莱钢2 #1880m 3高炉工程建设及开炉实践
莱钢2×265m2烧结机主要工艺技术及改进

1 前
言
4 多辊 布料技 术 。烧结 机采 用梭 式布 料器 、 ) 圆
辊 给料 机 、 辊 布料 器联 合 布 料 , 证 布料 偏 析合 多 保 理、 改善料 层透气性 , 以实现厚 料层烧结 。 5 新 型节 能 型 点火 器 。采 用节 能 型 双斜 带 式 ) 点火 器 , 炉 煤 气二 次 点火 , 焦 具有 优 越 的点 火性 能
莱钢 2×2 5m2 结机主要工艺技术及 改进 6 烧
吕海 滨 , 刚 杨继
( 莱芜钢铁集团有限公司 型钢炼铁 厂, 山东 莱芜 2 10 ) 71 4 摘 要: 莱钢 2 6 ×2 5 l n 烧结机 系统设计采用 了配料宽带给料 、 强化制粒 、 多辊布料 、 热风 厚料层烧结等 多项新工艺 、 技 新
以及 先进 、 合理 、 实用 、 全等 优点 , 安 技术 含量 高 , 节 能效果显 著 。 6 热 风 烧 结 技 术 。收 集 环 冷 机 高 温 段 3 0 ) 0
莱 钢 1、06 结 机 先 后 于 2 0 22 5m 烧 0 4年 5月 、
20 年 1 05 月建 成投 产 , 并分别 实 现 7d6d 、 达产及 月 达 产 。烧结 机运 转正 常 , 结 主要技 术经 济指标 稳 烧
产高产 、 优质 、 低耗 。
制粒、 烧结 、 冷却 、 成品整粒 、 铺底料、 抽风除尘和冷 返矿循环等系统组成 , 采用无热筛、 环式冷却 、 双抽
风 系 统 等新 工 艺 , 有工 艺 畅通 、 最大 限 度地 减 具 能
莱钢2×105m 2烧结机降低能耗的生产实践
督 ,确保 烧透 烧好 .使 固体燃 耗 约下 降 1k/。 0gt
2 2 对 点 火 器 进 行 改 造 ,实 施低 负 压点 火技 .
术
5 . 2 ,有 效地改 善 了料 层 透 气性 ,从而 提 高 了 94 % 4 烧结矿 产量 ,降低 了能耗 。另外 ,外配燃 科项 目的 投入运 行 ,使燃料在 台车 上 的分 布更为台 理 ,固体
表 1 近几 年 蓁 钢 烧 结 能 耗 比 较 表
2 降低 烧结 能耗 措施
从而实 现低 负压点火 。生产 实践 证 明,通过 以上 改
造 ,有效 提 高 了点火质量 ,降低 了煤 气 消耗 ,使煤 气 消耗 降至 现在的 010G/。 .0 Jt
2 3 推行小球 烧结 技术 . 20 年 2月份 和 3月份 ,强化 制粒 ,外配燃料 01 项 目在 莱钢 2×15 2烧结 机 上投 人 运行 ,开始 实 0m 行小球烧 结 。烧结厂 新增加 了两台混合 机作为强力 造球机 ,其 规 格 为 0 20×10 0 m,混 匀 造 球 时 30 80r a 间为 5 6分钟 。通过近 半 年的试 运行 ,效 果较为 显 .
…
‘
均处 于 同行 业落后水 平 ,尤其 工 序能耗 高达 9 k / 0 gt
以上 。为了摆脱这种 落后 局 面 ,近几 年来 ,通过不
莱 钢 2×15 2 结机 分 别于 19 年 和 19 0m 烧 93 95年 建 成投 产 。双 机投 产 初期 ,各项生 产技 术经济指标 断进行技 术 改造 ,完 善和优 化烧 结工 艺流程 ,加 强 工艺管 理 ,使烧结 能耗大 幅度下 降 ,见 表 1
关键 词 :烧 结能耗 措施 洚低 能耗
Ah a. :T e e in n ry s n e r a o td i aw t lO e u ig s tr g e eg 0 s m 0 s. a  ̄ h Nee te e g g r 船u龄 d p e n L i u S e i r d cn i ei n r y c n u n e l n n n a d . n rc c le p r n e a p ee t i ti p p r n q l pa t a x e e c r s ne n h s a , , e o i i d e Ke wo t : s t l g e eg " o s mp o y rl s n t i e n n r yc n u t n,mes s e r s g e eg o s mpi n i a me ,d ce i n ry c n u t a n o
莱钢2 #高炉原料矿槽除尘系统设计

CI i o g - Zh —y n I I
( / ae Wua inhn m rn et/ re/ S oe n / hnT ce E /om n Po co a g a ttn&/ c & Td o g o ,Ld W hn407 ) e e em / yC . t. ua 309 n o
以粉尘不在 管道 内沉降且管道磨损较小为准。 () 料车及矿槽除尘 。对于移动卸料车这种直线不定 3卸 点移动尘源 , 本设计 采用了移动式除 尘通风 口装置 , 该装置 具有性能稳定可靠 , 维修使用方便 , 治理矿槽卸 料车除尘所 用 风量小 , 捕集粉尘效果好 , 投资省等特点。 2 4 工艺设备产尘点及风量 .
