落料冲孔复合模设计实例—连接板冲裁零件(精编文档).doc
(完整word版)连接板落料冲孔复合模
安徽矿业职业技术学院毕业设计(2013届)题目连接板落料冲孔复合模指导教师院系安徽矿业职业技术学院机械工程系班级模具设计与制造101学号105801060106姓名二〇一三年五月二十日摘要本文应用所学专业理论课程和生产实际知识进行了冷冲压模具设计工作的实际训练,从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容.通过本次设计,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本技能,懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了相应工程设计规范和标准,同时对相关的课程进行了全面的复习,使独立思考能力有了提高。
本设计采用落料冲孔复合模,模具设计制造简便易行。
落料冲裁效果好,能极大地提高生产效率。
本设计主要工序包括:冲孔和落料。
本设计分别论述了产品工艺分析,冲压方案的确定,工艺计算,模板及主要零件设计,模具装配等问题.本设计的内容是确定复合模内型和结构形式以及工艺性,绘制模具总图和非标准件零件图。
关键词:冷冲压;模具设计;绘图。
目录前言。
.。
...。
...。
......。
.。
.。
..。
..。
.。
.11 工艺方案分析与确定。
..。
.。
....。
..。
..21.1 零件的工艺分析.....。
.。
.。
..。
..。
..21。
2 工艺方案的确定..。
.。
...。
...。
.。
.。
.。
...。
..。
.2 1。
3 排样的确定.。
......。
.。
.。
.。
...。
..。
..。
.。
32 工艺设计与计算.。
.。
..。
.。
.。
.。
.。
.。
..。
.。
.。
.。
5 2.1 冲压力与压力中心的计算。
..。
.....。
..。
.。
.。
52.2 工作零件刃口尺寸计算。
.。
.。
.。
.。
.。
...。
.。
6 2.3工作零件结构设计与其他模具结构零件.。
.。
.。
72.4 冲压设备的选用.。
.。
..。
.。
.。
...。
.....。
..103 模具的装配。
...。
.。
...。
落料冲孔复合模具设计
落料冲孔复合模具设计落料冲孔复合模具设计绪论模具主要类型有:冲模,锻模,塑料模,压铸模,粉末冶金模,玻璃模,橡胶模,陶瓷模等。
除部分冲模以外的的上述各种模具都属于腔型模,因为他们一般都是依靠三维的模具形腔是材料成型。
(1)冲模:冲模是对金属板材进行冲压加工获得合格产品的工具。
冲模占模具总数的50%以上。
按工艺性质的不同,冲模可分为落料模,冲孔模,切口模,切边模,弯曲模,卷边模,拉深模,校平模,翻孔模,翻边模,缩口模,压印模,胀形模。
按组合工序不同,冲模分为单工序模,复合模,连续模。
(2)锻模:锻模是金属在热态或冷态下进行体积成型是所用模具的总称。
按锻压设备不同,锻模分为锤用锻模,螺旋压力机锻模,热模锻压力锻模,平锻机用锻模,水压机用锻模,高速锤用锻模,摆动碾压机用锻模,辊锻机用锻模,楔横轧机用锻模等。
按工艺用途不同,锻模可分为预锻模具,挤压模具,精锻模具,等温模具,超塑性模具等。
(3)塑料模:塑料模是塑料成型的工艺装备。
塑料模约占模具总数的35%,而且有继续上升的趋势。
塑料模主要包括压塑模,挤塑模,注射模,此外还有挤出成型模,泡沫塑料的发泡成型模,低发泡注射成型模,吹塑模等。
(4)压铸模:压铸模是压力铸造工艺装备,压力铸造是使液态金属在高温和高速下充填铸型,在高压下成型和结晶的一种特殊制造方法。
压铸模约占模具总数的6%。
(5)粉末冶金模:粉末冶金模用于粉末成型,按成型工艺分类粉末冶金模有:压模,精整模,复压模,热压模,粉浆浇注模,松装烧结模等。
目前,我国17000多个模具生产厂点,从业人数五十多万。
除了国有的专业模具厂外,其他所有制形式的模具厂家,包括集体企业,合资企业,独资企业和私营企业等,都得到了快速发展。
研究和发展模具技术,对于促进国民经济的发展具有特别重要的意义,模具技术已成为衡量一个国家产品制造技术的重要标志之一,随着工业生产的迅速发展,模具工业在国民经济中的地位日益提高,并在国民经济发展过程中发挥越来越大的作用。
连接板冲孔落料复合模设计说明书DOC

