生产下料单(木制品)
木业公司HDF生产工艺单

重量(Kg)
38.2~38.8
热压
及
后
处
理
严格按照工艺曲线,确保每车板终点位置到位
终点位置
A
第一峰位置
A
B
B
热压板温度
A
190~195℃
B
190~195℃
导热油温度
A
线
上层
185~195℃
B
线
上层
185~195℃
中层
185~195℃
中层
185~195℃
下层
185~195℃
毛板必须堆放48小时后才能砂光(试砂板除外)
规格
12mmHDF 1261X2470X12
胶水类别
山东淄博
甲醛释放量
E2
密度(kg/m³)
820~840
削片树种
小杨木
木片含水率(﹪)
35~46
鲜干搭配比例
3:7
热磨
纤维筛分值
粗≤13 %中≥67 %细≤20 %
纤维颜色
色泽亮丽,手感柔和
纤维含水率
9.5﹪±0.5(特殊情况可以适当的微调MIN8.5,MAX10.5)
净板重量
30.6~31kg
毛板总长:5075~5095
毛板堆放上下四个垫方必须一置
砂光
成品板厚度12±0.05mm
对角线偏差≤3mm
必须保证正反面砂削量一致,不准有横向纵向浪纹,更不能有啃角啃尾塌边
毛板必须堆放48小时后才能砂光(试砂板除外)
所有工艺修改要以书面通知为准。
制表:工艺技术部
小杨木
木片含水率(﹪)
35~46
鲜干搭配比例
板式家具生产料单个人笔记
板式家具生产料单个人笔记1、衣柜:衣柜进深含移门650上下柜组合:下柜在2000-2100 上柜600-650脚线组合:衣柜投影面积较大时,采用80脚线、一般情况时采用64脚线,客户需求时采用100、抽屉:衣柜内抽屉一般不采用拉手,相邻两个抽屉间留出25-30的空隙当作拉手使用,或者在抽屉面板上上进行开槽,以此作为拉手使用。
如无特定需求,抽屉面板高保持在200以内,抽屉宽保持在600以内。
抽屉进深保持在450以内,抽屉进深分为250、300、350、400、450。
进行拆单时减去封边条厚度1 ,薄背板以及薄抽屉底板不减,比如第一个图抽屉侧板D在CAD图上尺寸为长*高为D*H,则下单尺寸为(D-1)*(H-1)。
移门边框CAD表现尺寸为50,木框玻璃门表现尺寸为70直条包横条。
2、橱柜橱柜一般尺寸脚线110 隐形拉手35 台面50 台面与隐形拉手间间隔5 台面飞边30门板高度635,地柜高度800 地柜与吊柜间距700 柜高度一般保持在700,进深保持在400(含门),地柜进深标准保持在600以内,CAD图上应用大于小于虚线表明门的开启方向,水盆柜一般在600-900之间,有油烟机位置吊柜高度设置为400以内,视情况具体拟定。
水盆柜一般不做背板。
橱柜在CAD里板材表示采用单线表示。
3、鞋柜鞋柜男士鞋层板间距保持在150-200之间,女式鞋可调整具体空间。
一般门的宽度保持在600以内。
4、板材使用计算一套柜子的板材使用张数计算展开面积/2、4(视情况保持在2-2、5之间)板材损耗率在20%左右。
投影计算方法视板材密集度一般投影计价时柜体1平方=一张板门板面积/2、4抽屉需展开/2、4。
橱柜计算1米/张+20%(1米/张)5、键盘抽蓝色线框400*110*18小柜子移动板门(木板)拆板高度减去6 再减2封边重合部分不大于30 不小于50玻璃移动门重合部分不大于50,不小于30木框百叶门WH为生产下料尺寸,wh为图上尺寸,A=70百叶门下料A、百叶门尺寸W=w-2(门缝)-2(封边) H=h-2(门缝)-2(封边){不下料}B、百叶门直条H=(h+20)*【70+10(毛边、含分封边-2(封边))】{封长边}C、百叶门横条W=(w-140)*【70+10(毛边、含分封边-2(封边))】{封长边}D、百叶板H*W=(h-140+28(单边进槽量14))*(w-140+28(单边进槽量14))。
家纺产品生产工艺单
63cm
6.5cm
26cm
枕 8cm
里 小 片 定 位 示
意 8cm
图
51cm
3
3
6
6
21cm
圆抱枕里小片 定位示意图
