EC/EEA.4.8 Whatever particular arrangements are made for certification and release of batches, itshould always be possible to identify and recall without delay all products whichcould be rendered hazardous by a quality defect in the batch.5. Batch testing and release of products manufactured in EC/EEA5.1 When all manufacture occurs at a single authorised siteWhen all production and control stages are carried out at a single site, the conduct ofcertain checks and controls may be delegated to others but the Q.P. at this site whocertifies the finished product batch normally retains personal responsibility for thesewithin a defined quality system. However he may, alternatively, take account of theconfirmation of the intermediate stages by other Q.Ps on the site who are responsiblefor those stages.5.2 Different stages of manufacture are conducted at different sites within the samecompanyWhen different stages of the manufacture of a batch are carried out at different siteswithin the same company (which may or may not be covered by the samemanufacturing authorisation) a Q.P. should be responsible for each stage.Certification of the finished product batch should be performed by a Q.P. of themanufacturing authorisation holder responsible for releasing the batch to the market,who may take personal responsibility for all stages or may take account of theconfirmation of the earlier stages by the relevant Q.P.s responsible for those stages.5.3 Some intermediate stages of manufacture are contracted to a different company.One or more intermediate production and control stages may be contracted to aholder of a manufacturing authorisation in another company. A Q.P. of the contractgiver may take account of the confirmation of the relevant stage by a Q.P. of thecontract acceptor but is responsible for ensuring that this work is conducted withinthe terms of a written agreement. The finished product batch should be certified by aQ.P. of the manufacturing authorisation holder responsible for releasing the batch tothe market.5.4 A bulk production batch is assembled at different sites into several finished productbatches which are released under a single marketing authorisation. This couldoccur, for example, under a national marketing authorisation when the assemblysites are all within one member state or under a Community marketing authorisationwhen the sites are in more than one member state.5.4.1 One alternative is for a Q.P. of the manufacturing authorisation holdermaking the bulk production batch to certify all the finished productbatches before release to the market. In doing so he may either takepersonal responsibility for all manufacturing stages or take account ofthe confirmation of assembly by the Q.P.s of the assembly sites.5.4.2Another alternative is for the certification of each finished productbatch before release to the market to be performed by a Q.P of themanufacturer who has conducted the final assembly operation. Indoing so he may either take personal responsibility for allmanufacturing stages or take account of the confirmation of the bulkproduction batch by a Q.P. of the manufacturer of the bulk batch5.4.3 In all cases of assembly at different sites under a single marketingauthorisation, there should be one person,normally a Q.P. of themanufacturer of the bulk production batch, who has an overallresponsibility for all released finished product batches which arederived from one bulk production batch. The duty of this person is tobe aware of any quality problems reported on any of the finishedproduct batches and to co-ordinate any necessary action arising froma problem with the bulk batch.While the batch numbers of the bulk and finished product batches arenot necessarily the same, there should be a documented link betweenthe two numbers so that an audit trail can be established.5.5 A bulk production batch is assembled at different sites into several finished productbatches which are released under different marketing authorisations. This couldoccur, for example, when a multi-national organisation holds national marketingauthorisations for a product in several member states or when a genericmanufacturer purchases bulk products and assembles and releases them for saleunder his own marketing authorisation.5.5.1 A Q.P. of the manufacturer doing the assembly who certifies thefinished product batch may either take personal responsibility for allmanufacturing stages or may take account of the confirmation of thebulk production batch by a