C v ri lo u e i h o d p t h sd d sig s s m i f cie a d c ra hte r q ie ns o  ̄in o e sas sd nt ela i.T i e u t y t n e se e t n m e c h e u rme t fd g . v Ke wo d ba tfr a e oe— tn d d sig y r s ls u n c r ak e ut n
莱 钢 2 高炉 原 料矿 槽 系 计 舞 除尘 统设
迟 志勇
( 中钢集 团天澄环保科技股份有 限公司 武汉 40 7 ) 309
二冷动态配水在莱钢2#板坯连铸中的应用
数 ; I 分系 数 ; d 分 系数 。 K, 积 K, 微 如何衡量调节变化趋势 ? 从传热学的角度分析 , 设定点 ( 每个冷 却 区出口的 ) 的温度变化是 由两部分传 热造成 的 , 其一是 由于 当地 的二冷水冷却作用( 铸坯表面换热 ) 和垂直于铸坯表面方 向上 的导 热 作 用 ; 二是 由于铸 坯 移 动造 成 的 , 传热 方 程 中的 对 流项 。 于 其 即 对 非稳态传热 , 当拉速有较大 的波动时 , 比较而言 , 第二部分的作用可 能是主要 的。因此 , 仅仅用两个时刻 的温度和 目标温度的差值判断 水 量 调节 的情 况 和趋 势 可能 是 不 够 的 , 应考 虑 拉 速 和 调节 时 间 间 还 隔 的影 响 。我 们引 入 斜率 参 数 来描 述 调节 的趋 势 , 义斜 率 如下 : 定
1前言
莱钢型钢 2 #老连铸机是 20 04年 7月投产 的常规板坯连铸机 , 铸坯 的二次冷却采用参数控制。 参数控制 的思路是根据浇铸钢种 的 特性 , 出要使铸坯 ( 找 若干控制点 ) 表面温度符合 目标温度时各冷却 段水量 的控制参数 A、 、 B C,建立符合 Q A B + = V+ V C二次方程式 的 水 量 控 制 模 型 。 这里 A、 c是 储 存 于智 能仪 表 ( L ) B、 P C 的参 数 , V是 拉 坯 速 度 , 各 回路 冷却 水 量 【 Q是 1 实 际 应用 中 , I 。在 如果 拉 坯 变化 不 大 , 种 控 制 方 式 可 以将 铸 坯 温 度 控 制 在 目标 温 度 附 近 , 够 保 证 这 能 铸坯 内部质量 。但这种控制为静态控制 , 只能适用于拉速相对稳定 的情况 。在热换中包 和水 口等过程 中, 拉速从正常值降到零或低拉 速 , 个 冷 却 区 的 水量 会 同 时减 小 。但 是 , 时 铸 坯 表 面 温 度 还 较 各 此 高 , 内部 钢水 静压 力 的作 用 下 , 坯 会 产 生鼓 肚 变 形 , 致 铸坯 内 在 铸 导 部产生裂纹 和偏析 ; 鼓肚变形还会增加拉坯阻力 , 造成设备故障。 为 了解 决减 速 过 程 中 的 问题 , 钢技 术 人 员 在 生 产实 践 中摸 索 出一 套 莱 工 艺 参 数 , 用人 工 控 制 , 热换 中包 过 程 中逐 步 降 低拉 速 , 采 在 逐步 降 低 各 个 冷却 区的 水量 。这 种 控制 方 式 人 为 因素 较 多 , 能 很好 地 控 不 制生产 , 不能有效地保证铸坯质量 。 经过两年 的生产实践 , 发现该连 铸机不能满 足产量和质量的要求 ,为了提高产量和铸坯质量 ,07 20 年 1 , 0月 对老铸机进行了改造 , 采用了新 的二冷动态配水技术。 2有 效 拉 速控 制 方 法 从传热 的角度来分析 , 以把铸坯 的传热和凝 固过程分为三个 可 环 节 : 先 , 液 固界 面 ( 两 相 区 中 ) 首 在 或 由于液 固相 变 放 出凝 固潜 热 ; 其次 , 这些热量经过 已经凝 固的坯壳传导到铸坯表面 ; 最后 , 经过表 面换热被冷却水带走 , 或辐射到周 围环境 中。 在上述三个环节 中, 经 过坯壳的传导是限制环节 , 而坯壳 的增长与凝固时间的平方根成正 比。二冷配水应该符合上述传热规律 , 即二冷水量应该根据坯壳 的 凝 固时 间或” 坯龄” 来决定。在恒定拉速的生产过程中 , 铸坯所经历 的冷却 时间仅仅是拉速的 函数 ; 因此 , 二冷水量可 以表达为拉速 的 函数 , 这也是二冷参数控制法的理论基础。 借鉴上述思想 , 在拉速变 化 的连铸过程 , 各个冷却 区的水量 由有效拉速来 确定 , 有效拉速根 据铸坯的“ 坯龄” 计算得出。定义有效拉速如下 :
莱钢炼钢厂型钢2#连铸车间更换水口操作对铸坯质量影响的研究与控制
图一
型钢2机14 # 月份更换水 口 质量缺 陷分布图
3 %
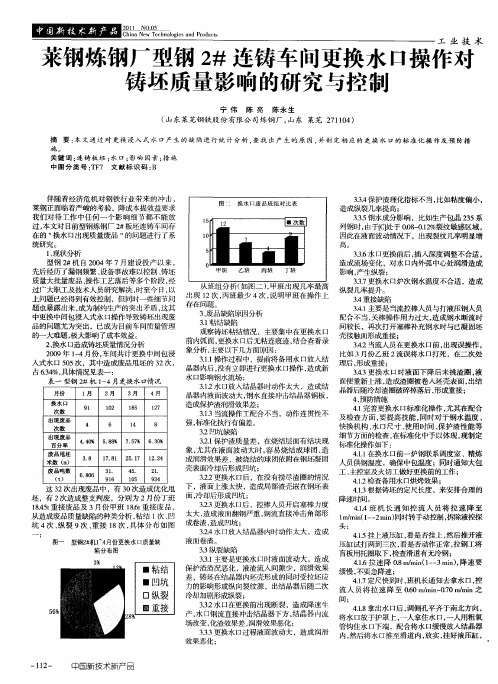
从 班组分 析( 图二 ) 甲班 出现几 率最高 如 , 出现 1 次 , 2 丙班最 少 4次 , 说明 甲班在操 作上 存在 问题 。 3废品缺陷原因分析 、 3 粘结缺陷 . 1 观察铸坯粘结情况 ,主要集 中在更换水 口 前 内弧 面, 更换水 口后无粘连 痕迹 , 结合查看录 象分析 , 以下几方 面原 因 : 主要 3 .操作过程 中,提前将备用水 口放人结 .1 1 晶器 内后 , 没有立 即进行更换水 口操作 , 造成新 水 口影响钢水流场 ; 3 .水 口放人结 晶器时动作太 大 ,造成结 .2 1 晶器 内液面波动大 , 钢水直接 冲击结 晶器铜板 , 造成保护渣润滑效 果差 ; 3 .当流操作工配合不 当,动作连 贯性不 .3 1 强 , 准化执行有偏差 。 标 3 凹坑 缺陷 _ 2 3 .保护渣质量差 ,在烧结层 面有结块现 .1 2 象, 尤其 在液面波 动大时 , 易烧结 成球 团 , 容 造 成润滑效果差 ,被烧结 的球 团依 附在钢坯凝 固 壳表面冷却 后形成 凹坑 ; 3 .更换水 口后 ,在没有捞尽渣 圈的情况 .2 2 下 ,液面上涨太快 ,造成局部渣壳嵌 在钢坯表 面, 冷却后形成 凹坑 ; 3 .更换水 口后 ,控棒人员开启 塞棒 力度 .3 2 太大 , 造成液面翻钢严重 , 钢流直接 冲击 角部形 成卷渣 , 造成 凹坑 ; 3 . 【放入结 晶器 内时动作 太大 ,造成 .4水 = 2 _ _ ] 液面卷渣。 3 纵裂缺陷 - 3 3 .主要是更换水 口时液 面波 动大 ,造成 .1 3 保护渣渣况恶化 ,液渣流人 间隙少 ,润滑效果 差 ,铸坯在结晶器 内坯壳形成 的同时受拉坯应 力的影响形成纵 向裂纹源 ,出结 晶器后 随二次
莱钢2#1000m 3高炉提高原燃料利用率的生产实践

稳 、 、 的精料 方针是 高炉高产低 耗的基本途 径 。 小 匀”
其 中“ ” 是要求筛 净 <5m 净 就 m的粉末 , 由于原 料受 自身含水量 、 成分 和质量影 响较大 , 实际生 产中很难 完全筛除 。为了实 现精料入炉 , 1 0 0m 高炉主要 0 从更换振筛 和改 良振筛工作方式 两个阶段入手 。
矿 比例 尤其 不利 。对 此 , 在筛 分过程 中 , 尽量减小 大 仓启 闭器 的开度 , 降低振动筛 上料层厚 度 , 使筛分 速
造成 高炉透气性变 差 ,压差 升高 ,严重 时出现崩塌 料, 导致煤气 流失常 , 比上升 , 焦 产量下 降。 2改 良振 筛工作方式 。 ) 针对入 炉粉末较 多现象 ,
维普资讯
第3 0卷 第 1 期
20 0 8年 2 月
山 东 冶 金
S a d n Meal r y hn og tl g u
.
