机械加工图纸标注法
机械加工图纸标注法以和常见问题和要求内容
R1.5
其余 25 1.6 1×45º
1×45º 55
8 +0.036
0
23
0
194 -0.3 400
1:1 3×1 R0.5
15
23
20
32
95
技术要求
1.调质220~250HB; 2.未注圆角R1.5。
轴
制图 审核
材料 45 比例
数量 1 图号
轮盘类零件尺寸标注及分析
径向 以回 转轴 线为 尺寸 基准
在同一图样中同类图线的宽度应基本一致, 虚线、细点划线及双点划线的线段长度和间隔应 各自大致相等。粗线的宽度d应按照图的大小和 复杂程度,在0.5~2mm之间选择,细线的宽度约 为d/2。
注意事项
(1) 同一图样上,同类图线宽度应一致。 (2) 图线与图线相交时,应该是画线相交。只 有当细虚线处于粗实线的延长线上时,为表明 可见与不可见轮廓的界线,应留出间隙。若各 种图线重合,应按粗实线、点划线、虚线的先 后顺序选用线型。 (3) 画圆时,中心线超出轮廓线3~5mm。当圆 太小时,可用细实线代替点画线。
2、尺寸基准
基准是指零件在机器中或在加工、测量时计量尺寸的起点。 即基准是一些点、线、面,用以确定零件在机器、部件中 的位置或加工时在机床上的位置,从这一方面分,基准有 设计基准和工艺基准;从另一方面,基准又分为主要基准 和辅助基准
面基准:主要加工面、零件的结合面、 对称中心面、 端面、轴肩。
线基准:孔轴的中心线、 对称中心线。
五、工程图的尺寸标法及注意事项
应用举例:分析图中尺寸标注错误,并正确标注
分析:主要考察尺寸线与尺寸界线的区别。尺寸线不能用其他图 线代替,也不得与其他图线重合或画在其他图线的延长线上,尺 寸线与所标注的线段平行,而尺寸界线由图形的轮廓线、轴线或 对称中心线处引出,也可直接利用它们作尺寸界线。 3、尺寸线终端
机械加工图纸标注法以及常见问题和要求
1、零件的互换性(定义、作用) 在按规定要求大量制造的零件或部件中,任取一个,不经挑选或 修配,就能装配到机器当中,并达到规定的配合要求,零件的这 种性质称为零件的互换性。
2、尺寸公差的基本概念
1)误差与公差定义、区别
2)公差的基本术语
下面以轴的尺寸 50和00.孔016的尺寸 术语和相互关系。
二、尺寸基准
基准是指零件在机器中或在加工、测量时计量尺寸的起点。即 基准是一些点、线、面,用以确定零件在机器、部件中的位 置或加工时在机床上的位置,从这一方面分,基准有设计基 准和工艺基准;从另一方面,基准又分为主要基准和辅助基 准
面基准:主要加工面、零件的结合面、 对称中心面、端面、轴肩。 线基准:孔轴的中心线、 对称中心线。
就确定了,工艺基准则据不同的加工方法而各不相同。
2、零件的重要尺寸应直接注出
2-φ
2-φ
b b
60 90
正确
e
e
90
错误
错误
正确
3、不能注成封闭的尺寸链——将不重要尺寸设为开口环
A
B
C
A C
4、所标注尺寸应便于测量 便于 测量
不利 测量
不利测量 便于测量
5、标注尺寸应便于加工 便于加工
不便加工
线 性 尺 寸
尺寸数字应按左图所示方向注写,并尽可能避免在 图示30°范围内标注尺寸,当无法避免时可按右图的形 式标注。
角度尺寸 一律水平写
整圆、大半圆 标直径
半圆、小于半圆 标半径
小尺寸注法
一 些 常 见 孔 的 标 法
一些常见孔的标
二、零件设计尺寸标注经常出现的问题
