数学建模下料问题
数学建模 。下料问题

计算各种模式下的余料损失
上、下底直径d=5cm, 罐身高h=10cm。
模式1 余料损失 242-10d2/4 - dh=222.6 cm2
罐身个数 模式1 模式2 模式3 模式4 1 2 0 4 底、盖 个数 10 4 16 5 余料损失 (cm2) 222.6 183.3 261.8 169.5 冲压时间 (秒) 1.5 2 1 3
目标
Max 0.1 y1 0.001(222 .6 x1 183 .3x2 261 .8 x3 169 .5 x4 157 .1 y2 19 .6 y3 )
时间约束 1.5x1 2 x2 x3 3x4 144000 (40小时) 原料约束
x1 x2 x3 50000 ,
26 x1 x2 x3 31
模式排列顺序可任定
x1 x2 x3
LINGO求解整数非线性规划模型
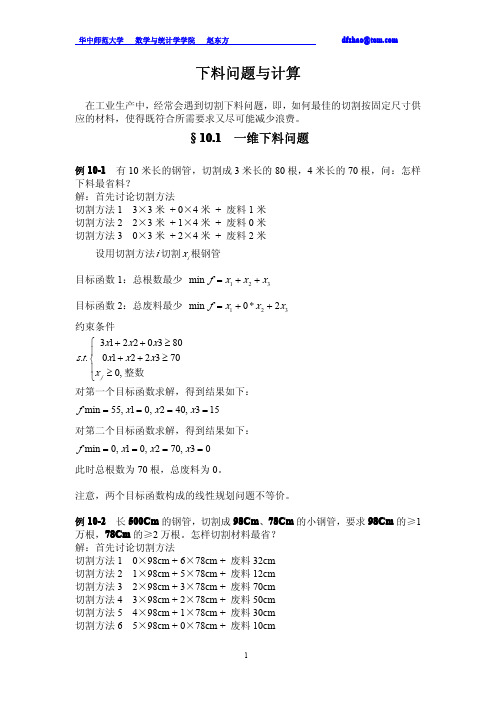
Local optimal solution found at iteration: 12211 Objective value: 28.00000 Variable Value Reduced Cost X1 10.00000 0.000000 X2 10.00000 2.000000 X3 8.000000 1.000000 R11 3.000000 0.000000 R12 2.000000 0.000000 R13 0.000000 0.000000 R21 0.000000 0.000000 R22 1.000000 0.000000 R23 0.000000 0.000000 R31 1.000000 0.000000 R32 1.000000 0.000000 R33 0.000000 0.000000 R41 0.000000 0.000000 R42 0.000000 0.000000 R43 2.000000 0.000000
钢管下料数学建模
钢管下料数学建模摘要:本论文通过数学建模的方法研究了钢管下料问题。
首先,提出了一个钢管下料的数学模型,建立了目标函数和约束条件,以求解钢管的最优下料方案。
接着,采用了一种基于遗传算法的优化方法对模型进行求解,通过对实际钢管下料问题的实例进行仿真实验,验证了模型的可行性和有效性。
最后,对论文的研究结果进行了分析和总结,并对进一步的研究方向进行了展望。
关键词:钢管下料;数学建模;遗传算法;最优化1. 引言钢管的下料是制造业中常见的生产工艺之一。
通过合理的下料方案,可以最大限度地利用原材料,提高钢管的利用率。
因此,钢管下料问题的研究对于降低生产成本、提高生产效率具有重要意义。
2. 钢管下料的数学模型2.1 目标函数钢管下料的目标是使得原材料的浪费最小化。
因此,我们可以将下料的浪费量作为目标函数,即最小化浪费的总量。
2.2 约束条件钢管下料的约束条件主要包括原材料的长度限制、钢管的尺寸要求、切割工具的限制等。
这些约束条件需要在数学模型中进行描述和考虑。
3. 遗传算法优化方法遗传算法是一种基于生物进化理论的优化算法,可以通过模拟自然选择、交叉和变异等过程,搜索最优解。
我们可以将钢管下料问题转化为一个优化问题,通过遗传算法来求解最优下料方案。
4. 实验仿真我们通过对一组实际钢管下料问题的实例进行仿真实验,验证了数学模型和遗传算法的可行性和有效性。
实验结果表明,采用遗传算法可以得到较优的下料方案,并且在一定时间内可以找到满足约束条件的最优解。
5. 结果分析和总结通过对实验结果的分析和总结,我们可以得出以下结论:数学模型和遗传算法在钢管下料问题中具有较好的应用效果,可以提高下料方案的优化效果和生产效率。
6. 进一步展望在进一步的研究中,我们可以考虑对模型进行改进和扩展,以适应更复杂的钢管下料问题。
此外,可以结合其他优化算法和数据挖掘技术,进一步提高钢管下料的效果和精度。
钢管下料数学建模

钢管下料数学建模摘要:I.引言- 介绍钢管下料数学建模的背景和意义II.钢管下料数学建模的基本概念- 钢管下料问题的定义和特点- 数学建模的基本步骤和方法III.钢管下料数学模型的构建- 建立切割长度和数量的数学模型- 建立切割方式选择的数学模型- 建立总余料最少和切割总根数最少的数学模型IV.钢管下料数学模型的求解- 求解切割长度和数量的数学模型- 求解切割方式选择的数学模型- 求解总余料最少和切割总根数最少的数学模型V.钢管下料数学建模的应用- 实际工程中的应用案例- 取得的成果和效果VI.总结与展望- 总结钢管下料数学建模的过程和结果- 展望未来的研究方向和应用场景正文:钢管下料数学建模是一种利用数学方法解决钢管下料问题的技术。
在钢管生产中,下料是一个重要的环节,它涉及到钢管的切割、拼接和余料的处理等问题。
通过建立数学模型,可以有效地解决这些问题,提高生产效率和质量。
钢管下料问题的定义是:给定一定长度的钢管,在满足一定约束条件下,如何进行切割和拼接,使得切割后的钢管长度和数量满足要求,同时总余料最少或切割总根数最少。
这个问题具有非线性、整数和组合优化等特点,需要采用合适的数学建模方法进行求解。
钢管下料数学建模的基本步骤包括:问题定义、变量和参数定义、模型构建、模型求解和模型检验等。
其中,问题定义是明确问题的具体要求和约束条件;变量和参数定义是确定需要求解的变量和参数;模型构建是建立数学模型,包括目标函数和约束条件;模型求解是采用合适的算法求解模型,得到最优解;模型检验是对最优解进行检验,确认是否满足要求。
