模具加工中线切割技术的应用
线切割在模具加工中的运用
电火花线 切 割对 型芯 进行 加工 时 , 主要对 镶件 孔 、推 管孑 L 、 推 杆 孔和 斜推 杆 孔进 行 加 工 。模 具 精 度 的高 低对 于加 工 产 品精 度 的 高低 具有 直 接 的影 响 , 在模 具 中 , 凹 模 和 凸模 的精 度给 工
切 割加 工 技术 。 另外 , 线切 割技 术 也应 用 在 型腔 模加 工 中 , 型
凹模 和 凸模作 为 复合 模 中 的重 要部 件 , 加 工质 量 的 高低对 于 工 件加 工 的精 度和 表 面 的粗 糙程 度具 有 直接 的影 响 。在 进 行 冲裁时 , 容 易受 到冲 裁 力 的影 响 , 导致 内部 出现 很 大 的应 力 , 进 行 切 割加 工会 导致 内应 力 出现重 新分 配 的现 象 , 进 而产 生 变 形。 所以 , 在对 凹模 和凸模 进行 加工 之前 , 要运 用淬火 进 行处理 , 另外 , 还 要对 毛 坯件 的 材料 和 加工 路线 进 行考 虑 , 容 易 出现 变 形情 况 。 3 . 1 . 2 凸模 和 凹模的尖 角与 凹角
件 精 度产 生 最大 的影 响。 大多数 凸模 和 凹模 能够 运用 快 速 走丝 线 切割 机床进 行加 工 , 例如 凹模外 形 、凸模 外形和 型腔 等 。
角 。其 中 , △ 越大 , 则 越会 导致 拐角位 置 圆弧 的误 差增加 。 因 此, 对 于 凸类 零件 进行 线 切割 加 工 时 , 要 将钼 丝 运 动 的中心 轨 迹加 上 距离 △ : 对 凹类零 件进 行 线切 割加 工 时 , 要 适 当地减 去
加 工成本 。
3 线切 割在模 具加工 中 的运用
《线切割教程》课件

调整冷却液流量和压力,确保冷却液能够 充分覆盖电极丝和工件表面,起到良好的 冷却和排屑效果。
04
线切割编程技术
线切割G代 码、HPGL等,以及它们的特点和使 用范围。
软件
列举常见的线切割编程软件,如 AutoCAD、Mastercam、Fusion 360等,并简要介绍它们的功能和优 缺点。
钢丝
具有较高的强度和耐热性,适用 于加工各种硬度较高的金属材料
。
铜丝
具有较好的导电性和耐腐蚀性,适 用于加工各种有色金属和合金材料 。
钨丝
具有极高的熔点和硬度,适用于加 工各种高硬度、高熔点的材料。
电极丝的走丝速度和张力
走丝速度
影响加工效率和加工质量,根据不同 的加工需求选择合适的走丝速度。
张力
保持电极丝的稳定性和刚性,防止电 极丝抖动或弯曲,从而影响加工精度 和表面质量。
加工实例二:非金属材料的切割
总结词
线切割技术同样适用于非金属材料的切 割,如玻璃、陶瓷、石材等。
VS
详细描述
与传统的切割方法相比,线切割技术在非 金属材料切割中具有更好的加工效果和更 高的加工效率。它能够实现无损切割,减 少材料浪费,同时保持材料的原有性能。 在玻璃、陶瓷、石材等材料的切割中得到 广泛应用。
03
线切割加工工艺
线切割加工前的准备
设备检查
确保线切割机的各个部 件正常工作,包括电源 、控制系统、电极丝等
。
工件准备
清洗工件表面,去除油 污和杂质,以便于加工
和保证精度。
电极丝安装
选择合适的电极丝,并 按照要求安装到线切割
机的电极丝头上。
工作液准备
选择合适的工作液,如 乳化液或切削液,并确 保其浓度和清洁度符合
简述数控电火花线切割的应用范围
数控电火花线切割的应用范围1. 什么是数控电火花线切割数控电火花线切割(Computer Numerical Control Electric Discharge Wire Cutting,简称EDM-WC),是一种先进的金属加工技术,利用高频脉冲电流进行金属切割。
它通过电火花放电产生的高温使金属材料熔化蒸发,然后通过机械系统将融化的金属去除,实现对金属材料的切割。
数控电火花线切割具有精度高、效率高、适用范围广等优点,被广泛应用于各个领域。
2. 数控电火花线切割的应用领域数控电火花线切割在多个行业中都有广泛的应用,下面将介绍数控电火花线切割在不同领域的具体应用范围。
2.1 机械制造业在机械制造业中,数控电火花线切割被广泛用于制造各种复杂形状的金属零件。
使用数控电火花线切割技术可以精确地切割各种硬度的金属材料,适用于高精度要求的机械零件的加工。
其中包括模具制造、汽车零部件制造、航空航天零部件制造等。
2.2 电子电器业在电子电器业中,数控电火花线切割被广泛用于制造电子元器件和精密仪器。
使用数控电火花线切割技术可以制造出各种形状复杂、精度要求高的电子元器件。
在印刷电路板(PCB)制造过程中,数控电火花线切割常被用于切割导线和孔洞。
2.3 航空航天业在航空航天业中,数控电火花线切割被广泛用于制造航空航天零部件。
航空航天零部件对精度和安全性要求极高,使用数控电火花线切割技术可以精确地切割出各种复杂形状的零部件,满足航空航天行业的需求。
2.4 模具制造业数控电火花线切割在模具制造业中也有着重要的应用。
制造模具需要对金属材料进行精确的切割,同时需要保证切割表面的光洁度和平整度。
数控电火花线切割技术可以满足模具制造业的高精度要求,并能够加工各种复杂的模具形状。