• 1、尺寸标注不完整、凌乱、漏标和重复标注现象 • a、零件上的重要尺寸必须直接标出 • b 、避免出现封闭尺寸 • c 、标注尺寸要便于加工和测量 • 2、工件尺寸精度要求较高但并没标注尺寸公差,以致
机械加工图纸标注法以及常见问题和要求资料
基准是指零件在机器中或在加工、测量时计量尺寸的起点。 即基准是一些点、线、面,用以确定零件在机器、部件中的 位置或加工时在机床上的位置,从这一方面分,基准有设计 基准和工艺基准;从另一方面,基准又分为主要基准和辅助 基准
面基准:主要加工面、零件的结合面、 对称中心面、端面、轴肩。 线基准:孔轴的中心线、 对称中心线。
φ49.982
尺寸偏差 有上偏差和下偏差之分,尺寸偏差可正、负或零。 上偏差(ES /es ) 最大极限尺寸与基本尺寸的代数差称为上
偏差,如50-50=0,50.007-50=0.007; 下偏差(EI /ei ) 最小极限尺寸与基本尺寸的代数差称为下
偏差如49.984-50=-0.016,49.982-50=-0.018。 尺寸公差 允许零件尺寸的变动量。它等于最大极限尺寸减去
3.2 40 7 1.6
R1.5
其余 25 1.6 1×45º
1×45º 55
8 +0.036
0
23
0
194 -0.3 400
1:1 3×1 R0.5
15
23
20
32
95
技术要求
1.调质220~250HB; 2.未注圆角R1.5。
轴
制图 审核
材料 45 比例
数量 1 图号
轮盘类零件尺寸标注及分析
径向 以回 转轴 线为 尺寸 基准
轴向以左端面为设计基 准,右端面为辅助基准
压盖的尺寸标注分析
典型零件尺寸标注及分析
在加工底面时, 必须同时保证 这些尺寸,会对 划线工作带来许 多困难,有时甚 至是不可能的。
错误
正确
加工面和非加工面有多个尺 寸相联系是不合理的。
机械加工图纸标注法以及常见问题和要求

1、机械制图国标的规范及事例
2、图纸尺寸标注经常出现的问题以 及应注意事项
3、生技图纸审核要求
5 、图线(GB/T17450-1998)
图线分粗、细两种,细线宽度约为d/2。图 线宽度的推荐系列为:0.18,0.25,0.5,0.35, 0.5,0.7,1,1.4,2mm。
径向基准 长度基准
轴线
端面
长度基准 对称面
2-φ
高度基准 底面
1、设计基准——根据零件的结构和设计要求选定的基准
设计基准是在零件结构设计时,用以确定零件在机器、部 件中的位置及其几何关系的基准。一般作为基准的要素是 接触面、对称面或主要的回转轴线
工艺基准
φ2 2
设计 基准
18 26 52 70
2、工艺基准——为便于加工和测量而选定的尺寸基准
引起加工误差偏大而报废工件。 • 3、零件技术要求(包括尺寸公差、形位公差、表面粗
糙度)的标注规范性 • 3、标题栏欠规范,不够完整,国标一般要有设计及校
对的人名与日期,比例、数量、材质、图名图号须完整。
1、尺寸标注不完整、凌乱、漏标和重复标注现象
2、标注尺寸要便于加工和测量
尺寸A 难以 测量
错误
φ49.982
尺寸偏差 有上偏差和下偏差之分,尺寸偏差可正、负或零。 上偏差(ES /es ) 最大极限尺寸与基本尺寸的代数差称为上
偏差,如50-50=0,50.007-50=0.007; 下偏差(EI /ei ) 最小极限尺寸与基本尺寸的代数差称为下
偏差如49.984-50=-0.016,49.982-50=-0.018。 尺寸公差 允许零件尺寸的变动量。它等于最大极限尺寸减去