Q.P. of the bulk product manufacturer.5.5.2 Any problem identified in any of the finished product batches whichmay have arisen in the bulk production batch should becommunicated to the Q.P. responsible for confirming the bulkproduction batch, who should then take any necessary action inrespect of all finished product batches produced from the suspectedbulk production batch. This arrangement should be defined in awritten agreement.5.6 A finished product batch is purchased and released to the market by amanufacturing authorisation holder in accordance with his own marketingauthorisation. This could occur, for example, when a company supplying genericproducts holds a marketing authorisation for products made by another company,purchases finished products which have not been certified against his marketingauthorisation and releases them under his own manufacturing authorisation inaccordance with his own marketing authorisation.In this situation a Q.P. of the purchaser should certify the finished product batchbefore release. In doing so he may either take personal responsibility for allmanufacturing stages or may take account of the confirmation of the batch by a Q.P.of the vendor manufacturer.5.7 The quality control laboratory and the production site are authorised under differentmanufacturing authorisations.A Q.P. certifying a finished product batch may either take personal responsibility forthe laboratory testing or may take account of the confirmation by another Q.P. of thetesting and results. The other laboratory and Q.P. need not be in the same memberstate as the manufacturing authorisation holder releasing the batch. In the absence ofsuch confirmation the Q.P. should himself have personal knowledge of thelaboratory and its procedures relevant to the finished product to be certified.6. Batch testing and release of products imported from a third country.6.1 General:6.1.1 Importation of finished products should be conducted by an importer asdefined in the glossary to this annex.6.1.2 Each batch of imported finished product should be certified by a Q.P. of theimporter before release for sale in the EC/EEA.6.1.3 Unless a mutual recognition agreement is in operation between theCommunity and the third country (see Section 7), samples from each batchshould be tested in the EC/EEA before certification of the finished productbatch by a Q.P. Importation and testing need not necessarily be performed inthe same member state.6.1.4 The guidance in this section should also be applied as appropriate to theimportation of partially manufactured products.6.2 A complete batch or the first part of a batch of a medicinal product is importedT he batch or part batch should be certified by a Q.P of the importer before release.This Q.P. may take account of the confirmation of the checking, sampling or testingof the imported batch by a Q.P. of another manufacturing authorisation holder (i.e.within EC/EEA).6.3 Part of a finished product batch is imported after another part of the same batch haspreviously been imported to the same or a different site.6.3.1 A Q.P. of the importer receiving a subsequent part of the batch may takeaccount of the testing and certification by a Q.P. of the first part of the batch.If this is done, the Q.P. should ensure, based on evidence, that the two partsdo indeed come from the same batch, that the subsequent part has beentransported under the same conditions as the first part and that the samplesthat were tested are representative of the whole batch.6.3.2 The conditions in paragraph 6.3.1 is most likely to be met when themanufacturer in the third country and the importer(s) in the EC/EEA belongto the same organisation operating under a corporate system of qualityassurance. If the Q.P. cannot ensure that the conditions in paragraph 6.3.1 aremet, each part of the batch should be treated as a separate batch.6.3.3 When different parts of the batch are released under the same marketingauthorisation, one person, normally a Q.P. of the importer of the first part ofa batch, should take overall responsibility for ensuring that records are keptof the importation of all parts of the batch and that the distribution of all partsof the batch is traceable within the EC/EEA. He should be made aware of anyquality problems reported on any part of the batch and should co-ordinateany necessary action concerning these problems and their resolution.This should be ensured by a written agreement between all the importersconcerned.6.4Location of