窄带钢边部局部增厚缺陷论文
电工钢热轧带钢边部线状缺陷原因分析与改进措施

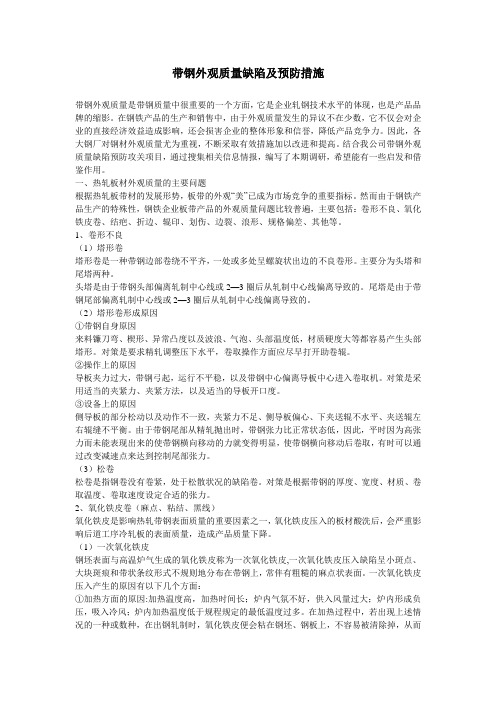
目17低碳钢变形抗力与Ⅻ度变化关系
与此同时,根据轧制理论.在粗轧水平轧制时.带坯咬人辊缝时,轧辊摩擦作用使得处于变形区的金属 表层受到一定程度切变应力。当带钢表层金属受到的切变应力超过材料的变形抗力时。就会产生裂纹。由于
电工钢热轧带钢边部线状缺陷原因分析与改进措施
129
边焦部金属经过侧压变形,璺直线获分布在带钢两镧表蕊,造成“翘皮”缺陷也是星线状分布在带钢两衡表
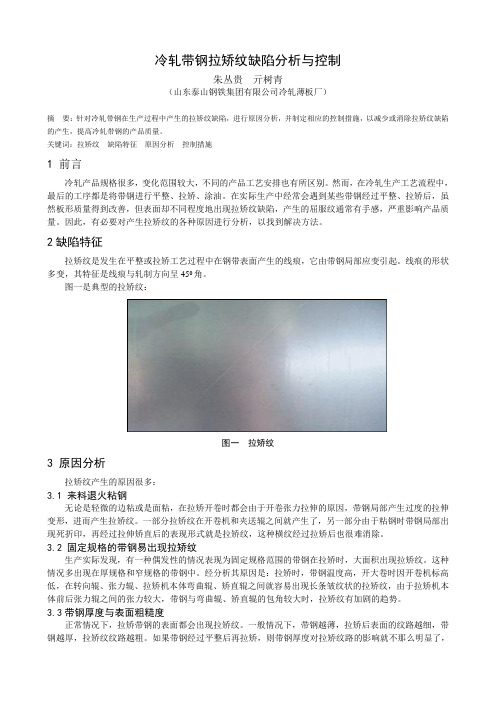
目12侧压等级与线壮缺《}数目盖系
可以看出,随着侧压量增加.热轧带钢线状缺陷数目整体呈上升趋势,侧压量超过100mm时,映陷数 日显著增加。 图13为不同侧压等级情况下带钢线状缺陷距边部位置分布情况,佣压等级分类同前。可以看出:俩压
电工钢热轧带钢边部线状缺陷原因分析与改进措施 等级A(伽压量≤30 rm)线状缺陷距带钢边部位置平均值在11
需要说明的是,在小侧压量、sP不使用的情况下,尽管缺陷离边部距离平均值超过10衄,但是由于缺
陷数目相对较少(频度低),考虑到对用户使用的影口自,没有封锁。因而封锁率也较小。
3
3
2粗轧过程中带坯截面变化模拟分析 根据实验室分析结论,选择无取向电工钢某钢种粗轧立辊和水平辊控制典型数据,利用有限元模拟粗轧
过程中板坯边角部金属位置演变情况。 粗轧过程主要参数如下:板坯规格230 rⅢn
x
1350ram,热轧成品规格:2
62mm
x
1244mm,粗轧刚机架
前使用sP对板坯进行侧压.粗轧采用3—3道次轧制,立辊正道砍投^使用。为便于计算,将板坯宽度和厚 度方向按对称面各取一半进行模拟计算,FEM分析带坯粗轧各道次截面形状变化情况如图14一图16。
迹。
3
4带钢边部线状缺陷产生原因分析
窄带钢边部局部增厚缺陷的研究

窄带钢边部局部增厚缺陷的研究摘要:根据唐山港陆钢铁有限公司轧钢厂低碳Q195窄带钢热轧成品出现边部局部增厚的缺陷,基于生产实践安排了粗轧开坯孔型改良、轧辊冷却水优化等跟踪试验,对影响轧辊磨损造成钢带边部局部增厚缺陷的问题进行了研究。
在此基础上,系统分析了轧辊不均匀磨损的原因,制定了优化轧辊使用的工艺改进措施,有效地提升了低碳Q195窄带钢的产品质量。
关键词:钢带边部局部增厚,轧辊不均匀磨损Abstract: According to the Tangshan port lug steel Co., LTD. Of low carbon steel Q195 narrow hot rolling steel strip finished product of edge in local thickening of the defect, based on the production practice arrangement for coarse groove improvement, roll over country. Three cooling water optimization tracking tests have the impact of roll wear cause steel belt side local thickening of the defects. On this basis, the system analysis of roll wear causes of uneven, formulated the optimization of process improvement measures roll used, effectively improve the low carbon Q195 narrow strip steel products quality.Key Words: steel belt side local thickening, roll wear uniform1 前言随着窄带钢市场的不断膨胀,钢铁产品的深加工要求不断严格,冷轧加工对热轧窄带钢的要求也不仅仅局限于国标要求的三点差。
热轧窄带钢常见质量问题及预防措施