单独标出长度,而不能标成2×30°的样式。
一文看懂机械图纸中的尺寸标注
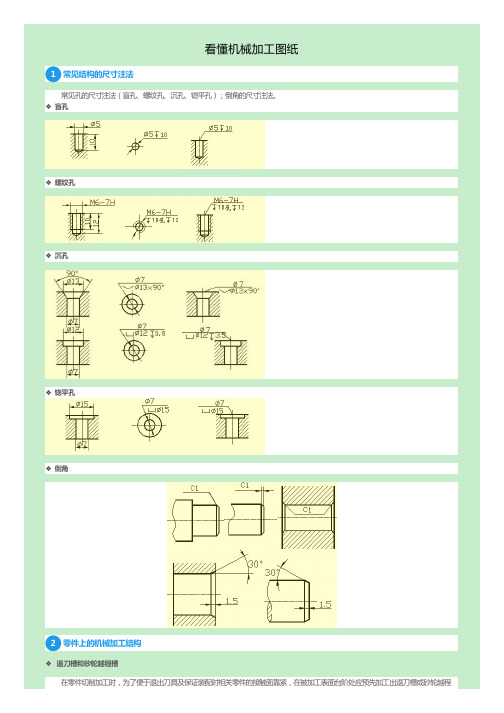
一文看懂机械图纸中的尺寸标注Last revision on 21 December 2020出入加工现场,各种繁杂的加工工序图纸,你是否都看得懂为客户设计加工方案,有木有因为尺寸的标注产生疑问这次给大家带来不一样的经典——机械设计中尺寸标注类知识!再也不用担心看不懂图纸啦!1、常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
盲孔螺纹孔沉孔锪平孔倒角2、零件上的机械加工结构退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程槽。
车削外圆时的退刀槽,其尺寸一般可按"槽宽×直径"或"槽宽×槽深"方式标注。
磨削外圆或磨削外圆和端面时的砂轮越程槽。
钻孔结构用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。
在阶梯形钻孔的过渡处,也存在锥角120°圆台,其画法及尺寸注法。
用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。
三种钻孔端面的正确结构。
凸台和凹坑零件上与其他零件的接触面,一般都要加工。
为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。
螺栓连接的支撑面凸台或支撑面凹坑的形式;为了减少加工面积,而做成凹槽结构。
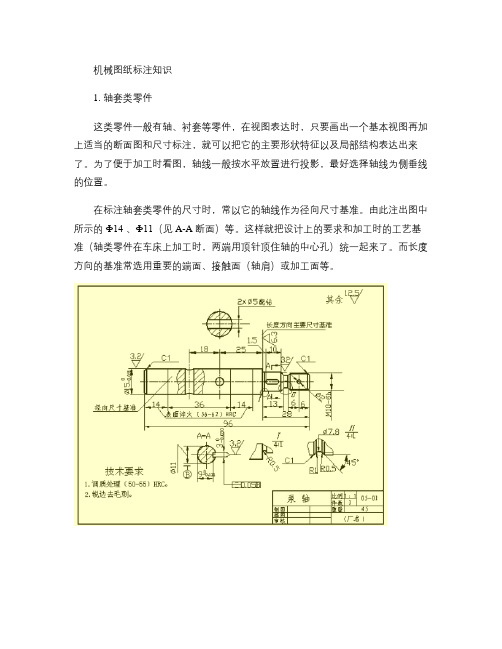
3、常见零件结构轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
机械加工图纸标注法
1、机械制图国标的规范及事例
2、图纸尺寸标注经常出现的问题以 及应注意事项 3、生技图纸审核要求
5 、图线(GB/T17450-1998)
图线分粗、细两种,细线宽度约为 d/2 。图 线宽度的推荐系列为:0.18,0.25,0.5,0.35, 0.5,0.7,1,1.4,2mm。
A C
B
A
C
4、所标注尺寸应便于测量
便于 测量
不利 测量
不利测量
便于测量
5、标注尺寸应便于加工
便于加工
不便加工
6、相同工种加工的尺寸集中标注;加工与非同加工面的尺寸 分开标注 铣削加工
加工面
其余
毛坯尺寸
加工尺寸
车削加工 非加工面
内部尺寸
外部尺寸 半圆键槽也要标注直径, 以便于选择铣刀
五、常见孔的尺寸标注
三、尺寸的组成(重点) 标注尺寸应包括尺寸界线、尺寸线、尺寸线的终端形式和尺寸数字。 1、尺寸界线:表示尺寸的度量范围。 (1)线型:用细实线绘制, (2)表示方法:由图形的轮廓线、轴线或对称中心线处引出,也可直接利 用它们作尺寸界线。
2、尺寸线:表示尺寸的度量方向。
(1)线型:用细实线单独画出。 (2)表示方法:不能用其他图线代替,也不得与其他图线重合或画在其他 图线的延长线上,尺寸线与所标注的线段平行。(注意与尺寸界线的区 别)
尺寸线用来表示尺寸度量的方向。尺寸线必须用细实线绘在 两尺寸界线之间,不能用其它图线代替,不得与其它图线重
合或画在其延长线上。
尺寸数字不可被任何图线所通过,当无法避 免时,必须将该图线断开。
线 性 尺 寸