sampling for testing in EC/EEA6.4.1 Samples should be representative of the batch and be tested in the EC/EEA.In order to represent the batch it may be preferable to take some samplesduring processing in the third country. For example, samples for sterilitytesting may best be taken throughout the filling operation. However in orderto represent the batch after storage and transportation some samples shouldalso be taken after receipt of the batch in the EC/EEA.6.4.2 When any samples are taken in a third country, they should either be shippedwith and under the same conditions as the batch which they represent, or ifsent separately it should be demonstrated that the samples are stillrepresentative of the batch, for example by defining and monitoring theconditions of storage and shipment. When the Q.P. wishes to rely on testingof samples taken in a third country, this should be justified on technicalgrounds.7. Batch testing and release of products imported from a third country with which the EChas a mutual recognition agreement (MRA).7.1 Unless otherwise specified in the agreement, an MRA does not remove therequirement for a Q.P. within the EC/EEA to certify a batch before it is released forsale or supply within the EC/EEA. However, subject to details of the particularagreement, the Q.P. of the importer may rely on the manufacturer’s confirmation thatthe batch has been made and tested in accordance with its marketing authorisationand the GMP of the third country. and need not repeat the full testing.The Q.P. maycertify the batch for release when he is satisfied with this confirmation and that thebatch has been transported under the required conditions and has been received andstored in the EC/EEA by an importer as defined in section 8.procedures, including those for receipt and certification of part batches at 7.2 Otherdifferent times and/or at different sites, should be the same as in Section 6.8. Routine duties of a Qualified Person8.1 Before certifying a batch prior to release the Q.P. doing so should ensure, withreference to the guidance above, that at least the following requirements have beenmet:a) the batch and its manufacture comply with the provisions of the marketingauthorisation (including the authorisation required for importation whererelevant);b) manufacture has been carried out in accordance with Good ManufacturingPractice or, in the case of a batch imported from a third country, inaccordance with good manufacturing practice standards at least equivalent toEC GMP;c) the principal manufacturing and testing processes have been validated;account has been taken of the actual production conditions andmanufacturing records;d) any deviations or planned changes in production or quality control have beenauthorised by the persons responsible in accordance with a defined system.Any changes requiring variation to the marketing or manufacturingauthorisation have been notified to and authorised by the relevant authority;e) all the necessary checks and tests have been performed, including anyadditional sampling, inspection, tests or checks initiated because ofdeviations or planned changes;f) all necessary production and quality control documentation has beencompleted and endorsed by the staff authorised to do so;g) all audits have been carried out as required by the quality assurance system;h) the QP should in addition take into account any other factors of which he isaware which are relevant to the quality of the batchA Q.P. may have additional duties in accordance with national legislation oradministrative procedures.8.2 A Q.P. who confirms the compliance of an intermediate stage of manufacture, asdescribed in paragraph 4.3, has the same obligations as above in relation to that stage unless specified otherwise in the agreement between the Q.P.s.8.3 A Q.P. should maintain his knowledge and experience up to date in the light oftechnical and scientific progress and changes in quality management relevant to the products which he is required to certify.8.4 If a Q.P. is called upon to certify a batch of a product type with which he isunfamiliar, for example because the manufacturer for whom he works introduces anew product range or because he starts to work for a different manufacturer, heshould first ensure that he has gained the relevant knowledge and experiencenecessary to fulfil this duty.In accordance with national requirements the Q.P. may be required to notify theauthorities of such a change and may be subject to renewed authorisation.9 