连接板冲孔落料复合模设计摘要本论文应用所学专业理论课程和生产实际知识进行了冷冲压模具设计工作的实际训练,从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容。
通过本次设计,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本技能,懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了相应工程设计规范和标准,同时对相关的课程进行了全面的复习,使独立思考能力有了提高。
本设计采用落料冲孔复合模,模具设计制造简便易行。
落料冲裁效果好,能极大地提高生产效率。
本设计主要工序包括:冲孔和落料。
本设计分别论述了产品工艺分析,冲压方案的确定,工艺计算,模板及主要零件设计,模具装配等问题。
本设计的内容是确定复合模内型和结构形式以及工艺性,绘制模具总图和非标准件零件图。
关键词:连接板;冲孔落料;复合模设计Junction plate piercing and blanking die design AbstractThe major theoretical courses and practical knowledge of the practical training of cold stamping die design work, in order to cultivate and improve the students' ability to work independently, consolidated and expanded the study of cold stamping die design course. Through this design, master the methods and steps of cold stamping die design, master the basic skills of cold stamping die design, know how parts of the process analysis, how to determine the process, understand the basic structure of the mold, improve the computational ability, drawing ability, familiar with the design specification and corresponding engineering standards, at the same time related courses conducted a comprehensive review, the independent thinking ability has been improved. The design of the blanking and punching compound die, die design and manufacture of simple. Blanking effect is good, can greatly improve production efficiency. The main procedure of this design include: punching and blanking. Respectively on the design of the product process analysis, to determine the stamping scheme, process calculation, the template and the main parts design, mold assembly and other issues. The design of the content is to determine the type and structure of the composite mold and technology, draw up the mold assembly drawing and nonKey words:Junction plate; piercing and blanking; die design1前言1.1冷冲压加工的概述随着汽车和家用电器等行业的飞速发展,在工业发达国家,对发展冷冲压生产给予了高度的重视。