2.5 建筑业在建筑业中,数控电火花线切割可用于制造建筑结构的金属连接件。
通过使用数控电火花线切割技术,可以实现对金属材料的精确切割和定位,从而满足建筑结构对精度和强度的要求。
线切割在模具加工中的应用
3 .在现有的便携式 MP 3基础上集成 扬声 器,以取 代传
统 盒 式 磁带 录音 机 。 参 考 文 献
()F / E 为高电平时 ,表示选 中下一 曲/ 5 WD R W 上一 曲
的 F A H地址存储器 ,读取 MP 数据 。 LS 3 ( )V L+/ 0 一为 高电平 ,表示用 户接 口模 块 内的 6 O V1
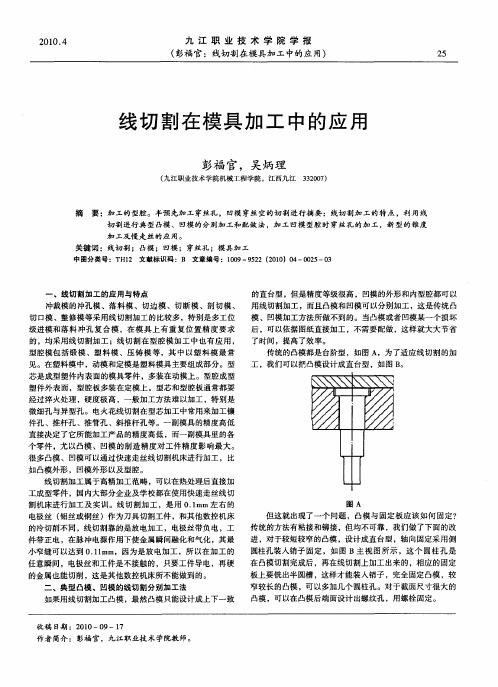
窄较长的凸模 ,可 以多加几个 圆柱孔 。对于截面尺寸很大的
凸模 ,可以在 凸模后端面设计出螺纹孔 ,用螺栓 固定 。
收 稿 日期 :2 1 —0 —1 00 9 7
作者 简介 :彭福官 ,九江职 业技 术学院教师。
九 江 职 业 技 术 学 院 学 报
Jun f i i gV ct nl& T c ncl o ee o r a o u a oai a l J jn o eh i U g aC
音量计数器增 1 减 1 / ,输出音量发生变化 。
[ ]C icin u ,C imigS e . o t lo C D 1 h h g H a hh n hn C nr fD / C h a o
2 .在不增加系统成本或增加很少系统成本 的情况下 ,可 以增加一些其他功能以增加卖点。主要可以考虑的附加功能如: 视频播放、F M收音 、长时间录音、部分 P A功能等。 D
( )D l m d 为高 电平时 ,表示用户插入 US 3 n oe d B接 口信
号 ,下载操作 开始。 ()S O 4 T P为高电平 时,表示 用户按 下 S O T P键 ,停 止
切 割 进行 典 型 凸模 、 凹模 的 分 别 加 工 和 配做 法 ,加 工 凹模 型 腔 时 穿 丝 孔 的加 工 ,新 型 的锥 度 加 工及 慢 走 丝 的应 用 。
数控线切割加工原理特点及应用

利用穿丝处划出的十 字基准线,分别沿划线方 向观察电极丝与基准线的 相对位置,根据两者的偏 离情况移动工作台,当电 极丝中心分别与纵横方向 基准线重合时,工作台纵、 横方向上的读数就艺与编程》
2.火花法
移动工作台使工件 的基准面逐渐靠近电极 丝,在出现火花的瞬时, 记下工作台的相应坐标 值,再根据放电间隙推 算电极丝中心的坐标。 此法简单易行,但往往 因电极丝靠近基准面时 产生的放电间隙,与正 常切割条件下的放电间 隙不完全相同而产生误 差。
如图所示。加工程序引入点为A, 起点为a,则走向可有: ①A-a-b-c-d-e-f-a-A ②A-a-f-e-d-c-b-a-A 如选②走向,则在切割过程中, 工件悬留在被切缝af切开后易变 形的部分,会带来较大误差。如
选①走向,就可减少或避免这种 影响。如加工程序引入点为B点, 起点为d,这时无论选哪种走向, 其切割精度都会受到材料变形的 影响。
《数控加工工艺与编程》
第三节 数控线切割加工工艺的制订
一、零件图的工艺分析 不适合或不能使用电火花线切割加工的工件,有如下
几种: 1)表面粗糙度和尺寸精度要求很高,切割后无法进
行手工研磨的工件; 2)窄缝小于电极丝直径加放电间隙的工件,或图形
内拐角处不允许带有电极丝半径加放电间隙所形成的圆角 的工件;
《数控加工工艺与编程》
数控线切割的加工原理 1—工作台 2—夹具 3—工件 4—脉冲电源 5—电极丝 6—导轮
7—丝架 8—工作液箱 9—储丝筒
《数控加工工艺与编程》
二、数控线切割加工特点
(1)加工对象不受硬度的限制,可用于一般切削方 法难以加工或者无法加工的金属材料和半导体材料,特别 适合淬火工具钢、硬质合金等高硬度材料的加工;但无法 加工非金属导电材料。
浅谈模具加工中线切割技术的应用
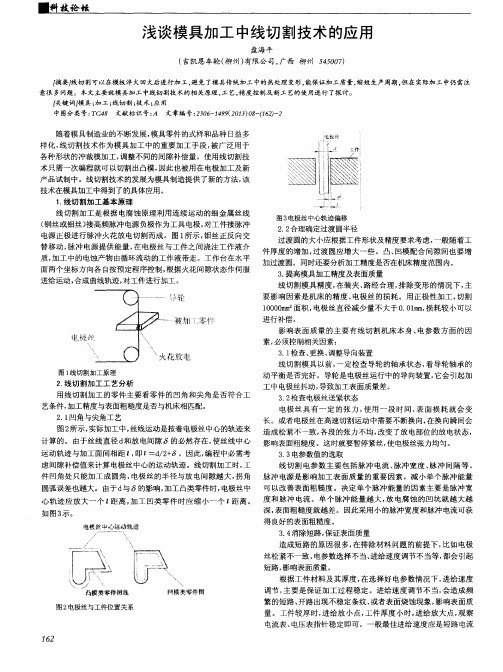
图 3电极丝 中心轨 迹 偏 移
2 . 2 合 理确 定 过渡 圆半 径
过渡 圆的大小应根据工件形状及精度要求考虑 , 一般 随着工 件厚度的增加 , 过渡 圆应增大一些 。凸、 凹模配合间隙间也要增 加过渡圆。同时还要分析加工精度是否在机床精度 范围内。 3 . 提高模具加工精度及表面质量 线切割模具精度 , 在装夹 、 路经合理 , 排 除变 形的情况下, 主
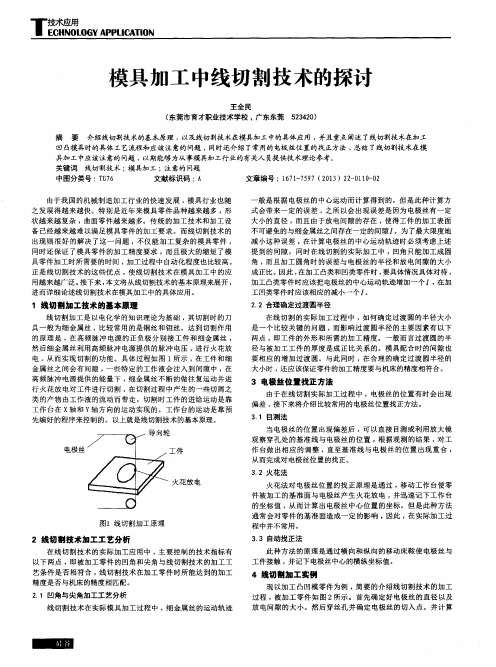
技术在模具加工中得 到了的具体应用。 1 . 线切割加工基本原理
线 切 割 加 工 是 根 据 电腐 蚀 原 理 利 用 连 续 运 动 的细 金 属 丝 线
( 铜丝或钼丝) 接高频脉冲 电源负极作为工具 电极 , 对工件接脉冲 电源正极进行脉冲 火花放 电切割而成 。图 1 所示 , 钼丝正反向交 替移动 , 脉冲电源提 供能量, 在 电极丝与工件之 间浇注工作液介 质, 加工 中的电蚀产物 由循环流动的工作液带走。工作 台在水平 面两个坐标方 向各 自按预定程序控制, 根据火花间隙状态作伺服
憩糕 出 § 蕊
深, 表 面粗 糙 度 就 越 差 。 因此 采 用 小 的脉 冲 宽度 和 脉 冲 电流 可 获