热轧窄带钢常见质量问题及预防措施0前言热轧窄带钢主要用于焊管生产、冷轧生产、异型管材深加工的原料,带钢的质量直接影响到下游产品生产的质量和成品,因此做好带钢产品质量至关重要。
我厂使用的牌号主要是碳素结构钢Q195、Q215、Q235等低碳钢,通过对生产过程中常见质量问题进行分析,提出原因,提出解决这些问题的具体措施和方法,提高带钢合格率具有现实意义。
1生产工艺流程我厂采用3/4连轧生产线,工艺流程如图1所示:图1轧机布置形式:粗轧采用并列式二部轧机。
一部轧机经升降台来回过钢6次,后经移钢机进入二部轧机然后进入精轧。
精轧有一部立轧,3部二辊平轧,3部四辊平轧。
4个活套。
轧机布置见图2所示:图22主要存在质量问题2.1带钢同条差过大。
同条超宽(超窄)或宽窄不稳是带钢生产中最常见、最主要的问题,影响带钢宽窄不稳的因素主要有:2.1.1温度不均由于加热炉生产能力小,生产一段时间以后,钢温就会降低,粗轧和立轧的轧制力就会增加,立轧的弹跳增加,带钢宽度增加,就会产生头部窄,尾部宽的现象。
还有炉荕水管水冷造成局部钢温较低,带钢同条就会发生宽窄变化。
这时可以采用停车加温会放慢轧制节奏的办法,避免带钢同条差超标。
2.1.2粗轧来料不稳粗轧的来料宽度直接影响立轧的压下量,来料太窄,立轧压下量太小,形成带钢宽窄不均。
来料太宽,立轧弹跳量增加,带钢宽度就会增加。
形成粗轧来料不稳的主要原因有:轧辊磨损严重,孔型变化大,这时要更换轧辊;温度变化,钢温变化,在粗轧就会形成宽窄不均;进口导卫太宽或进出口导卫不照,在粗轧6道出口处形成弯头,宽度增加。
2.1.3精轧出现拉钢精轧连轧机组要连续正常轧制,必须保证各机架秒流量相等,避免个别机架出现拉钢现象,造成机架间的张力增加,使带钢宽度变小。
预防措施,注意各个活套的高度保持在一定的高度,一平和二平之间要保证有弧度。
2.1.4立辊中嵌镶铁块由于立辊辊槽较窄,轧槽内容易嵌入铁块,造成带钢周期性月牙形较窄,同条差超标,因此要经常注意检查立辊立槽是否存在镶嵌铁块现象。
带钢轧制时产生的主要缺陷与分析

带钢轧制时产生的主要缺陷与分析带钢轧制时产生的主要缺陷与分析在热带轧机上轧制带钢所形成的缺陷最主要有下列几种:(1)结疤。
在板坯清理时对裂口及裂纹没有全部清除干净,结果在轧制时形成结疤;板坯加热时过热,特别是铬不锈钢,轧制时在带钢上形成结疤。
带钢坯表面大量集结的非金属夹杂物,也是产生结疤的原因。
(2)裂边。
板坯侧面缺陷未全面清除干净,这是带钢裂边的原因。
(3)过热。
板坯在过高温度下长时间停留会引起过热。
过热板坯轧制时会产生大裂口和剥落;邻近过热的部分出现细裂纹,细裂纹在进一步轧制时会变成结疤。
为防止板坯过热必须严格遵守规定的加热制度,尤其是高温下的均热时间。
加热铁素体类钢时,温度超过850℃后必须快速加热。
(4)机械损伤。
轧入碎屑、压痕、划痕是热轧不锈带钢表面最有特征的缺陷。
轧人碎屑和压痕缺陷是由于坯料上的结疤块、裂边在导卫上摩擦时有碎片落到带钢表面上以及其他东西被轧辊或矫直机辊子压人而形成的。
划痕大部分是在带钢运动时,下表面与不光滑的导卫、辊面不平的辊子及被动辊相接触时形成的。
上表面划痕通常是在未卷紧运送时卷层间摩擦造成的。
在卷取中,带钢与卷取机成形辊和喂料辊之间发生摩擦时,带钢表面上会产生很多短条状划伤。
(5)带钢厚薄不均。
带钢长度上的厚度不均匀与沿板坯长度加热的均匀性及带钢在机架间张力值有关。
带钢的前端和后端一般比中部厚一些,这是因为在连续式精轧机组中带钢端部没有张力的缘故。
带钢后端一般比前端厚,这是温度不同所致热轧带钢开裂的改进热轧带钢生产的工艺流程:铁液一铁液预处理一顶底复吹转炉一脱氧合金化一吹氩一板坯连铸一铸坯检验一加热一粗轧高压水除鳞一立辊轧一可逆式粗轧一中轧一热卷箱一精轧高压水除鳞一精轧一层流冷却一卷取一入库。
热轧带钢在生产检验及用户使用过程中常出现的开裂现象,并对开裂带钢进行了化学成分及低倍和金相检验分析。
结果表明,化学成分符合要求,铸坯存在皮下气泡、带钢存在非金属夹杂及游离渗碳体是带钢出现开裂主要原因,针对以上情况给你针对性改进建议,具体如下。
窄带钢冷轧边鼓产生原因及预防

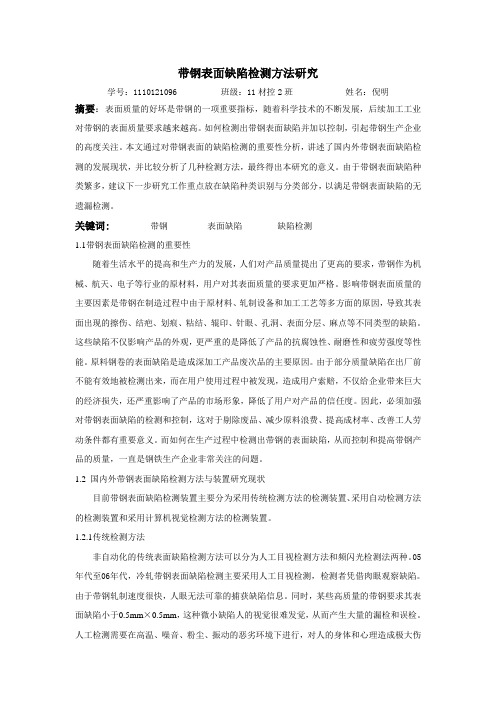
图 3 典 型 热 轧窄 带 钢 断 面厚 度
由图 3 可 以看出,本公司热轧窄钢带断面存在边部 猫耳状 凸起( 边部局部高点 ) 。凸起距边鼓缺 陷 的 出现 严重 影响 钢板 的使 用性 能 和外观 , 使产品降级甚至报废 , 给用户带来严重 的经 济损 失 。冷轧边 鼓 的产生 主要 是 因为存 在局部 高 点
了经济 效益 。 1 产 品现状
鲁
{
世 器 靼
测 量点
1 . 1 冷轧后产品缺陷 本 公 司轧钢厂 热轧 窄钢 带产 品经 冷轧 加工后 的
产 品边 部存 在 明显 的 凸起 ,而且 随着 冷轧后 钢卷 层 数 的增 加 , 边 部缺 陷越加 明显 , 如图 1 所示 。 冷 轧边鼓 按严 重程 度分 为打磨 后可 见 、 目视 可 见、 轻微 手感 三种情 况 。边鼓 比较 严重 时 , 往 往在 退 火 后起筋 区域 产生小 的附加 浪形 。冷轧 后 的缺 陷钢 卷 经裁分 后会 发现分 条后 产 品长度 不 同 ,边 部缺 陷 区域略长 于其 他 区域 , 如 图 2所示 。
2 . 1 中间坯在立轧减宽过程 中变形不合理
本公司热轧窄钢带车间布置为 6 5 0 粗轧开坯 + 2 立9 平。 钢坯经 6 5 0 粗轧开坯 , 中间坯宽度为所轧规 格系列最大规格加 2 0 — 2 5 m m, 经过两架立轧减宽达
到 最终 宽度 。经立 轧孔 型侧 压后 的坯 料 断面形 状呈 现 明显 的狗 骨形 , 如图 4 、 图 5所示 。
2 0 1 4年第 1 期
张永刚 : 窄带钢冷轧边鼓产生原 因及预防
精轧轧制过程 中不能完全被消除,轧制之后钢带断
面出现局部厚度高点 ;而钢带局部高点主要是由于 轧辊的不均匀冷却 、轧辊的异常磨损引起 的轧辊不 均匀磨损而产生的。
管线钢边部缺陷原因分析及改进措施