尺寸数字应按左图所示方向注写,并尽可能避免在 图示30°范围内标注尺寸,当无法避免时可按右图的形 式标注。
机械加工图纸标注法以及常见问题和要求
角度尺寸 一律水平写
整圆、大半圆 标直径
半圆、小于半圆 标半径
小尺寸注法
一 些 常 见 孔 的 标 法
一些常见孔的标
二、零件设计尺寸标注经常出现的问题
• • • • • 1、尺寸标注不完整、凌乱、漏标和重复标注现象 a、零件上的重要尺寸必须直接标出 b 、避免出现封闭尺寸 c 、标注尺寸要便于加工和测量 2、工件尺寸精度要求较高但并没标注尺寸公差,以致 引起加工误差偏大而报废工件。 • 3、零件技术要求(包括尺寸公差、形位公差、表面粗 糙度)的标注规范性 • 3、标题栏欠规范,不够完整,国标一般要有设计及校 对的人名与日期,比例、数量、材质、图名图号须完整。
4. 机件的每一尺寸,一般只标注一次,并应标注在反映
该结构最清楚的图形上。
常用的尺寸注法符号和缩写词
名 称 符号或缩写词 名 称 符号或缩写词
直
半
径
径
φ
45°倒角
深 度
C
R Sφ SR
球直径 球半径
沉孔或锪平 埋头孔 ∨
厚
度
t
□
均
布
EQS
⌒
正方形
弧长
尺寸界线用来表示所注尺寸的范围。尺寸界线用细实线绘 制,并应由图形的轮廓线、轴线或对称中心线处引出。也 可利用轮廓线、轴线或对称中心线作尺寸界线。
1、尺寸标注不完整、凌乱、漏标和重复标注现象
2、标注尺寸要便于加工和测量
尺寸A
难以 测量
错误
尺寸B
方便 测量
正确
阶梯轴孔的尺标注分析
三、工程图的尺寸标法及注意事项
• 一、尺寸标注的原则:
• 正确、完整、清晰、合理。
• 二、尺寸标注的基本要求
机械加工图纸标注法以及常见问题和要求

Copyright 2004-2011 Aspose Pty Ltd.
正确
加工面和非加工面有多个尺 寸相联系是不合理的。
2、零件图示例 例1:书P229 例2:见下图
3.2 40 7 1.6
R1.5
其余 25 1.6 1×45º
1×45º
Evaluation only. 15
ted with Asp55ose.Slid23es for .NET 233.5 Clien2t0Profile 5.2
0
32
Copyright 2004-210941-10.3 Aspose95Pty Ltd.
3、生技图纸审核要求
5 、图线(GB/T17450-1998)
图线分粗、细两种,细线宽度约为d/2。图 线宽度的推荐系列为:0.18,0.25,0.5,0.35,
0.5,0.7,1,E1.v4a,lu2amtmi。on only. ted with Aspose.Slides for .NET 3.5 Client Profile 5.2
三、尺寸的组成(重点)
标注尺寸应包括尺寸界线、尺寸线、尺寸线的终端形式和尺寸数字。
1、尺寸界线:表示尺寸的度量范围。 (1)线型:用细实线绘制, (2)表示方法:由图形的轮廓线、轴线或对称中心线处引出,也可直接利
用它们作尺寸界线。Evaluation only.
ted w2i、th尺A寸s线p:o表s示e尺.S寸li的d度e量s 方fo向r。.NET 3.5 Client Profile 5.2 (1)C线o型p:y用r细ig实h线t单2独0画0出4。-2011 Aspose Pty Ltd.
Copyright 2004-2011 Aspose Pty Ltd.
