防尘罩外形内孔双向翻边模具设计_何晓光
汽车防尘罩冲压成型模具设计
3 防 尘 罩 冲压 模 具 设 计 31模具总体结构的设计 . 模 具 的结构如 图 2 主要 有上模 座、 : 下模 座、 孔 凸模 、 冲 落料 凹
根据 零件 的结 构 特 点 该 零 件 成 型 涉 及 到 落 料 、 深 、 拉 三 个 工 中孔 模 具 是 工 业 生 产 的基 础 工 艺 装 备 ,模 具 工 业 是 机械 工 业 和 高 新 艺过 程 。 三 个 工 艺 过 程 可 以采 用 不 同 的 方法 进 行 组 合 , 这 以确 定 冲压 技术 产 业 的重 要组 成 部 分。 美 等发 达 国 家模 具 工 业 产 值 早 已超 过 日、 成 型工艺。 了机床工业 的产值 。1 9 9 7年开始 , 国模具工业产值 也超 过 了机床 我 方案一 : 先落料 , 后拉深 , 冲孔。采 用单工序模生产。 再 工业 的产值 。 目前 , 模具 技术 已成 为衡量一个 国家产 品制造水平的重 方案二 : 落料一 拉深一 冲孔复含 冲压 。采用复合模生产。 要标 志之一 , 是十分重要的装备工业。 模具工业直接 为高新技术产业 方案一结构简单 , 但需两道工序 , 成本 高而生产效率低 , 以满 难 化服务 , 模具工业 自身又 大量采 用高新技术 , C / A / A 新 如 ADC EC M、 足中批量生产 要求。 方案二只需~副模具 , 工件的精度 及生产效率都 工艺、 新材 料、 各类先进 制造技术及 装备等 , 具工业 已成 为高新技 模 较高 , 工件最小壁厚 1 mm 也合适 , 冲压件精度容 易保证 比较合理。 术产业的组成 部分。 高新技术 的产业化离不开模具 , 以其生产制件所 表现的高精度 , 高复杂程度、 高一 致性 、 高生产效率和低 耗能耗材 , 是 般 机 械 加 工 不 可 比 拟 的 , 来 越 引 起 国 家 各 产 业 部 门 的 重视 。 外 越 国 将模 具 比 喻 为 ” 钥 匙 ” “ 属 / T 帝 皇 ”进 入 富裕 社 会 的原 动 力 ” 金 、金 ] r  ̄ “ 。 随 着 经 济 的 发 展 和 对 外 开 放 程度 的 不 断加 深 ,我 国 的机 械 行 业 迅 速 的发展。 1 概 述
磁屏蔽内罩冲切翻边成形级进模设计

磁屏蔽内罩冲切翻边成形级进模设计
姜伯军
【期刊名称】《模具制造》
【年(卷),期】2016(016)002
【摘要】对原有连续拉伸级进模的工艺进行了优化,通过改进制件结构和生产方式,在保证所加工制件质量的前提下,设计制造新的级进模,提高了生产效率,大幅降低了生产成本.
【总页数】5页(P22-26)
【作者】姜伯军
【作者单位】江苏常州明顺电器有限公司江苏常州 213015
【正文语种】中文
【中图分类】TG385.2
【相关文献】
1.屏蔽内罩级进模设计 [J], 姜伯军
2.防尘罩外形内孔双向翻边模具设计 [J], 何晓光
3.双排集成电路冲切-成形-装管多工位级进模设计 [J], 严智勇;刘蕾
4.核磁共振陀螺磁屏蔽罩内静磁场系统优化设计 [J], 李攀;刘元正;严吉中;张伟
5.屏蔽罩模内组装级进模设计 [J], 孙道俊;王周燕;王华;游健
因版权原因,仅展示原文概要,查看原文内容请购买。
某防尘罩零件冲压成型数值模拟研究

毕业设计(论文)题目:某防尘罩零件的冲压成形数值模拟研究学生姓名:李家武学号:2011010847所在学院:机械与电子工程学院专业班级:材料成型及控制工程1101班届别:2011届指导教师:李路皖西学院本科毕业设计(论文)创作诚信承诺书1.本人郑重承诺:所提交的毕业设计(论文),题目《某防尘罩零件的冲压成形数值模拟研究》是本人在指导教师指导下独立完成的,没有弄虚作假,没有抄袭、剽窃别人的内容;2.毕业设计(论文)所使用的相关资料、数据、观点等均真实可靠,文中所有引用的他人观点、材料、数据、图表均已标注说明来源;3. 毕业设计(论文)中无抄袭、剽窃或不正当引用他人学术观点、思想和学术成果,伪造、篡改数据的情况;4.本人已被告知并清楚:学校对毕业设计(论文)中的抄袭、剽窃、弄虚作假等违反学术规范的行为将严肃处理,并可能导致毕业设计(论文)成绩不合格,无法正常毕业、取消学士学位资格或注销并追回已发放的毕业证书、学士学位证书等严重后果;5.若在省教育厅、学校组织的毕业设计(论文)检查、评比中,被发现有抄袭、剽窃、弄虚作假等违反学术规范的行为,本人愿意接受学校按有关规定给予的处理,并承担相应责任。
学生(签名):日期:年月日目录1 绪论 (2)1.1选题背景 (2)1.2国内外研究进展 (3)1.3D YNAFORM软件 (4)1.4本课题研究内容 (5)2 防尘罩零件的毛坯估算及排样设计 (6)2.1防尘罩零件的形状尺寸分析 (6)2.2防尘罩零件毛坯的模拟数值和理论数值对比分析 (6)3 防尘罩零件的成形方案研究 (16)3.1防尘罩零件成形参数分析 (16)3.2本章小结 (21)4 全文总结与展望 (21)4.1全文总结 (21)4.2全文展望 (21)参考文献: (22)皖西学院2015届本科毕业设计(论文)某防尘罩零件的冲压成形数值模拟研究学生:李家武(指导老师:李路)(皖西学院机械与电子工程学院)摘要: 本课题首先借用Dynaform5.7软件对 KZ1-4.5 型角接触球轴承防尘罩进行毛坯尺寸估算,与防尘罩的理论值进行比较,随后借用Dynaform5.7软件对零件进行排样,改变零件的搭边值、件间距和板料固定宽度,观察毛坯材料的利用率。
毕业设计防尘盖落料、拉伸、冲孔、翻边复合模设计
摘要冲压技术包括工艺设计和模具设计两个方面。