管线钢现行生产工艺如下:铁水预脱硫一转炉 冶炼_+炉外精炼.+连铸.+加热一粗轧一精轧一层流
冷却_卷取一取样检验_包装入库。 经过现场大量取样检验并分析其结果,可以把
管线钢边部缺陷分为两类。一类是呈舌状或鱼鳞片 状缺陷,有张开的,有闭合的,但根部与带钢本体相 连.生产中习惯称之为“边裂”缺陷,见图1;另一类 呈线状,称之为“细线”缺陷。见图2。两种缺陷一般 分布在距钢板边缘5—35ram区域,钢板上、下表面 均可产生。上表面较为严重。“边裂”缺陷形态不规 则,在钢板面上随机出现,而“细线”缺陷形态规则, 呈通卷断续分布。
3 管线钢边部缺陷微观检验分析
连铸工序、加热工序和轧制工序都可能产生钢
作者简介:郭晓波(1960一),女,高级工程师,1982年毕业于东北工学院
万方数据
第1期
郭晓波等:管线钢边部缺陷原因分析及改进措施
图3、图4。经扫描电镜和能谱分析对试样进行了化 学成分检验,结果列于表1、表2。对l。试样进行了 进一步的透射电镜观察,结果表明:正常位置有大量 10~20nm大小、均匀分布的Nb与少量Ti复合的碳 氮化合物,裂纹附近第二相数量尺寸与正常位置相 同,但偏聚特征明显,见图5、图6。
试样 编号
图4 2。试样微观形貌
表l 1。试样裂纹处化学成分
W∥%
成分含量
Nb
Ti
Mn
Fo
At/%
Ti
M11
表2 2。试样裂纹处化学成分
Fe O
通过一系列检验分析可以看出,1’试样裂纹两 侧微观形貌与正常铸态组织相近,说明裂纹产生于 相变之后,属于低温铸坯裂纹。这种裂纹一般认为 是铸坯在矫直时产生的抗张应力造成的,也是铌钢 特有的裂纹,它与铸坯中的blbC和A1N等沿.y晶界 析出、以及应力集中于沿.y晶界析出的先共析铁素 体带有关。能谱分析也表明,1。试样裂纹处存在大
带钢外观质量缺陷及预防措施
带钢外观质量缺陷及预防措施带钢外观质量是带钢质量中很重要的一个方面,它是企业轧钢技术水平的体现,也是产品品牌的缩影。
在钢铁产品的生产和销售中,由于外观质量发生的异议不在少数,它不仅会对企业的直接经济效益造成影响,还会损害企业的整体形象和信誉,降低产品竞争力。
因此,各大钢厂对钢材外观质量尤为重视,不断采取有效措施加以改进和提高。
结合我公司带钢外观质量缺陷预防攻关项目,通过搜集相关信息情报,编写了本期调研,希望能有一些启发和借鉴作用。
一、热轧板材外观质量的主要问题根据热轧板带材的发展形势,板带的外观“美”已成为市场竞争的重要指标。
然而由于钢铁产品生产的特殊性,钢铁企业板带产品的外观质量问题比较普遍,主要包括:卷形不良、氧化铁皮卷、结疤、折边、辊印、划伤、边裂、浪形、规格偏差、其他等。
1、卷形不良(1)塔形卷塔形卷是一种带钢边部卷绕不平齐,一处或多处呈螺旋状出边的不良卷形。
主要分为头塔和尾塔两种。
头塔是由于带钢头部偏离轧制中心线或2—3圈后从轧制中心线偏离导致的。
尾塔是由于带钢尾部偏离轧制中心线或2—3圈后从轧制中心线偏离导致的。
(2)塔形卷形成原因①带钢自身原因来料镰刀弯、楔形、异常凸度以及波浪、气泡、头部温度低,材质硬度大等都容易产生头部塔形。
对策是要求精轧调整压下水平,卷取操作方面应尽早打开助卷辊。
②操作上的原因导板夹力过大,带钢弓起,运行不平稳,以及带钢中心偏离导板中心进入卷取机。
对策是采用适当的夹紧力、夹紧方法,以及适当的导板开口度。
③设备上的原因侧导板的部分松动以及动作不一致,夹紧力不足、侧导板偏心、下夹送辊不水平、夹送辊左右辊缝不平衡。
由于带钢尾部从精轧抛出时,带钢张力比正常状态低,因此,平时因为高张力而未能表现出来的使带钢横向移动的力就变得明显,使带钢横向移动后卷取,有时可以通过改变减速点来达到控制尾部张力。
(3)松卷松卷是指钢卷没有卷紧,处于松散状况的缺陷卷。
对策是根据带钢的厚度、宽度、材质、卷取温度、卷取速度设定合适的张力。
热轧窄断面薄规格带钢内外圈错层缺陷的成因及解决