GlossaryCertain words and phrases in this annex are used with the particular meanings defined below. Reference should also be made to the Glossary in the main part of the Guide.Bulk production batch:a batch of product, of a size described in the application for a marketing authorisation, either ready for assembly into final containers or in individual containers ready for assembly to final packs. (A bulk production batch may, for example, consist of a bulk quantity of liquid product, of solid dosage forms such as tablets or capsules, or of filled ampoules).Certification of the finished product batch: the certification in a register or equivalent document by a Q.P., as defined in Article 51 of Directive 2001/83/EC and Article 55 of Directive 2001/82/EC, before a batch is released for sale or distribution.Confirmation:a signed statement that a process or test has been conducted in accordance with GMP and the relevant marketing authorisation, as agreed in writing with the Q.P.responsible for certifying the finished product batch before release. Confirm and confirmed have equivalent meanings.F inished product batch: with reference to the control of the finished product, a finishedproduct batch is defined in Part 1 Module 3 point 3.2.2.5 of Directive 2001/83/EC2 and in Part 2 section F 1 of Directive 2001/82/EC. In the context of this annex the term in particular denotes the batch of product in its final pack for release to the market.I mporter: the holder of the authorisation required by Article 40.3 of Directive 2001/83/ECand Article 44.3 of Directive 2001/82/EC for importing medicinal products from third countries.Mutual Recognition Agreement (MRA): the ‘appropriate arrangement’ between the Community and an exporting third country mentioned in Article 51(2) of Directive 2001/83/EC and Article 55(2) of Directive 2001/82/EC.Qualified Person (Q.P.): the person defined in Article 48 of Directive 2001/83/EC and Article 52 of Directive 2001/82/EC.2Amended by Commission Directive 2003/63/EC of 25 June 2003 amending Directive 2001/83/EC of the European Parliament andof the Council on the Community code relating to medicinal products for human use (OJ L 159, 27.06.2003, p.46)。
PANalyticalSOPV.4.docx-Forum

PANalytical X-Ray Diffractometer Standard Operating ProcedureV ersion 21 (November 2012)Training Rules:First time: watch trainer and take notesSecond time: do by yourself with supervision following your notesThird time: do by yourself with supervision without help (Dr. Bykov must approve the authorization for independent use)After the third time, you are completely independent and responsible for the instrument.Operating Rules:1. Only authorized people can use XRD.2. Y ou must sign up for time on the XRD using the online system through Forum:http://134.74.50.69/ccnycores/main.php3. All samples must be recorded in XRD logbook including the date, time, user,powder, sample name, program name, and filename.4. If you have any problems, please DO NOT troubleshoot yourself - Call: Alexey Bykov212-650-5548 (Laboratory) or646-725-0270 (cell phone)Outline:1. Turn on the instrument2. Tube breeding3. Make a new program4. Typical Operation with fixed holder5. Typical Operation with spinner holder6. Export data7. Turn off the instrumentAppendix1.Slit selection2.PDF4+ database_____________________________________________________________________1.Turn on the Instrument:1.1Press power switch on the water recirculator to turn on cooling water. (Make sure pumpselection switch is turned to right side.) Cooling water valves on the wall must be alwayson.1.2If the program is already ON, but the generator status is OFF (Tension = 0 kV and Current = 0 mA) skip steps1.2-1.5 and go to step 1.6. If the program is ON and the generator status is also ON (Tension > 20 kV, Current > 5 mA) go to step 2.3.1.31.41.5sample changer and/or rotate your sample during scanning procedure (To switch sample1.6and wait until energyreaches to 30 kV and 10 mA .2.Tube BreedingIf X-rays have been turned off for an extended period of time, tube breedingisnecessary.Check the log book first to see when last time the instrument used was.Breed at normal speed if the instrument was left idle for 100 hours or more (breed takes about 30 minutes). Breed at fast speed if the instrument was used recently (within the last 100 hours). In this case, tube breeding takes about 6 min.2.12.2Tension during breeding procedure goes up to 60 kV then down to 40 kV. After2.3Stage Flate Samples and PIXcel detector 3.To Make a New Program:3.1.3.2-----the parameters of PIXcel detector : Active length and Number of active channels--size, time per step (or scan speed). Based on our tests of standard samples we recommend for regular measurements step size ~0.05-0.01o and scan speed ~0.1-0.2o/sec. The total scan time usually should not exceed 10 min.