落料冲孔复合模研发设计实例
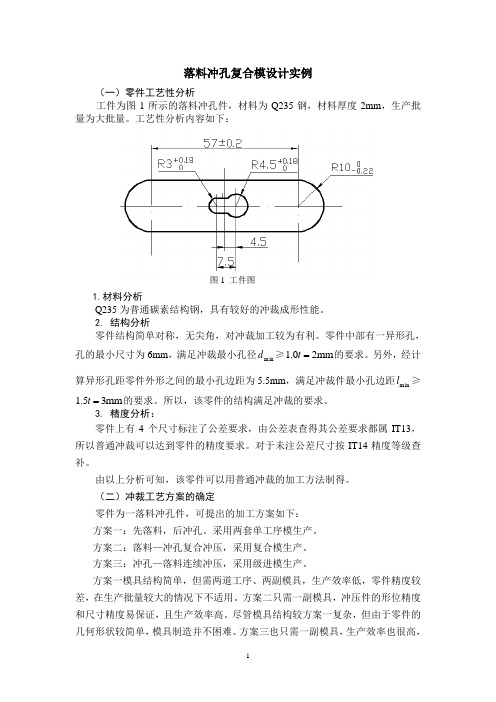
目录第一章设计任务————————————————3 1.1零件设计任务———————————————31.2分析比较和确定工艺方案——————————3第二章计算冲裁压力、压力中心和选用压力机———5 2.1排样方式的确定及材料利用率计算——————52.2计算冲裁力、卸料力————————————52.3确定模具压力中心—————————————6第三章模具工作部分尺寸及公差—————————7 3.1冲孔部分—————————————————73.2落料部分—————————————————7第四章确定各主要零件结构尺寸—————————9 4.1凹模外形尺寸确定—————————————94.2其他尺寸的确定——————————————94.3 合模高度计算———————————————9第五章模具零件的加工—————————————9 第六章模具的装配———————————————10 第七章压力机的安全技术措施——————————12 参考文献————————————————————14落料冲孔复合模设计实例(一)零件工艺性分析工件为图1所示的落料冲孔件,材料为Q235钢,材料厚度2mm ,生产批量为大批量。
工艺性分析内容如下:1.材料分析Q235为普通碳素结构钢,具有较好的冲裁成形性能。
2. 结构分析零件结构简单对称,无尖角,对冲裁加工较为有利。
零件中部有一异形孔,孔的最小尺寸为6mm ,满足冲裁最小孔径min d ≥mm 20.1=t 的要求。
另外,经计算异形孔距零件外形之间的最小孔边距为5.5mm ,满足冲裁件最小孔边距min l ≥mm 35.1=t 的要求。
所以,该零件的结构满足冲裁的要求。
3. 精度分析:零件上有4个尺寸标注了公差要求,由公差表查得其公差要求都属IT13,所以普通冲裁可以达到零件的精度要求。
对于未注公差尺寸按IT14精度等级查补。
由以上分析可知,该零件可以用普通冲裁的加工方法制得。
落料冲孔复合模具设计
落料冲孔复合模具设计设计原理:1.冲孔功能:落料冲孔模具主要用于在金属板上进行孔洞冲压,以实现孔洞零件的批量生产。
冲孔的原理是通过模具的压力和冲裁刀具的作用,将金属板材从中间推出特定形状的孔洞。
2.落料功能:落料是指用模具将金属板材从整体中剪下来,形成零件。
落料的原理是将模具的刀口与板材接触,通过对刀口施加压力,将板材从整体中剪断,形成所需的零件。
设计流程:1.确定零件的工艺要求:首先,需要明确待加工的零件的工艺要求,包括要冲孔和落料的位置、孔洞的形状和尺寸、零件的尺寸等。
2.设计模具结构:根据零件的工艺要求,设计模具的结构,包括上模、下模、导柱、导套、冲裁刀具等。
3.确定模具的材料:根据模具的使用寿命和材料的强度要求,选择合适的模具材料,一般选择高硬度和高耐磨性的工具钢。
4.电极设计:对于一些复杂的孔洞形状,可以使用电火花加工技术进行加工。
此时,需要设计电极来完成孔洞的加工。
5.模具加工和调试:根据设计图纸,进行模具的加工和组装。
之后,进行模具的调试和试模工作,确保模具可以满足工艺要求。
6.模具使用和维护:在使用模具过程中,需要根据实际情况进行模具的保养和维护,定期检查模具的磨损情况,及时更换模具零件。
设计注意事项:1.强化模具的刚性:落料冲孔复合模具的刚性对于冲孔和落料的质量有很大影响。
因此,设计时需要合理设计模具的结构,提高模具的刚性。
2.合理选择冲裁刀具:根据孔洞的形状和尺寸,选择合适的冲裁刀具。
冲裁刀具应具有足够的硬度和耐磨性,以确保冲裁的质量和寿命。
3.注意冲孔位置的精度:冲孔位置的精度对于零件的质量和装配性能有很大影响。
因此,在设计模具时需要特别注意冲孔位置的精度要求,并通过合理的设计和加工保证冲孔位置的精度。
4.设计合理的导向装置:为了确保模具在使用过程中的精度和稳定性,需要设计合理的导向装置,保证模具在工作时能够准确导向。
总结:落料冲孔复合模具设计需要根据零件的工艺要求和性能要求来设计模具的结构和工艺。
链片冲孔、落料复合模设计