得 良好 的表面粗糙度。 3 . 4 消除短路 , 保证表面质量
造成短路的原因很多 , 在 排除材料 问题的前提下 , 比如 电极
丝松紧不一致 、 电参数选择不当、 进给速度调节不当等, 都会引起 短路, 影响表面质量 。
3 . 3电参 数 值 的选 取 线 切 割 电参 数 主 要 包 括 脉 冲 电流 、 脉 冲 宽度 、 脉 冲间隔等 。 件 凹角处只 能加工成 圆角 , 电极丝的半径与放 电间隙越大 , 拐角 脉 冲 电源 是 影 响 加 工 表 面 质 量 的 重 要 因 素 。 减 小 单 个 脉 冲 能 量 圆弧 误 差 也越 大 。 由于 d 与 的影 响 , 加 工 凸类 零件 时 , 电极 丝 中 可 以改善表面粗糙度 。决定单个脉冲能量的因素主要是脉冲宽 放 电腐蚀 的凹坑 就越大越 心 轨迹 应 放 大 一 个 1 距离, 加 工凹类零件 时应缩小一个 z 距离 。 度和脉冲 电流 。单个脉 冲能量越大 , 如 图3 示。
钳工技术中的常见电火花加工与线切割技术
钳工技术中的常见电火花加工与线切割技术钳工技术在工业生产中扮演着重要的角色,而电火花加工与线切割技术则是其常见应用之一。
本文将分别介绍电火花加工与线切割技术在钳工领域中的作用和应用。
一、电火花加工技术电火花加工技术是一种利用电脉冲高温放电的方法进行金属加工的工艺。
在钳工领域中,电火花加工技术主要用于加工硬质材料或薄壁零件,以提高工件的精度和表面质量。
电火花加工的原理是利用电极与工件之间的电波放电,产生高温高压的等离子体,在瞬间将金属材料蒸发、溶解或氧化。
通过控制放电时间和电压,可以实现对工件进行精确加工的目的。
电火花加工技术在钳工领域中的应用非常广泛,如模具加工、精密零部件加工等。
通过电火花加工,可以实现对硬质材料的精密加工,提高工件的加工精度和表面质量,同时也可以减少刀具磨损,延长工具寿命。
二、线切割技术线切割技术是一种利用金属丝作为切割工具,通过电火花放电的方式对工件进行切割的工艺。
在钳工领域中,线切割技术主要用于加工厚板材或异形零件,以实现高精度的切割要求。
线切割的原理是通过控制电脉冲放电,使电极与工件之间的金属丝快速融化,从而实现对工件的切割。
线切割技术具有切割速度快、切口平整、尺寸精度高等优点,适用于加工各种材料的工件。
在钳工领域中,线切割技术被广泛应用于金属加工、模具制造等领域。
通过线切割,可以实现对厚板材的精确切割,提高工件的加工效率和一致性,同时也可以减少加工成本,提高生产效益。
综上所述,电火花加工与线切割技术是钳工技术中常见的加工方法,它们分别适用于不同类型的工件加工,具有各自的优势和应用特点。
在实际生产中,钳工技术工作者可以根据工件的材质和加工要求,选择合适的加工技术,以实现高效、精确的加工效果。
只有不断改进和创新,钳工技术才能不断发展,为工业生产做出更大的贡献。
线切割工作原理及操作
线切割工作原理及操作线切割工作原理及操作1. 引言在制造业中,线切割技术被广泛应用于金属加工领域。
它通过使用一根细小且高速振动的金属丝来切割工件,从而实现高精度的切割效果。
本文将深入探讨线切割的工作原理及操作方法,以帮助读者更好地理解该技术的应用。
2. 工作原理线切割技术基于电火花原理,即利用高频电流在工件表面产生的火花进行切割。
具体而言,线切割机通过引导一根直径约0.1至0.3毫米的金属丝,在辅助电解液的作用下与工件形成导电通路。
高频脉冲电流通过金属丝,引发电火花,在工件表面产生剧烈的化学反应。
这个过程持续不断,直到金属丝逐渐切割穿过工件。
3. 设备和操作方法线切割机是实现线切割技术的关键设备。
它通常由控制系统、电源系统和机械部分组成。
在操作过程中,首先需要根据工件的尺寸和形状,设计并生成一套切割程序。
将切割程序输入到线切割机的控制系统中。
在进行线切割之前,需要准备工作件和电解液。
工作件通常是金属材料,可以是钢、铝、铜等。
电解液则是一种具有高离子导电能力和冷却效果的液体,用于维持切割过程中的稳定性和效果。
接下来,将待切割的工件固定在工作台上,并调整切割机的参数,如电流、速度和张力等。
开始线切割操作。
线切割机将根据预设程序,精确控制金属丝的运动轨迹和电流信号,确保切割过程的稳定性和准确性。
4. 优势与应用线切割技术具有以下优势:一是切割精度高,能够实现毫米级的切割精度。
二是能够切割各种形状的工件,包括平面、曲面和立体等。
三是切割过程中无力量作用于工件,避免了热变形和机械变形的问题。
四是切割速度快,提高了生产效率。
线切割技术广泛应用于航空航天、汽车制造、电子设备和模具制造等领域。
5. 个人观点和理解对于我来说,线切割技术是一项非常有价值的制造技术。
它通过精密的电火花原理,实现对各种金属材料的高精度切割,为各种行业的生产提供了重要支持。
线切割技术的发展,不仅推动了制造业的进步,也为产品创新提供了更多可能。
线切割工作原理
线切割工作原理
线切割是一种高精度的加工方法,它利用电火花放电原理,通过一根细丝线切割工件,从而实现高精度的加工。
线切割广泛应用于模具制造、航空航天、汽车制造等领域,成为现代制造业中不可或缺的一部分。