6.5cm
“B”代 表 白 色1 3 0 c m门 幅 特 殊 面 料 “D”代 表 鹅 黄 色1 5 0 c m门 幅 麂 皮 绒 面 料 “E”代 表 浅 灰 色1 5 0 c m门 幅 仿 皮 面 料
75/55cm
护单头
距 边4 c m绣 花 610cm
51cm
51cm
68cm
上下居中绣
居中绣
大 方 垫 面3 0 c m头 头 绣 花 、 绣 花 后 开4 . 5对 。
生产编号
规格
名称
针数 价格/千针 元/米或元/组 数量/组 总金额元/条
备注
260*220cm 被套
6446
1.5元/米 7.6米
质 量 要 求; 1 卷边、嵌条宽窄要一致。压线止口不可滑针、跳针、浮针,针距一定符合要求,
线要均匀、平直、宽窄一致(1.5Cm) 。起止要打倒回针。装拉链需平服,商标要端正。成品保证尺寸不可纬斜。 2 整烫要平整,包装要整洁美观,面料上不可出现任何污迹。
生产单号: 产品编码: 件 数: 件 备注:
300/260cm
35/25m
护 单 面 嵌 与 护 单 头,上 下0 . 1 c m明 线
三 边1 c m卷 边
280/270cm
1床 单: 2 4 0 * 2 6 0 c m
240cm
距边20 c m装洗标
20cm
床 单 头1cm卷边
床单面果绿色斜纹 床单边印花布
下料单
400 800 800 800 810 890 900 920 1000 1000 1000 1160 1180 1200 1200 1241 1250 1260 1350 1390 1390 1390 1390 1400 1420 1420 1500 1500 1500 1500 1500 1500 1500 1500 1500 1510 1600 1600 1600 1600 1600 1600 1600 1646 1670 1680 1684 1692 1700 1700 1771 1800 1800
三角形 三角形 三角形 三角形 三角形 三角形 三角形
DP30-2 DP30-1 DP5 DP6 DP20 DP1 DP17 DP35 DP38 DP24 DP24 DP24 DP24 DP1 DP20 DP28 DP25 DP17 DP35 DP38 DP16 DP21 DP9 DP35 DP2 DP2 DP21 DP22 DP23 DP7 DP8 DP16 DP33 DP29 DP29.1 张拉端模2 张拉端模1 张拉端模2 张拉端模2 张拉端模1 张拉端模1 DP29.1 张拉端模2 张拉端模1 张拉端模1 张拉端模2 DP26 DP31 DP32 DP26
10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 12 12 12 12 12 12 12 12 12 12 12 12 12 12 [12 [12 [12 [12
[12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [12 [16B [16B [16B [16B [16B [16B [16B [16B [16B [16B [16B [16B [16B [16B
工程下料单格式
工程下料单格式在任何工程项目中,下料单是一份必要的文件。
它通常是一张纸,上面列出了所需的材料清单,以及对它们的规格和数量的详细描述。
这是确保在工程项目期间所需的原材料和部件准确无误的一种方法。
它也是确保下一个阶段所需的材料及其数量正确的一种方法。
下料单可以是手写的或计算机生成的,但是无论哪种方式,都需要满足一些特定的要求和指导原则,以使其清晰,易读且易于理解。
下面是一些有用的提示和建议,以帮助工程师或构建专业人员创建一个完整的、正确的、易于阅读的下料单格式。
1. 核实所需的材料在开始下料单之前,您应该确定所有所需的材料和配件。
这可能包括各种材料,如管道、电缆、绝缘材料、设备等。