ANYANG INSTITUTE OF TECHNOLOGY本科毕业设计说明书链片冲孔、落料复合模设计Chain Piece Punching-Blanking Compound Die Designand Animation系(院)名称:机械工程系专业班级:材料成型及控制工程学生姓名:李义锋学生学号:指导教师姓名:指导教师职称:2010 年5 月毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得安阳工学院及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解安阳工学院关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:目录中文摘要、关键词 (1)英文摘要、关键词 (2)引言 (3)第1章工艺方案设计 (4)1.1工艺分析 (4)1.2工艺方案设计 (4)1.3排样设计 (5)第2章工艺计算 (6)2.1冲裁力计算 (6)2.2压力中心计算 (6)2.3初选压力机 (7)2.4刃口尺寸计算 (7)2.4.1凹模尺寸计算 (7)2.4.2凸模刃口尺寸计算 (7)2.4.3中心距尺寸计算 (8)第3章模具类型和结构设计 (9)3.1确定模具类型 (9)3.2模具结构设计 (9)3.3模架类型及精度 (11)第4章模具零件、部件的设计 (12)4.1主要工作零件设计 (12)4.1.1冲孔凸模设计 (12)4.1.3落料凹模设计 (13)4.2其它零部件设计 (14)4.2.1推件装置设计 (14)4.2.2凸凹模固定板与凹模垫板的选用 (14)4.2.3卸料装置设计 (14)4.3定位及紧固零件设计 (16)4.3.1挡料销及导料销的选用 (16)4.3.2紧固零件的选用及安装 (17)4.4模架的选择 (17)4.5压力机的确定 (18)第5章CATIA软件辅助设计及动画模拟 (19)5.1零件图的设计 (19)5.2装配图设计及动画模拟 (22)5.3工程图创建 (23)结论 (24)致谢 (25)参考文献 (26)链片冲孔、落料复合模设计及动画制作摘要:本课题研究链片冲孔、落料复合模具的设计及利用CATIA软件进行三维动画制作。
落料冲孔复合模设计实例
落料冲孔复合模设计实例(一)零件工艺性分析工件为图1所示的落料冲孔件,材料为Q235钢,材料厚度2mm ,生产批量为大批量。
工艺性分析内容如下:1.材料分析Q235为普通碳素结构钢,具有较好的冲裁成形性能。
2. 结构分析零件结构简单对称,无尖角,对冲裁加工较为有利。
零件中部有一异形孔,孔的最小尺寸为6mm ,满足冲裁最小孔径min d ≥mm 20.1=t 的要求。
另外,经计算异形孔距零件外形之间的最小孔边距为5.5mm ,满足冲裁件最小孔边距min l ≥mm 35.1=t 的要求。
所以,该零件的结构满足冲裁的要求。
3. 精度分析:零件上有4个尺寸标注了公差要求,由公差表查得其公差要求都属IT13,所以普通冲裁可以达到零件的精度要求。
对于未注公差尺寸按IT14精度等级查补。
由以上分析可知,该零件可以用普通冲裁的加工方法制得。
(二)冲裁工艺方案的确定零件为一落料冲孔件,可提出的加工方案如下: 方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料—冲孔复合冲压,采用复合模生产。
方案三:冲孔—落料连续冲压,采用级进模生产。
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,图1 工件图但与方案二比生产的零件精度稍差。
欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。
所以,比较三个方案欲采用方案二生产。
现对复合模中凸凹模壁厚进行校核,当材料厚度为2mm 时,可查得凸凹模最小壁厚为4.9mm ,现零件上的最小孔边距为5.5mm ,所以可以采用复合模生产,即采用方案二。
(三)零件工艺计算 1.刃口尺寸计算根据零件形状特点,刃口尺寸计算采用分开制造法。
连接件落料_冲孔复合模(终极版