V I 0. . o _ No 1 3 Fe r a y 2 0 b u r 0 8
・
节能减 排 ・
莱钢 21 0 3 # 0 01 高炉提 高原燃料利用率的生产 实践 1 1
2 提高块矿配 比
1 0 炉炉料 结 构采 用 高碱 度烧 结 矿 + 0m 高 0
球 团矿 + 矿三元结构 。其 中球 团主要包括 鲁南球 块 团和莱矿球 团 2 , 矿全需外购 。 种 块 随着高炉冶炼强 度不断强化 , 团矿供应紧张 。 球 在高炉稳 定顺行 的条
1更换振筛 。21 0 3 炉投产初期 , ) 0m 高 0 采用单 层立 置环保筛 , 间距 5 m, 筛棒 筛分效 果较好 , m 入炉
加了 自清理装置 , 并通过 自控程序 控制 。 在进行筛 分 工作 时 , 先启 动振 筛 , 空振 1 0—2 , 强筛 网 自清 0s加 理 ,使夹在 棒条之 间的原料得 以清除 ;再启 动给料
韩国产多功能辊缝仪在莱钢2号板坯连铸机上的应用

使用与维护
韩国产 多功能辊 缝仪在莱钢 2 号板坯连铸机上 的应 用
陈 亮 宁 伟 王继坤 张 谱 张 伟
( 莱钢银 山型钢有 限公 司炼钢 厂 莱芜
摘 要
2 10 ) 7 14
介绍引进韩 国的P OW E C铸机生产线监控 系统—— 多功能辊缝仪 的功能、 R Mn 特点及应用情况 ,
对 比分 析 的情 况 , 由此 可 方 便 了解 该 流 对 弧 状 况
1 — —
—
—
第 2 卷 2 1年 第 4 ( 8 00 期 总第 18 ) 4期
使 用与维 护
gg/ 目 0 dI J
液压 系统 的维护
张 雄 杨瑞 林 ( 中冶南方 冷轧新材 料技 术有 限公 司 新余
() 1 辊缝 。 多功 能 辊 缝 仪 测 量 导 辊辊 缝 的原 理 ( 图 1 : 缝传 感 器是 采用 机械式 线性 差分 变 见 )辊 送 器 (V T 为检 测元 件 , 缝 仪在 连铸 机 内进 行 LD ) 辊 检 测 时 , 感器 处 于平 稳 的直线 的运 行 状态 , 经 传 在 过内弧与外弧导辊时辊缝仪记录下传感器检测得
图 6 两次辊缝数据对比分析曲线
( ) 弧 : 7 示测 量 流道 的对 弧 状况 , 果 2对 图 显 如 测 量 得 到 的 对 弧 数 值 在 标 准 值 ± 05 m范 围 内 .m
坏轴 承位 置 的传 感 器检 测 出来 。
( 图 中标 注 的 正 常 对 弧 区 间 内 ) 则 说 明对 弧 数 即 , 值 处 于正 常状 态 。 图中显 示该 流 S G 中 5 E 3 号导 辊 出现对 弧异 常点 , 检查 该导 辊一 端轴 承损 坏 。 经
莱钢2#1080 m^3高炉热风炉动力系统优化改造

( 山钢股份莱芜分公司 炼铁厂 , 山东 莱芜 2 7 1 1 0 4 ) 摘 要: 山钢股份 莱芜分 公司炼铁厂 2 ' 1 0 8 0 I n 高炉热风炉采取提高热风炉预热器换热效率 、 优化改造 热风炉助燃 风 、 废气
回收系统 、 应用 局部加压技 术 、 改造热 风炉助燃风机 等措施 , 使 高炉动力系统 与当前 的高 炉炉容进一步 匹配 , 平均风 温由 9 8 3 . 6 7。 c 上升至 1 0 0 7 . 3 3 ℃, 燃料 比由 5 4 5 . 0 7 k g / t 下降至 5 3 9 . 4 5 k g / t , 高炉年节约动力成本 1 0 0 0 余万元 。
2 存 在 问题
2 . 1 换 热面积小
冬 季采 暖 使 用煤 气 以及 高炉 集 中停 炉 检 修 的情 况 下, 系统 管 网煤 气 压 力更 低 , 无 法 满 足高 炉 正 常生
产煤 气 压力需 要 。正 常煤气 压力 情况 下 , 送风 前期
1 0 8 0 m 高炉使用 内燃 式热 风炉 , 其 燃烧 室和 蓄热 室在 同一 壳体 内 , 用耐火 材 料砌 筑成 的 隔墙 将 其分 开 。这种 热风 炉存 在一 定技 术缺 陷 , 隔墙 两侧 温 差不 仅 大 , 还 是 变化 的 , 特别 是 在燃 烧 末 期 和送
关键 词 : 高炉; 热风炉 ; 动力系统 ; 助燃风机 ; 高炉煤气
中图分类号 : T F 5 7 8 文献标识码 : B 文章 编号 : 1 0 0 4 — 4 6 2 0 ( 2 0 1 4 ) 0 1 — 0 0 5 4 — 0 2
1 前
言
不具 备对高 炉热风炉 系统进行 改型换代 的条件 。
热 风炉 助燃 空 气 预热 器 主要 利用 热 管原 理 , 对 废 气 的余 热通 过 热 交 换 的方 式 实 现 回 收 利 用 。 通 过对 现场 1 ~ 高炉 预热 器参数 进行 对 比分析 发 现, 1 、 3 一 高 炉 的冷 风通 过 预热 器 预热后 可 由常 温升高 到 1 7 0 c c以上 , 而2 高 炉可仅 升高 到 9 0℃左 右, 2 高炉助燃 风预热器换 热效率 较低 。 2 。 3 高炉 助燃风 、 废气 回收 系统局部 缩径
菜钢2 #竖炉二次冷却框架改造
莱 钢科 技
20 0 7年 2月
菜钢 2 竖 炉二 次 冷 却框 架 改造 #
李玉东 王庆远 罗宗尧 张加芹 孙其奎 ( 烧结厂)
摘
要 : 对 2 竖炉二 次冷却 框 架存在 的 问题 , 出合理 的 改造 方案 , 针 提 并进行 实施 , 取得 了预期 的效果 。