掌握这些信息将有助于确保编写的下料单确实涵盖了所有所需的材料,以及相应的数量。
2. 选择正确的软件为了保持下料单的准确度、可靠度和便于访问,一个好的方式是利用计算机软件来生成下料单。
这被证明是最可行的方法之一,因为它不仅可大大减少错误,而且能使信息更加清晰,易读且易于理解。
3. 表格格式在下料单中应使用表格。
表格允许您将所有必要的数据整理在表格中,并根据需要按列和行排列。
此外,通过使用表格,每项数据会自动对齐,并将信息呈现在正确的格式中。
这样不仅减少了可能的误解,而且也提高了可读性。
4. 特征和注释下料单中的每个部分或项必须带有特征和注释,以便读者对所需材料及其数量的含义有充分的理解。
特征可以包括材料规格、颜色、形状、大小等等。
注释可以更详细地描述如何安装或使用特定的材料或部件。
5. 标题和页码除了正文和表格之外,下料单应该包括标题和页码。
标题应该准确地描述下料单的内容,例如“水管道材料下料单”、“电缆下料单”等。
页码应该出现在每一页的右上角,以便读者能够轻松地找到所需的信息。
6. 附加文档某些工程项目可能需要其他附加文档,例如图纸、制造商的规范书以及其他相关文件。
这些文件应该与下料单一起提交,并且需要指定在这些文档中可以找到哪些信息,以便读者可以轻松地理解和获得额外的信息。
家居定制产品生产单
件
备注
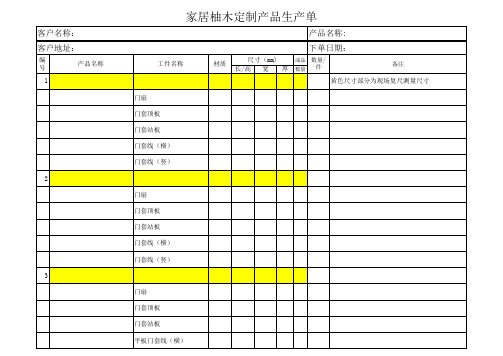
黄色尺寸部分为现场复尺测量尺寸
家居柚木定制产品生产单
客户名称: 客户地址:
编号 产品名称 工件名称 平板门套线(竖) 4 窗套顶底板 窗套站板 窗套线(横) 窗套线(竖) 5 窗套顶底板 窗套站板 窗套线(横)上下 窗套线(竖) 6 窗套顶底板 窗套站板 窗套线(横) 窗套线(竖) 7 材质 尺寸(mm) 长/高 宽 厚
家居柚木定制产品生产单
客户名称: 客户地址:
编号 1 门扇 门套顶板 门套站板 门套线(横) 门套线(竖) 2 门扇 门套顶板 门套站板 门套线(横) 门套线(竖) 3 门扇 门套顶板 门套站板 平板门套线(横) 产品名称 工件名称 材质 尺寸(mm) 长/高 宽 厚
数量
产品名称: 下单日期:
成品 数量/
数量
产品名称: 下单日期:
成品 数量/
件
备注
家居柚木定制产品生产单
客户名称: 客户地址:
编号 产品名称 工件名称 材质 尺寸(mm) 长/高 宽 厚
数量
产品名称: 下单日期:
成品 数量/
件
备注
ቤተ መጻሕፍቲ ባይዱ
小 计
制表:
审核:
数量
产品名称: 下单日期:
成品 数量/
件
备注
家居柚木定制产品生产单
客户名称: 客户地址:
编号 产品名称 工件名称 窗套顶板 窗套底板 窗套站板 窗套线(横) 窗套线(竖) 8 窗套顶板 窗套底板 窗套站板 窗套线(横) 窗套线(竖) 9 窗套顶板 窗套站板 窗套线(横) 窗套线(竖) 材质 尺寸(mm) 长/高 宽 厚
木制品 --出货检验报告模板
木制品 --出货检验报告模板
概要
本出货检验报告模板用于记录木制品出货前的检验结果。
该模板涵盖了检验的主要内容和结果,旨在提供给相关利益相关方作为参考。
检验详情
日期和时间
[填写检验的日期和时间]
产品信息
- 产品名称:
- 产品型号:
- 生产批次号(如果适用):
检验标准
- 检验标准名称:
- 遵循的版本或日期:
检验项目
列出需要检验的项目和方法:
1. 外观质量检验:
- 检查木制品的表面,是否有明显的破损、刮痕或凹陷。
- 检查木制品的颜色和质感,是否符合产品说明书要求。
2. 尺寸和尺寸精度检验:
- 测量木制品的长度、宽度和高度,是否符合产品规格要求。
- 使用测量工具(如卷尺或游标卡尺)进行测量。
3. 强度和耐用性检验:
- 对木制品施加适当的力量和压力,判断其强度和耐用性。
- 进行实际使用场景的模拟测试,检查木制品是否能够承受常
见的使用条件。
检验结果
根据实际检验情况,对每个检验项目给出合格或不合格的判定,并在需要的地方提供附加说明。
示例:
- 外观质量检验:合格