毕业设计(论文)课题名:称连接件落料冲孔复合模具系部:机电工程系专业:机电一体化姓名:万里亮学号:0804051002指导老师:愈龙海中文题目:连接件落料冲孔复合模具2010 年十二月目录摘要 (1)Ab stra ct (2)前言 (3)第1章课题相关的知识 (4)1.1冲压的概念、特点及应用 (4)1.2目前冲压技术的发展方向 (5)1.3设计课题及设计任务书 (5)1.3.1课题研究的目的及基本要求………………………………………………1.3.2 设计任务书 (6)第2章工艺方案分析及确定 (6)2.1 零件的工艺分析 (6)2.2 工艺方案的确定 (7)2.3 排样的确定 (7)2.3.1冲裁件的排样 (7)2.3.2材料利用率 (8)2.3.3搭边 (8)第3章工艺设计与计算 (9)3.1 冲压力与压力中心的算 (9)3.1.1冲裁方式与冲压力的计算 (9)3.1.2 冲裁力的计算 (9)3.1.3卸料力、推件力的计算 (10)3.2 工作零件刃口尺寸计算 (10)3.3 工件零件结构设计 (111)3.3.1 凹模尺寸 (12)3.3.2凹凸模尺寸 (13)3.3.3冲孔凸模尺寸………………………………………………………………第4章其他模具结构零件……………………………………………………………4.1其他模具结构零件 (15)4.2典型零件加工工艺方案如下 (16)4.3冲压设备的选用……………………………………………………第5章模具装配图与零件的装配图………………………………………………5.1 模具的装配图…………………………………………………………5.2 模具的零件图………………………………………………………………5.2.1冲孔排样图………………………………………………………………5.2.2凸凹模的零件图………………………………………………………参考文献…………………………………………………………………………致谢………………………………………………………………………………摘要模具是现代工业生产中重要的工艺装备之一。
链板片冲孔落料复合模设计

链板片冲孔落料复合模设计摘要:根据链板片的图样及产量要求,确定采用复合模具来生产该零件:首先,对零件的排样方式进行了合理的设计;根据计算出的模具刃口尺寸设计出相应的凹模、凸模及凹凸模,根据计算出的冲裁力选择合适的压力机;然后查找资料选择冷冲压模的标准零件,并绘制模具装配及零件图;最后,对主要零件进行工艺设计,通过工艺的设计来满足零件的精度要求。
关键词:冲压工艺;冲孔落料模;加工工艺The Design of Punching-Blanking Die of Chain Plate Abstract : According to the work piece of chain plate and production requirements, the punching-blanking die is determined to design: Firstly, the nesting diagram of the work piece is designed; According to the calculated size of cutting edge dimension, the convex die, the concave die and concave-convex die are designed; According to the calculated of the punching-blanking force, the right press is chosen and the assembly and part drawing are drawn. Finally, the processing technology of all parts is compiled in order to meet the accuracy requirements.Key words:Stamping process; Punching-blanking die; Processing technology目录第1章绪论 (1)1.1冲压模具发展简史、优势、种类 (1)1.1.1冲压模具发展简史 (1)1.1.2冲压模具的优势 (1)1.1.3冲压模具的种类 (2)1.2模具的发展现状与前景 (3)1.3课题的主要特点及意义 (4)1.4本章小结 (4)第2章冲裁工艺及冲裁模具设计 (5)2.1冲压件的过程分析 (5)2.1.1冲压件变形阶段分析 (5)2.1.2冲压件的质量分析 (6)2.2工艺过程分析 (7)2.2.1冲压件的形状和尺寸 (7)2.2.2 冲压件的尺寸精度 (7)2.2.3 生产批量 (7)2.2.4 冲压工艺方案的制定 (7)2.3排样设计 (8)2.3.2搭边 (9)2.3.3 送料进距 (10)2.3.4 条料宽度 (10)2.4本章小结 (11)第3章冲裁模具设计计算 (13)3.1冲裁间隙 (13)3.2凸模、凹模刃口尺寸的计算 (14)3.2.1冲裁模刃口尺寸计算的原则 (14)3.2.2 冲裁模凸模、凹模刃口尺寸计算 (15)3.3冲压力计算 (16)3.3.1 冲裁力的计算 (16)3.3.2 压力机的选择 (18)3.3.3 降低冲裁力的措施 (19)3.4压力中心的确定 (20)3.5模具闭合高度和压力机的尺寸关系 (21)3.6本章小结 (21)第4章模具零件及结构的详细设计 (23)4.1模具零件的组成和分类 (23)4.2复合模的结构分析 (23)4.3复合模工作零部件详细设计 (24)4.3.2 凹模 (26)4.3.3 凹凸模 (28)4.3.4上下模座 (29)4.3.5定位、导正方式的选择 (29)4.3.6卸料与出件装置的选择 (30)4.3.7模架的选择 (31)4.4 模具装配图 (32)4.5本章小结 (33)第5章模具主要零件的加工工艺过程 (34)5.1上下模座的工艺过程 (34)5.2凸模、凹模和凸凹模的工艺过程 (35)5.3本章小结 (37)第6章总结 (38)参考文献 (39)致谢 (40)第1章绪论模具是成批和大量生产各种机电与家电必备的基础工艺装备,是进行少无切削加工的主要工具,是制造业发展的前提。
落料冲孔复合模具设计
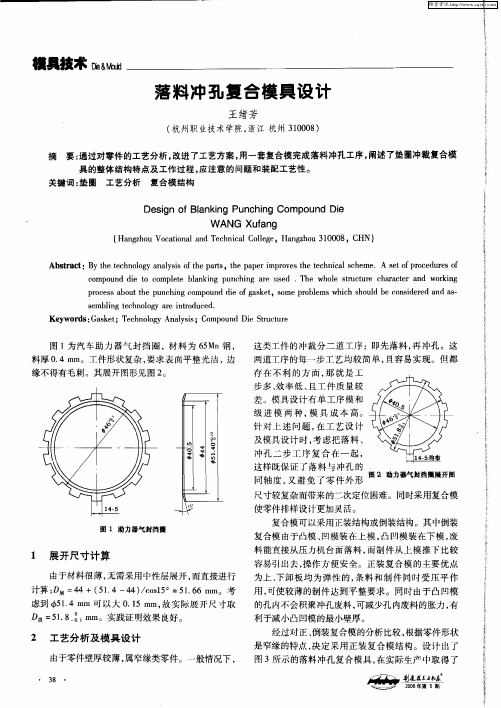
经过对正 、 倒装复合模 的分析 比较 , 根据零件形状 是窄缘的特点, 决定采用正装复合模结构 。设计 出了
图3 所示的落料冲孔复合模具, 在实 际生产 中取得 了
、 ‘ O牛 幂 w 0 ^} }
维普资讯
D 梗 具 技术 i e &
De in o a kn n hn mp u d Di sg fBln ig Pu c ig Co o n e W ANG f n Xu a g
( nzo oai a adTcncl ol e Haghu30 0 ,C N) HaghuV ctnl n ehia C lg , nzo 08 H o e 1
维普资讯
棱其技术 &
落料冲孔复合模具设计
王绪芳
( 杭州职业技术学院, 浙江 杭州 300 ) I 1 8 0 摘 要: 通过对零件的工艺分析, 改进了工艺方案。 用一套复合模完成落料冲孔工序 , 阐述了垫圈冲裁复合模
具 的整 体 结构特 点及 工作 过 程 , 注意 的 问题和 装 配工艺 性 。 应 关 键词 : 圈 垫 工 艺分析 复合模 结构
p o e sa o tt e pu c ng c mp u d de o a ke ,s me p o lmswh c h u d b o sd r d a d a — r c s b u h n hi o o n i fg s t o r b e i h s o l ec n i e e n s
定 在下模 板上 。为保 证零 件 的设计 要求 , 凸模 l 略 4应
9 进入凹模 5时 , 先落料再继续下行时完成 冲孔工序 ; 压力 机此 时恰 好 到 达 下 死 点 。 中 间废 料 由打 杆 7打
出。当上模返回时 , 上卸料 板 3在橡胶 1 弹力作用 1 下, 把边缘废料从 凸凹模 9上卸下 , 同时下卸料板把工
接线片落料冲孔复合模落料冲孔冲压模具设计word格式word格式

苏州市职业大学课程设计说明书名称接线片落料冲孔复合模2011年 6 月 6 日至 2011 年 6 月 19 日共 2 周院系机电工程系班级 09模具2班姓名廖兴系主任陶亦亦教研室主任李耀辉指导教师李耀辉垫片复合冲压模具的设计摘要:模具是现代工业的重要工艺设备,随着科学技术的不断进步,它在国民经济中占有越来越重要的地位,发展前景十分广阔。
装备制造业在2007年的迅速发展,尤其是汽车和电子电器产品的高速增长,为模具工业的发展营造了良好的市场环境。
本次综合实训设计接线片的复合冲压模具,从零件的工艺性分析到模具结构的设计再到工艺计算,一直到最后的模具装配图。
关键词:接线片、冲压、复合模具、设计目录摘要 (2)引言(绪论) (1)一、冲裁件的工艺性分析 (3)二、确定冲压工艺方案 (4)三、选择模具结构形式 (5)四、必要的工艺计算 (7)五、主要零件的设计计算 (15)六、压力机校核 (21)七、绘制模具总装配图 (22)总结 (23)参考文献 (24)引言模具是现代工业的重要工艺设备,随着科学技术的不断进步,它在国民经济中占有越来越重要的地位,发展前景十分广阔。