工 的劳 动强度 。
易变形 , 连接水管漏水和篦条脱落 , 为解决现有结构 方 式存在 的问题 , 对现有 的二 冷系 统结构进 行 改造 。
3 1 二冷 框架 改造 . 去 除 原有 的十 组二 冷 框架 , 改用 无缝 钢 管 做框 架, 在钢 管 上焊接 不锈 钢板 作为底 座 , 不锈 钢板 上 在 安装新 型二 冷篦板 。
( h it i l t T eSne n Pa ) rg n
Absr c A a in l r c n tu tn c e s p o o e nd mp e ntd n c o d n e wi te e it g t a t: r t a e o sr ci g s h me wa r p s d a i lme e i a c r a c t h x si o h n
机械制造工艺及设备专业。现任烧结 厂维修一 车间工程师 , 主要从 扛现场机械设备的管理工作。
将现有单根二冷篦板加工成新型整体式篦板, 增
加 了强度 , 能 防止变 形 。材质 改用 耐 热钢 , 并 增加 了
篦板的耐热性能。每一块篦板间加工上的通风孔, 篦
板与钢管底座 之间用螺栓连接 。 ( 下转第 2 ) 8页
p b e n t e s c n a y c o i g fa o h . h f f r a e,o ti i g te e p ce e u t o r l ms i h e o d r o ln rme f rt e No 2 s a t u n c b an n h x e t d r s l. Ke r y wo ds:h f f r a e; e o day c oi g fa s a t u c s c n r o ln r me; rd p ae;r c n tu t n n g i l t e o sr ci o
莱钢265m 2 烧结机柔性传动系统改造
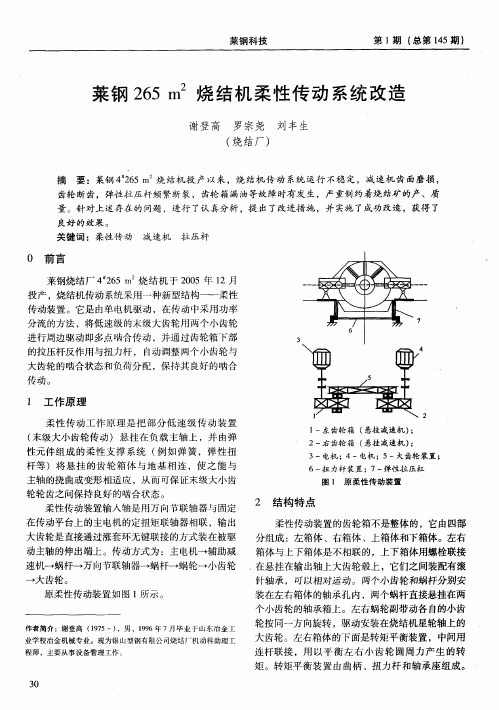
3一电机 ;4一电 机 ;5一犬齿 轮 装 置 ;
6一扭 力 杆 装置 ;7一弹性 拉 压 杠
图 1 原 柔性 传 动 装 置
柔 性传动 装置输入 轴是用 万 向节联 轴器 与固定
寸 ,采用 了功 率分 流 的方法 ,将低 速级 的末 级 大齿 轮 用多个 小 齿轮进 行周 边驱 动 ,即所 谓多 点啮合 传
.
有限 ,所 以万 向节 联 轴 器 、弹 性 拉压 杆 断 裂频 繁 ,
投 产两 年多 来 ,弹 性 拉 压杆 就 更 换 1 0套左 右 ,浪 费大量 的人 力 、物 力 和财力 。 3 两个 小 齿 轮 问 的 弹性 拉 杆 在 运 转 程 中 , ) 有 较大 的 冲击载荷 ,使 大 、小齿 轮间 的啮合 点频繁 滑 动 、冲击 ,造成 轮齿 间 的磨损严 重 ,改造 前两个 小 齿轮分 别 于 2 0 0 6年和 2 0 断过齿 ,大 齿 轮 已 07
分流 的方 法 ,将低 速级 的末 级大齿 轮用两 个小齿 轮
进行周边 驱动 即多 点啮合传 动 ,并通 过齿 轮箱下部
的拉压杆 反作用 与扭力杆 , 自动调 整两个小 齿轮 与 大齿 轮 的啮合 状态 和负荷分 配 ,保 持其 良好 的啮合
传动。
1 工 作原 理
柔 性 传 动 工作 原 理 是 把 部分 低 速 级 传 动 装 置
明小 齿轮 和大齿 轮设 计 的强度 不能 满足要 求 。 4 )小 齿轮 箱 中齿轮 与涡轮 间 的轴承 常损坏 。 5 )小 齿 轮 箱 与 箱 体 之 间 的密 封 没 能解 决 好 , 漏 油现象 时有 发生 ,既 浪费成 本 ,又污染 环境 。 ’
莱钢2 #1880m 3高炉提高风温生产实践
2 1 年 6月 01
莱 钢 2 180m # 8 3高 炉 提 高 风 温 生产 实践
安进博 ,王 尚东 ,罗茂春 ,范涵汝
( 1型钢炼铁厂 2股份 炼铁 厂)
摘 要:在 高炉入炉矿综合品住降低、限产等外界不利条件下,21 8 高炉通过优化 高 80m 炉操作 制度 、加 强 筛分 管理和 出铁 管理 ,不断提 高风温使 用水平 ,使 高炉吨 铁 燃料 比控 制在
温 度升 高 ,促进 了 SO i 的还 原 ,而 SO i 还 原 消 耗
适 当降低风 口区的理论燃烧温度 ,改善料柱的透气 性 ,以使 高炉适 应 高风 温 。为 了维持适 宜 的理论 燃
烧 温 度 ,在高 炉操 作 中采用 r提 高喷煤 比和合 理富 氧等 手 段 。2 炉 正 常 生 产 时 合 理 的 火 焰 温 度 在
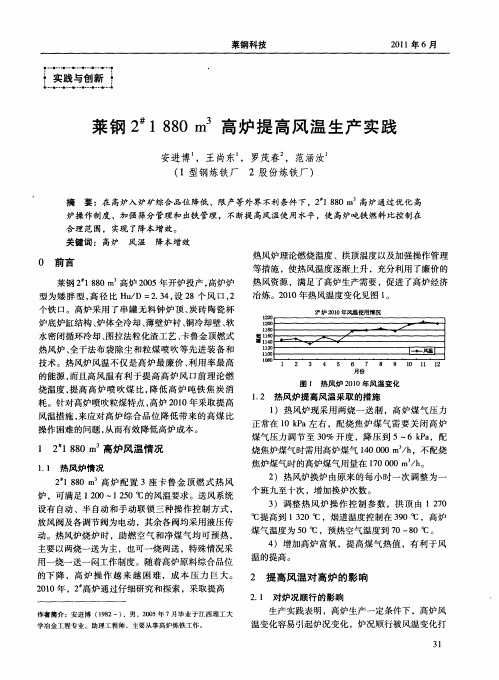
3 )调整热风炉操作控 制参数 ,拱顶 由 1 7 0 2
℃提 高到 1 2 0o 3 E,烟道 温度 控 制在 30℃ ,高 炉 9
煤气温度为 5 0℃ ,预热空气温度到 7 8 0~ 0℃。
4 )增 加高 炉 富 氧 ,提 高煤 气 热 值 ,有 利 于 风 温的 提高 。
I 1 1 8 0
广
n∞ 10 10
—
—
—
—
—
—
—
—
ቤተ መጻሕፍቲ ባይዱ
—
—
f
—
—
4 — 0 i I 1
瑚。
z
兰 == = 二 二= = 二
