常用和优先的公差带与配合共22页文档
3.6.一般常用和优先的公差带与配合资料
三、应用
主要用于不重要的,较低精度的非配合尺寸及 以工艺方法可保证的尺寸(铸、模锻)。(简化制 图,节约设计、检验时间,突出重要尺寸)
四、标注
当采用一般公差时,在图样上只注基本 尺寸,不注极限偏差,但应在图样的技术要 求或有关技术文件中,用标准号和公差等级 代号作出总的说明。例如,当选用中等级m 时,则表示为GB/T 1804—m。 #如用比一般公差还大的公差,则应在 尺寸后标注相应的极限偏差(如:盲孔深度 尺寸)
第六节 一般、常用和优先的公差带与配合
GB/T1801—1999规定了基本尺寸 ≤500mm的一般用途轴的公差带116个和孔的公 差带105个,再从中选出常用轴的公差带59个和 孔的公差带44个,并进一步挑选出孔和轴的优先用 途公差带各13个,如教材图3.19(一般、常用和 优先轴的公差带)和图3.20(一般、常用和优先孔 的公差带)所示。图中方框中的为常用公差带,圆 圈中的为优先公差带。选用时,以优先、常用、一 般、任一孔、轴公差带为顺序;以优先、常用、任一 孔、轴公差带组成配合为顺序。
二、一般公差的规定
一般公差规定四个等级:f(精密级)、m (中等级)、c(粗糙级)、v(最粗级)。这4个 公差等级相当于ITl2、ITl4、IT16和IT17。 在基本尺寸0.5~4000mm范围内分为8个 尺寸段。极限偏差均对称分布。具体值见表3.14。 标准同时也对倒圆半径与倒角高度尺寸的极限偏差 的数值作了规定,见教材表3.15。
(GB/T1804-2000)
第七节 一般公差 线性尺寸的未注公差
一、一般公差的定义(线性尺寸的未注公差)
线性尺寸的未注公差(一般公差)是指在车间普通工艺 条件下,机床设备的一般加工能力可保证的公差。在正常维 护和操作情况下,它代表车间的一般的经济加工精度。国家 标准GB/T 1804—2000《一般公差 未注公差的线性和 角度尺寸的公差》等效地采用了国际标准中的有关部分,替 代了GB/T 1804—1992《一般公差 线性尺寸的未注公 差》。 简单地说一般公差就是只标注基本尺寸,未标注公差。 (如:Φ30、100)即通常所说的“自由尺寸”。 一般公差正常情况下,一般不检验。
配合的选择及常用配合的尺寸公差
d9
一20 一45 一30 一60 一40 一76 一50 一93
e7
一14 一24 一20 一32 一25 一40 一32 一50
e8
一14 一28 一20 一38 一25 一47 一32 一59
e9
一14 一39 一20 一50 一25 一61 一32 一75
f6
一6 一12 一10 一18 一13 一22 一16 一27
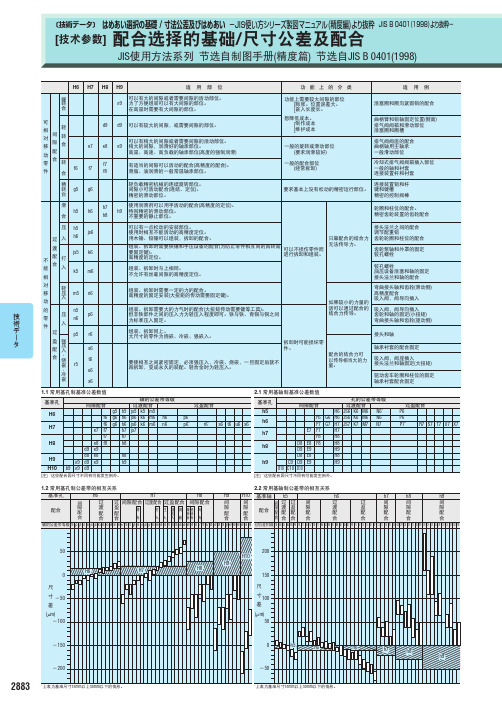
[技术参数]
配合选择的基础/尺寸公差及配合
JIS使用方法系列 节选自制图手册(精度篇) 节选自JIS B 0401(1998)
H9 c9 适 用 部 位 功 能 上 的 分 类 功能上需要较大间隙的部位 膨胀。位置误差大。 嵌入长度长。 适 用 例