线切割的工作原理是利用电火花放电原理,将电极和工件之间的距离控制在一定范围内,使电极和工件之间产生电场,当电场强度达到一定程度时,电极和工件之间会发生放电现象,放电时会产生高温和高压,将工件局部熔化或蒸发,从而实现切割的目的。
线切割的电极是一根细丝线,通常采用铜丝或铜钼合金丝,直径一般在0.1mm左右。
电极通过电机驱动,沿着预定的轨迹移动,与工件之间保持一定的距离,当电极与工件之间的距离达到一定程度时,电极和工件之间会发生放电现象,放电时会产生高温和高压,将工件局部熔化或蒸发,从而实现切割的目的。
线切割的优点是加工精度高、加工速度快、加工表面光洁度好、加工成本低等。
线切割可以加工各种材料,包括金属、非金属、合金等,可以加工各种形状的工件,包括平面、曲面、倒角等。
线切割还可以实现多种加工方式,包括切割、打孔、刻字等。
线切割的应用范围非常广泛,包括模具制造、航空航天、汽车制造、
电子制造、医疗器械制造等领域。
线切割已成为现代制造业中不可或缺的一部分,为各行各业提供了高精度、高效率的加工解决方案。
模具加工中线切割技术的探讨
王全 民
( 东莞市 育才职 业技 术学校 ,技 术 的基 本原 理 , 以及 线切割技 术在模 具加 工 中的具体 应 用 , 并且重 点阐述 了线 切割技 术在 ] / w _ T - 凹凸模具时的具体工艺流程和应该注意的问题 , 同时还介绍 了常用的电极 丝位置的找正方法 , 总结 了线切割技术在模 具加工中应该注意的问题 , 以期能够为从事模具; h a _ r - 行业的有关人员提供技术理论参考。 关键 词 线切割 技术 ; 模具 加工 ; 注 意的 问题 中 图分类 号 : T G 7 6 文献 标识 码 : h 文章 编号 : 1 6 7 1 - 7 5 9 7( 2 0 1 3 )2 2 - 0 1 1 0 - 0 2
由于 我 国 的机械 制 造 加工 行业 的快 速 发 展 , 模 具行 业也 随 之发 展 得 越来 越 快 。特 别 是近 年 来模 具零 件 品种越 来越 多 , 形 状 越 来 越 复杂 ,曲面零 件 越来 越 多 。传 统 的 加 工技 术和 加工 设 备 已经 越 来越 难 以满 足模 具 零件 的加 工 要求 。而线 切 割技术 的
3 电极 丝位 置找 正方法
由于在 线 切 割实 际加 工 过程 中 , 电极 丝 的位 置有 时 会 出现 偏差 , 接下 来将介 绍 比较常用 的 电极丝 位置 找正方 法 。
3 . 1 目测法
当 电极 丝 的位置 出现偏 差后 , 可 以直 接 目测 或利 用 放 大镜
/
电极丝
Q
观察 穿孔 处 的基 准 线 与 电极丝 的位 置 , 根据 观 测的 结 果 , 对工
作 台做 出相 应 的调 整 , 直 至基 准 线 与 电 极丝 的位置 出现 重 合 ,
线切割在模具加工中的应用

刀, 焊接 可 能 会造 成 模 具 变 形 从 而 报 废 。对 于这 种 情 况 , 在 不 影 响 模 具 质 量 的前 提下 可 以用 线 切 割将 超 差部 分 切 成 槽 镶上 一 块正 确 的 镶块 。 4 利 用 线切 割加 工 键槽 我 车 间 冷芯 盒 上 常 用 的合 模 销 座 及合 模 套 座 为 常见 件 ( 3 。通 常 把六 面 磨 好后 由数控 翻两 面加 工 。现 改为 图 ) 线 切割 切 成 十字 形 通 槽 ( 4) 图 ,只 需 由精 镗 加 工一 面 即
综 合 上 述 的分 析 可 以看 到 , 改进 的气 压式 水 增 压装 置
能 实 现 与 原 装 置 相 同 的为 冲洗 水 增 压 的 过 程 和 功 能 , 并
且 大 大 降 低 了成 本 和潜 在 的高 故 障 率 ,是 一 种 很 好 的改
进 方 案 , 是在 实 现 过程 中 , 但 也存 在 一 些 潜 在 的 问题 , 主 要 的 问 题 就 是 能 否 有 效 保 证 浮 球 浮 起 后 浮 球 阀 的密 封 ;
球 阀尺 寸 或 采 用杠 杆 机 构 增 大 密 封 处 的 密封 压 力 ; 外 , 另
如 果 水 源 的水 压 稍高 , 能 起 到增 大 密 封压 力 的作 用 。 也 5 结 束语
在 改进 方 案 中 , 一 个 特 制 的浮 球 阀和 一 个单 向阀 控 用
制装 置 的上 水过 程 , 替 了原 装 置 中 的 电磁 阀 2、 代 进水 阀 、
可, 这样 更 改后 , 在满 足 使用 的前 提 下大 大 降低 了成本 。
图 1
作镶 块 的时候 要 遵 循 以 下 两个 原则 ,一 是 不 影 响 模 具 的结 构 强度 及 功能 , 是 镶 块 要 定 位 准 确 , 装 牢 固 。 二 安 该零 件 不 属 于薄 壁 件 , 且 是 从 零 件 中间 切 除 , 以不 会 而 所 影 响模 具 的 强度 ; 块 切 开 后 , 镶 与镶 块 槽 之 间 的间 隙 大 约
线切割技术原理

线切割技术原理线切割技术原理线切割技术是一种典型的电火花加工技术,具有高精度、高效率、高质量和广泛适应性等优点。
它在航空航天、船舶、机械、模具、加工和制造等领域有着广泛的应用。
线切割技术原理是利用高频脉冲电压的作用下,通过导电且耐磨的金属丝为切割电极,在电火花放电的作用下,对工件进行无直接接触的切割加工。