装备制造业在2007年的迅速发展,尤其是汽车和电子电器产品的高速增长,为模具工业的发展营造了良好的市场环境。
除了发展速度继续提升外,我国模具行业在2007年还呈现出三大亮点:一、是模具向大型、精密、复杂方向发展成果突出,如已生产出了单套重量达到100吨的巨型模具及型腔精度达到0.5μm的超精模具和能与2500次/分高速冲床相匹配的精密多工位级进模等;模具专业化和标准化程度得到进一步提高,如广东模具企业的模具标准件使用覆盖率大都已达到或超过了80%等;行业结构进一步改善,如产品结构和进出口结构正在不断趋向合理化等,行业正在形成一个以数字化和信息化为主要内容的技术改造热潮,发展后劲充足等。
二、是行业骨干队伍正快速形成,集群式生产方式得到进一步发展,劳动生产率不断提高。
空气滤清器连接板冲孔、冲槽、落料复合模设计
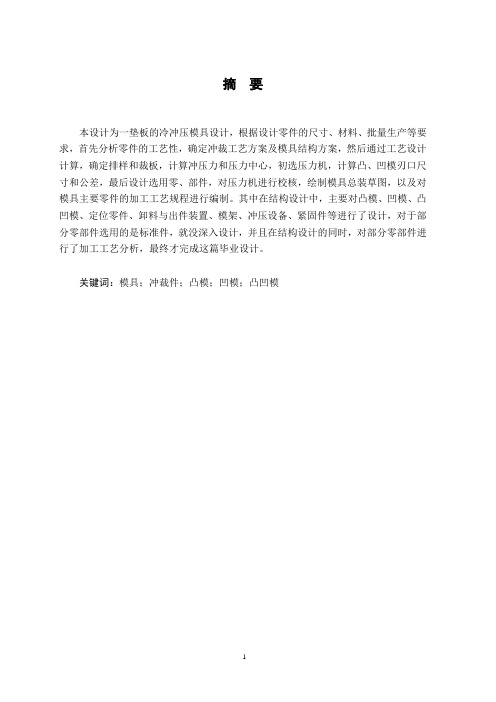
摘要本设计为一垫板的冷冲压模具设计,根据设计零件的尺寸、材料、批量生产等要求,首先分析零件的工艺性,确定冲裁工艺方案及模具结构方案,然后通过工艺设计计算,确定排样和裁板,计算冲压力和压力中心,初选压力机,计算凸、凹模刃口尺寸和公差,最后设计选用零、部件,对压力机进行校核,绘制模具总装草图,以及对模具主要零件的加工工艺规程进行编制。
其中在结构设计中,主要对凸模、凹模、凸凹模、定位零件、卸料与出件装置、模架、冲压设备、紧固件等进行了设计,对于部分零部件选用的是标准件,就没深入设计,并且在结构设计的同时,对部分零部件进行了加工工艺分析,最终才完成这篇毕业设计。
关键词:模具;冲裁件;凸模;凹模;凸凹模ABSTRACTThe design for a plate of cold stamping die design, according to the size of the design components, materials, mass production, etc., the first part of the process of analysis to determine the blanking process planning and die structure of the program, and then through the process design calculations, determine the nesting and cutting board, calculate the pressure and pressure washed centers, primary presses, computing convex and concave Die Cutting Edge dimensions and tolerances, the final design selection of parts and components, to press for checking, drawing die assembly drawings, as well as Mold processing technology of the main parts to the preparation procedures. In which the structural design, primarily to the punch and die, punch and die, positioning parts, unloading and out of pieces of equipment, mold, pressing equipment, fasteners, etc. has been designed, for the selection of some components are standard parts , there is no in-depth design, and structural design, while some parts for the processing process analysis and ultimately to complete this graduation project.Key words mold; stamping parts; punch; die; punch