(5 min is optimal total time for 10o-60o Two Theta range)3.3 Save experiment-For previous saved program with XRD already on you may start here4. Typical Operation with Fixed Holder4.1.LoadXRD sample slides on the fixed sample holder.4.2.appropriate.4.3.program.4.4.4.5.4.6.Reflection Transmission Spinner with SampleChanger and PIXcel Detector5.Typical Operation with Spinner Holder5.1.TThe Fixed Stage is mounted to the base by four screws. Unscrew all of them and carefully remove the stage. Take the Spinner Holder and attach to the base. Mount the holder using three screws only.-connect the instrument--Move Sample Changer from corner to center position This will be done by XRD facility manager only-When Sample Changer will be fixed on center position it’s status will be changed fromIf there is no changes in Sample Changer status occurred,5.1. Load your sample you on position 1(top) of the Sample Changer.5.2.––5.3.5.4.5.5.5.6.scanning. After copmpleting measurements the Changer will unload spinner holder placing your sample back to position 1.5To export data:1.2.3.file.4.data format, such as: RD, UDF, DAT…etc.Data saved in C:\X’Pert Data\ automatically after running instrument6To Turn off the Instrument:1.2.Do not turn off the key.3. Turn off the cooling water switch on chiller (recirculator).Do not close the software program_____________________________________________________________________ Appendix.1. Slit selection for proportional detector .For general scanning:Incident beam (left) Detector (right)For low angle scanning:_____________________________________________________________________1. PDF4+ (ICDD DD view software) XRD database2.3.4.Select the corresponding elements in the table (Ex: Zn and O)5.6.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0040502e11
AI
ZF公路客车驱动桥系统
后桥系统 A 132
优势: 重量较轻且不降低最大轴荷 非簧载质量降低可以提高乘坐舒适性 由于小齿轮设计: - 可以采用较长传动轴 - 可以减小传动轴夹角 - 可以降低噪音 新型一体式轮廓轴承可以明显降低维护成本 盘式制动器提供较高的安全性
特点: 直接驱动车桥, 轴荷12t, 22.5英寸轮辋, 盘式制动器,轴端使 用最新的一体式轴承。
0040502e12
AI
主动转向支撑桥
• 随动桥主动转向 • 轴荷 8,5 t • 应用: 三轴旅游车和公交车
ZF随动桥系统
随动转向支撑桥RL 85 A
被动转向支撑桥
• 随动桥被动转向 • 轴荷 8,5 t • 应用: 三轴旅游车和公交车
AI
ZF低地板车桥系统
城市客车的车桥系统应用
RL 75EC 前桥系统 FA Front axle systems
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
特点:
RL85A: 刚性转向前桥, 轴荷8.5t, 转向角 55° /40° , 22.5英寸轮辋, 盘式制动器 RL 85A RL75EC: 双横臂独立悬挂前桥, 轴荷 7.5t, 转向角 56° /46° , 22.5英寸轮辋, 盘式制动器 RA 后桥系统 Rear axle systems
优势:
• 低入口加快• 易于车辆维护 • 可以确保更宽的前桥过道且前桥地板 高度低至350mm • 良好的机动性更适合公交工况
特点: 刚性转向前桥, 轴荷8.5t, 转向角 55°/40°, 22.5英寸轮辋, 盘式制动器
0040502e5
AI
ZF低地板前桥系统
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
后桥系统 AV 132
优势
可以提供系统解决方案包括经轻量化设 计的悬挂部件 后桥最小地板高度可达405mm 高技术齿轮带来最小噪声等级 a) 螺旋伞齿轮传动 b) 轮边减速采用了斜齿传动 最高机械传递效率可以有效的降低油耗 最新盘式制动器技术
适用于传统传动系统及电驱动
无踏板 – 从前到后一个平台
RL85A tag: 第三轴的被动/主动转向桥, 最大轴荷8.5t, 匹配22,5英寸轮辋,及盘式制动器
0040502e4
AI
ZF低地板前桥系统
公交客车用前桥系统RL85A
刚性前桥系统RL85A
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
ZF 车桥产品介绍
汤小兵/ 2011年4月27日 采埃孚传动技术(苏州)有限公司
320mm
250mm
曲膝功能
站立面积
ZF:低地板车桥的先锋
----城市公交技术发展历程
城市公交技术在欧洲市场的重大历程:
到1985年
从1985年以 来
到80年代
直到今天
地板高度
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
0040502e13
AI
ZF AV132-T驱动桥系统
AV132- T
技术参数 AV 132 / 90°
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
ZF AV132 可以提供一个连续的平台,不需要任何台阶;乘客上下车更为便捷,在车内移动更 为快速
0040502e7
AI
ZF低地板前桥系统
ZF门式驱动桥的发展历史
ZF-低地板车桥系统的先锋
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
0040502e8
AI
ZF低地板支撑桥系统 ----应用于铰接车
支撑桥系统 AVN 132
AVN 132 门式支撑桥由ZF专门针对铰接车设计,该产品适用于公交客车
非驱动门式支撑桥 AVN 132
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
后桥系统 A 132
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
0040502e10
AI
RL 85 包括悬挂件减震器、气囊及横向稳定杆;匹配经过市场考验及认证的盘式制动 器提供最好的主动安全性
ZF公路客车前桥系统
RL 85 E
RL 85 E 设计轴荷高达8.5 t
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
0040502e6
AI
ZF低地板驱动桥系统
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
0040502e9
AI
ZF公路客车车桥系统
旅游车用车桥系统
前桥系统
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
AI
ZF AV132-T驱动桥系统
法兰对法兰尺寸 1862, 主减输入倾角4°或 6°
2007年开始批量供应 (大约700 根/年)
AV132- T
技术特征:
应用于:
两片式桥壳,一体式V型推力杆接口
结构与标准低地板车桥相似
轮边同标准低地板车桥
90度输入主减
高地板公交车
双层公交车
低入口
© Alle Rechte bei ZF Passau GmbH, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns. All rights reserved
0040502e2