H6 缓 转 合 可 相 对 移 动 零 件 轻 间 转 隙 合 配 合 转 f6 合 精 转 台 滑 h5 合 压 过 入 渡 配 打 不 合 入 能 相 对 移 动 的 零 件 过 盈 强 压 配 入 合 · 烧 嵌 · 冷 嵌 轻 压 入 压 入 m5 h5 h6 js5 g5
h7
0 一10 0 一12 0 一15 0 一18
h8
0 一14 0 一18 0 一22 0 一27
h9
0 一25 0 一30 0 一36 0 一43
js6
Ú3 Ú4 Ú4.5
js7
Ú5 Ú6 Ú7.5
k5
+4 0 +6 +1 +7 +1 +9 +1
k6
+6 0 +9 +1 +10 +1 +12 +1
节选自JIS B 0401(1999)
常用配合中轴的尺寸容许公差
基准尺寸 的分类 (mm) 大于 至
一 3 6 10 14 18 24 30 40 50 65 3
常用尺寸公差与配合的选择

合。
P38-39
选择前,首先了解加工方法与公差等级关 系。P38
第15页,共28页。
其次了解:国家标准推荐的各公差等级应用范围
第16页,共28页。
选用公差等级时,除了解上述内容外, 还应考虑以下问题:
1)考虑孔、轴工艺等价性原则
当孔公差等级 ITD≤IT8,孔公差等级比轴低一级 当孔公差等级 ITD > IT8,孔公差等级和轴同级
第24页,共28页。
小结:
配合的选择:
1、配合制的选择:
2、公差等级的选择:原则
3、配合的选择:
配合的大方向
配合类别
确定配合件的基本偏差代号
最终确定:配合代号
第25页,共28页。
es
+
ei
0
_
ES
EI
第26页,共28页。
25
第27页,共28页。
谢谢各位的聆听
第28页,共28页。
3)“一轴多孔”配合,且配合性质不同。
第6页,共28页。
例:发动机中活塞、活塞销及连杆机构
1-活塞 4-活塞销 5-连杆 2处-孔与轴采
用间隙配合 3、6处-孔与轴
采用过渡配合
第7页,共28页。
基准制选择方案a: 采用基孔制
即活塞孔,连杆孔均为φ 30H7,销
两端为φ30m6 (es = +0.021,
第4页,共28页。
选择基孔制的理由:
中、小孔通常采用定值刀具加工,采用极 限量规(专用量规)检验。采用基孔制, 可大大减少孔的公差带数量,从而减少定 值刀、量具的数目
第5页,共28页。
基轴制应用场合
1)轴用型材:如冷拉钢作轴,IT9-11 2)轴为标准件:键、销、轴承外圈 键与轴槽、轮毂槽配合;孔与轴承外圈
常用尺寸轴孔公差与配合的选择

配合件的生产情况
• 按大批大量生产时,加工后所得的尺寸通常呈正
态分布;而单件小批量生产时,加工所得的孔的 尺寸多偏向最小极限尺寸,轴的尺寸多偏向最大 极限尺寸,即呈偏态分布。所以,对于同一使用 要求,单件小批生产时采用的配合应比大批大量 生产时要松一些。如大批量生产时的φ50H7/js6 的要求,在单件小批生产时应选择φ50H7/h6。同 样,受其它工作条件的影响,配合的间隙或过盈 也应随之变化。如表2-22。
• 基孔制和基轴制是两种平行的配合制。基孔制配合能满
足要求的,用同一偏差代号按基轴制形成的配合,也能 满足使用要求。如:H7/k6与K7/h6的配合性质基本相 同,称为“同名配合”。所以,配合制的选择与功能要 求无关,主要考虑加工的经济性和结构的合理性。