一文看懂机械图纸中的尺寸标注

出入加工现场,各种繁杂的加工工序图纸,你是否都看得懂为客户设计加工方案,有木有因为尺寸的标注产生疑问这次给大家带来不一样的经典——机械设计中尺寸标注类知识!再也不用担心看不懂图纸啦!1、常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
盲孔螺纹孔沉孔锪平孔倒角2、零件上的机械加工结构退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程槽。
车削外圆时的退刀槽,其尺寸一般可按"槽宽×直径"或"槽宽×槽深"方式标注。
磨削外圆或磨削外圆和端面时的砂轮越程槽。
钻孔结构用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。
在阶梯形钻孔的过渡处,也存在锥角120°圆台,其画法及尺寸注法。
用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。
三种钻孔端面的正确结构。
凸台和凹坑零件上与其他零件的接触面,一般都要加工。
为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。
螺栓连接的支撑面凸台或支撑面凹坑的形式;为了减少加工面积,而做成凹槽结构。
3、常见零件结构轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
机械设计图纸标注知识 工程制图标注 标注方法、方式要点
零件上(如孔、齿、槽等)的表面和用细实线连接不连续的同一表面,其表面粗糙度代(符)号只注一次。
同一表面上有不同的表面粗糙度要求时,应用细实线
画出其分界线,并注出相应的表面粗糙度代号和尺寸。
齿轮、螺纹等工作表面没有画出齿(牙)
2)过渡配合孔与轴装配时,可能有间隙或过盈的配合。孔的公差带与轴的公差带互相交叠。3)过盈配合孔与轴装配时有过盈(包括最小过盈等于零)的配合。孔的公差带在轴的公差带之下。/http_imgload.cgi?/rurl4_b=7fd9c7b35aec9232f3e4b36e 3754afdb498f97a258c3cac4664066745e803bef79a8cb1357f418e99c9eeff1e26ee1219 141cad62bec33263d3c7352d65ad8b35f501591e1d86753a00a9c23c297e0494b489ee7 &a=59&b=59基准制:在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。根据生产实际的需要,国家标准规定了两种基准制。1)基孔制(如左下图所示)基孔制--是指基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。见左下图。基孔制的孔称为基准孔,其基本偏差代号为H,其下偏差为零。
机械图纸标注知识
1.轴套类零件
这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
看懂机械加工图纸
12看懂机械加工图纸常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
❖盲孔❖螺纹孔❖沉孔❖ 锪平孔❖ 倒角零件上的机械加工结构❖ 退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程3槽。
车削外圆时的退刀槽,其尺寸一般可按"槽宽×直径"或"槽宽×槽深"方式标注。
磨削外圆或磨削外圆和端面时的砂轮越程槽。
❖ 钻孔结构用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。
在阶梯形钻孔的过渡处,也存在锥角120°圆台,其画法及尺寸注法。
用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。
三种钻孔端面的正确结构。
❖ 凸台和凹坑零件上与其他零件的接触面,一般都要加工。
为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。
螺栓连接的支撑面凸台或支撑面凹坑的形式;为了减少加工面积,而做成凹槽结构。
常见零件结构❖ 轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
机械零件图纸标注技巧