- 尺寸和尺寸精度检验:合格
- 强度和耐用性检验:不合格(说明:在模拟测试中,木制品无法承受额定负载)
总结
通过对木制品的出货检验,我们得出以下结论:
- 木制品在外观质量和尺寸精度方面符合要求。
- 木制品在强度和耐用性方面不符合要求,需要进行修复或替换。
本报告仅供参考,如有需要,可以根据具体情况进行修改和调整。
整木家居生产流程
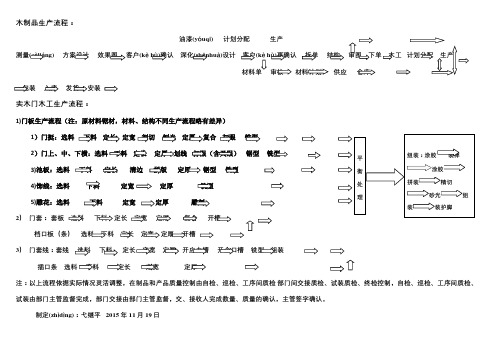
木制品生产流程:油漆(y óuq ī) 计划分配 生产测量(c èli áng) 方案设计 效果图 客户(k è h ù)确认 深化(sh ēnhu à)设计 客户ù)再确认 拆单 结构 审图 下单 木工 计划分配 生产材料单 审核 材料计划 供应 仓库包装 入库 发货实木门木工生产流程:1)门板生产流程(注:原材料锯材,材料、结构不同生产流程略有差异)1)门挺:选料 下料 定长 定宽 剖切 刨光 定厚 复合 打眼 铣型2)门上、中、下横:选料 下料 定长 定厚 划线 打眼(含叉眼) 锯型 铣型 3)池板:选料 下料 定长 清边 拼版 定厚 锯型 铣型 4)饰线:选料 下料 定宽 定厚 铣型 5)雕花:选料 下料 定宽 定厚 雕刻 2) 门套: 套板 选料 下料 定长 定宽 定厚 复合 开槽 档口板(条) 选料 下料 定长 定宽 定厚 开槽3) 门套线:套线 选料 下料 定长 定宽 定厚 开应力槽 开企口槽 铣型 组装 插口条 选料 下料 定长 定宽 定厚注:以上流程依据实际情况灵活调整,在制品和产品质量控制由自检、巡检、工序间质检 部门间交接质检、试装质检、终检控制,自检、巡检、工序间质检、试装由部门主管监督完成,部门交接由部门主管监督,交、接收人完成数量、质量的确认,主管签字确认。
制定(zh ìd ìng):弋继平 2015年11月19日组装:涂胶 装榫涂胶拼装精切砂光 组装装护脚平衡处理柜类木工(mùgōng)生产流程:(原材料:集成材、直拼板、)1)门板(ménbǎn):边挺(diā(pínghé池板下料装饰线下料2)立板、层板、背板3)装饰线、装饰块定宽4)五金及配饰5)试装墙板木工生产流程:边挺、上、下、中横定宽砂光池板下料装饰线下料注:以上流程依据实际情况灵活调整,在制品和产品质量控制由自检、巡检、工序间质检、部门间交接质检、试装质检、终检控制,自检、巡检、工序间质检、试装由在制品部门主管、品质主管监督完成,部门交接由部门主管监督,交、接收人完成数量、质量的确认,主管签字确认。
最实用门窗下料单

配件名称 两点锁执手 传动杆 锁点 合页 限位风撑 平开提升块 组角钢片(框) 组角钢片(扇) 内开框胶条 内开扇胶条 等压胶条 502胶水 膨胀螺栓
发泡剂/内/外墙胶
编号:
单价 25.00 8.00 1.50 11.50 10.50 2.00 0.15 0.15 0.70 1.20 4.50 3.00 0.80 7.40 0.80 0.10 0.15 0.03 0.05 总价 25.00 8.00 1.50 23.00 10.50 2.00 0.60 1.20 2.20 3.93 14.14 0.15 10.88 50.32 16.07 0.60 0.14 0.12 0.40
第1页,共1页
1200 500
600
8mm 4*10 圆头5*16 圆头5*40
框角码 框角码
内开扇角码 内开扇角码
15
0.23 0.16 0.32 0.10
1100 0樘
安 装 位 置 合计 玻 璃 宽度 高度 数量 462 962 1 546 446 1 1146 1532 1 170.74 面积 0.44 0.24 1.76 备注 扇玻 固玻 固玻 备注: 1.下料尺寸偏差≤±0.2mm 2.组装尺寸偏差≤±0.5mm 3.凤铝TG60系列内开窗 4.大样图为内视图 材 料 成 本
断桥铝 普铝 素材 22.5 元/㎏ 钢化玻璃 90 元/㎡ 20.5 元/㎏ 普通玻璃 70 元/㎡ 18.5 元/㎏ 型材含量 6.93 ㎏/㎡