■了 — —
月份
+= -j - - 二 ;
卜二二=二二二==二二二二二巨 回= [—————————————————=— — ———— ————————— = 0] =———————————————— == — = —
PW型煤气烧嘴在莱钢2 #竖炉上的开发与应用

6 )煤气 加 压机 和助燃 风 机必 须 全 负荷
1 助 燃风 进入 环缝 以后 ,涡 流喷 吹在 运转 才能满 足竖炉 正常生 产需要 ,高速 、全 ) 烧嘴 出 口处 形成局部 的强 回流 ,将 高炉煤气 负荷运 行 ,使煤 气加压机 经常发 生故 障 ,严 中 的细灰 堵 塞在 烧 嘴 出 口处 ,造 成烧 嘴堵 重 影 响 了设 备 的使 用 寿 命 ,增 加 了维 修 费
烟气含 氧量低 ,炉 内氧化性气 氛差 ,使球 团 节 。
矿 的焙烧 ’ 序能力 指数大为下 降 ,满足不 了 42具 体 措 施 l . l 要求 。 艺 改 变 烧 嘴 结 构 形 式 。经 过 仔 细 研 究 筛
4 通 过烧 嘴 的煤 气 和助燃 风压力 高 , 选 ,根据生产 过程 中使 用的高炉 煤气 和焦炉 )
表 )和燃 烧 温度 、助燃 风 滴 煤气量和助 燃风量在环 缝部位 受到限制 ,燃 煤气 的特性 ( 1 表2 烧热值上不 去 ,炉 内焙烧温度 和热量受到 限 量 及燃 烧 其他 参 数等 艺要 求 ( ),决
制 ,成为制 约竖炉生产的瓶颈 。 定将7 环缝 涡流烧 嘴改为P W 直燃式煤气 5 )高压 气 流 导致 燃 烧 火焰 长 ,高 温火 烧器 ,设计 并确定 了安 装形式 和 内部结 构 焰 冲刷燃 烧室炉墙造 成炉墙 局部过热 ,严重 尺寸参数 。
燃烧室 灭火现象 ,即使 正常生 产 由于煤气压 低助燃 风 和煤气 压力 ,增 加管道 流量 。以提 力波 动 ,也易 出现 灭火现象 ,给竖炉生产带 高 燃 烧 热 值 ,避 免涡 流 形 式 导 致 的烧 嘴堵 来极大 安全隐患 ,而且高压气 流致使煤气燃 灰 、点 火 困难 和燃烧不 充分等现 状 。基 于 上切入 点 ,经过 反复论证 ,我们 认为烧 嘴 烧不充分 ,大大增加 了煤气消耗 。 3 受 环缝 结构 限 制 ,助燃 风在全 风满 结构形 式是导致 问题产生 的关键 ,如何改进 ) 负荷 的状态 下风量依 然不足 ,燃烧室 出口处 原 有 烧 嘴 结 构形 式成 为 解 决 问 题 的 中心 研
莱钢2^#高炉炉底炉缸侵蚀分析与长寿改造

2 0 1 3 年 6月
4 凡 翻L fk
山 东 冶 金
t a l l u r g y S h a n d o n g Me
V( ) 1 35 NO . 3
J u n e 2 01 3
《生 产 技 术 3
t 1 t t t ,
4 0 3 . 7 万t , 单 位 炉容 产 铁 4 4 8 6 t / m 。 根据 后 期 护炉
时I 司
图1 2 炉 炉缸环形炭砖部位侧壁温度变化趋势
和停 炉 后 的情况 分 析 , 从 耐 材 质量 、 冷 却强 度 、 结 构
设计 和测 温监控 方面进 行 了针 对性 长寿改 造 。
施 。2 0 1 0 年 9月 1 9日 , 检 修 增 加 炉 缸 侧 壁 测 温 电
砖 边缘 部分 尚可分 离 , 距 冷 却壁 0 . 6 I n 后 侵蚀 加 剧 , 与第 3 、 4 层 炭砖结 合致 密 , 内部逐 渐连 为一体 , 不 可
分 离 。采 用大 型机 具多 次对 其破 拆 无效 , 钻孔 爆 破
砖 上 部模 压 小炭 块 位置 , 捣 打 层及 第 1 层 小 炭块 部
2 炉缸炉 底 的侵蚀 状况
2 . 1 生产 中炉 缸炉底 的侵蚀 状况
分完整, 距冷却壁热面3 5 0 ~ 5 5 0 m m处, 见明显碱金 属侵蚀 造成 的炭砖粉 化情况 , 但5 5 0 m m处仍 存在部
偶, 发现 炉 缸 6 、 7 层环 形 炭砖 部位 , 3 、 4 组冷 却 壁 与
2 1 、 2 2 组冷 却壁对 应 的炉缸 高 点温度 分别 达到 6 3 8 、 6 0 9℃ 。9 月2 2日进 行 了 风 口布 局 调 整 , 风 口面 积
莱钢2#15MW TRT顶压控制系统故障分析及处理

莱钢2#15MW TRT顶压控制系统故障分析及处理分析了莱钢2#15MW TRT机组顶压控制运行状态时高炉顶压波动幅度大现象及原因,结合检修时检查和测量数据分析,制定静叶传动系统检修方案并予实施。
检修后,静叶调控高炉顶压稳定在±1kPa的良好水平,确保了高炉和TRT 机组的稳定生产。
标签:TRT;静叶;伺服马达;调节缸;顶压控制前言高炉煤气余压透平(TRT)是利用高炉炉顶煤气具有的压力能及热能,使煤气通过透平膨胀机做功,将其转化为机械能,驱动发电机发电的二次能量回收装置。
TRT机组与减压阀组并联,在投入顶压控制运行模式时,可替代高炉减压阀组调节高炉顶压,同时消除减压阀组调节高炉顶压时带来的噪音污染。
TRT投入顶压控制时,高炉煤气基本上全部经过TRT机组,高炉炉顶压力的调控由TRT 静叶来执行。
所以,TRT静叶调控能力对高炉稳定生产具有重要意义。
同时,TRT静叶调控高炉顶压相对稳定也利于TRT机组发电生产运行。