线切割技术的原理与电火花加工类似,都是通过脉冲电耗来进行放电加工,但线切割相较于电火花加工具有适应性更广、加工精度更高、功率密度更高及耗材成本更低等优势。
线切割机的主要部件包括功率源、控制器、传动系统、切割丝盘、工作台和自动喷水系统等。
其中功率源可以分为低频、中频和高频等 types,但目前应用较广的还是中频源。
它一般由高压变压器、整流管、存储电容器、功率开关和中频变压器等组成。
控制器由数字电路和模拟电路等组成,可以通过计算机进行控制,控制切割丝的运动和放电频率的变化。
传动系统的作用是将切割丝传输到要加工的位置,常用的有脉冲式、伺服式和万向节式等。
切割丝盘主要是用来存储切割丝的,并调整其张力和速度。
工作台是切割加工的主要平面,其表面应平整、耐磨且不氧化。
自动喷水系统的作用是对加工区域进行清洗和冷却,以保证切割加工的质量和稳定。
线切割技术的加工方式为非连续冲击加工方式。
其原理是将工件和金属丝分别作为正负极,利用高能电荷在放电中活化形成气体导电通道,在瞬间的电热熔化、液化和蒸汽喷射等化学反应过程中,形成暂时性的电极电弧,快速成形并将相邻的工件分离开来。
线切割技术在加工不易锻造、压力加工的硬质材料时,具有很多比传统加工方式更为优越的性能。
它可以有效地解决形状复杂、大小不同、材料硬度不同、精度要求高的加工难题。
线切割技术在金属模具加工、汽车焊接钢板加工、大型模具的修整、玩具模型制作、手工艺品制作等领域有着广泛的应用前景。
但线切割技术也存在一些局限性,例如切割速度较慢、精度受工件材料和加工环境的影响、加工之后需要进行后期的抛磨加工、加工表面质量过粗等问题。
线切割特点及应用

线切割特点及应用
线切割是一种常见的金属加工方式,也被称为电火花切割或EDM 切割。
它基于电解原理,利用电极和工件之间的放电以切割材料。
线切割具有以下几个特点:
1. 精度高:由于线切割是通过电极和工件之间的放电来切割材料,因此可以获得非常高的精度和表面质量。
2. 适用性广:线切割可以用于切割各种金属材料,包括硬质合金、钢铁、铜、铝等等。
它还可以用于切割复杂形状的零件,如内轮廓和曲线。
3. 速度慢:由于线切割是一种非常精细的切割方法,因此速度通常比其他切割方法慢。
4. 成本高:由于线切割需要特殊的设备和技术,因此成本通常比其他切割方法高。
线切割的应用范围非常广泛,包括:
1. 制造模具:线切割是制造模具的常用方法之一。
它可以切割出精确的内轮廓和曲线,使得模具具有高精度和表面质量。
2. 制造复杂零件:线切割可以用于制造各种复杂形状的零件,包括飞机零件、汽车零件、医疗设备等等。
3. 制造珠宝:线切割可以用于制造各种珠宝,包括戒指、耳环、项链等等。
它可以切割出复杂的形状和花纹,使得珠宝更加精美。
总之,线切割是一种非常精细的金属加工方法,具有高精度、适用性广的特点。
它在制造模具、复杂零件和珠宝等领域有着广泛的应
用。
模具制造技术 线切割
模具制造技术—线切割简介模具制造技术是制造模具的一套技术体系,线切割技术是其中一种常用的工艺方法。
线切割是利用电火花放电原理,通过高频率的放电电流穿透工件,从而在工件上形成切割线,然后通过线切割机器工具将工件切割形成所需形状。
本文将介绍线切割技术在模具制造中的应用以及相关的工艺要点。
线切割技术在模具制造中的应用线切割技术在模具制造中有广泛的应用,主要体现在以下几个方面:1. 材料选用模具的材料通常是金属材料,如钢材。
在线切割过程中,由于高频电流产生的热量和电火花放电的冲击,会对工件造成一定热变形和应力,因此对于线切割的应用材料要求相对较高。
一般而言,线切割适用于硬度相对较高的材料,如硬质合金、冷作钢等。
2. 刀具设计线切割刀具是实施线切割工艺的关键工具。
刀具的设计应考虑到工件的形状、尺寸、精度要求等因素。
一般而言,线切割刀具应具有良好的导电性能,能够承受高频电流的放电冲击,并保持较高的切削精度。
3. 工艺流程线切割工艺一般包括以下几个主要环节:工件准备、参数设置、加工过程控制和加工后处理。
工件准备是线切割的第一步,主要包括工件的清洁和固定。
清洁工作是为了消除工件表面的油污和杂质,保证线切割的质量。
固定工件是为了避免工件在加工过程中的位移或晃动,影响切削精度。
参数设置参数设置是线切割的关键步骤,主要包括放电功率、放电脉冲数、放电时间等。
合理的参数设置会使线切割的效果更好,提高加工效率和质量。
加工过程控制加工过程控制主要是指线切割机器工具的操作控制和加工过程的监控与调整。
操作控制包括启动、停止和调整线切割机器工具的参数,确保加工过程的稳定性和一致性。
加工后处理主要是指对加工完毕的工件进行清洗、去除残渣、热处理等工作,以达到模具制造的要求。
线切割技术的工艺要点线切割技术在模具制造中的应用离不开以下几个工艺要点:1. 切割速度切割速度是指单位时间内线切割切削长度的增量。
切割速度的选择应根据切割材料的硬度、切割精度要求等因素进行合理选择。
数控线切割技术在模具制造业中的应用与展望
二 、 数 控 线 切 割 加 工 新 工 艺 的应 用
线 切割加 II 艺是 实现 加工 目的