• 从制造加工方面考虑,两种基准制适用的场合不同;从
• 配合件的工作情况 • 各种基本偏差形成配合的特点 • 配合件的生产情况
配合件的工作情况
• 选择配合的类型时,应考虑配合件间有无相对运
动、定心精度高低、配合件受力情况、装配情况 等。配合类型的选择可依据下表来对比选择。
间隙配合的特点
间隙配合有A~H(a~h)共十一种,其特点是:
➢ 利用间隙贮存润滑油及补偿温度变形、安装误差、弹性 变形等所引起的误差。
• 基孔制、基轴制的优先、常用配合见书中的表。
举例
如图所示,车床C616 主轴箱齿轮轴筒与隔套的配合。 由于滚动轴承是标准件,它与 齿轮轴筒的配合选用基孔制配 合,齿轮轴筒的公差带代号为 Φ60js6,而隔套作用只是将两 个滚动轴承隔开,作轴向定位 用,为了方便装配,它只要松 套在齿轮轴筒的外径上即可, 公差等级也可选用更低的。这 类配合就是用不同公差等级的 非基准孔公差带组成。
常用和优先的公差与配合
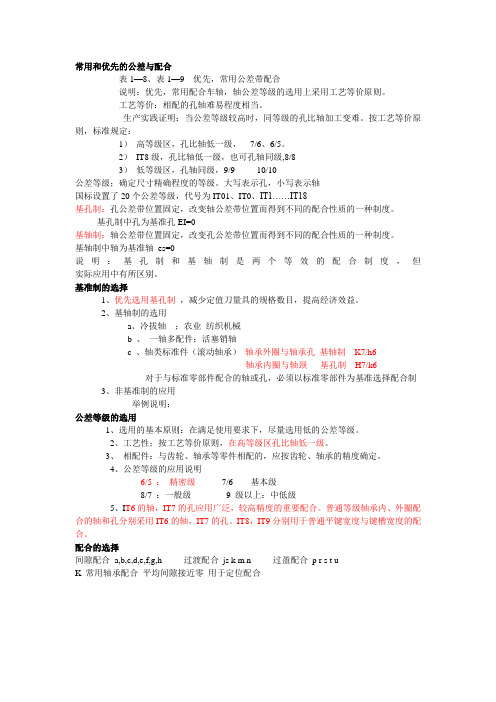
常用和优先的公差与配合表1—8、表1—9 优先,常用公差带配合说明:优先,常用配合车轴,轴公差等级的选用上采用工艺等价原则。
工艺等价:相配的孔轴难易程度相当。
生产实践证明:当公差等级较高时,同等级的孔比轴加工变难。
按工艺等价原则,标准规定:1)高等级区,孔比轴低一级,7/6、6/5。
2)IT8级,孔比轴低一级,也可孔轴同级,8/83)低等级区,孔轴同级,9/9 10/10公差等级;确定尺寸精确程度的等级。
大写表示孔,小写表示轴国标设置了20个公差等级,代号为IT01、IT0、IT1……IT18基孔制:孔公差带位置固定,改变轴公差带位置而得到不同的配合性质的一种制度。
基孔制中孔为基准孔EI=0基轴制:轴公差带位置固定,改变孔公差带位置而得到不同的配合性质的一种制度。
基轴制中轴为基准轴es=0说明:基孔制和基轴制是两个等效的配合制度,但实际应用中有所区别。
基准制的选择1、优先选用基孔制,减少定值刀量具的规格数目,提高经济效益。
2、基轴制的选用a、冷拔轴;农业纺织机械b 、一轴多配件;活塞销轴c 、轴类标准件(滚动轴承)轴承外圈与轴承孔基轴制K7/h6轴承内圈与轴颈基孔制H7/k6对于与标准零部件配合的轴或孔,必须以标准零部件为基准选择配合制3、非基准制的应用举例说明:公差等级的选用1、选用的基本原则:在满足使用要求下,尽量选用低的公差等级。
2、工艺性;按工艺等价原则,在高等级区孔比轴低一级。
3、相配件:与齿轮、轴承等零件相配的,应按齿轮、轴承的精度确定。
4、公差等级的应用说明6/5 :精密级7/6 基本级8/7 :一般级9 级以上:中低级5、I T6的轴,IT7的孔应用广泛,较高精度的重要配合。
普通等级轴承内、外圈配合的轴和孔分别采用IT6的轴,IT7的孔。
IT8,IT9分别用于普通平键宽度与键槽宽度的配合。
配合的选择间隙配合a,b,c,d,e,f,g,h 过渡配合js k m n 过盈配合p r s t uK 常用轴承配合平均间隙接近零用于定位配合。
公差与配合的选择原则
孔公差带: 20×27+3 = 543 (J6、J7、J8) 轴公差带: 20×27+4 = 544 (j5、j6、j7、j8)