玻璃规格 5+9A+5双白 5+9A+6双白 5+9A+7双白
合计成本: 制作 合计 3 2.44 0.85
272.03 元/㎡ 审核 断桥铝合计 16.40 普铝合计 2.66 素材合计 0.98 总计 19.97
原木厂定制单子的流程及注意事项

原木厂定制单子的流程及注意事项下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!原木厂定制单子的流程及注意事项原木厂定制单子是指客户提出的原木加工需求,通过明确的流程和注意事项,原木厂可以高效地完成客户订单。
原材料下料通知单

原材料下料通知单请将原材料合格证交予实验室,实验室签字盖章后方可下料。
否则,地磅不除皮,来料无效。
实验室联系电话:***********签字人:*********************有限公司实验室(盖章)原材料下料通知单请将原材料合格证交予实验室,实验室签字盖章后方可下料。
否则,地磅不除皮,来料无效。
实验室联系电话:***********签字人:*********************有限公司实验室(盖章)原材料下料通知单请将原材料合格证交予实验室,实验室签字盖章后方可下料。
否则,地磅不除皮,来料无效。
实验室联系电话:***********签字人:*********************有限公司实验室(盖章)原材料下料通知单请将原材料合格证交予实验室,实验室签字盖章后方可下料。
否则,地磅不除皮,来料无效。
实验室联系电话:***********签字人:*********************有限公司实验室(盖章)原材料下料通知单请将原材料合格证交予实验室,实验室签字盖章后方可下料。
否则,地磅不除皮,来料无效。
实验室联系电话:***********签字人:*********************有限公司实验室(盖章)原材料下料通知单请将原材料合格证交予实验室,实验室签字盖章后方可下料。
否则,地磅不除皮,来料无效。
实验室联系电话:***********签字人:*********************有限公司实验室(盖章)原材料下料通知单请将原材料合格证交予实验室,实验室签字盖章后方可下料。
否则,地磅不除皮,来料无效。
实验室联系电话:***********签字人:*********************有限公司实验室(盖章)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
名称
规格
数量
单位
1 18mmMFC
4'x8'
制表:
日期: 2012/10/2
客户名称: 产品名称: 序号 部件名称
昆明理工大 学
佳博士木制品下料单
6人衣柜 产品规格: 1900x600x2050
数量: 159
交货 期:
2012/10/2
颜色/材料名
规格(mm)
称
长 宽厚
封边要求
单套 总套 数量 数量
工艺说明
1
侧板
新橡木 1798 580 18 2短2长 ,1mm同色 2 318
2 顶底板
新橡木 1864 580 18 2长 ,1mm同色
2 318
3 中隔板
新橡木 1764 580 18 2长 ,1mm同色
2 318
4 内抬板
新橡木 613 560 18 2长 ,1mm同色
2 318
5 内抬板
新橡木 60Βιβλιοθήκη 560 18 2长 ,1mm同色
1 159
6 假门板
新橡木 1798 98 18 2短2长 ,1mm同色 3 477
7
门板
新橡木 896 527 18 2短2长 ,1mm同色 6 954
8
背条
新橡木 1764 48 18 2长 ,1mm同色
3 477
9
背板
新橡木 1776 608 4
2 318
10
背板
新橡木 1776 595 4
1 159
11
12
13
14
15
16
17
18
19
20
21
22
板材/封边
五金
序号 名称
规格/张 数量 备注