措 施
通过对 “内外 圈错层 ”缺陷产 生原因具 体 分析及 大量现场 试验 ,我 们找 出了解 决该 类缺 陷的方法。 3 . 1 控 制卷取设备功能精度 对 1 、2 、3 卷取机 ( 以下简写 DCl 、 DC 2 、DC3 ) 侧 导板定位小车设备功能精度进 行测 量 ,严 格按照设 备功能精 度调整 ,减 少
2 、“ 内外圈错层”缺陷形成的原 因
鉴 于 冷 轧 备料 “内外 圈错 层 ”缺 陷对 2 2 5 0 mm 热轧 生产线连续 化生产 带来不利影 响 ,通 过对现场 生产过程 进行跟踪 分析 ,确 定缺 陷的产生 与卷取过程 中的力控 、位 控不 当和轧 制过程 头尾板型控 制差有关 ,这些原 因都容 易造成卷 取前期和卷 取后期不平 稳 , 最 终形成 “内外 圈错层 ”缺 陷。具体 分析基 于以下原因: 2 . 1侧导板定位小车设备功能精度较差, 导致 侧导板位控不准确 。 2 . 2已建 立的层冷和卷取控制模型对薄规 格 窄断面 ( 厚度 ≤3 . 0 m m,宽度 ≤1 2 5 0 m m) 不适用 ,易造成卷型缺陷。 2 _ 3 薄规 格窄断面带钢的头部、尾部板型 难 以控制 ,使带钢 在层 冷辊道上运行不平稳, 在卷 取侧 导前 对 中性 差,造成带 钢抖动产 生 “内外 圈错层 ”缺陷。 2 . 4夹送辊 使用 周期后期的严 重磨损 ,出 现夹持不平稳 的现 象。 2 . 5现场缺少 “ 内外 错 层”缺 陷的管理 预案 ,不能提 前预防缺 陷的产生 ,在缺陷发 生时没有系统 的指 导性文件 。
1 、前言
邯钢集 团西 区 2 2 5 0 m m 热连轧生产线为 当今具有 国际先进 水平 的热连轧生产 线,整 条 生产线 采用 了加 热炉数 字化燃烧 、定宽机 大 侧压 、中间坯边 部加热 、精轧机组 多手段 板 型 控 制和 大 功 率 交直 变 频传 动 等先 进 技 术 ,具有 生产工 艺先进 、设备配置合理 、轧 机 能力大 和控制手 段齐全等特 点 。其产 品结 构包括汽 车用 钢、船体用结构钢、容器用 钢、 耐候 钢等 ,同时 ,由于该条 生产 线具有 轧机 轧 制能力 大、设备配 置和控制措 施先进齐全 的特点 , 能 生产 高附加值 的热轧双 相钢 ( D P ) 、 多相钢 ( MP) 、相变 诱导塑性钢 ( T R I P )以 及高强度级管线钢等特 殊钢 种。
冷轧带钢拉矫纹缺陷分析与控制(论文格式)
冷轧带钢拉矫纹缺陷分析与控制朱丛贵亓树青(山东泰山钢铁集团有限公司冷轧薄板厂)摘要:针对冷轧带钢在生产过程中产生的拉矫纹缺陷,进行原因分析,并制定相应的控制措施,以减少或消除拉矫纹缺陷的产生,提高冷轧带钢的产品质量。
关键词:拉矫纹缺陷特征原因分析控制措施1 前言冷轧产品规格很多,变化范围较大,不同的产品工艺安排也有所区别。
然而,在冷轧生产工艺流程中,最后的工序都是将带钢进行平整、拉矫、涂油。
在实际生产中经常会遇到某些带钢经过平整、拉矫后,虽然板形质量得到改善,但表面却不同程度地出现拉矫纹缺陷,产生的屈服纹通常有手感,严重影响产品质量。
因此,有必要对产生拉矫纹的各种原因进行分析,以找到解决方法。
2缺陷特征拉矫纹是发生在平整或拉矫工艺过程中在钢带表面产生的线痕,它由带钢局部应变引起。
线痕的形状多变,其特征是线痕与轧制方向呈450角。
图一是典型的拉矫纹:图一拉矫纹3 原因分析拉矫纹产生的原因很多:3.1 来料退火粘钢无论是轻微的边粘或是面粘,在拉矫开卷时都会由于开卷张力拉伸的原因,带钢局部产生过度的拉伸变形,进而产生拉矫纹。
一部分拉矫纹在开卷机和夹送辊之间就产生了,另一部分由于粘钢时带钢局部出现死折印,再经过拉伸矫直后的表现形式就是拉矫纹,这种横纹经过拉矫后也很难消除。
3.2 固定规格的带钢易出现拉矫纹生产实际发现,有一种偶发性的情况表现为固定规格范围的带钢在拉矫时,大面积出现拉矫纹。
这种情况多出现在厚规格和窄规格的带钢中。
经分析其原因是:拉矫时,带钢温度高,开大卷时因开卷机标高低,在转向辊、张力辊、拉矫机本体弯曲辊、矫直辊之间就容易出现长条皱纹状的拉矫纹,由于拉矫机本体前后张力辊之间的张力较大,带钢与弯曲辊、矫直辊的包角较大时,拉矫纹有加剧的趋势。
3.3带钢厚度与表面粗糙度正常情况下,拉矫带钢的表面都会出现拉矫纹。
一般情况下,带钢越薄,拉矫后表面的纹路越细,带钢越厚,拉矫纹纹路越粗。
如果带钢经过平整后再拉矫,则带钢厚度对拉矫纹路的影响就不那么明显了,而且带钢表面的粗糙度要好于不平整就拉矫的带钢。
冷轧Q195窄带钢表面缺陷分析及对策