基轴制有47种常用配合,13种优 先配合 。
基孔制中有59种常用配合,13种 优先配合。
在图样上、技术文件或标注中,用标准号和公差等级符号表示。
二、极限与配合的选用
极限与配合的选择原则:实质上是尺寸的精度设计。
圆柱结合的精度设计
圆柱结合的精度设计实际上就是圆柱结合 的公差与配合的选用,它是机械设计与制造中 至关重要的一环,公差与配合的选用是否恰当, 对机械的使用性能和制造成本有着很大的影响。 圆柱结合的精度设计包括:
配合制的选用 公差等级的选用 配合的选用
3.非基准制配合的采用
公差等级的选用
1.依据:TD+Td≤Tf 2.选择原则: 1)在满足使用要求的前提下,尽可能选较低的公 差等级或较大的公差值。 2)满足GB推荐的公差等级组合规定。(工艺等价) 对于基本尺寸≤500mm有较高公差等级的配合,因孔比 同级轴难加工,当标准公差≤IT8时,国标推荐孔比轴 低一级相配合,使孔、轴的加工难易程度相同。但对 >IT8级或基本尺寸>500mm的配合,因孔的测量精度 比轴容易保证,推荐采用孔、轴同级配合。 3.方法: 1)计算 — 查表(下面将举例说明) 2)类比法:参照类似的机构、工作条件和使用要 求的经验资料,进行比照。(常用方法)
配合制的选用
1.一般情况下应优先选用基孔制 2.基轴制的选择 (1)直接使用有一定公差等级(IT8~IT11)而
不再进行机械加工的冷拔钢材(这种钢材是按基准 轴的公差带制造)制作轴。若需要各种不同的配合 时,可选择不同的孔公差带位置来实现。这种情况 主要应用在农业机械和纺织机械中。
常用优先配合

基轴制常用、优先配合

由于过盈量较小,与过盈配合相比,虽须加紧固 件才适用于传递负荷,但装拆比较方便。
因此,过渡配合常用在相配件同轴度精度要求较高, 且需要拆卸的可拆结合
具体确定某种过渡配合时,主要考虑以下三方
面:
一是所受负荷的大小及类型,负荷越大或受冲
击负荷,应选平均过盈大的过渡配合;
二是同轴度要求,当结合件的同轴精度要求高 时,应选平均过盈较大的过渡配合;
各种间隙配合的特征是:a(A)形成的配合间
隙最大,其后间隙依次减小,h(H)形成的配合最小
间隙等于零。
间隙配合中的间隙用于贮存润滑油,形成一层 油膜,以保证液体摩擦,还用来补偿温升引起的变 形、安装误差及弹性变形等引起的误差。
间隙配合在生产中有两种用途:一是广泛地用于
相配件需做相对运动的结合;二是加键、销等紧固件
具体选用某种过盈配合时,若不附加紧固件, 其选择原则是:
最小过盈应保证传递所需的最大负荷(包括 转矩和轴向力),同时最大过盈应不使相配件的 材料应力过大而产生破坏或塑性变形。
当这两项要求不易同时满足时,则要采用加
紧固件或用分组装配法来解决。
选择过盈基本偏差的依据是最小过盈。
三大类配合各种基本偏差的应用实例见表1.2.5, 供选用时参考。
d(D) 间 隙 配 合
与IT7~IT11对应,适用于较松的间隙配合(如滑轮、空转带轮与轴 的配合),以及大尺寸滑动轴承与轴的配合(如涡轮机、球磨机等 的滑动轴承)。活塞环与活塞槽的配合可用H9/d9