在钢管下料数学模型中,切割长度和数量的数学模型是最基本的模型,它决定了切割后的钢管长度和数量。
切割方式选择的数学模型是为了在满足长度和数量要求的前提下,选择最优的切割方式。
总余料最少和切割总根数最少的数学模型是为了在满足长度和数量要求的前提下,使得总余料最少或切割总根数最少。
钢管下料数学建模的应用非常广泛,可以应用于钢管生产、物流运输、资源分配等领域。
数学建模下料问题

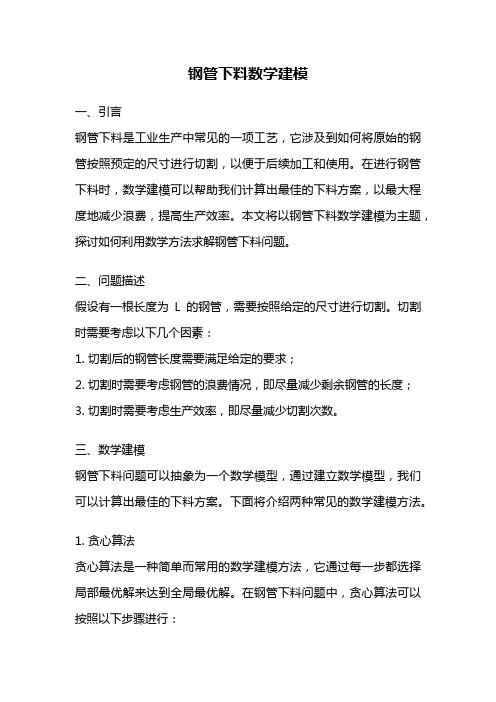
表5-3 钢管下料的合理切割模式
4米钢管根数 6米钢管根数 8米钢管根数 余料(米) 4 0 0 3 3 1 0 1 2 0 1 3
模式1 模式2 模式3 模式4 模式5 模式6 模式7
1 1 0 0
2 1 3 0
0 1 0 2
3 1 1 3
问题化为在满足客户需要的条件下,按照哪些种合 理的模式,切割多少根原料钢管,最为节省。而 所谓节省,可以有两种标准,一是切割后剩余的 总余料量最小,二是切割原料钢管的总根数最少。 下面将对这两个目标分别讨论。
(38) (39) (40) (41)
每一种切割模式必须可行、合理,所以每根原料钢管的 成品量不能超过19米,也不能少于16米(余量不能大于3 米),于是
16 4r11 5r21 6r31 8r41 19 16 4r12 5r22 6r32 8r42 19 16 4r13 5r23 6r33 8r43 19
Min x1 x2 x3
(37)
约束条件 为满足客户的需求,应有
r11 x1 r12 x2 r13 x3 50
r21 x1 r22 x2 r23 x3 10 r31 x1 r32 x2 r33 x3 20 r41 x1 r42 x2 r43 x3 15
即按照模式2切割15根原料钢管,按模式5切割5根,按模 式7切割5根,共27根,可算出总余料量为35米。与上面 得到的结果相比,总余料量增加了8米,但是所用的原料 钢管的总根数减少了2根。在余料没有什么用途的情况下, 通常选择总根数最少为目标。
问题2)的求解
问题分析 按照解问题1)的思路,可以通过枚举法首先确 定哪些切割模式是可行的。但由于需求的钢管规格增加到4 种,所以枚举法的工作量较大。下面介绍的整数非线性规 划模型,可以同时确定切割模式和切割计划,是带有普遍 性的方法。 同1)类似,一个合理的切割模式的余料不应该大于或等于 客户需要的钢管的最小尺寸(本题中为4米),切割计划中 只使用合理的切割模式,而由于本题中参数都是整数,所 以合理的切割模式的余量不能大于3米。此外,这里我们仅 选择总根数最少为目标进行求解。
数学建模之下料问题

数学建模第三次作业下料问题摘要本文是针对如何对钢管进行下料问题,根据题目要求以及下料时有关问题进行建立切割费用最少以及切割总根数最少两个目标函数通过结果分析需要使用何种切割模式。
生产方式所花费的成本价格或多或少有所不同,如何选取合理的生产方式以节约成本成为了很多厂家的急需解决的问题。
这不仅仅关系到厂家的利益,也影响到一个国家甚至整个人类星球的可利用资源,人们的生活水平不断提高对物资的需求量也不断上升,制定有效合理的生产方式不仅可以为生产者节约成本也可以为社会节约资源,以达到资源利用最大化。
本文以用于切割钢管花费最省及切割总根数最少为优化目标,通过构建多元函数和建立线性整数规划模型,利用数学及相关方面的知识对钢管的切割方式进行优化求解最佳方案。
本文最大的特色在于通过求解出切割钢管花费最省及切割总根数最少时分别得出两种目标函数取最小值时的切割模式。
通过结果发现两种目标函数取最小值时所需切割根数都一样。
于是选择切割钢管花费最省为目标函数,此时的切割模式达到最少,这样既满足了总根数最小有满足了切割费用最小。
关键词:切割模式 LINGO软件线性整数一、问题的提出某钢管零售商从钢管厂进货,将钢管按照顾客的要求切割后出售。
从钢管厂进货时得到的原料钢管的长度都是1850mm。
现有一客户需要15根290mm、28根315mm、21根350mm和30根455mm的钢管。
为了简化生产过程,规定所使用的切割模式的种类不能超过4种,使用频率最高的一种切割模式按照一根原料钢管价值的1/10增加费用,使用频率次之的切割模式按照一根原料钢管价值的2/10增加费用,依次类推,且每种切割模式下的切割次数不能太多(一根钢管最多生产5根产品)。
此外,为了减少余料浪费,每种切割模式下的余料不能超过100mm。
为了使总费用最小,应如何下料?二、基本假设1、假设所研究的每根钢管的长度均为1850mm的钢管。
2、假设每次切割都准确无误。
3、假设切割费用短时间内不会波动为固定值。
钢管下料数学建模
钢管下料数学建模一、引言钢管下料是工业生产中常见的一项工艺,它涉及到如何将原始的钢管按照预定的尺寸进行切割,以便于后续加工和使用。
在进行钢管下料时,数学建模可以帮助我们计算出最佳的下料方案,以最大程度地减少浪费,提高生产效率。
本文将以钢管下料数学建模为主题,探讨如何利用数学方法求解钢管下料问题。
二、问题描述假设有一根长度为L的钢管,需要按照给定的尺寸进行切割。
切割时需要考虑以下几个因素:1. 切割后的钢管长度需要满足给定的要求;2. 切割时需要考虑钢管的浪费情况,即尽量减少剩余钢管的长度;3. 切割时需要考虑生产效率,即尽量减少切割次数。