E— miv i s@ l 6Cr n l ei x 2 .O : n n
第 3 卷 5
1 要防止结晶器保护渣卷入钢坯内部 。 ) 控制好
冷轧前的冶炼 、 加热、 除磷等工序导致 的。
入炉原料的质量 , 以尽量避免铸坯的表面针孔和皮下 气泡 ; 降低钢 中硫含量 , 提高 m( n / s 比[ M ) m( ) ;
p o uc . r d e
Ke r s Q 9 , u aedfc, el g o l g ywo d : 1 5 sr c e t pei ,m ti f e n tn
An ls n o ne me s r so u fc fcso 9 ay i a d C u tr a u e n S ra eDee t f s Q1 5
Co d r le rps l - ol d St i
Z HANG a f n , HAO q a g Xio a g Li in
必须 要 经常检 查 结 晶器水 口的设计 ,加强 对结 晶器 水 口的检修 ,防止 结 晶器水 口破 坏 导致保 护 渣卷 入
钢坯 内部[l 5。
2 起皮 、 ) 麻点的产生都是氧化铁皮去除不净和 结晶器保护渣卷入铸坯共同作用的结果。 3 从冶炼、 热、 ) 加 除磷 三 方面人 手 , 出 了控制 提
水 嘴堵 塞而造 成 的除鳞效 果不 良。 通 过实践 表 明 , 以上 措施 的提 出对减少 起皮 、 麻 点等表 面缺 陷具有 重要 的意义 。
4 结论
[ ] 栾兆亮 , 1 高志新 , 焦红.15 Q 9 窄带钢质量研究与改进 【 ] J. 物理
测试 ,0 8 2 ( ):7 6 . 2 0 ,6 1 5 — 2
热轧带钢的表面缺陷分析1
鉴别
在表面检查过程中用肉眼即可辨别。 在有氧化铁皮的带钢上往往难于识别压入 氧化铁皮。当酸洗或喷砂处理后,这种缺陷会 以表面凹陷的形式显现出来,有时与未除净的 残余氧化铁皮一起出现。
成
因
可能误判
如果是轻度的话,可能会将一次氧化铁皮压 入同二次氧化铁皮压入相混淆。
压入的氧化铁皮来自加热炉或粗轧中未 除净的氧化铁皮。
成因
定义与外观
边裂是垂直于表面且贯穿整个板带厚度 的位于边部的裂纹,在厚板轧制时,也 会出现于轧件头尾。 边裂易出现在连铸方坯或板坯轧制过程, 也会出现在冷却过程。这类缺陷形成的更进 一步原因在于材料边部的局部区域受到超过 其强度极限的应力。
鉴别
在表面检查过程中用肉眼即可辨别。
可能误判
会与边部过烧(热脆性)混淆。
鉴别
在表面检查过程中用肉眼即可辨别。如果缺 陷很轻微,则轧件在酸洗后,可更容易看到。
可能误判
气孔可能与带状表面夹层混淆。
表面夹层
Shell (Peel, scab, slivers, surface lamination)
定义与外观
材料搭叠区域为表面夹层,其形状和大小
成因
轧制表层含有大量非金属夹杂的坯 料时会产生表面夹层。这些夹杂在轧制 过程中被破碎而形成夹层状折叠。坯料 表面划伤也会产生表面夹层。
气孔
Pitting (Pores, voids, pits)
定义与外观
气孔是坯料近表面细小的气体夹杂。根据 不同的变形程度,这些细小气体夹杂在轧制 过程中被拉长,并露出表面,在厚板中则以 凸透镜状的气泡出现。在热轧带钢中,气孔 通常在除鳞后以亮条纹的形式出现。
成因
气孔是钢在浇注与凝固过程中因气 体含量高而形成的。有时,气孔可被氧 化并充满氧化铁皮,此时,根据不同钢 种,在坯料加热时可能引起一定程度的 脱碳。
表面缺陷测试论文
带钢表面缺陷检测方法研究学号:1110121096 班级:11材控2班姓名:倪明摘要:表面质量的好坏是带钢的一项重要指标,随着科学技术的不断发展,后续加工工业对带钢的表面质量要求越来越高。
如何检测出带钢表面缺陷并加以控制,引起带钢生产企业的高度关注。
本文通过对带钢表面的缺陷检测的重要性分析,讲述了国内外带钢表面缺陷检测的发展现状,并比较分析了几种检测方法,最终得出本研究的意义。
由于带钢表面缺陷种类繁多,建议下一步研究工作重点放在缺陷种类识别与分类部分,以满足带钢表面缺陷的无遗漏检测。
关键词: 带钢表面缺陷缺陷检测1.1带钢表面缺陷检测的重要性随着生活水平的提高和生产力的发展,人们对产品质量提出了更高的要求,带钢作为机械、航天、电子等行业的原材料,用户对其表面质量的要求更加严格。
影响带钢表面质量的主要因素是带钢在制造过程中由于原材料、轧制设备和加工工艺等多方面的原因,导致其表面出现的擦伤、结疤、划痕、粘结、辊印、针眼、孔洞、表面分层、麻点等不同类型的缺陷。
这些缺陷不仅影响产品的外观,更严重的是降低了产品的抗腐蚀性、耐磨性和疲劳强度等性能。
原料钢卷的表面缺陷是造成深加工产品废次品的主要原因。
由于部分质量缺陷在出厂前不能有效地被检测出来,而在用户使用过程中被发现,造成用户索赔,不仅给企业带来巨大的经济损失,还严重影响了产品的市场形象,降低了用户对产品的信任度。
因此,必须加强对带钢表面缺陷的检测和控制,这对于剔除废品、减少原料浪费、提高成材率、改善工人劳动条件都有重要意义。
而如何在生产过程中检测出带钢的表面缺陷,从而控制和提高带钢产品的质量,一直是钢铁生产企业非常关注的问题。
1.2 国内外带钢表面缺陷检测方法与装置研究现状目前带钢表面缺陷检测装置主要分为采用传统检测方法的检测装置、采用自动检测方法的检测装置和采用计算机视觉检测方法的检测装置。
1.2.1传统检测方法非自动化的传统表面缺陷检测方法可以分为人工目视检测方法和频闪光检测法两种。
带钢窄边线状裂纹缺陷的形成原因及预防措施

生。
关键词 : 带钢 窄边线状裂纹 成因 对策
Fo m a i n a e e i e M e s e o r o Edg ・i e Cr c f S rp r to nd Pr v ntv a ur fNa r w e ln d a k o t i
结 晶的大尺寸 晶粒 区域强度低 , 因而 出现裂纹。
7
到 内部 , 裂纹 由张开状变 为闭合状 ; 在非轧 制面与 轧 制面的交界处 , 在 Y型 裂纹。这些 裂纹是 由材 料 存 塑性性能较差 所引起 , 与钢带 的塑性 性 能优 良相 这 矛盾 。这种矛盾只能 出现在钢带经 过大量 塑性 变形 后未完全再结 晶而继续 塑变 时的情形 。 图2 b 中, ( ) 裂纹 处 的组织 晶粒 较大 , 已完 全再 结晶 ; 远离裂纹 区域 的组 织 , 铁素 体 晶粒大 小不 一 , 形状非等轴状 , 明显为末完全再结 晶 的组织 形态 , 因 而, 未完全再结 晶的 区域 塑性 差 , 度高 ; 完全 再 强 在
维普资讯
6
南钢 科技与 管理
20 06年第 4期
带钢 窄边 线状 裂 纹缺 陷 的 形成 原 因及 预 防措施
程维玮 赵 如 意
( 产研 中心) 棒材厂 ) (
摘 要 : 本文通过对带钢窄边线状裂纹缺陷的金相显微组织观察和扫描电镜与能谱分析, 确定了带钢窄边线
面附近制成断 口, 为扫描 电镜试样 。 作
2 1 金 相观 察及分 析 .
图 2为金相试样 照片 。在金相 照片 2 a 中 , ( ) 可 观察到长条形裂纹 和 Y型裂纹 。从非轧制表面开 始
现代热轧带钢生产过程中常见质量问题论文