与IT6~IT9对应,具有明显的间隙,用于大跨距及多支点的转轴与 轴承的配合,以及高速、重载的大尺寸轴与轴承的配合,如大型电 机、内燃机的主要轴承处的配合为H8/e7 多与IT6~IT8对应,用于一般转动的配合,受温度影响不大,采用 普通润滑油的轴与滑动轴承的配合,如齿轮箱、小电机、泵等的转 轴与滑动轴承的配合为H7/f6 多与IT5,IT6,IT7对应,形成配合的间隙较小,用于轻载精密装置 中的转动配合,用于插销的定位配合,滑阀、连杆销等处的配合, 钻套孔多用G 多与IT4~IT11对应,广泛用于无相对转动的配合,一般的定位配合, 若没有温度、变形的影响,也可用于精密滑动轴承,如车床尾座孔 与滑动套筒的配合为H6/h5
公差与配合的选择原则
二、极限与配合的选用
计算法选择配合 若两工件结合面间的过盈或间隙量确定后,可以通 过计算并查表选定其配合。根据极限间隙(或极限过 盈)确定配合的步骤是: 1) 首先确定基准制, 2) 根据极限间隙(或极限过盈)计算配合公差, 3) 根据配合公差查表选取孔、轴的公差等级, 4) 按公式计算基本偏差值, 5) 反查表确定基本偏差代号, 6) 校核计算结果。
活塞 连杆 过渡配合 活塞销 + 0 _ m6 H7 g6 m6
+ 0 _
fD
G7
M7
h6
M7
Байду номын сангаас
间隙配合
教材图2-16基准制选择示例(一)
fD
过渡配合
(4)与标准件配合的基准制选择 若与标准件(零件或部件)配合,应以标准件为 基准件、来确定采用基孔制还是基轴制。 如平键、半圆键等键联接,由于键是标准件, 键与键槽的配合应采用基轴制;滚动轴承外圈与箱 体孔的配合应采用基轴制,滚动轴承内圈与轴的配 合应采用基孔制。
极限与配合的选择原则:实质上是尺寸的精度设计。
圆柱结合的精度设计
圆柱结合的精度设计实际上就是圆柱结合 的公差与配合的选用,它是机械设计与制造中 至关重要的一环,公差与配合的选用是否恰当, 对机械的使用性能和制造成本有着很大的影响。 圆柱结合的精度设计包括:
配合制的选用 公差等级的选用 配合的选用
配合制的选用
二、极限与配合的选用
配合种类的选择 本质:在确定了基准制的基础上,根据使用 中允许间隙或过盈的大小及变化范围,选定非 基准件的基本偏差代号。有的配合同时确定基 准件与非基准件的公差等级。 方法:1.计算法 2.试验法 3.类比法
二、极限与配合的选用
常用优先配合
H6/h5
H6/h5
H7/h7 H8/h7
H7/h7 H8/h7
H8/h8 H9/h9
H8/h8 H9ቤተ መጻሕፍቲ ባይዱh9
H10/h10 H11/h11 H6/g5
H10/h10 H11/h11 G6/h5
H7/g6 G7/h6
具有很小间隙,适用于 有一定相对运动、运动速 手 度不高并且精密定位的配 旋 合,以及运动可能有冲击 紧 但又能保证零件同轴度的 或紧密性的配合
H8/g7 配合方式 基孔 基轴 装配 方法 配合特性及使用条件
H6/f5