莱钢2#15MW TRT机组于2005年8月投产,自投产以来,取得显著的经济效益,不仅提升了钢铁企业自发电率,而且作为节能环保设施对能源的二次利用和降低噪音污染都做出了极大贡献。
至2009年6月份,机组在运行中频繁出现静叶调控高炉顶压能力下降现象,导致高炉炉顶压力波动幅度大,TRT机组不得不频繁退出顶压控制运行模式,发电负荷由8000kWh/h减少到5000kWh/h左右,限制了发电负荷的提升,同时也对高炉的稳定生产造成不良影响。
1设备故障情况2009年6月,机组在运行中出现静叶调控高炉顶压能力下降现象,具体现象如下:1.1在机组并网后手动升功率过程中,手动控制静叶开度由0%逐渐增至13%时,发电负荷无变化,继续开大静叶开度后,发电负荷随静叶开度增大而增大;手动关小静叶开度时也存在10%左右开度内的无效区。
1.2机组投入顶压控制后,与机组运行历史趋势图中的曲线对比发现,静叶系统在调控顶压时的动作幅度明显增大,顶压调控效果明显下降。
莱钢2 #1880m 3高炉高渣比冶炼实践

莱 钢 型钢 21 8 高 炉 20 年人 炉 料综 合 品 " 80m。 08 位 维持在 5.% 一5.%, 论渣 比≤30k/ 09 77 8 9 理 5 g 。20 t 年 以来 , 由于受 市场 影 响 , 结 矿配 料发 生 改变 , 烧 烧
炉 的同 时控制 适 宜 的返矿 比 , 不能 影 响料柱 的透 既 气性 , 引起炉况 波动 , 又要避 免合格 料 的浪费 。
21 加 强入 炉焦炭 管理 .. 2
3 ~ 5 g ;00 8 5 4 / 2 1 年 月至 2 1 年 2 kt 01 月人炉料综合
品 位 再 次 下 降 至 约 5 . 一 5 % , 比 上 升 到 53 % 5. 8 渣
45~ 1 g 。 由于 品位 降低 , 比上升 , 而导 致 0 4 5k/ t 渣 从 焦 比上 升 1 O~1 g , 5k/ 产量 下 降 10~20t燃 料 比 t 5 5 , 升高 2 0~2 g ; 5 / 同时还使 滴落 带 中渣 焦 比增大 , kt 造 成渣 液 在焦 炭空 隙 中 的滞 留量升 高 , 增加 了发 生 液
结 矿 品位 逐渐 下降 ,0 9 至 2 1 年 7 高炉 人炉 20 年 00 月
料 的综 合 品位下 降 到 5 . 65 右 。根 据原 燃料条 件 %左 以及 终渣 性能 , 逐渐 提高配 料碱度 至 1 0 理论 渣 比 . , 3 上 升 到 30 9 g , 20 相 比 , 比 提 高 8 3 5k/ 与 08年 t 渣
顺行。自3 高炉开炉以后 , 、 12 高炉焦炭供应紧张 ,
另 外 , 化 和管 带机 检修 频 繁 , 炉不 定 期 配用 强 焦 高
莱钢2 #1880m 3高炉无计划长期休风快速恢复实践

关闭炉顶打水手动阀,关停 以损坏的冷却壁的倒冲 水 ,避 免 向 炉 内 漏 水 ;高 炉 循 环 水 量 调 整 到
4 0 h减 少炉 体热量 的散失 ;风 口堵完 后 通知 20m / ,
叠 出铁 ,5 3 1:5两 场 铁 口大 喷 , 1 :0铁 后 休 风 。 于 54 于1 3日 1:0复风 , 计休 风 2 0mn 6O 共 4h2 i。
维普资讯
莱钢 科 技
第 5期 ( 总第 11 ) 3期
菜 钢 2 1 8 样 0 m3高炉 8
无计 划 长 期休 风 快 速 恢 复 实践
李春路 鲍永 良 张吉刚 郎达 慧 王雪朋 ( 型钢炼铁厂 )
摘
要: 莱钢 218 高炉在 无 计划休 风 时 间较 长 的 情况 下 , 80m 复风 后 采取 了提 高炉 缸 热量 、 制好 风 控 炉缸 热量 火焰温度
口火焰温度及抓好炉前 出铁等措施 , 大大缩短 了高炉的恢复时间, 将损失降低到最低水平。
关 键词 : 高炉 无计 划休 风
Fa tRe ur ng t s t ni o Nor a fe ng Uns he l d De a o 8 一m Bl s r a e # 2 i La g n m la t r a Lo c du e l y f r 1 0 8 a tFu n c n i a g
出铁 ,3 5 1 :5打 开东 场 铁 口,4 0 1 : 5打开 西 场铁 口重
30 mn 休风前最 后一炉铁炉温 09 % ,铁 60m / i。 .6 水物理热 10 52℃。
2 休风期 间的密封和安全措施
休风后风口堵泥 ,风口大套法兰涂抹黄油 , 铁
口刷泥浆 密 封 ,以保 存 炉 缸 热量 ;停 汽 密 箱水 量 ,
莱钢2 #750m 3高炉配烧焦炉煤气的生产实践
送 风温 度 ' L 1 l∞ 9 0 t 1 【0 2 1 0 8
l7 l 6 90 00 00 8
拱 顶 温 度 最 高 能 达 到 14 t , 般 控 制 在 30 一
10 t , 风 末 期 一 般 在 18— l l ℃ ; 道 温 度 能 30 送 lO 20 烟
/ 配 比约 4 : h, %
投产 以来 、 多项技 术经 济 指标 一 直在 国内 同类 型 高
炉 中 名 列 前 茅 . 利 用 系 数 最 高 达 到 27 1 . . 其 2 d / 20 00年 平 均 达 到 2 4 m . , 比 达 到 10 g t人 炉 t 3d 煤 / 5 k/.