现代热轧带钢生产过程中常见质量问题摘要:本文就目前国内钢铁企业热轧带钢生产过程中一般常见的质量问题,如轧件翘头、宽度尺寸超标、带钢浪形和镰刀弯等,提出了解决问题的具体措施。
并通过生产实践证明,这些措施的可行性。
关键词:热轧窄带钢轧件翘头宽度尺寸超标带钢浪形镰刀弯随着钢铁行业的竞争加剧,如何降低生产用原料的生产成本,减少因原料引起的质量问题,提高带钢质量,减少带钢镰刀弯,成为一个重要深题。
透过对热连轧带钢生产过程中出现的一系列常见质量问题进行分析,找出原因,提出解决这些问题的具体措施和方法,对提高热轧带钢产品质量,进而提高生产效率,降低生产成本具有重要的现实意义。
一、热轧带钢翘头热连轧穿带过程中,轧件上下表面受到轧辊的摩擦力不~致,使带钢头部上翘或下弯。
影响轧件所受摩擦力的主要因素有以下几方面。
1、下压力配置不当半连轧机组全部采用下压力轧制,即下辊的直径大于上辊,由予轧件在变形过程中的变形为均匀变形,带钢和下工作辊的接触面积大,下辊给带钢下表露的摩擦力大予上辊面使轧件有贴近下导卫的趋势,从而顺利穿带。
第l、2道次平轧机的下压力一般取6~8 mm,第3至第6道平轧机下压力一般取4~6 mm。
因此,在换工作辊时,要仔细检查轧辊的直径,确保下压力配置合适,当轧件的翘头严重时,往往是由于轧辊压力不合理所致。
2、压下量不合理轧机压下量不足时,常常弓|起带钢翘头,特别是第l、2道次压下量不足时,带钢的变形只发生在带钢的表面,因此带钢的前滑较少,由于下辊的圆周速度较大,引起带钢头部向上翘起。
3、上下工作辊磨损不均轧辊的磨损造成轧辊表面的粗糙度不一样,引起带钢的受力状态发生变化,从两引起带钢上翘或下弯。
在车削和装换轧辊时,要注意保证上下辊粗糙度一致。
4、轧件温度不均轧件受到冷却水、除鳞水的作甩,或者轧制故障引起轧件在轧制线上的停留,均会使轧件的温度不均。
因此轧件在轧制线上停留时,要前后移动,不要停留在一个位置,避免轧件局部传热、冷却较快。
带钢轧制时产生的主要缺陷与分析

带钢轧制时产生的主要缺陷与分析在热带轧机上轧制带钢所形成的缺陷最主要有下列几种:(1)结疤。
在板坯清理时对裂口及裂纹没有全部清除干净,结果在轧制时形成结疤;板坯加热时过热,特别是铬不锈钢,轧制时在带钢上形成结疤。
带钢坯表面大量集结的非金属夹杂物,也是产生结疤的原因。
(2)裂边。
板坯侧面缺陷未全面清除干净,这是带钢裂边的原因。
(3)过热。
板坯在过高温度下长时间停留会引起过热。
过热板坯轧制时会产生大裂口和剥落;邻近过热的部分出现细裂纹,细裂纹在进一步轧制时会变成结疤。
为防止板坯过热必须严格遵守规定的加热制度,尤其是高温下的均热时间。
加热铁素体类钢时,温度超过850℃后必须快速加热。
(4)机械损伤。
轧入碎屑、压痕、划痕是热轧不锈带钢表面最有特征的缺陷。
轧人碎屑和压痕缺陷是由于坯料上的结疤块、裂边在导卫上摩擦时有碎片落到带钢表面上以及其他东西被轧辊或矫直机辊子压人而形成的。
划痕大部分是在带钢运动时,下表面与不光滑的导卫、辊面不平的辊子及被动辊相接触时形成的。
上表面划痕通常是在未卷紧运送时卷层间摩擦造成的。
在卷取中,带钢与卷取机成形辊和喂料辊之间发生摩擦时,带钢表面上会产生很多短条状划伤。
(5)带钢厚薄不均。
带钢长度上的厚度不均匀与沿板坯长度加热的均匀性及带钢在机架间张力值有关。
带钢的前端和后端一般比中部厚一些,这是因为在连续式精轧机组中带钢端部没有张力的缘故。
带钢后端一般比前端厚,这是温度不同所致热轧带钢开裂的改进热轧带钢生产的工艺流程:铁液一铁液预处理一顶底复吹转炉一脱氧合金化一吹氩一板坯连铸一铸坯检验一加热一粗轧高压水除鳞一立辊轧一可逆式粗轧一中轧一热卷箱一精轧高压水除鳞一精轧一层流冷却一卷取一入库。
热轧带钢在生产检验及用户使用过程中常出现的开裂现象,并对开裂带钢进行了化学成分及低倍和金相检验分析。
结果表明,化学成分符合要求,铸坯存在皮下气泡、带钢存在非金属夹杂及游离渗碳体是带钢出现开裂主要原因,针对以上情况给你针对性改进建议,具体如下。
边部增厚缺陷的产生机理及其控制措施

Lu Jn u i ih a
( a a in rso f odR in ln o i a rn& Sel o , aj g2 0 3 ) G l n igWokh po l ol gPa t f s nI v z C i Me h o t . N ni 10 9 eC n
.: ——- 二— I _—_ 二 巨三三苎 至 : 二
图 1 在 线反馈 锌层 轮廓
率的提高。为了降低边部增厚缺陷的改判量 , 总 结 了边 部增厚 缺 陷 的产生 机 理 和 影 响 因 素 , 旨在
制 定相 应 的控制 措 施 , 以实 现 生产 过 程 中对该 缺
陷的有 效控 制 。
1 缺 陷产 生机 理
凹凸感 , 说 明 已经 产 生 了边 部 增 厚 缺 陷 。因成 这 品边 部 与 中间位 置在 卷 取 时 受力 不 同 , 部 增厚 边 的钢 卷卷 取外 观 是边 部 翻 起 的 , 钢卷 开 平 后 产 品
因素 , 并结合生产实践, 优化 了气刀开 口 度尺寸、 机组速度等关键 工艺参数 , 有效地降低 了该缺
陷的改判 量 。
关键 词 : 热镀 铝 锌 ; 部增 厚 ; 边 气刀
For a i n e ha im n Co r lM e s r s o m to M c n s a d nt o a u e fEdg i k n ng De e t e Th c e i f c s
高 ) 以提 醒 操 作 人 员 对 镀 层 进 行 调 整 。但 因该 , 设 备 的 x射线 检测 原 理 和边 界条 件 的 限制 , 能 不 对 带 钢边部 1 m 范 围 的镀 层 情 况 进 行 有 效 检 0m 测 , 不能 简单 地 由在 线 锌 层测 厚 仪 的 反馈 来 全 故 面地 判 断镀 层 的 整体 情 况 , 其 是 薄 规 格 带 钢 。 尤 对于 厚度 ≥12m 的厚规格 带 钢而言 , . m 热浸镀 经 过气 刀后边 部有 明显 的 凸度 或在 质检 台观察 到带 钢边 部 1 0mm左右 较其 它位 置 0 1平均值 8 . bm7 . 2 i a . g z 2 f 5 - g 9 , 6 3 Sm 1 皿
浅谈带钢缺陷分析方法