F6/h5 具有中等间隙,广泛适 用于普通机械中转速不大 、用普通润滑油或润滑脂 的润滑的滑动轴承以及要 求在轴上自由转动或移动 手 的配合场所 推 滑 进 配合间隙较大,能保证 良好润滑,允许在工作中 发热,故可用于高转速或 大跨度或多支点的轴和轴 承以及精度低、同轴度要 求不高的在轴上转动的零 件与轴的配合 配合间隙较大,适用于 高转速载荷不大、方向不 变的轴与轴承的配合,或 虽是中等转速,但轴距跨 度长或三个以上支点轴与 轴承的配合 用于精度不高且有较松 间隙的传动配合 手 配合间隙比较大,用于 轻 推 精度不高、高速及负载不 进 高的配合或高温条件下的 传动配合,以及由于由于 装配精度不高引起的偏斜 连接 间隙非常大,用于转动 很慢、很松的配合;用于 大公差与大间隙的外露组 件;要求装配方便的很松 的配合
起重机吊钩,带榫槽法兰与槽径的配 合,农业机械中粗加工或不加工的轴与 轴承的配合
车轮轮箍与轮芯,联轴器与轴,轧钢 设备中的棍子与心轴,拖拉机活塞销和 活塞壳,船舵尾轴和衬套等的配合
蜗轮青铜轮缘与钢轮心,安全联轴器 销轴与套,螺纹车床蜗杆轴衬和箱体孔
齿轮孔和轴的配合
公差带与配合的选用
H11 C11 c11 h11
H9 D9 d9 h9
间隙量非常大,用于很松、转动很慢的 动配合;要求大公差与大间隙量的外露 部件;要求装配方便的很松的配合。
间隙量很大的自由转动配合,用于精度非 主要要求时,或有大的温度变动、高转速 或大的轴颈压力时。
三、配合的选择
1 、间隙配合
大间隙配合,用于不重要的配合或高温及工作条件较差处 的配合。 H12/b12
二、公差等级的确定
IT01-IT02:量块长度公差和其它精密尺寸标准块公差 IT3-IT5:精密度要求很高和重要的配合处 IT6-IT7:精密配合和关键件,要求配合的均匀性
IT7-IT8:一般精度的配合或重型机械中,用于精度要求 高的场合,农业机械中的重要场合 IT9-IT11:一般要求的场合,不重要的场合或精度等级 要求较高的槽宽配合或长度尺寸配合要求较高的场合
H7 G7 间隙很小的滑动配合。用于不希望自由转 g6 h6 动,但可以自由移动和滑动;也可用于要
求明确的定位配合。
三、配合的选择
1 、间隙配合
钻套 衬套
钻模板
H7/g6 H7/n6
钻套及衬套的配合
为较小间隙的配 合,用于精密机构、 转速较低的滑动配 合,如分度头的主 轴与轴承配合,还 用于同轴度要求较 高,工作中要求能 快速装拆的定位配 合。
转动或移动 转动和移动的复合运动
过渡配合或小的过盈配合
基本偏差为H(h) 、G(g)等 间隙配合 基 本 偏差 为A-F(a-f) 间隙 配合
三、配合的选择
(1)结合件间有相对运动
轴向移动件间的间隙要比旋转运动件的间隙大。 高速回转运动要比低速回转运动的间隙大 运动的准确性要求高或回转精度要求高,间隙应小。 当支撑数目多时,为补偿位置误差的影响间隙大。 润滑油的粘度大时间隙应稍大。
优先配合、常用配合的特征及应用

属于轻型压入配合,用在传递 小扭矩或轴向力时(较中型压 入配合小一半左右),若承受 冲击载荷,则应加辅助紧固件
2/3
优先配合、常用配合的特征及应用
基本偏差 配合种类 轴或孔 s S t T u U 基准轴