h N 2 7 0 ba t u e f r ma ig 1 a t ms e r e n r tf b fr n h r m xn u n o e o e te. . 5 m ls fma , o e l n k n 1n . t s at o t s o eoe a d a e ii g b r ig c k v n o e t h o 7 k o r n g s d m n t t g ta x n u ig c k v n秘 a , e o s ai h t r n mii g b r n o e o e n
1 引言
莱 钢 炼 铁 厂 ! 5 高 炉 自 19 7O 9 3年 6月 建 成
3 配加试 验过程 从 2 0 年 8月 2 01 1日开 始 试 加 焦炉 煤 气 、 间 中 困压力 波 动偶尔有停烧 焦 炉煤 气现 象 , 比约 : . 配 %
即 1 ) 10 m / , 压 力 稳 定 . 况 相 对 适 直 后 , (O 5 0 3 h 待 K ' ̄ 炉 从 8 月 2 1 后 , 加 焦 炉 煤 气 至 2() 20 8 3以 增 0 - 50 X-
莱钢2号高炉喷涂造衬及达产实践
菜钢2号750m3高炉喷涂造衬及达产实践刘元意王子金(莱钢股份有限公司炼铁厂)摘要莱钢2号750m3高炉喷涂造衬工作由于准备充分,进行顺利。
通过对开炉料进行合理安排和探索.加风速度快,后续料负荷很快过渡到正常水平,仅用一天就实现了全风作业,第二天高炉就顺利达产。
关键词喷涂开炉j负荷后续料,(方为延长高炉寿命,莱钢28750m3高炉于2002年1月3—5日进行年修,休风时间64.82bI,},主要内容是对炉体进行喷涂造衬,由于准备工作顺利,高炉恢复快,仅用一天就实现了全风作业,第二天高炉就顺利达产,创出了快速达产的新记录。
I喷涂准备工作和喷涂过程1.1停炉前准备工作(i)加强设备维护,减少或杜绝因设备造成的慢风和休风。
同时,注意提前将炉顶清理干净,防止因顶温过高炉顶着火。
(2)停炉前一天预休风一次,休风时间2小时,主要内容:安装了炉顶内外I|缶时打水装置,疏通炉内打水,检查处理雾化喷头,检查顶温表,打通煤气取样孔。
(3)准备好质量,数量充足的封炉料。
同时,为确保停炉安全,休风料焦比按全焦冶炼考虑,这样,降料线初期高炉就可以停煤,从而减少了停炉过程中心的产生。
(4)降料线前三天开始采取适当洗炉的措施,主要包括:适当减轻负荷,炉渣碱度_降至1.1,同时停加钛球,炉温控制在06%一0.8%,采取适当发展边缘操作思路,配加萤石150kg/t。
(5)空料线前4小时停加萤石,防止降料线过程中渣皮滑落引起爆鸣。
1.2喷涂过程(1)根据只喷8层以上冷却壁的要求,则降料线深度为:16—16.5米(到8层下缘为14.9米,考虑到加水渣、堆尖等影响,将料线多降1—1.5米),高炉实际降料线深度17.7米。
(2)为清除炉墙粉尘和颗粒,达到喷涂料与炉墙紧密结合的目的,大块挂结物清除后,我们采用砂洗(细沙粒度35mm)与氮气相结合对炉墙进行了清洗。
(3)将探瘸孔、煤气取样孔打通,制作标尺,确保喷涂厚度150毫米。
2开炉操作2.1开炉前的准备工作(1)高炉各系统设备联动试车,尤其是上料系统、炉前设备,确保设备正常运行。
莱钢新二区265m 2烧结机降低固体燃耗的措施
施 ,使得 固体 燃耗 逐年 降低 ,取 得 了显著 的效 果 。
六 辊布 料器 联合 布料 ,解 决 了布 料过程 中的横 向偏 析 问题 。梭式 布料 小 车运 行到 一定 周期 后 ,行程 发 生偏 移 。定期 进行 调 整 。合理 的 布料偏 析 ,有利 于 燃料 合理 分布 ,能有效 地 提高燃 料利 用率 。
料 2 5~3 8k/ 。 . . g t
组 成差 不多 ,但 下层 大颗 粒将 会增 加 ,这样 下 层 含
作者简介 :王 炜 (9 1 ,男 ,20 7月毕业于长安大学矿物加 18 一) O5年
在二次混合机和小矿槽 内通蒸汽 ,使混合料温 度提 高至 露点 以上 ,烧 结机 利用 系数 增加 。生产 经
充 分发挥 厚料 层烧 结 的优越 性 ,不 断优 化厚 料层 烧
热混 合料 :
结工 艺参 数 ,降低 了 固体燃 耗 。
1 1 2 偏析 布料 … .. 往 台车上 布烧结 混 合料 时 ,上层 与 中层 的粒 度
1 )蒸汽 预热混合料 。采用蒸 汽预热混合料 , 料温达 7 ̄ 0C,提 高 1 . 4 6o C,消 除过 湿 层 ,烧 结 生 产 率提 高 ,如 维 持 烧 结 矿 FO 不 变 ,节 省 固体 燃 e
操作 和参 数 的控制 、强 化生 产管 理 和技术 改 造等 措
损 失 。采用 偏 析布 料不 仅 可 以避 免烧 结料 发生 过烧 的情况 ,而且 可 以 降 低 固体 燃 耗 。股 份 炼 铁 厂 4
2 5m 烧 结 机 采 用 梭 式 布 料 器 、圆辊 给 料 机 、加 6
1 1 3 预 热烧 结混合 料 .. 烧 结 混合 料 温度 较 低 时 ,水 汽 在 料层 中 冷凝 ,
莱钢炼钢厂2 #RH钢液真空精炼装备设计创新与应用
1 引 言
随着钢 铁市场 用户 对钢 材 品质 越来越 高 的要
6 月第一炉热试成功,目 前生产运行稳定。
2 2R 主要 技 术 经 济 指标 #H
精炼炉 的基 础 上 于 2 0 0 8年 决 定 建 设 2 R 钢 液 H
年处 理能力 估算
P: ×3 5 x2 x6 6 4 0
—
—
-
l 3 4 . 3 ቤተ መጻሕፍቲ ባይዱ x / :15 O 75万 t xh 7
真空精 炼装备 ,该 工程 由中国重 型机械研 究 院有 限公 司和莱 钢共 同建设 ,周 期 1 月 ,20 2个 09年
Absr t Ths p p ri to uc s t an t c oo i a r me es a he e i me tc mpo iin o e No 2 tac : i a e nr d e hem i e hn lgc lpaa tr nd t qu p n o sto ft . h
RH a u m e nn r a e a i u S e lP a t a d a a y e e in v t e d sg s o e L s a e o k vc u rf igf n c t i u Law te ln , n n lz s t n o ai e i n f t —h p d w r — h v h so h p, t e r pd y fe ig so a e s se h a il - d n tr g y t m, a d t et p ln e a d p e e t g ln eo e rt r u p r n tu — e n h o c n rh ai a c f oay s p o t gsr e a n h t i tr . I s o h tte e u p n u sw l a trb ig p t n o o e ain, p o i g t a e d sg sra o a l u e t h wst a q ime t n el f en u t p rt h r e i o r vn tt e i i e s n be h h n a d t et c n l g sr l b e n h e h o o y i e i l . a