机械零件图纸标注技巧1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。
机械加工图纸标注法讲解

二、零件表达方案的选择
为了把零件内、外结构和形状正确、完整、清晰地表达出来, 又能使读图方便、绘图简便,必须通过读零件的了解,认真考虑 主视图的选择和其它视图的数量、画法,并且对零件表达的合理 程度会随着工作经验的积累而逐步提高。
1、主视图的选择
主视图是零件表达方案的核心,它选择是否恰当将直接影响 读图和绘图是否方便,一般从下面两方面考虑: 1)主视图中零件的投影方向——形状特征原则; 2)主视图中零件的摆放位置——加工位置原则、工作位置原 则、自然位置原则。
主要基准最好与设计基准和工艺基准都重合,设计基准和 工艺基准重合这一原则称为“基准重合原则”。当设计基准 和工艺基准不重合时,则主要考虑设计基准,即主要基准应 与设计基准重合。
三、尺寸的配置形式(坐标式、链式、综合式)
1、坐标式(同一基准)
所有尺寸从同一基准注起,优点是任一尺寸的加工误 差不会影响其它尺寸的加工精度。
∨
EQS
⌒
尺寸界线用来表示所注尺寸的范围。尺寸界线用细实线绘 制,并应由图形的轮廓线、轴线或对称中心线处引出。也 可利用轮廓线、轴线或对称中心线作尺寸界线。
尺寸线用来表示尺寸度量的方向。尺寸线必须用细实线绘在 两尺寸界线之间,不能用其它图线代替,不得与其它图线重 合或画在其延长线上。
尺寸数字不可被任何图线所通过,当无法避 免时,必须将该图线断开。
名称,如采用其他单位,则必须注明相应的计量单位的代号或名 称。 • (3) 物体的每一尺寸,在图样中一般只标注一次,并应标注在反 映该结构最清晰的图形上。 • (4) 图样中所注尺寸是该物体最后完工时的尺寸,否则应另加说 明。
三、尺寸的组成(重点)
标注尺寸应包括尺寸界线、尺寸线、尺寸线的终端形式和尺寸数字。
机械加工图纸标注法以及常见问题和要求

工艺基准是指零件在加工过程中,用来装夹定位、测量、检验 零件已加工面时所用到的零件上的一些点、线、面。
50
16
26
φ40
工艺基准
设计基准
长度方向 主要基准
宽度方向 主要基准
辅助基准
辅助基准
高度方向主要基准
3、主要基准与辅助基准
任何一个零件都有长、宽、高三个方向的尺寸,所以至少有三个 基准。其中,决定零件主要尺寸的基准称为主要基准,增加的基 准称为辅助基准,主要基准和辅助基准之间一定有尺寸联系。
引起加工误差偏大而报废工件。 • 3、零件技术要求(包括尺寸公差、形位公差、表面粗
糙度)的标注规范性 • 3、标题栏欠规范,不够完整,国标一般要有设计及校
对的人名与日期,比例、数量、材质、图名图号须完整。
1、尺寸标注不完整、凌乱、漏标和重复标注现象
2、标注尺寸要便于加工和测量
尺寸A 难以 测量
错误
二、尺寸公差与配合
1、零件的互换性(定义、作用) 在按规定要求大量制造的零件或部件中,任取一个,不经挑选或 修配,就能装配到机器当中,并达到规定的配合要求,零件的这 种性质称为零件的互换性。
2、尺寸公差的基本概念
1)误差与公差定义、区别
2)公差的基本术语
下面以轴的尺寸 50和00.孔016的尺寸 术语和相互关系。
的编号以及设计、绘图、描图、审核人员的签名。 填写标题栏的注意事项:
1). 零件的名称要精练; 2). 零件图样的编号可按隶属编号和分类编号进行编制(机械图样 常用隶属编号),图样编号有利于图样的检索; 3). 零件的材料要用规定的牌号,不得用自编的文字或代号表示。
2、零件图示例 例1:书P229 例2:见下图
机械零件图纸标注技巧

机械零件图纸标注技巧1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。
机械制图中各种孔的标注方法
机械制图中各种孔的标注方法
1.在沉孔上方或下方标注直径大小,一般用“Ф”表示直径,如“Ф10”。
2.在沉孔的中心位置标注“C”字母,表示中心点。
3.如果需要标注深度,可以在沉孔上方或下方标注深度大小,一般用“d”表示深度,如“d=20”。
4.如果沉孔有多个,则需要在每个沉孔上标注编号,一般用数字或字母表示,如“1”、“2”、“A”、“B”等。
5.如果沉孔需要加工特殊形状,如倒角、圆角等,则需要在沉孔上标注特殊形状的符号和尺寸。
6.如果沉孔需要加工表面质量要求,则需要在沉孔上方或下方标注表面质量符号和要求等级,如“Ra3.2”。