三、数学建模钢管下料问题可以抽象为一个数学模型,通过建立数学模型,我们可以计算出最佳的下料方案。
下面将介绍两种常见的数学建模方法。
1. 贪心算法贪心算法是一种简单而常用的数学建模方法,它通过每一步都选择局部最优解来达到全局最优解。
在钢管下料问题中,贪心算法可以按照以下步骤进行:1)将钢管初始长度L赋值给一个变量remain;2)根据给定的尺寸要求,选择一个长度小于等于remain的最大钢管尺寸,将其切割出来;3)将remain减去切割出来的钢管长度,得到剩余的钢管长度;4)重复步骤2和3,直到remain小于等于0。
2. 动态规划动态规划是一种更加复杂但是更加精确的数学建模方法,它通过将原问题划分为多个子问题,并保存子问题的解来求解原问题。
在钢管下料问题中,动态规划可以按照以下步骤进行:1)建立一个长度为L+1的数组dp,dp[i]表示长度为i的钢管的最佳下料方案所需的最少切割次数;2)初始化dp数组,将dp[0]设置为0,其余元素设置为正无穷大;3)从长度为1开始,依次计算dp[1]、dp[2]、...、dp[L]的值;4)最终dp[L]即为所求的最佳下料方案所需的最少切割次数。
四、案例分析为了更好地理解钢管下料数学建模,我们以一个具体的案例进行分析。
假设有一根长度为9米的钢管,需要切割成长度分别为2米、3米和4米的三段钢管。
钢管下料数学建模

钢管下料数学建模
钢管下料数学建模需要考虑以下几个方面:
1.确定下料长度:根据实际需要,确定每段钢管的下料长度。
这需
要考虑管道的使用场合、管径、壁厚等因素。
2.计算下料余量:在实际下料过程中,需要留有一定的余量,以防
止切割误差或加工误差导致下料长度不足。
一般建议留出
0.5-1mm的余量。
3.建立数学模型:根据实际需要,可以建立数学模型来优化下料过
程。
例如,可以通过优化算法来寻找最短的下料长度组合,或者通过建立数学方程来计算下料长度等。
4.考虑切割角度:在某些情况下,需要对钢管进行切割角度的调整,
以适应实际安装或加工需要。
这时需要在数学模型中考虑切割角度的影响。
5.确定加工误差:需要考虑加工误差对下料长度的影响。
加工误差
包括切割误差、打磨误差、钻孔误差等。
总体来说,钢管下料数学建模需要考虑实际应用场景、管材特性、加工设备等因素,以建立符合实际需求的数学模型。
数模_下料问题与计算
下料问题与计算在工业生产中,经常会遇到切割下料问题,即,如何最佳的切割按固定尺寸供应的材料,使得既符合所需要求又尽可能减少浪费。
§10.1一维下料问题例10-1有10米长的钢管,切割成3米长的80根,4米长的70根,问:怎样下料最省料?解:首先讨论切割方法切割方法13×3米+0×4米+废料1米切割方法22×3米+1×4米+废料0米切割方法30×3米+2×4米+废料2米设用切割方法i 切割i x 根钢管目标函数1:总根数最少321min x x x f ++=目标函数2:总废料最少3212*0min x x x f ++=约束条件⎪⎩⎪⎨⎧≥≥++≥++整数,0703221080302213..jx x x x x x x t s 对第一个目标函数求解,得到结果如下:153,402,01,55min ====x x x f 对第二个目标函数求解,得到结果如下:03,702,01,0min ====x x x f 此时总根数为70根,总废料为0。
注意,两个目标函数构成的线性规划问题不等价。
例10-2长500Cm 的钢管,切割成98Cm 、78Cm 的小钢管,要求98Cm 的≥1万根,78Cm 的≥2万根。
怎样切割材料最省?解:首先讨论切割方法切割方法10×98cm +6×78cm +废料32cm 切割方法21×98cm +5×78cm +废料12cm 切割方法32×98cm +3×78cm +废料70cm 切割方法43×98cm +2×78cm +废料50cm 切割方法54×98cm +1×78cm +废料30cm 切割方法65×98cm +0×78cm +废料10cm设用切割方法i 切割i x 根钢管目标函数1:总根数最少654321min x x x x x x f +++++=目标函数2:总废料最少654321103050701232min x x x x x x f +++++=约束条件⎪⎩⎪⎨⎧≥≥+++++≥+++++整数,020000605423325161000065544332210..j x x x x x x x x x x x x x t s 对第一个目标函数求解,得到结果如下:12006,05,04,03,40002,01,5200min =======x x x x x x f 对第二个目标函数求解,得到结果如下:12006,05,04,03,40002,01,60000min =======x x x x x x f 总根数都是5200根,总废料为60000cm 。
数学建模之钢管下料问题案例分析学习资料

数学建模之钢管下料问题案例分析钢管下料问题某钢管零售商从钢管厂进货,将钢管按照顾客的要求切割后售出,从钢管厂进货时得到的原料钢管都是19m 。
(1)现在一客户需要50根4m 、20根6m 和15根8m 的钢管。
应如何下料最节省?(2) 零售商如果采用的不同切割模式太多,将会导致生产过程的复杂化,从而增加生产和管理成本,所以该零售商规定采用的不同切割模式不能超过3种。