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
夹钢而导致表 面压 痕 的程度 。 ) 2设备方 面 : 高传 为提 热能力 ,将结 晶器 的铜 板 由全镀 方式 改为从距离 上 口 2 0 m处 开始涂 镀 , 始厚度 05m 下 口涂 镀 0 m 起 . m,
高炉设计 以优质 、 高效 、 耗 、 寿为 目标 , 低 长 结合 莱钢实 际 , 取成熟 、 采 可靠 、 用 的先进 工艺技术 , 适 贯 彻精 料 、 高压 、 高风 温 、 寿 等技术 方针 , 长 采取 节 能 、
带机转运 经犁式 卸料器 直接卸入 车皮 中 ,运到存渣
场或外销 。 事故干渣坑备 用 。 ) 净化设施采用单 4 煤气
厚度不变 的方 案( 涂镀方式 已经 申请 国家专利 ) 该 。
度 等措施 , 降低 了结晶器 下 口的磨 损速度 , 使用寿命 超过 20炉的结 晶器下 口铜板也 没有 出现 沟槽 。通 0 过改变结 晶器铜板 镀层 的起 镀位 置和变化 弯月面高
度等措施 ,彻底解 决 了结 晶器弯 月面 区镀层 剥落 的
高炉各 项技术指 标达到 国内同类 高炉先进 水平 。 高炉设计具 有以下特点 : 1 高 炉 内型直 接设 计 为操作 炉 型 , ) 增加 了死 铁 层 高度 , 炉体采用 新一代 全冷却 壁覆盖 , 在高热 负荷
区采用 了 4段铜 冷却壁 ; 水冷炉底 , 软水 密 闭循环 冷
却方式 , 贯流式高 压冷却 风 E小套 ; l 碳砖 陶瓷杯 复合
中图 分 类 号 :F 4 T 5 文 献 标 识码 : B 文章 编 号 :04 4 2 ( 07)6 0 3 ~ 3 10 — 6 0 20 0 ~ 03 0
1 前 言
莱 钢银 山 型 钢 有 限公 司 大 型 H 型 钢 配 套 工 程 218 0m 高炉 2 0 8 0 4年 5月 6日正式 开工 建设 , 于 20 年 2月 2 05 8日 1 4时点火 开炉 。 工程 投资概算 85 .亿元 , 工期 2 6 。开炉后 系统运行 良好 , 9 d 炉况稳 定顺行 , 创造 了 4d达产的好成绩 。
2 ’nH ayMahnr eerhIstt Xia 10 2 C ia a ev cieyR sac tue ’n70 3 , hn ) Xi ni ,
Ab ta t Ac o d n e a ay i ft e mo l o p rp ae we d t e sa s d f cs fr t e me i m— hi l b c se ,t e a t o a sr c : c r i g t t n l sso u d c p e lt a a h l b’ ee t o h d u t n sa a tr h u h rh s oh h rn f u dt e fc o st a f c h n r a e o t e mo l f s a . h s c o si cu e t ewi ef c p r sa y o n h tr h t e t e i ce s f u d l e p a a t h i n T e ef tr l d d et e ' s mme r f h u d,h a k o a n h a a t o t e mo l t e lc f y t el r O a es p o t g a d t e i o ia o t g sr c u e o e mo l . r u h t k n o o n e me s r ss c st e s i h aT W fc u p ri l g c c ai t t r ft u d T o g i gs me c u t r a u e u h a h h mmi g a — l n n h l l n u h h a n d
卢 宏, 刘长忠 , 汉海 , 刘 吴少 波 , 刘 燕
( 莱芜钢铁集 团有 限公司 , 山东 莱芜 2 10 ) 7 4 1 摘 要 : 介绍了莱钢 21 8 3 " 8 0m 高炉的设计特点及采用 的干法布袋除尘和粒煤 喷吹等新工艺 。采取强化管理 、 分工负责 、 责 任到人等工程管理模式 , 高炉建设工期仅为 2 6d 9 。由于制定 的高炉烘炉 、 开炉方案合理, 操作参数选择得当 , 高炉 开炉后 4 d达产 , 利用系数 20 ( d , .5tm -)取得 了良好 的技术经济指标。 / 关键词 : 高炉 ; 工程建设 ; 开炉 ; 达产
一
降低 运行 成本 、 改善 环境 、 节省 投 资 的有 效措 施 , 使
收 稿 日期 :0 7 0 — 5 20 — 5 1
干法 布袋除尘器 。 置 了T T炉 顶余压发 电装置 , 设 R
同高压调 压 阀组 并行设置 互为备 用 ,实 现 了余能 回
收、 节能 降耗 的效果 。 ) 采用紧凑 型 P 串罐无 5 炉顶 W 钟炉 顶 , 备 简单 紧凑 , 设 投资 低 , 改善 炉料 粒度偏 析 状况 , 设备 故 障率低 且 检修 空 间大 。6 三 电一 体化 ) 顶方式来 减轻尾 坯磨损 和加垫 片调整结 晶器大面锥
箫
DA hn- i, I npn , NWe—i I OC egmn LUJ -if WE ix u n
( o3Sel a igPa t f ia o dSe l o Ld, ia 5 1 1 C ia 1 . t m k n ln o J nI na t . t.J n 2 0 , hn ; N e n r n eC , n 0
3 进果 改效
通过结 晶器窄边 加足辊强化 支撑 、优化终 浇封
呈
次, 最高使用 寿命为 5 7炉。 1
De e o m e nd App i a i n o n -l eM o l v l p nt a lc to fLo g i u d f Te h o o y f rt eM e 咖 一t i S a s e c n l g o h di h n l b Ca t r
炉底技术 , 薄壁炉 墙 ; 高炉 一代炉 役无 中修 寿命可 达
1 。2 槽 上实现烧结 矿分级人炉 , 下焦 丁回收实 5 a ) 槽
现 中 ,u C 焦人炉 。3 炉 渣处理采 用 “ D ) 图拉 法 ” 粒化 渣 单一运行 方式 , 个铁 口对应一套 粒化器 , 一 水渣 由胶
2 高炉 的设计特点
维普资讯
第2 9卷 第 6期
20 0 7年 1 2月
山 东 冶 金
tlu g S a d n Meal r y hnog
Vo .9. . 1 2 No 6 De e e 0 7 c mb r 2 0
・
生产 技 术 ・
菜钢 2 1 8 高炉工程建设及 开炉 实践 # 0m3 8