浅谈带钢缺陷分析方法摘要在带钢生产过程中会出现各种各样的缺陷,为了便于缺陷产生原因的查找,促进生产中的质量改进。
本文通过平时工作中的实践经验总结了几种常用的缺陷分析方法,主要包括缺陷特征分析法、相关性分析法和验证分析法,并通过列举生产中的实际质量问题分析过程具体说明了各种缺陷分析方法的实际应用方法。
关键词缺陷;热轧;质量;分析方法当今囯内外钢铁市场竞争日益激烈。
钢铁企业如果要保持其领先地位,不断提高钢铁产品的质量就显得极为重要。
钢铁产品的质量包括其尺寸公差、板形、表面质量、外形及性能等方面。
就产品表面质量而言,在热连轧生产过程中,带钢表面经常会产生各种各样的缺陷,有些缺陷甚至是以前从未出现过的,也没有相关的参考资料,作为质量工作者,我们必须在实际工作实践中,搞清是一种什么样的缺陷,摸索其产生原因,找到解决问题的办法。
不断的实践、摸索、试验和总结,形成一套带钢缺陷的分析方法,就有利于缺陷原因的查找和消除。
即使随着热连轧生产工艺技术不断发展,热连轧带钢表面在线检测技术已经在生产实践中得到广泛应用,但它也离不开质量检查人员对带钢表面缺陷的正确判定,以提供在线自动检测装置的判定标准和不断学习之用。
本文通过平时工作中多年的实践经验,总结出一些常用的并且行之有效的缺陷分析方法。
1 缺陷特征分析法生产过程中,带钢表面会产生种种缺陷,只要仔细观察就不难找出一些规律来,比如:按照缺陷的特征如形貌特征、宏观慨貌、分布规律及微观分布等,根据这些特征,再通过对这些规律的查找归纳,就可以对带钢表面缺陷有一个清晰的分析。
1.1 宏观形貌分析法通过对带钢表面缺陷的宏观形貌特征来判断缺陷产生的原因的方法为宏观形貌分析法。
这种方法主要是针对热连轧带钢生产中较常出现的、原因明确的表面缺陷。
通过观察带钢表面缺陷的宏观形貌,可以大致确定缺陷的程度以及所属缺陷大类。
这种方法要依靠长时间的经验积累。
对于生产中常见的缺陷根据形貌进行分类,是目前应用最广泛且最实用的一种方法。
201不锈钢冷轧钢带狭缝线质量缺陷原因分析

Material Sciences 材料科学, 2019, 9(5), 525-529Published Online May 2019 in Hans. /journal/mshttps:///10.12677/ms.2019.95067Cause Analysis of Quality Defects in Slit Line of 201 Stainless Steel Cold Rolled StripYanyan Lv1*, Hao Zhang2, Xinbing Zhu3, Junfa Li1, Kaijie Li3, Liping Zhang1, Songhao Liu11Henan Xinjinhui Stainless Steel Industry Co., Ltd., Xuchang Henan2Henan Jinhuiweide Precision Stainless Steel Co., Ltd., Xuchang Henan3Changge Jinhui Recycling Metal Research and Development Co., Ltd., Changge HenanReceived: May 6th, 2019; accepted: May 21st, 2019; published: May 28th, 2019AbstractBy means of macro morphology observation, scanning electron microscopy (SEM), energy disper-sive spectroscopy (EDS) and on-site roll analysis, the causes of quality defects in the slit line of 201 stainless steel cold-rolled strip were analyzed and studied. The strip translation occurs during rolling, and the movement of zigzag indentation on the surface of work roll is the main reason for the slit line of stainless steel strip.Keywords201 Stainless Steel Strip, Cold Rolling, Slit Line201不锈钢冷轧钢带狭缝线质量缺陷原因分析吕艳艳1*,张浩2,朱心冰3,李军法1,李凯杰3,张力萍1,刘松浩11河南鑫金汇不锈钢产业有限公司,河南许昌2河南金汇维德不锈钢有限公司,河南许昌3长葛市金汇再生金属研发有限公司,河南长葛收稿日期:2019年5月6日;录用日期:2019年5月21日;发布日期:2019年5月28日摘要通过宏观形貌观察、扫描电镜能谱以及现场轧辊分析,对201不锈钢冷轧钢带狭缝线质量缺陷的原因进行了分析研究。
冷轧Q195窄带钢表面缺陷分析及对策_章小芳

改进[J].莱钢科技,2007,(6):37- 41. [5] 王永胜,成泽伟,李宏,等.热轧板坯表面缺陷分析[J].钢铁研
究学报,2002,14(2):75- 76. [6] 张宇军.中厚钢板表面麻点产生原因分析[A].第 4 届中国金
2)要种严格制定加热制度、加热温度。为减少 氧化铁皮的生成,应尽可能地快速加热,减少钢坯在 高温段的滞留时间,并使加热炉的生产能力与轧机 生产能力相匹配;控制炉内气氛,应在保证完全燃烧 的前提下,减少过剩空气量,以降低炉气中自由氧的 浓度[ 6]。
3) 除磷要彻底。确保高压水除鳞系统正常运 行,带钢用铸坯规格较大时,为提高和保证除鳞效 果,适当调整水压力和水量;其次对于除鳞系统,加 强点检和维护力度,避免因水嘴方位问题或者个别 水嘴堵塞而造成的除鳞效果不良。
晶分布,如图 4- 1 所示,另一部分是沿晶界分布,如
图 4- 2 所示,经能谱分析这些夹杂的成分为 MnS。这
种大量的沿晶界以及穿晶分布的 MnS 夹杂对 Q195
的组织性能会产生严重的影响。夹杂物中 Si、Mn 是
随脱氧剂进入并残留在钢中,S 则是随炼钢的原料
进入并残留在钢中的。而钢中的 S 含量均值为 12.3,而在此处
Mn/S 比值低至 3.3。因此,大量的 MnS 夹杂是 Q195
冷轧后出现起皮、麻点的重要原因之一。
2.4 Q195 热轧带钢表面分析
为进一步分析冷轧后出现如上所述的起皮、麻
点缺陷是由冷轧工序,还是由冷轧之前的工序引起
的,对某厂热轧后的 Q195 钢板进行了分析。
皮是热轧前的连铸工序中结晶器保护渣卷入铸坯表
薄规格厚锌层热镀锌产品厚边缺陷的原因分析及控制