and die目录1 前言 (5)1.1未来冲压模具制造技术发展趋势 (5)1.2 模具技术发展的几个特点 (6)1.2.1 以计算机为中心 (6)1.2.2 模具设计水平高 (6)1.2.3 生产设备先进 (6)1.3 我国锻压工业的现状及发展对策 (7)2 零件工艺性分析 (8)2.1 冲裁工艺性 (8)2.1.1 结构与尺寸 (8)2.1.2 精度 (8)2.1.3 材料 (9)3 确定冲裁工艺方案 (10)3.1 工序性质与数量的确定 (10)3.2 工序顺序的确定 (10)3.3 工序组合方式的确定 (10)4 确定模具总体结构方案 (11)4.1 模具类型 (11)4.2 操作与定位方式 (11)4.3 卸料方式与出件方式 (11)4.4 模架类型及精度 (11)5 工艺与设计计算 (12)5.1 排样设计与计算 (12)5.2 计算冲压力与压力中心,初选压力机 (13)5.2.1 计算工艺力 (13)5.3 计算凸、凹模刃口尺寸及公差 (15)6 设计选用模具零部件、绘制模具总装草图 (18)6.1 确定凸、凹模结构形式,计算凹模轮廓尺寸及凸模结构尺寸 (18)6.1.1 凹模设计 (18)6.1.2 凸模设计 (18)6.2 设计选用定位零件 (19)6.3 卸料与出件装置 (19)6.3.1 固定卸料装置 (20)6.4 模架及零件 (21)6.4.1 模架 (21)6.4.2 其它支承与固定零件 (23)6.4.3 紧固件:螺钉与销钉的选用 (25)7 确定冲压设备 (29)8 模具的装配 (30)8.1 复合模的装配 (30)8.2 凸、凹模间隙的调整 (30)9 重要零件的加工工艺过程编制 (32)10 结论 (35)致谢 (36)参考文献 (37)1 前言随着国民经济的高速发展,市场对模具的需求量不断增长。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【最新整理,下载后即可编辑】
图示连接板冲裁零件,材料为10钢,厚度为2mm,该零件年产量20万件,试确定该零件的冲压工艺方案,并设计模具。
1.冲压工艺性分析及工艺方案确定
(1)冲压工艺性分析该零件的材料为10钢,冲压性能好,形状简单。
零件图上所有为标注公差的尺寸,属于自由尺寸,可按IT14级确定工件尺寸的公差。
孔中心距40mm的公差为0.3,属于12级精度。
所以普通冲裁就可以达到零件的精度要求。
(2)冲压工艺方案该零件的成形包括落料和冲孔两个基本工序,由于该零件的生产批量大,形状简单,所以该零件宜采用复合成形方式加工。
2.排样设计
根据该零件毛坯的形状特点,可确定采用直列单排的排样模式。
查表课的条料边缘的搭边和工作间的搭边分别为2mm和1.5mm。
从而可计算出条料宽度和送进步距分别为64mm和21.5mm。
确定后可得排样图如图所示:
材料利用率为:
3.工作零件刃口尺寸计算
根据零件形状特点,刃口尺寸采用分开制造法计算。
查表得凸、凹模最小间隙Z min =0.15mm ,最大间隙Z max =0.19mm 。
(1)落料件尺寸的基本计算公式为
A
0max A )(δ
+-=X ΔD D
min max 0min A T T
T )()(δδ----=-=Z X ΔD Z D D
对于Ф20,Δ=0.52,Χ=0.5,凸模制造公差δA=0.020mm ,凹模制造公差δT=0.025mm ,将以上各值代入δA+δT ≤Z min +Z max 校验是否成立。
求出D A 和D T 。
对于14mm ,Δ=0.43,Χ=0.5,凸模制造公差δA=0.020mm ,凹模制造公差δT=0.020mm ,将以上各值代入δA+δT ≤Z min +Z max 校验是否成立。
求出D A 和D T 。
(2)冲孔基本公式为
0min T T )(δ-+=X Δd d
A
min min A )(δ+++=Z X Δd d
对于Ф8.5,Δ=0.36,Χ=0.5,凸模制造公差δA=0.020mm ,凹模制造公差δT=0.020mm ,将以上各值代入δA+δT ≤Z min +Z max 校验是否成立。
求出D A 和D T 。
(3)中心距基本公式为
L T = L+
4.确定压力中心,计算冲压力,选择压力机
该零件为对称形状制件,压力中心位于制件轮廓图形的几何中心上。
5.模具结构总体设计
∆81
6.选择典型组合和压力机规格
7.绘制模具装配图和零件图。