此外,该客户除需要(1)中的三种钢管外,还需要10根5m 的钢管。
应如何下料最节省。
问题(1)分析与模型建立首先分析1根19m 的钢管切割为4m 、6m 、8m 的钢管的模式,所有模式相当于求解不等式方程: 12346819k k k ++≤的整数解。
但要求剩余材料12319(468)4r k k k =-++<。
容易得到所有模式见表1。
表1 钢管切割模式决策变量 用i x 表示按照第i 种模式(i=1,2,…,7)切割的原料钢管的根数。
以切割原料钢管的总根数最少为目标,则有 1234567min z x x x x x x x =++++++ 约束条件 为满足客户的需求,4米长的钢管至少50根,有 1236743250x x x x x ++++≥ 6米长的钢管至少20根,有 25673220x x x x +++≥ 8米长的钢管至少15根,有 346215x x x ++≥ 因此模型为:1234567min z x x x x x x x =++++++123672567346432503220..215,1,2,,7i x x x x x x x x x s t x x x x i ++++≥⎧⎪+++≥⎪⎨++≥⎪⎪=⎩取整 解得:12345670,12,0,0,0,15,0x x x x x x x =======目标值z=27。
即12根钢管采用切割模式2:3根4m ,1根6m ,余料1m 。
15根钢管采用切割模式6:1根4m ,1根6m ,1根8m ,余料1m 。
数模培训题目一合理下料

下料问题生产实践中经常遇到这样的问题,要把规格一定的材料裁剪成不同尺寸的毛坯,在一般情况下,很难使原材料得到完全利用,总会多出一些料头。
切割次序和方法的不同、各种规格搭配(即下料策略)不同,材料的消耗将不同。
实际需要解决如下问题,在给定一组材料规格尺寸后,怎样合理截料,才能使原材料消耗最少,这就是合理下料问题。
1.建立一维单一原材料实用下料问题的数学模型,并用此模型求解下列问题,从钢管厂进货得到的原材料的钢管的长度都是8m,现在一顾客需要80根3m,100根2.5m,240根1.3m 和100根1.8m的钢管。
(1)应如何下料最节省;(2)为了简化生产过程,规定所使用的切割模式的种类不能超过4种,使用频率最高的一种切割模式按照一根原料钢管价值的1/100增加费用,使用频率次之的切割模式按照一根原料钢管价值的2/100增加费用,以此类推,为了使总费用最小,应该如何下料?2.建立二维单一原材料实用下料问题的数学模型,并用此模型求解下列问题。
制定出完成任务所需的原材料块数和余料。
这个问题的单一原材料的长度为2260mm,宽度为1330mm。
所需毛坯数据:毛坯尺寸(长mm×宽mm×需求)517×447×2,517×597×1,257×597×2,517×397×4,907×347×1,907×397×1,907×477×2,907×397×1,777×447×2,777×547×1,777×447×1,777×297×1,397×647×1,387×997×1,777×297×1,,77×597×1主要运用整数规划。
数学建模——下料问题

由假设 2,3 为了使每种切割模式下的余料浪费不能超过 100mm,构造如下约束 条件:
1750 290r11 215r21 350r31 455r41 1850 1750 290r12 215r22 350 r32 455r42 1850 1750 290r13 215r23 350 r33 455r43 1850 1750 290r14 215r24 350 r34 455r44 1850
2.2 模型的求解 运用 lingo,对上述线性规划问题求解,得到如下结果:
2.3 结果分析 使用原料钢管总根数为 16+6+1=23 根,切割模式为: 模式 1 将每根原料钢管切割 1 根 290mm,1 根 215mm,1 根 355mm,2 根 455mm, 共 16 根 模式 2 将每根原料钢管切割 2 根 215mm,3 根 455mm,共 6 根 模式 3 将每根原料钢管切割 5 根 355mm,共 1 根 模式 4 将每根原料钢管切割 4 根 455mm,共 0 根 3 模型的检验与进一步分析 3.1 模型的检验 客户需要 15 根 290mm、28 根 215mm、21 根 350mm 和 30 根 455mm 的钢管,原 料钢管 1850mm,那么至少需要原料钢管为 15 290 28 215 21 350 30 455 =17 根 1850
为了确定原料钢管数量的最大值,我们采用枚举法求解,将 1 根原料钢管分 别切割成 290mm、215mm、350mm 和 455mm 根数进行讨论,可得表 1 结果, 表 1 原料钢管数量的最大值讨论结果
切割长度 方案 1 方案 2 方案 3 方案 4 方案 5 方案 6 方案 7 方案 8 290mm 215mm 350mm 455mm 总长 余量 原料钢管 根数
下料问题的基本建模方法
下料问题的基本建模方法下料问题,这个听起来似乎有点复杂的名词,其实在我们的日常生活中随处可见。
想象一下,厨房里你准备做一顿大餐,冰箱里有各式各样的食材,你得想办法把这些食材分配好,才能做出美味的菜肴。
下料问题就是类似于这样的一种情况——如何合理分配和利用资源,以达到最优的效果。
1. 什么是下料问题?下料问题,说白了就是在资源有限的情况下,怎么把这些资源用到刀刃上。