薄规格厚锌层热镀锌产品厚边缺陷的原因分析及控制摘要:本文分析了0.5mm及以下厚度厚锌层热镀锌产品出现厚边的原因,通过优化气刀控制参数、控制带钢入锌锅温度、调整锌液温度及铝含量等手段,消除厚边缺陷,提高产品表面质量。
关键词:热镀锌,厚锌层,气刀控制,工艺参数0. 引言邯钢冷轧厂冷基镀锌线采用美钢联法立式炉加热方式,配备窄搭接焊机及方登气刀,产线速度45-150mpm,产品规格(0.28-2.0)mm*(900-1600)mm。
在生产0.5mm及以下厚度规格的厚锌层产品时,经常出现成品卷两侧向内1-3cm距离出现光感鼓包,严重时有手感,开平后呈现边部浪板,产品降级或降废,严重影响产品质量,尤其是锌层≥180g/m2。
为解决上述问题,通过研究镀锌工艺及影响锌层的因素,调整镀锌工艺及气刀参数等方法,消除厚边缺陷,提高薄规格厚锌层产品的质量。
1. 生产工艺及产品情况0.5mm厚度275锌层产品在某次生产过程中的工艺参数如表1所示,钢卷的左侧向内有鼓包并伴有轻微手感。
对该成品卷宽度方向上取样测量锌层重量发现端部位置的锌层重量比中间部位高出8-10g/m2,在卷取过程中的累积作用导致成品卷外观上表现出端部鼓包,即出现厚边缺陷。
表1. Z275锌层产品生产工艺参数镀锌工艺 气刀参数速度 入锌锅温度 锌液温度 铝含量 气刀间距 气刀高度 风压465℃ 465℃ 0.2% 16mm 210mm 230m pa 130mpm2. 生产工艺分析2.1 镀锌工艺分析在热镀锌生产中,当锌液温度在455-465℃时,带钢入锌液温度稳定在450~480℃的范围内,最有利于形成粘附性良好的锌层。
如果锌液温度过高,同等条件下Fe-Zn 合金层增厚的速率远大于中间粘附层和纯锌层,Fe-Zn 反应更加激烈,会造成铁损成几何倍数的增加,锌液中的底渣和悬浮渣不断产生,这些锌渣不会在锌液中重溶,只能将其捞出,增加锌耗。
在生产厚规格产品时可以适当降低,薄规格产品必须提升[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
窄带钢边部局部增厚缺陷的研究
摘要:根据唐山港陆钢铁有限公司轧钢厂低碳q195窄带钢热轧成品出现边部局部增厚的缺陷,基于生产实践安排了粗轧开坯孔型改良、轧辊冷却水优化等跟踪试验,对影响轧辊磨损造成钢带边部局部增厚缺陷的问题进行了研究。
在此基础上,系统分析了轧辊不均匀磨损的原因,制定了优化轧辊使用的工艺改进措施,有效地提升了低碳q195窄带钢的产品质量。
关键词:钢带边部局部增厚,轧辊不均匀磨损
abstract: according to the tangshan port lug steel co., ltd. of low carbon steel q195 narrow hot rolling steel strip finished product of edge in local thickening of the defect, based on the production practice arrangement for coarse groove improvement, roll over country. three cooling water optimization tracking tests have the impact of roll wear cause steel belt side local thickening of the defects. on this basis, the system analysis of roll wear causes of uneven, formulated the optimization of process improvement measures roll used, effectively improve the low carbon q195 narrow strip steel products quality.
key words: steel belt side local thickening, roll wear uniform
中图分类号: f416.31文献标识码:a文章编号:
1 前言
随着窄带钢市场的不断膨胀,钢铁产品的深加工要求不断严格,冷轧加工对热轧窄带钢的要求也不仅仅局限于国标要求的三点差。
窄带钢边部局部增厚的缺陷通过三点差检测主要体现为中间薄、两边厚,在没有超出三点差的国家标准要求时,已经对冷轧客户造成了影响。
2008年乃至2009年,这一缺陷在很大程度降低了轧辊利用率,使得换辊周期缩短,严重影响了我厂生产,同时使得我厂产品的质量信誉在客户群中大幅度下降。
2 窄带钢边部局部增厚缺陷的影响因素及控制
窄带钢边部局部增厚缺陷主要是因为轧辊穿带部位不均匀磨损、边部磨损较其它部位磨损严重造成的。
影响轧辊穿带部位不均匀磨损的因素繁多,诸如平辊轧机两侧压下量不均、轧机冷却水使用不合理导致轧辊疲劳速度加快、立辊轧机调整不合理导致钢料两侧吃量不均使轧件出现狗骨头断面两侧的部位不均以及粗轧强展
孔型不能充满。
针对以上影响因素,我厂展开了多层次的研究工作。
2.1粗轧孔型改良
粗轧开坯孔型轧制的目的是通过孔型轧制把钢坯加工到我们预期的要求。
由于坯料的自由展宽量不能够达到我们的使用要求,则通过强迫宽展来达到我们预期的目的。
由于初始设计对于强迫宽展的孔型道次的槽口宽度给定较大,钢料在孔型内轧制不能够充满槽底、出现来回摆动,导致钢料在经过平辊轧制过程中两侧不能够均匀延伸,势必造成轧辊穿带部位两侧磨损不均匀。
根据以上因素,我厂对原有孔型进行了改良,对于孔型槽底、槽口进行了相应的修改,将槽口设计大于轧后料宽10mm,槽底大于轧前料宽3—5mm,槽底圆角半径不小于10mm。
2.2立辊轧机调整
立辊轧机调整不合理,钢料通过立辊轧机的中心线偏离轧制线,导致钢料两侧吃量不均使轧件出现狗骨头断面更加不规则。
一般这种情况,造成平辊轧机轧辊两侧出现较窄的沟状磨损,体现在钢料上面就是钢料一侧距离边部10mm—15mm出现宽度不超过10mm的局部凸起。
我厂利用检修时间校准了轧制线,同时做好标尺,有效地解决了立辊轧机偏离轧制线的问题。
2.3冷却水使用
轧机冷却水喷头堵塞,水量不充足,使得轧辊冷却不均匀,造成轧辊磨损不均。
另外,没有切水板使得多余水量浇洒到带钢上,钢料局部温降较大,造成钢料硬度不均,也是造成轧辊磨损不均的一个原因。
因此,我厂改良了冷却水喷头,增加了切水板,并优化了工艺检查制度,完善了轧辊冷却水的使用管理。
2.4 平辊轧机调整
员工操作技术水平低,工作经验欠缺,调整轧机过程中出现各架次轧机调整不合理,两侧压下量不均造成轧辊两侧受力不同,使得轧辊出现不均匀磨损。
我厂通过强化员工培训和实践演练有效的提高了员工的操作技能;通过近一年中工作出现的问题总结了调整
中存在的误区形成了员工操作的经验。
3 结束语
通过对生产中成品质量出现边部局部增厚缺的诸多因素的深入分析并采取了有效的措施,窄带钢生产轧制状态得到有效控制,产品质量得到有效的提高;另一方面,轧辊的使用周期得到有效增长,轧辊使用寿命得到有效提高,换辊频率有效缓解,轧制里程得到控制,从而使日产在很大程度上得到提高。
在2009年下半年窄带钢边部局部增厚缺陷彻底得到控制。
参考文献
1 王廷博主编。
轧钢工艺学,北京:冶金工业出版社,1981
2 赵志业主编。
金属塑性变形与轧制理论,北京,冶金工业出版社,1980。