次 、更 高水 平 的 数 控 化 方 向 快 速 发 成 型 电极与 工件 不直 接接 触 ,两 者之 的直接手段。 目前已经开发 出了多种线 展 。虽然 模具 高速 加 工技术 的迅 猛发 问的作 用7 J,故 而 电极 丝或 工具 电 切割加工工艺 ,并在生产 中取得 了~ 定 B/ " 展使 电加 工 面临 着严峻 的挑 战 , 目前 极不需要太高 的强度 ; 放 电加 工技 术部分 工序 已被 高速 加工 的经济效益。下面介绍几种在数控线切 () 高速铣 削加 工中 ,刀具硬 度 割加工中新应用的工-及其优势。 4在 乙 H - I标准化 夹具 实现快速精 密定位 .
提 升了企业的竞线状 的 电 约贵重金属 有重要意义。
近几年 来 ,由于 线切 割加 工解决 了加 工表 面质 量 问题 ,再加 上 自动化
2混粉加 工方法 实现镜 面加工效果 . 在 放 电加 工 液 内混 入 粉 末 添 加
() 以加工 用传统切 削加工方 法 智能化 一 系列 的技 术进 步 ,使得 线切 剂 ,以高 速获 得光 泽 面 的加 工方法 称 2可 难 以加 工或 无法 加工 的形状 复 杂 的工 割加 工技术 有 了质 的飞 跃 ,其 以柔克 之为混 粉 加 工。该 方法 主要 应 用于复
现 代 制 造
维普资讯
数控线切 割加工技术已取得 了突破性 的进展 。该 文就数控线切割加工技术 的特点、数控线切割加工新 工艺 的应用 以及数控线切 割加工 技术 的发展趋势 三方面展开 了较为详尽的论述 ,对模具加工的从业人 员有所帮助 。
数 控 线 切 割技 术 在 模 具 制造 业 中的应 用 与展 望
线切割简介

03 线切割设备与系 统
线切割设备的种类
数控线切割机
数控线切割机是使用最广 泛的线切割设备,具有高 精度、高效率的特点,可 以加工各种形状的工件。
机械线切割机
机械线切割机使用传统的 机械传动方式,具有价格 低廉、使用简单的优点, 但精度和效率相对较低。
激光线切割机
激光线切割机使用激光束 进行切割,具有切割速度 快、切口质量好的优点, 但价格较高。
控制系统是线切割设备的辅助 系统,主要包括操作面板和控 制系统,操作面板用于设置和 调整加工参数,控制系统则根 据程序控制设备的运动轨迹和 加工过程。
线切割设备的选型与使用
选型
根据加工需求和预算选择合适的线切割设备,需要考虑设备类型、精度、效率 、价格等因素。
使用
使用线切割设备时需要注意安全操作规程,确保设备运行稳定、加工质量良好 。同时,需要定期维护和保养设备,保证设备的正常运行和使用寿命。
智能优化
利用智能算法优化加工参数,提高加工效率和产 品质量。
05 线切割加工实例
模具零件的线切割加工
模具零件的复杂外形和内部精细结构 对加工精度和表面质量要求较高,线 切割加工可以满足这些要求。
通过使用数控线切割机床,可以实现 对模具零件的高精度加工,提高生产 效率和产品质量。
精密零件的线切割加工
线切割系统的构成
数控系统
切割电源
切割头
控制系统
数控系统是线切割设备的核心 ,可以根据加工要求进行编程 ,控制设备的运动轨迹和加工 参数。
切割电源是提供电火花放电能 量的设备,根据设备类型和加 工要求选择合适的电源。
切割头是线切割设备的关键部 件,主要包括电极丝和喷水器 ,电极丝对工件进行切割,喷 水器则对电极丝进行冷却和冲 刷。
电火花线切割在模具产品加工中的实际应用

题目:电火花线切割在模具产品加工中的实际应用学生姓名:***所在院系:机电工程学院所学专业:机电一体化技术指导老师:***所在班级:摘要随着在我国国民经济的飞速发展,特别是工业技术飞速发展的新形势下,急需发展模具加工技术,而数控电火花切割技术正是模具加工工艺领域中的一种关键技术。
目前在电机,仪表等行业新产品的研制开发过程中,常采用数控电火花线切割方法直接切割出零件,大大缩短了研制周期,并降低了成本。
在众多工业产品的生产过程中,都用到了数控电火花切割机床,如飞机制造、汽车模具制造、手机零部件的生产等,因此电火花机床的研究与改进是我国国内市场的需要,也能为我国的工业的发展起一定的作用。
电火花线切割,其基本工作原理是利用连续移动细金属丝(成为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
本次论文以电火花线切割为主线,综合了线切割的发展,电火花线切割机床,电火花线切割加工质量及其影响因素,电火花线切割加工程序编制等。
把以前学过的基础课程融汇到综合应用本次论文当中来,所谓学以致用。