它既是冲压生产技术准备工作的基础,又是组织正式生产的依据。
冲压设计工作在冲压生产中占有及其重要的地位。
随着科学的不断进步和工业生产的迅速发展,冲压加工作为现代化工业领域内重要的生产手段之一,更加体现出特有的优越性。
本次设计是针对防尘盖的落料、冲孔、拉深、翻边的模具设计。
设计中广泛应用AutoCAD对其结构进行设计。
本次设计先对工件进行工艺分析确定方案,再进行复合模的设计,即为落料、冲孔、拉深、翻边复合模的设计。
设计集中考虑了模具的加工、装配量产以及冲压件的生产效率等因素并对其进行了详细的设计计算,以保证冲压加工的精度。
关键词:落料;冲孔;拉深;翻边;冲压技术AbstractThe stamping technique includes two aspects, technical design and die design. It is not the basis of technical prepare for stamping process, but the principle of organizing formal production. With the consistent progress of scientific technology and the rapid development of industry production, stamping expresses it’s special superiority better as one of the important producing methods in modern industry field.The design is for the blanking Fang Chengai, punching, drawing, the die design flanging. In design progress, AutoCAD is applied in design and analysis of the structure. This design carries on the process study definite plan first to the work piece,Carries on the superposable die again the design ,which is charged material, punching, drawing, flanging compound die design. The design is focus on considering the fellow factors such as die processing, assembling yielding as well as production efficiency of design and calculation in order to guarantee the accuracy of stamping.Key words: blanking; punching; Drawing; Flange; Stamping technology目录摘要 0Abstract 0目录 (1)第1章序言 (3)1.1课题研究的目的及意义 (3)1.2国内外研究状况 (3)国内模具发展概况 (3)国外模具发展概况 (4)1.3 CAD软件介绍 (5)1.4课题的主要研究内容 (5)第2章冲压工艺设计和冲压力的计算 (7)2.1冲压件(防尘盖)简介 (7)2.2确定冲压工艺方案 (8)2.3工件的毛坯尺寸计算 (9)2.4确定其搭边值 (10)2.5确定排样图 (10)利用率的计算 (10)确定其排样图 (11)2.6计算各工序冲压力 (11)2.7本章小结 (13)第3章落料、冲孔、拉深、翻边复合模的设计 (14)3.1模具零件刃口尺寸计算 (14)尺寸计算原则 (14)模具间隙的选择 (15)尺寸分类 (15)凸、凹模尺寸计算 (16)3.2冲模工作零件的设计与计算 (17)凸模的计算和校核 (17)凹模的计算和校核 (20)凸凹模的计算和校核 (21)3.3本章小结 (21)第4章模具结构零件设计 (22)4.1确定模具的结构形式 (22)正、倒装结构的选择 (22)定位方式的选择 (22)卸料、出件方式的选择 (23)导向方式的选择 (23)4.2冲模零件的设计 (23)导向零件的设计 (23)卸料装置 (25)承料装置 (25)挡料和导正装置 (26)定位装置 (26)出件装置 (27)固定板 (28)垫板 (28)模柄 (28)螺钉的选择 (29)上下模板(模座) (29)4.3本章小结 (30)第5章设备的选择 (31)5.1模具的压力中心 (31)5.2模具闭合高度的确定 (32)5.3压力机的选取 (33)设备类型的选取 (33)设备规格的选择 (33)5.4本章小结 (34)第6章结论 (35)致谢 (36)参考文献 (37)第1章序言1.1课题研究的目的及意义通过对此课题的研究主要掌握机械工艺装备设计的一般方法及基本工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
&
模具设计及其工作过程
模具要保证零件能顺利成形, 满足设计要求, 操作
方便, 结构简单。模具结构如图 ! 所示。
$ ! & % # ( ) * + $" $$
()) 翻边凹模 *、 翻孔凹模 +、 翻边凸模 $# 、 固定板
$$ 的外形和内孔淬火后由线切割加工,保证零件形状
的准确性, 以及间隙的一致性。
参
考
文
献
#
结束语
模具的设计要从加工的可行性以及今后生产调试
* ! .