就像我们去市场买菜,预算有限,想吃的东西又不少,这时候就得做个计划,选择最重要的食材,确保一顿饭能色香味俱全。
说到这儿,大家可能就会想,为什么要研究这个问题呢?其实,这个问题不仅在厨房里,在工厂、物流、甚至建筑行业中都能找到它的身影。
1.1 实际应用比如说,在家具厂,工人们要从大块木料中切出各种家具部件。
这时候就得考虑如何切割才能最大限度地利用木料,减少浪费。
再说物流行业,运输车上装载货物时,得安排好每件货物的位置,才能确保车的载重合理,同时也得保证卸货方便。
这个下料问题就像是一个拼图游戏,你得把所有的块拼在一起,才能完成一幅完整的画。
1.2 建模的必要性那么,建模在这个过程里起到什么作用呢?简单来说,建模就是用一种简单的方式把复杂的问题抽象出来,让我们能够更清楚地看到全局。
就好比是画地图,地图把复杂的地形变得一目了然,让你能轻松找到方向。
通过建模,我们可以用数学的方法分析资源分配,找到最佳解决方案。
就像打麻将,牌打得好,赢得快,心情自然也好。
2. 下料问题的建模方法下料问题的建模方法其实有很多,常见的有线性规划、动态规划等。
听起来像是数学课上那些让人头疼的公式,但其实它们都能帮助我们找到最佳的解决方案。
2.1 线性规划先说线性规划吧。
这是一个非常经典的建模方法。
简单地说,线性规划就是把我们的资源和需求用数学式子表示出来,然后通过求解这些方程,找出最优解。
就像是给自己定了一个目标,要在最短的时间内把所有的食材都切好。
只要好好规划,你就能把厨房变成一个高效的“生产线”。
数学建模合理下料问题
数学建模合理下料问题某钢管零售商从钢管厂进货,然后将钢管按照顾客的要求切割后售出,从钢管厂进货时,每根钢管的长度都是19米①现在有一客户需要50根4米、20根6米、15根8米的钢管,应如何下料最节省?②零售商如果采用的不同切割方式太多,将会导致生产过程的复杂化,从而增加生产和管理成本,所以该零售商规定采用的不同切割方式不能超过3种。
此外,该客户除需要①中的三种钢管外,还需要10根5米的钢管,应如何下料最省?(一)模型假设:1,假设钢管可以任意分割一根钢管可以有以下7种分法:①②③④⑤⑥⑦4米 4 3 2 1 1 0 06米0 1 0 2 1 3 08米0 0 1 0 1 0 2余料 3 1 3 3 1 1 3符号说明:x1-x7,表示对应分割方法下4,6,8米钢管的根数w , 表示所用的19米钢管数h , 表示余料模型分析:要求下料最节省,也即是所用的19米钢管数w最少。
客户需要50根4米、20根6米、15根8米的钢管,可以得到以下方程式:4x1+3x2+2x3+x4+x5>=50x2+2x4+x5+3x6>=20x3+x5+x7>=15Min h=3x1+x2+3x3+3x4+x5+x6+3x7模型求解:上述问题属于线性规划,它可以用单纯形法方法求解,也可以用LINDO软件求解。
用LINDO求解如下:直接输入min 3x1+x2+3x3+3x4+x5+x6+3x7subject to4x1+3x2+2x3+x4+x5=50x2+2x4+x5+3x6=20x3+x5+x7=15end将文件存储并命名后,选择菜单“solve”,并对提示“DO RANGE(SENSITIVITY)ANALYSIS”回答“是”或“否”。
即可得输出结果。
LP OPTIMUM FOUND AT STEP 4OBJECTIVE FUNCTION V ALUE1) 35.00000VARIABLE V ALUE REDUCED COSTX1 0.000000 0.000000X2 10.000000 0.000000X3 5.000000 0.000000X4 0.000000 4.750000X5 10.000000 0.000000X6 0.000000 4.750000X7 0.000000 1.500000模型假设:一根钢管可以有以下15种分法:⑴⑵⑶⑷⑸⑹⑺⑻⑼⑽⑾⑿⒀⒁⒂44 3 3 2 2 2 1 1 1 0 0 0 0 0 0 米0 1 0 2 1 0 3 1 0 2 2 1 1 0 0 5米0 0 1 0 1 0 0 0 1 1 0 2 1 3 0 6米0 0 0 0 0 1 0 1 1 0 1 0 1 0 2 8米3 2 1 1 0 3 0 2 1 3 1 2 0 1 3 余料符号说明:x1-x15,表示对应分割方法下4,5,6,8米钢管的根数w , 表示所用的19米钢管数h , 表示余料模型分析:要求下料最节省,也即是所用的19米钢管数w最少。
一类优化下料数学模型存在的问题及对策

一类优化下料数学模型存在的问题及对策优化下料是传统制造行业最为实用的算法之一,随着技术的进步,已被广泛地应用到工厂中,在其中,一类优化下料数学模型(CO-Packing)特别被广泛采用,其目的在于最小化原材料的废弃,减少产品成本,并且能够满足客户的要求。
然而,目前一类优化下料数学模型也存在着许多问题,损害了其在行业的应用。
首先,由于一类优化下料数学模型的求解过程极其耗费时间,无法在实际生产过程中得到及时的解决,从而导致产品的滞后性问题,给企业造成不良的影响。
其次,一类优化下料数学模型不具备良好的扩展性,不能有效解决更复杂的问题,也限制了其应用范围。
最后,由于一类优化下料数学模型不能实时响应产品的变化,在实际应用时,容易出现产品设计缺陷带来的质量问题,无法满足客户的需求。