相对平均过盈大于 相对平均过盈大于 相对平均过盈大于 相对平均过盈大于 相对平均过盈为大 相对平均过盈为大 相对平均过盈为大 0.00072至0.0018;相 0.00095至0.0022;相 0.00117至0.00125; 0.00117至0.0031;相 于0.0021至0.0029; 于0.0026至0.004;相 于0.0005至0.0018 对最小过盈大于 对最小过盈大于 相对最小过盈大于 对最小过盈大于 相对最小过盈为 对最小过盈为大于 0.00026至0.00105 0.00038至0.00112 0.00125至0.00132 0.0016至0.0019 0.002左右 0.00244至0.0027 H6 s5 H7 s6 S6 h5 S7 h6 H6 t5 H7 t6 H8 t7 T6 h5 T7 h6
H6 H7
h5 h6 h7 H8 e7 H8 e8 H9 e9 E8 h7 E8 h8 E9 h9
H8 h8 H9 H10 H11 H12 h9 h10 h11 h12 H11 a11 A11 h11 H11 b11 H12 b12 B11 h11 B12 h12 H11 c11 H9 c9 H10 c10 C11 h11
H6 H7
h5 h6 h7
H7 u6 H8 u7
U7 h6
H7 v6
H7 x6
H7 y6
H7 z6
H8 h8 H9 H10 H11 H12 h9 h10 h11 h12
化工设备之常用和优选公差带与配合
极限与配合国家标准
①基孔制 : 基本偏差为一定的孔的公差带,与不同基本 偏差的轴的公差带形成各种配合的一种制度。 基孔制的孔称为基准孔H ,是配合中的基准件,它的公 差带在零线的上方,且基本偏(下偏差)为零,即EI=0。 上偏差为正值。 ②基轴制 : 基本偏差为一定的轴的公差带,与不同基本 偏差的孔的公差带形成各种配合的一种制度。 基轴制的轴称为基准轴h ,是配合中的基准件,它的公 差带在零线的下方,且基本偏差(上偏差)为零,即es=0。 下偏差为负值。
2019/3/14
极限与配合国家标准
为简化公差数值表,便于使用,标准把≤500mm的基本尺寸分 成13段,一个尺寸段只有一个公差值 。
2019/3/14
极限与配合国家标准
二.基本偏差系列
基本偏差的作用是确定工差带相对于零线的位置,GB对孔 和轴规定了28个公差带位置,分别由28个基本偏差确定。 1.基本偏差代号:拉丁字母(按英文读音),孔大写、轴 小写。 在基本偏差系列图中,只画出公差带的一端,公差带的另 一端有标准公差值大小决定,因此,任何一个公差带代号都 是由基本偏差代号和公差等级代号联合表示,如H7、G8、 h6、s7。
2019/3/14
极限与配合国家标准
2.标准公差值
公差值的大小与公差等级和基本尺寸有关,计算公差值分 三段: IT5~IT18 系 IT01~IT1 IT2~IT4 考虑加工误差和测量误差,并采用了R5优先数 因公差值较小主要考虑测量误差 在IT1~IT5之间按等比级数插入的等级,即
IT 2 IT1 q
GB/T1801—1999规定了基本尺寸≤500mm的一般用途 轴的公差带116个和孔的公差带105个,再从中选出常用轴 的公差带59个和孔的公差带44个,并进一步挑选出孔和轴 的优先用途公差带各13个,如图(一般、常用和优先轴的 公差带)和图(一般、常用和优先孔的公差带)所示。图 中方框中的为常用公差带,圆圈中的为优先公差带。选用 时,以优先、、常用、一般、任一孔、轴公差带组成配合 为顺序。