张鼎承 +冲模设计手册 +北京: 机械工业出版社, *,--+ 李硕本 +冲压工艺学 +北京: 机械工艺出版社, *,-!+ 模具实用技术丛书编委会编+冲模设计应用实例 +北京: 机械工 业出版社, *,,,+
相结合, 要综合考虑是否性能优良、 运行稳定、 生产效 率高、 成本低廉等因素。以能创造效益为基础, 安装调
&’!
模具工作过程 上模下行, 将零件压紧。由于外形翻边长度远大于
内孔翻边, 所以翻边力也远大于内孔翻边。同时在模具 调整时, 上模弹簧的力量要大于翻边凸模 $# 的弹簧的 力量。 这样, 首先压缩压料板 $" 和翻边凸模 $# , 将内孔 翻边。待翻边凸模 $# 接触凸模固定板后, 压缩翻孔凹 模 +, 将外形翻出。开模时, 各自的弹簧将零件推出, 完 成一个零件。
・ ・ 冲 模 技 术
防尘罩外形内孔双向翻边模具设计
阿城继电器股份有限公司 (黑龙江阿城
*#"."!)
何晓光
【摘要】 通过对防尘罩零件的分析, 确定零件冲压成形的方向和模具结构, 解决了在冲压过程 中零件薄材料易变形等问题。 关键词: 防尘罩;浮动凹模;浮动凸模; 翻边模
!"#$%& ’( !’)*+",!$-"./$’& 0+1&%$&% !$" (’- /2" 3214" 1&5 6&&"- 7’+" ’( /2" !)#/4-’’( 7’’5
!C-C
*
!
工艺分析
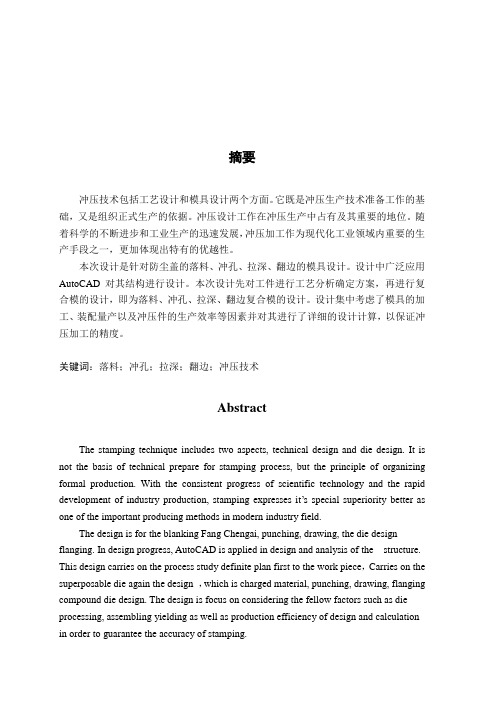
(*) 防尘罩零件工序为成形、 切边冲中心孔, 成形
后形状较复杂。为防止防尘罩零件变形, 模具定位零件 的形状应与防尘罩零件的形状相一致。 (!) 为了保证翻边后中心孔和外形的位置精度, 应 以中心预制孔做定位孔, 所以, 中心孔翻边凸模固定在
图* 防尘罩
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
【8*#/-1./ 】 /0 1’1203&’4 1 56789:;;< =;;5 91:8(17>?:81&’ &87 96’>=&’4 <;:%&’4 5&:?>8&;’ 1’5
5&? 78:6>86:?( 1’5 7;2@? 7;%? 9:;A2?%7 ;< 1 91:8 ’ 7 8=&’ 786<< 76>= 17 ?17&20 5?<;:%&’4 1’5 ?8>+ &’ 8=? >;6:7? ;< 96’>=&’4+ 9":;’-5#< 56789:;;< =;;5;<2;18&’4 %18:&B;<2;18&’4 96’>=;<21’4&’4 5&?