针对上述存在的问题,应采取一系列对策,以最大化CO-Packing 模型的运用。
首先,采用智能计算技术,消除一类优化下料数学模型的求解耗费的时间,使其能够更快的响应生产需求,提高产品质量。
其次,采用可扩展的算法,可以有效求解复杂问题,增加CO-Packing 模型的应用范围。
最后,通过实时监测数据,快速调整CO-Packing模型,实现系统的最优化,提高产品的质量,满足客户的要求。
综上,一类优化下料数学模型CO-Packing是一类非常重要的技术,用于简化任务的复杂度,为企业带来更多的利润。
然而,它也存在许多问题,需要采取一系列的对策以解决。
可以采用智能计算技术以及可扩展的算法,通过实时数据监测调整CO-Packing模型,使其能够更加及时、有效地响应生产需求,达到最佳结果。
只有实施这些措施,才能充分发挥一类优化下料数学模型CO-Packing的优势,使其在企业中得到更广泛的应用。
最优下料问题的数学模型

此行为将导致 NL 矩阵中的某一值被 Si 累加了多次,为此,可以将 Step5 中的判断函数:
NoZeros(NL) 0 改为 NoZeros(NL) Length(NL) 10
即
NL
中剩下
1 10
未被选择时即跳出,然后对剩下的
1 10
进行重组合,即将
NL
中等于
0
的数剔除,非零数值重新组合成新的 NL ,再继续运行 Step1~Step5 即可尽量避免当
3切割过程中无人工误差三符号的说明31问题一的符号说明符号说明kmax等额完成任务所需的原材料数k原材料个数i零件标号xi在第个原材料上切割的第个零件标号的零件数量kikm规格种数li需求零件长度l单一原材料长度di12?m需求零件数量is需下料的全部零件总长度q下料方式数l废料总长度3四问题的分析对于问题一为一维下料问题考虑首要目标为使原材料利用率最大然后再使下料方式数尽可能少
最优下料问题的数学模型
摘要
本文通过对两个问题进行分析,分别建立模型一、模型二。针对模型一,设计程序 贪心算法,通过 Matlab 编程,得出相应结果。针对模型二,文中通过将二维问题转换 成为一维问题,引用规划模型,做出相应分析。
在问题一中,为解决一维下料问题,根据一维下料问题的特点,建立起由其约束条 件组合而成的规划模型,在随机决策的基础上利用贪心算法取每个决策中的最优值,较 快地获得问题的最优解为:前 6 天下料方案整和为一个方案比制定 4 天,6 天方案更优, 且前 6 天需用原材料根数为 268,利用率为 99.21%,3 天完成;剩余下料方案为需用原 材料根数为 538,利用率为 98.92%,6 天完成。(详见表 6-1 和附录表 6-2、表 6-3)
LnM
数学建模y04下料问题B题

aij :第 j 种下料方式中第 i 种零件的切割数量, i = 1, , m, j = 1, , p 。 x j :第 j 种下料方式使用的次数, j = 1, , p 。
∑ q :所需原材料的数量, q = p x j 。 j =1
五.问题分析
一个好的下料方案首先应该使原材料的利用率最大,从而减少损失,降低成本,提高经 济效益。其次要求所采用的不同的下料方式尽可能少,即希望用最少的下料方式来完成任务。 因为在生产中转换下料方式需要费用和时间,既提高成本,又降低效率。此外,每种零件有 各自的交货时间,每天下料的数量受到企业生产能力的限制。因此实用下料问题的目标是在 生产能力容许的条件下,以最少数量的原材料,尽可能按时完成需求任务,同时下料方式数 也尽量得少。
802~850 之间,且已找到 q = 850 的可行解。
表 2 不同废料长度下的下料方案
下料方案
T p
0 20" 40882
x = ( x1 , , x p )T , x j :第 j 种下料方式使用的次数,且 j = 1, , p 。
可行的下料方案应满足零件个数的约束,设下料方式集为 Am× p ,则有:
Am×p x ≥ n
其中 n = ( n1 ,…,nm ),且 x j 为整数,满足 x j ≥ 0, j = 1, , p 。
上取整值,由 A 、 x 中各分量的非负性,可以证明 A ⎡⎢ x⎤⎥ ≥ n 。
因此,若 x 为线性规划范畴下的可行解, ⎡⎢ x⎤⎥ 即为可行的下料方案,同理,若 x 为线性
规划范畴下的最优解, ⎡⎢ x⎤⎥ 即为较优的下料方案,对比同一下料方式集下最优的下料方案,
其原材料使用数量之差不大于 x 中非零分量的个数,例如在下料方式集 A0 下,线性规划结
2004年全国首届研究生数学建模优秀论文B题
零件集合 G1 ,故上述所算出的所用的原材料数要小于等于 100 4 ,注意若
4
iG1
a
ij
0 ,即表示第 j 种下料方式中没有切割到零件集合 G1 中的零件,因此:
aij 0, i G1 ,这样按照注释 1 中的约定
0 ˆ 0 ,可知正好表示:这种下料方式 0
不产生集合 G1 中的零件,故而这条约束很完善; 6. 约束中第五条和第四条的解释类似; 约束中第六条和第七条表示 aij 和 x j 要取整数。 对于废料的度量:由于存在锯缝为 5mm,对任何一种可行的下料方式
时的锯缝可以是直的也可以是弯的,切割所引起的锯缝损耗忽略不计.据估计, 该 企 业 每 天 最 大 下 料 能 力 是 20 块 要 求 在 4 天 内 完 成 的 零 件 标 号 ( i ) 为 : 3,7,9,12,15, 18, 20, 25, 28, 36.