总之,在机械制图中标注沉孔时,需要标注清晰、准确、规范,并符合国家标准和行业标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
所有尺寸依次标注,后一个尺寸分别以前一个尺寸为基 准, 后面受前面尺寸加工误差的影响。
3、综合式
这种标注是上述两种尺寸配置形式的综合,尺寸的加工 误差都累积到空缺未注的那一个尺寸上,这种标注形式在 实际应用中最广泛 。
坐标 标注
链式 标注
组合标注
四、合理标注尺寸的一些原则
1、合理选择尺寸基准 根据使用要求,零件的结构、位置和装配关系确定后则设计基准
二、尺寸基准
基准是指零件在机器中或在加工、测量时计量尺寸的起点。即 基准是一些点、线、面,用以确定零件在机器、部件中的位 置或加工时在机床上的位置,从这一方面分,基准有设计基 准和工艺基准;从另一方面,基准又分为主要基准和辅助基 准
面基准:主要加工面、零件的结合面、 对称中心面、端面、轴肩。 线基准:孔轴的中心线、 对称中心线。
常用的尺寸注法符号和缩写词
名称
符号或缩写词
名称
直径
φ
45°倒角
半径
R
深度
球直径
Sφ
沉孔或锪平
球半径
SR
埋头孔
厚度
t
均布
正方形
□
弧长
符号或缩写词
C
∨
EQS
⌒
尺寸界线用来表示所注尺寸的范围。尺寸界线用细实线绘 制,并应由图形的轮廓线、轴线或对称中心线处引出。也 可利用轮廓线、轴线或对称中心线作尺寸界线。
形状特 征明显
A
A A—A
零件图的尺寸标注
一、零件图的尺寸标注要求
零件图中的尺寸是加工、检验的依据,是零件图的重要内容之一。 零件尺寸标注的基本要求依然是:完整、正确、清晰、合理四 个方面。前三点和组合体的尺寸标注要求一样,本章侧重于零 件尺寸合理性要求。
零件尺寸的合理性是指从零件的设计和加工需要出发,合理的选 择基准和进行尺寸标注。要做到这一点需要一定的专业知识和 实际生产经验的积累。
在同一图样中同类图线的宽度应基本一致, 虚线、细点划线及双点划线的线段长度和间隔应 各自大致相等。图线之间相交、相切都应以线段 相交或相切。若各种图线重合,应按粗实线、点 划线、虚线的先后顺序选用线型。
6、尺寸标注的基本规则
1. 机件的真实大小应以图样上所注的尺寸数值为依据, 与图形的大小及绘图的准确度无关。
2. 图样中(包括技术要求和其它说明)的尺寸,以毫米 为单位时,不需要标注计量单位的代号和名称,如采 用其它单位,则必须注明相应的计量单位的代号或名 称,如45度30分应写成45°30′。
3. 图样中所标注的尺寸为该图样所示机件的最后完工尺 寸,否则应另加说明。
4. 机件的每一尺寸,一般只标注一次,并应标注在反映 该结构最清楚的图形上。
机加工图纸标注常见问题及要求
1、机械制图国标的规范及事例
2、图纸尺寸标注经常出现的问题以 及应注意事项
3、生技图纸审核要求
5 、图线(GB/T17450-1998)
图线分粗、细两种,细线宽度约为d/2。图 线宽度的推荐系列为:0.18,0.25,0.5,0.35, 0.5,0.7,1,1.4,2mm。
二、尺寸公差与配合
1、零件的互换性(定义、作用) 在按规定要求大量制造的零件或部件中,任取一个,不经挑选或 修配,就能装配到机器当中,并达到规定的配合要求,零件的这 种性质称为零件的互换性。
2、尺寸公差的基本概念
1)误差与公差定义、区别
2)公差的基本术语
下面以轴的尺寸 50和00.孔016的尺寸 术语和相互关系。
3.2 40 7 1.6
φ0.01 A-B
A
B
R1.5
其余 25 1.6 1×45º
1×45º 55
8 +0.036
0
3.2
6.3 23
0
194 -0.3
400
6.3
1:1 3×1
R0.5
15
23
6.3
20
3.2
32
95
技术要求
1.调质220~250HB; 2.未注圆角R1.5。
轴
制图 审核
材料 45 比例
为5例0,00..0001讲78 述尺寸公差的基本
基本尺寸 设计给定的尺寸,如φ50。
实际尺寸 通过测量所得的尺寸
极限尺寸 允许尺寸变化的两个极限值,它以基本尺寸为基数来
确定。
最大极限尺寸:两个极限尺寸中较大的一个尺寸称,如轴为φ50,
孔为φ50.007;
最小极限尺寸:较小的一个尺寸称如轴为φ49.984,孔为
单独标出长度,而不能标成2×30°的样式。
二、零件表达方案的选择
为了把零件内、外结构和形状正确、完整、清晰地表达出来,又 能使读图方便、绘图简便,必须通过读零件的了解,认真考虑主 视图的选择和其它视图的数量、画法,并且对零件表达的合理程 度会随着工作经验的积累而逐步提高。
1、主视图的选择