+’ 翻 孔 凹 模
$"’ 压 料 板
$$’ 固 定 板 $!’ 下
!!!!!!!!!!!!!!!!!!!!!!" !!!!!!!!!!!"
更 正 启 事
因制版印刷粗心的原因,导致本刊 !""# 年 $ 月 (总第 %! 期) 第 $ 页有些文字模糊不清楚, 特此 补充说明, 并向读者致以歉意。 第 $ 页第 $ 段末不清楚处应为 “ 以减轻设计人 员工作负荷, 是提高生产效率, 缩短制造周期的有 效途径之一 ” 。
&’$
模具结构及主要零件的制造 ($ ) 首先确定翻孔凸模 $% 由凸模固 定 板 $& 固 定
在下模, 起定位作用。 翻边凸模 $# 采用浮动结构, 将料 托起, 起到托料板和凸模的作用。 (!) 薄料翻边时应该将料压紧, 并且此零件外形 也要翻边, 所以翻孔凹模 + 也采用浮动结构, 和凹模 ・ !*・
!!!!!!!!!!!!!!!!!!!!!!"
《模具制造》 !""# 年第 ! 期
引言
防尘罩如图 * 所示, 该零件为某汽车发动机的一个 防尘罩, 材料为厚 "+-%% 钢板。 该零件材料比较薄, 在加 工中容易变形, 影响零件的合格率。以往外形和内孔同 时翻边, 都是在一个方向, 模具结构简单。 而该零件在成 形、 切边冲孔后, 要将外形和内孔同时翻边, 方向相反; 并且外形翻边不在一个平面上, 模具结构较复杂。 下模, 起定位作用。确定了零件成形方向, 即中心孔向 上翻边, 外形向下翻边。
%
图! 模具结构
结束语
本设计采用的模具结构, 经生产实践验证, 结构简
单合理, 模具运行稳定可靠。零件形状、 尺寸和表面质
(’ 弹簧 )’ 上
ห้องสมุดไป่ตู้
$’ 模柄
垫板 模座
!’ 上模座 *’ 翻 边 凹 模
&’ 导套
%’ 导柱
#’ 卸料螺钉
翻边凸模 $#、
量均达到图纸要求。
$&’凸模固定板
$%’翻孔凸模
!!!!!!!!!!!"
问题采取措施改进后再试,直至问题解决满足产品要 求为止。在产品试制中, 主要解决孔径不良、 孔间距不 良、 平坦度不良、 产品形状复杂清洗不良、 产品有水渍 等问题。 试方便为重点, 一切以理论和生产实际为根据。此模具 现已投入批量生产, 并调试通过验收, 产品完全满足生 产需要。平均冲次 !"" 次 $ %&’( 月产量可达 )" 万件。
《模具制造》 !""# 年第 ! 期
・ !D・
・ ・ 冲 模 技 术
外形翻边不在一个平面上, 故外形翻边的凸模 (&) 和凹模的形状应与零件一致, 翻边同时进行。 (%) 该防尘罩零件材料比较薄, 翻边时应有压料装 置, 防止零件起皱变形和产生滑动。 由于外形翻边不在 一个平面上, 所以, 压边圈的形状也要和零件一致, 很 好地将零件压住。 (#) 为了保证材料能顺利进入凹模, 必须减少材料 边缘的水平分力, 凹模导入的 ! 角要一致和光滑。 在一 个 平 面 , 具 有 压 料 作 用 。 外 形 翻 边 有 压 料 板 $" 压料。 (&) 翻边凹模 *、 翻孔凹模 +、 翻孔凸模 $% 、 翻边凸 模 $# 的 材 料 都 采 用 ,-$!./0 , 淬 火 #*1("23, ; 固定 板 $$ 的材料采用 %# 钢, 淬火到 %!1%(23, , 保证零件 的硬度、 强度和使用寿命。 (% ) 翻边凹模 * 和翻孔凹模 + 、 翻边凸模 $# 和固定 板 $$ 、 翻 孔 凸 模 $% 和 翻 边 凸 模 $# 均 采 用 2) 4 5( 配 合, 保证定位的准确和运行的平稳。 (# ) 模具中的弹簧应采用矩形弹簧, 保证压边力。 并且矩形弹簧的使用寿命和压力的稳定性都比较好。 (( ) 为了保证定位准确和冲制过程中零件不变形, 翻边凸模 $# 和翻孔凹模 + 的形状应与零件的形状基 本一致。因为在该零件所有模具设计之初, 已经做出了 准确的三维模型,并且零件成形模具也是利用三维软 件设计的,可以利用加工中心加工出与零件一致的形 状。