1
二.问题的分析 在生产实践中,经常会遇到如钢材、木材等条型材的下料问题,即如何根据 原材料的长度、零件的尺寸以及需求量确定出使原材料消耗最少的最优下料方 案。本题要求:在生产能力容许的条件下,以最少数量的原材料,尽可能按时完 成需求任务, 同时下料方式数也尽量地小。 对于一维下料问题,首先我们必须找出全部可行的下料方式;然后才能确定 下料方式作为决策变量和形式约束条件的结构系数,这样才能建立优化决策模 型,通过计算机编程计算得到我们所需要的最优下料方案。考虑到这里是单一原 材料下料问题,这大大减少了下料方式;但由于零件的种类有 53 种之多,因此 下料方式仍然很多,计算量很大,所以在建立优化模型的基础上,我们需要找到 比较合适的算法来解决这类实际问题。近年来,国内外关于这方面的研究比较活 跃,并涌现出了不少近似算法,如 Gilmore 与 Gomory 用线性规划建立的一刀切 问题的数学模型;Dyckhoff 提出的线性规划方法以及 Sarker 提出的动态规划方 法等。由于下料问题属于布局问题,不同于一般的数值性优化,近年又出现应用 遗传算法来求解下料优化问题。 我们力图建立一种实用的模型——多目标整数规 [1] [2][7] ,并提出一种新的优化思想方法——启发式多层次逐层优化方法, 划模型 解决此问题;同时与其他的求解方法进行比较。 对于二维下料问题,我们采用分类层次分析法;由于原材料的长度为 3000mm,宽度为 100mm,而 43 种零件的长度最小的为 155mm,这样就不会出现零 件的长边在原材料的宽边上切割的情况, 也就是说零件的长边都是顺着原材料的 长边切割的。考虑到零件的宽有 20,30,35,50(mm)这 4 种规格,为了尽量 节省材料,我们应该使原材料在宽边上尽量利用完全,这样只有几种宽边完全利 用的组合方式(5 种) ,分别为:50-50,50-30-20, 30-30-20-20,35-35-30, 20-20-20-20-20。我们把零件按宽边的规格分为 4 类(20,30,35,50) ,对每 一类都可按问题一的处理一维下料问题的方式找最优的方案, 然后再把他们按上 述的几种方式进行组合,以求得最优解。
钢管下料数学建模
钢管下料数学建模(实用版)目录一、引言二、钢管下料问题的背景和意义三、数学建模方法和技术的选择四、具体建模方法和解决方案五、结论正文一、引言随着我国经济的快速发展,钢铁工业作为基础产业之一,其生产效率和质量的提升成为了行业面临的重要问题。
其中,钢管下料问题作为钢铁生产过程中的关键环节,如何提高下料效率和减少材料浪费,对于提高整体生产效益具有重要意义。
为此,我们需要对钢管下料问题进行数学建模,以期找到最优解决方案。
二、钢管下料问题的背景和意义钢管下料是指将一根钢管按照一定的切割模式进行切割,得到一定长度的钢管。
这个问题在钢铁、建筑等行业具有普遍性。
钢管下料问题的关键在于如何在满足生产需求的同时,最大限度地减少材料浪费,提高生产效率。
因此,对钢管下料问题进行数学建模,有助于优化资源配置,提高整体生产效益。
三、数学建模方法和技术的选择针对钢管下料问题,我们可以采用数学建模方法进行求解。
数学建模主要包括线性规划、非线性规划、整数规划等。
其中,线性规划适用于求解目标函数线性、约束条件线性的问题;非线性规划适用于求解目标函数非线性、约束条件非线性的问题;整数规划则适用于求解整数解的问题。
针对钢管下料问题,我们可以根据具体情况选择合适的数学建模方法。
四、具体建模方法和解决方案在对钢管下料问题进行数学建模时,我们可以根据实际生产需求和切割模式,建立目标函数和约束条件。
具体来说,可以根据钢管的总长度、不同长度的钢管数量以及切割模式等,建立目标函数和约束条件。
然后,采用相应的数学建模方法,求解最优解,从而得到最佳的切割方案。
五、结论通过对钢管下料问题进行数学建模,我们可以找到最优的切割方案,从而在满足生产需求的同时,最大限度地减少材料浪费,提高生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
即按照模式2切割12根原料钢管,按照模式5切 割15根原料钢管,共27根,总余料量为27米。 显然,在总余料量最小的目标下,最优解将是 使用余料尽可能小的切割模式(模式2和5的余 料为1米),这会导致切割原料钢管的总根数较 多。
2. 将(33)~(36)构成的整数线性规划模型 (加上整数约束)输入LINDO:
即按照模式2切割15根原料钢管,按模式5切割5根,按模 式7切割5根,共27根,可算出总余料量为35米。与上面 得到的结果相比,总余料量增加了8米,但是所用的原料 钢管的总根数减少了2根。在余料没有什么用途的情况下, 通常选择总根数最少为目标。
问题2)的求解
问题分析 按照解问题1)的思路,可以通过枚举法首先确 定哪些切割模式是可行的。但由于需求的钢管规格增加到4 种,所以枚举法的工作量较大。下面介绍的整数非线性规 划模型,可以同时确定切割模式和切割计划,是带有普遍 性的方法。