关键词:工业生产电火花线切割发展史加工质量程序编制AbstractIn recent years, along with the rapid development of our national economy, especially industrial technology rapid development under the new situation, it is urgent to mould processing technology development, and ncedm cutting technology in the field of mould processing technology is a key technology. At present in the motor, instrument industries new product research and development process, often USES NC edm unit. The method directly cutting out parts, greatly shorten the development cycle, and reduce the cost. In many industrial production process, both use the nc edm cutting machine, such as aircraft manufacturing, auto mould manufacturing, mobile phone components production, so edm research and improvement is China's domestic market needs, but also for the development of our country's industry plays a role.Wire-cut edm, are basic working principle is to use continuous motion thin metal wire (become electrode wire) as electrode, workpiece pulse to spark discharge removal in metal, cutting shape.This paper wire-cut edm as the main line integrated with the development of wire-cut, edm wedm, wire cut edm quality and its influence factor, wire cut edm programming, etc. The had learned the basic course of this thesis cutlrey to comprehensive application, the so-called middle to apply it.Key words: Industrial production Wire-cut edm history processing quality目录第 1 章数控电火花切割原理 (1)第 2 章数控电火花线切割的特点 (1)2.1数控电火花切割的工作特点 (1)2.2电火花线切割对工作环境的要求 (2)2.3数控电火花线切割在塑料模加工中的应用场合 (3)2.3.1. 数控电火花线切割在动模加工中的应用 (4)2.3.2数控电火花线切割在定模加工中的应用 (4)2.4数控电火花线切割在工具电极加工中的应用 (5)2.5数控电火花线切割在零配件加工中的应用 (6)2.6数控电火花线切割在塑料模加工中的几种特殊应用方法 (6)2.6.1数控电火花线切割在顶针孔加工中的应用方法 (6)2.6.2数电火花控线切割在斜顶孔加工中的应用方法 (7)2.6.3数控电火花线切割在上下异形件加工中的应用方法 (9)2.6.4数控电火花线切割在斜导柱孔加工中的应用方法 (10)2.7线切割加工工艺分析 (10)2.7.1凸模加工工艺 (10)2.7.2凹模板加工中的变形分析 (12)2.7.3凹模板型孔小拐角的加工工艺 (13)结束语 (14)致谢 (16)参考文献 (17)第1 章数控电火花切割原理电火花数控线切割加工的过程中主要包含下列三部分内容(如图1-1 所示):图1-1 电火花线切割加工原理图。
电火花线切割在塑料模具加工中的应用
电火花线切割在塑料模具加工中的应用电火花线切割是塑料模加工的利器。
在动模、定模、霉配件和特殊加工场合发挥出越来越重要的作用。
一、应用场合电火花线切割对工件的硬度不限,可以加工形状复杂的工件,在塑料模加工中应用广泛。
1.动模和定模加工电火花线切割在动模加工中的应用常有镶件孔、顶针孔、司筒孔、斜顶孔等。
在定模加工中的应用常有镶件孔、镶针孔等的加工。
2.工具电极加工在塑料模中,动模、定模有许多微小的地方或形状较复杂的面需要采用电火花成型。
工具电极若有细异形孔、窄缝和复杂斜面的型柱、型孔,就必须使用电火花线切割机床。
由于铣刀总存在着半径R,在要求尖角的模具中,电极也常常要用电火花线切割进行清角。
清角加工充分利用了电极丝R小,可变锥度大的优点。
在电极的切割过程中,切记考虑电极成型时所用的放电间隙。
一般有粗、精电极两种,放电间隙分别约为单边0.15mm、0.05mm,在大型工件加工中还需要用到粗中精三个电极,放电间隙分别约为单边0.3mm、0.15mm、0.05mm。
在加工孔时,补正值要加上单边放电间隙,也即将孔割大双边两个放电间隙。
如加工一个10mm的孔,若放电间隙为单边0.3mm,则加工后的孔的尺寸为10.6mm。
在加工外形时,补正值要减去单边放电间隙,也即将电极外形双边割小两个放电间隙。
如加工一个10mm×10mm的正方柱,若火花位为0.3mm,则加工后的尺寸为9.4mm×9.4mm。