主视图是零件表达方案的核心,它选择是否恰当将直接影响 读图和绘图是否方便,一般从下面两方面考虑: 1)主视图中零件的投影方向——形状特征原则; 2)主视图中零件的摆放位置——加工位置原则、工作位置原 则、自然位置原则。
三、工程图的尺寸标法及注意事项
应用举例:分析图中尺寸标注错误,并正确标注
分析:主要考察尺寸线与尺寸界线的区别。尺寸线不能用其他图线代替, 也不得与其他图线重合或画在其他图线的延长线上,尺寸线与所标注的 线段平行,而尺寸界线由图形的轮廓线、轴线或对称中心线处引出,也可 直接利用它们作尺寸界线。
3、尺寸线终端
尺寸B 方便 测量
正确
阶梯轴孔的尺寸标注分析
三、工程图的尺寸标法及注意事项合理。
• 二、尺寸标注的基本要求
• (1) 物体的真实大小应以图样上所注的尺寸数值为依据,与图形 的大小及绘图的 准确程度无关。 • (2) 图样中的尺寸以毫米为单位时,不需注明计量单位的代号或
名称,如采用其他单位,则必须注明相应的计量单位的代号或名 称。 • (3) 物体的每一尺寸,在图样中一般只标注一次,并应标注在反 映该结构最清晰的图形上。 • (4) 图样中所注尺寸是该物体最后完工时的尺寸,否则应另加说 明。
三、尺寸的组成(重点)
标注尺寸应包括尺寸界线、尺寸线、尺寸线的终端形式和尺寸数字。
就确定了,工艺基准则据不同的加工方法而各不相同。
2、零件的重要尺寸应直接注出
2-φ
2-φ
b b
60 90
正确
e
e
90
错误
错误
正确
3、不能注成封闭的尺寸链——将不重要尺寸设为开口环
A
B
C
A C
4、所标注尺寸应便于测量 便于 测量
不利 测量
不利测量 便于测量
5、标注尺寸应便于加工 便于加工
不便加工
加工面和非加工面只有一个 尺寸相联系是合理的。
铸件毛坯尺寸标注分析
典型零件尺寸标注及分析
错误
正确
冲压件尺寸标注分析
该件是冲压零件,为了便于设计压模及便于检验,在标注尺寸 时应直接注出其实际表面的尺寸,而不应注中心线的尺寸。
倒角大小×倒角度数°这是规定的标法,当倒角度数为45°时,可简化标 为C倒角大小,所以说2×45°可简化为C2,也就是说2×45°与C2的标 注是一个意思, 这是零件的一种工艺结构。 在GB/T4458.4-2003《机械制图 尺寸注法》中关于倒角5.9条是这样规 定的: 45°的倒角可标注成C2的样式,非45°倒角应在图上单独标出角度,并
主要基准最好与设计基准和工艺基准都重合,设计基准和 工艺基准重合这一原则称为“基准重合原则”。当设计基准 和工艺基准不重合时,则主要考虑设计基准,即主要基准应 与设计基准重合。
三、尺寸的配置形式(坐标式、链式、综合式)
1、坐标式(同一基准)
所有尺寸从同一基准注起,优点是任一尺寸的加工误差 不会影响其它尺寸的加工精度。
6、相同工种加工的尺寸集中标注;加工与非同加工面的尺寸
分开标注 铣削加工
加工面
其余
毛坯尺寸
车削加工
非加工面
加工尺寸
内部尺寸
外部尺寸
半圆键槽也要标注直径, 以便于选择铣刀
五、常见孔的尺寸标注
零件图的技术要求
——尺寸公差及表面粗糙度的概念
一、零件的技术要求
零件在加工、检验时的各项技术要求,通常是指表面粗糙度、 尺寸公差、形状和位置公差,材料的热处理及表面处理等。
角度尺寸 一律水平写
整圆、大半圆 标直径
半圆、小于半圆 标半径
小尺寸注法
一 些 常 见 孔 的 标 法
一些常见孔的标
二、零件设计尺寸标注经常出现的问题
• 1、尺寸标注不完整、凌乱、漏标和重复标注现象 • a、零件上的重要尺寸必须直接标出 • b 、避免出现封闭尺寸 • c 、标注尺寸要便于加工和测量 • 2、工件尺寸精度要求较高但并没标注尺寸公差,以致
1、尺寸界线:表示尺寸的度量范围。 (1)线型:用细实线绘制, (2)表示方法:由图形的轮廓线、轴线或对称中心线处引出,也可直接利
用它们作尺寸界线。
2、尺寸线:表示尺寸的度量方向。
(1)线型:用细实线单独画出。 (2)表示方法:不能用其他图线代替,也不得与其他图线重合或画在其他
图线的延长线上,尺寸线与所标注的线段平行。(注意与尺寸界线的区 别)
的编号以及设计、绘图、描图、审核人员的签名。 填写标题栏的注意事项:
1). 零件的名称要精练; 2). 零件图样的编号可按隶属编号和分类编号进行编制(机械图样 常用隶属编号),图样编号有利于图样的检索; 3). 零件的材料要用规定的牌号,不得用自编的文字或代号表示。
2、零件图示例 例1:书P229 例2:见下图
主要有箭头、45度斜线,小圆点等。(注意箭头的画法)