同1)类似,一个合理的切割模式的余料不应该大于或等于 客户需要的钢管的最小尺寸(本题中为4米),切割计划中 只使用合理的切割模式,而由于本题中参数都是整数,所 以合理的切割模式的余量不能大于3米。此外,这里我们仅 选择总根数最少为目标进行求解。
Min Z2 x1 x2 x3 x4 x5 x6 x7 (33)
下面分别在这两种目标下求解。
约束条件 为满足客户的需求,按照表1应有
4x1 3x2 2x3 x4 x5 50 x2 2x4 x5 3x6 20 x3 x5 2x7 15
问题1)的求解
问题分析 首先,应当确定哪些切割模式是可行的。 所谓一个切割模式,是指按照客户需要在原料钢管上 安排切割的一种组合。例如,我们可以将19米长的钢 管切割成3根4米长的钢管,余料为7米显然,可行的 切割模式是很多的。
其次,应当确定哪些切割模式是合理的。通常假设一 个合理的切割模式的余料不应该大于或等于客户需 要的钢管的最小尺寸。在这种合理性假设下,切割 模式一共有7种,如表5-3所示。
模型建立 决策变量 用xi 表示按照第i种模式(i=1, 2, …, 7)切 割的原料钢管的根数,显然它们应当是非负整数。 决策目标 以切割后剩余的总余料量最小为目标, 则由表1可得
Min Z1 3x1 x2 3x3 3x4 x5 x6 3x7 (32) 以切割原料钢管的总根数最少为目标,则有
x3 + x5 + 2x7 >= 15
end
gin 7
Min= 3*x1 + x2 + 3*x3 + 3*x4 + x5 + x6 + 3*x7 ;
4*x1 + 3*x2 + 2*x3 + x4 + x5 x2 + 2*x4 + x5 + 3*x6 x3 + x5
>= 50; >= 20; + 2*x7 >= 15;
表5-3 钢管下料的合理切割模式
模式1 模式2 模式3 模式4 模式5 模式6 模式7
4米钢管根数 6米钢管根数 8米钢管根数 余料(米)
4
0
0
3
3
1
0
1
2
0
1
3
1
2
0
3
1Байду номын сангаас
1
1
1
0
3
0
1
0
0
2
3
问题化为在满足客户需要的条件下,按照哪些种合 理的模式,切割多少根原料钢管,最为节省。而 所谓节省,可以有两种标准,一是切割后剩余的 总余料量最小,二是切割原料钢管的总根数最少。 下面将对这两个目标分别讨论。
模型求解
1. 将(32),(34)~(36)构成的整数线性规划模型 (加上整数约束)输入LINDO如下:
Title 钢管下料 - 最小化余量
Min 3x1 + x2 + 3x3 + 3x4 + x5 + x6 + 3x7
s.t.
4x1 + 3x2 + 2x3 + x4 + x5
>= 50
x2 + 2x4 + x5 + 3x6 >= 20
@gin(x1); @gin(x2); @gin(x3);@gin(x4); @gin(x5); @gin(x6); @gin(x7);
求解可以得到最优解如下:
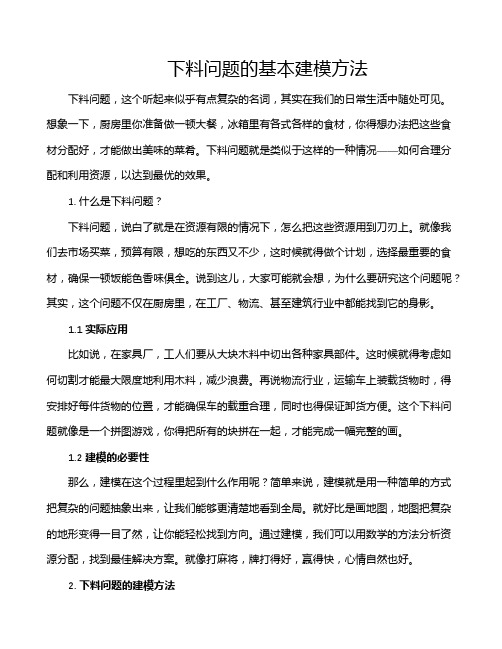
OBJECTIVE FUNCTION VALUE 1) 27.00000
VARIABLE VALUE REDUCED COST X1 0.000000 3.000000 X2 12.000000 1.000000 X3 0.000000 3.000000 X4 0.000000 3.000000 X5 15.000000 1.000000 X6 0.000000 1.000000 X7 0.000000 3.000000
下料问题
生产中常会遇到通过切割、剪裁、冲压等手段,将 原材料加工成所需大小这种工艺过程,称为原料下 料(cutting stock)问题。按照进一步的工艺要求, 确定下料方案,使用料最省,或利润最大
钢管下料问题
某钢管零售商从钢管厂进货,将钢管按照顾客的要 求切割后售出。从钢管厂进货时得到的原料钢管都 是19米长。 1) 现有一客户需要50根4米长、20根6米长和15根8米 长的钢管。应如何下料最节省? 2) 零售商如果采用的不同切割模式太多,将会导致生 产过程的复杂化,从而增加生产和管理成本,所以 该零售商规定采用的不同切割模式不能超过3种。 此外,该客户除需要1)中的三种钢管外,还需要 10根5米长的钢管。应如何下料最节省?
Title 钢管下料 - 最小化钢管根数 Min x1 + x2 + x3 + x4 + x5 + x6 + x7 s.t.
4x1 + 3x2 + 2x3 + x4 + x5 >= 50 x2 + 2x4 + x5 + 3x6 >= 20 x3 + x5 + 2x7 >= 15
end gin 7
求解,可以得到最优解如下:
OBJECTIVE FUNCTION VALUE 1) 25.00000 VARIABLE VALUE REDUCED COST X1 0.000000 1.000000 X2 15.000000 1.000000 X3 0.000000 1.000000 X4 0.000000 1.000000 X5 5.000000 1.000000 X6 0.000000 1.000000 X7 5.000000 1.000000