3.零配件加工电火花线切割在零配件加工中的应用常有:动模定模镶件、斜顶、滑块、销钉孔以及一些耐磨板、压板压条等。
零配件加工时常常也考虑配合间隙,一般取值的规则是将镶孔割大0.003~0.005mm,而镶件照正常数据加工。
或者在不知镶孔大小的情况下将镶件单边放大0.003~0.008mm,以免镶件过小不能使用。
在斜度镶件加工时,底部顶部一般都放长1mm左右。
因为在装配时可以把镶件装得很紧,不留一点缝隙,多余的部分可以用铣刀或钞轮加工去掉。
线切割的使用场景
线切割的使用场景
线切割是一种常用的金属加工工艺,通过高温高压的电火花放电,将金属材料切割成所需的形状和尺寸。
线切割具有精度高、切割效率高、加工表面光洁度好等优点,被广泛应用于以下场景:
1. 模具制造:线切割可以精确地切割出各种形状、尺寸的模具
零部件,如冲压模具、注塑模具等。
2. 机械制造:线切割可以制造各类机械零件,如轴承环、齿轮、刀具等。
3. 精密加工:线切割可以制造各类精密零件,如光学镜头、石英、陶瓷等。
4. 航空航天:线切割可以制造高精度、高强度的航空航天零件,如涡轮叶片、气门座圈等。
5. 医疗器械:线切割可以制造各类医疗器械的零部件,如手术
器械、显微镜等。
总之,线切割具有广泛的应用场景,可以制造各类零部件和产品,提高生产效率和产品质量。
- 1 -。
线切割加工范例
线切割加工范例全文共四篇示例,供读者参考第一篇示例:线切割加工是一种常见的金属加工方式,它通过使用高压水流或电火花,将金属材料切割成所需的形状和尺寸。
在现代工业生产中,线切割加工被广泛应用于各种领域,包括汽车制造、航空航天、电子设备等。
本文将介绍线切割加工的工作原理、设备以及一些实际应用范例,希望能为您对线切割加工有更深入的了解。
一、工作原理线切割加工的工作原理主要分为两种,即高压水流切割和电火花切割。
1. 高压水流切割:高压水流切割是利用高达数千甚至数万psi的水流,通过喷嘴喷射出来,对金属材料进行切割。
水流在经过特殊设计的喷嘴后,形成高速的射流,对金属材料产生强烈冲击力,从而将其切割开。
高压水流切割具有切割速度快、精度高、无热变形等优点,适用于各种硬度的金属材料。
2. 电火花切割:电火花切割是通过在两个金属板之间产生电火花,将金属材料熔化并蒸发,从而实现切割。
电火花切割具有切口干净、精度高、适用于复杂形状的金属件等优点,但是切割速度较慢,适用于需要高精度的切割工艺。
二、设备1. 高压水切割机:高压水切割机主要由高压泵、控制系统、切割头等部件组成。
高压泵能将水流压力提升到数千psi以上,控制系统可以精确控制切割头的运动轨迹,从而实现高精度的切割。
2. 电火花切割机:电火花切割机主要由控制系统、电极、工件、电解液等部件组成。
通过在工件表面产生电火花,将金属材料熔化并蒸发,实现切割。
控制系统可以控制电火花的位置和强度,从而实现精确切割。
三、应用范例线切割加工在各种领域中都有广泛的应用,下面将介绍一些实际应用范例。
1. 汽车制造:汽车是线切割加工的重要应用领域之一。
通过线切割加工,可以对汽车零部件进行精确切割,如车身、发动机零件、底盘等,从而提高汽车的质量和性能。
2. 航空航天:航空航天是对精度要求较高的行业,线切割加工在航空航天中具有重要的应用价值。
通过线切割加工,可以制造出各种复杂形状的航空零部件,如飞机机身、发动机零件、附件等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具加工中线切割技术的应用
线切割技术采用的是电火花技术,它在模具表面有很大的应用,为改进模具表面的质量,利用电火花脉冲放电产生高温的工作原理,用硬质合金如YG8等做电极材料,将硬质合金材料熔渗到模具及易损件的工作面上,形成一层高硬度、高强度、高耐磨、高耐温、又不剥离的硬质白色合金强化层,改变表面的物理、化学性能,是对模具进行表面处理非常有效的方法。
电火花强化层是电极和工件材料在放电的瞬间在高温高压条件下重新合金化,而形成的新合金层,不是电极材料简单的涂覆和堆积。
合金层与基体金属之间具有氮元素等的扩散层,与基体结合牢固,极耐冲击。
线切割技术强化处理时,由于放电时间很短,放电点的面积又很小,放电的热作用只发生在工件表面的微小区域,而整个工件仍处于常温状态或升温较低,工件处于冷态,时间短,不会产生退火或热变形。
电火花改性是在空气或液体介质中进行的。
它既可以作用在零件的局部表面,也可对一般几何形状的平面或曲面进行改性,比如刀具、模具、机械零件等。
电极材料可以根据用途自由选择,在修复己磨损的机器零件时,可采用碳元素、紫铜、黄铜等材料作为电极,这些材料来源比较广,而且材料消耗量也很少。
可通过对电气参数的调节和改性时间的控制来获得不同厚度和表面粗糙度的改性层。
操作方法容易掌握,不需要技术等级高的操作人员。
它可以用少量材料起到大量、昂贵的整体材料难以达到的效果,既能提高产品的硬度、耐磨性及高温红硬性等性能,显著提高产品的使用寿命,又能大大减少贵重材料的消耗,降低生产或维修成本。
线切割技术与模具加工是相互关联的,坚诺士线切割配件、线切割技术生产与模具加工原理相结合。
何以见得呢,请跟坚诺士小陆一起来看下文详解!。