外用凝胶剂工艺流程图
环氧树脂自动压力凝胶

环氧树脂自动压力凝胶(APG)技术与配方设计我国从80年代开始从国外外进了自动压力凝胶工艺(APG技术)和设备同时也外进了环氧树脂系列材料以生产开关和变压器(电抗器\互感器)。
液态环氧树脂自动压力凝胶工艺(APG)是在环氧树脂真空浇注工艺的基础上发展起来的,是压力凝胶工艺(PG)技术的一种型式,压力凝胶工艺(PG)技术是瑞士cib a-ceigy公司1967年发展的一门技术,七十年初又对PG技术进一步加以完整,形成了自动压力凝胶工艺(APG)技术。
APG技术适用于液态环氧树脂聚酯树脂聚氨酯和有机硅树脂等,但在电工、电器工业中,大量应用的是液态环氧树脂。
1、液态环氧树脂自动压力凝胶工艺(APG)基本特点①环氧树脂混合料在室温条件下(25℃),基系统的适用期为2-3,而在高条件下该配方体系则是高反应活性的,在短时内即快速凝胶以可靠的设备和工艺参数加以控制。
②制品的模具温度高于环氧混合料体系的温度约50~70℃左右,使固化反应的凝胶过程自模壁开始向中间环氧树脂混合料扩散。
③在整个环氧树脂体系固化反应的凝胶过程中保持混合料的压力,使环氧树脂混合体系在恒定的压力下挤入模腔,以补充体系在凝胶过程中的体程收缩而形成的空隙。
2、液态环氧树脂自动压力凝胶技术(APG)的工艺原理:制品装模后,将模具温度预热到此环氧树脂混合料的温度高50~70℃,即达到160~180℃,然后通过APG设备的加压系统,将贮罐内的环氧树脂混合体系通过管道压入模腔内,使环氧树脂混合体系与模具的高温模壁发生快速的热交换。
由于,环氧树脂混合料短时内达到高温状态,从而导致环氧混合料从模具壁附近开始迅速发生固化反应而凝胶化并向模壁发生固化体积收缩。
环氧树脂混合料的固化收缩部分,即由模腔中心,仍处于压力下的液态的环氧树脂混合料来快速补充。
整个模腔内的环氧树脂混合料的凝胶收缩则由贮罐内加压的环氧树脂混合料来国以恒定的补充。
直至整个模腔内的环氧树脂混合料全部凝胶化后,整个系统才解除压力。
第四章 溶胶-凝胶的主要反应

此外,羟基与烷氧基之间也可以缩合:
(OR) n x ( HO) x1 MOH ROM (OR) n x 1 (OH ) x (OR) n x ( HO)M O M (OR) n x 1 (OH ) x (OH ) x ROH
(4-9)
4.3润湿凝胶体的干燥过程变化
每一种气体都有一个特定的温度,在此温度以上,不 论加多大压力都不能使该气体液化,这个温度称为临界温 度(critical temperature,Tc);使该气体在临界温度条件下 液化所需的压力叫临界压力(critical pressure,Pc)。当一 个体系的温度和压力分别高于其临界温度和压力时,该体 系即处于超临界区域(supercritical region)。在超临界状态 下,物质以一种既非液体也非气体、但兼具气液性质的超 临界流体(supercritical fluid,SCF)形式存在。
D
水
压力
C
E
冰
A B
0 0
汽
F
温度
图4-4 水的压力温度相图
典型的冷冻干燥器示意图如图4-5所示。
真空 致冷剂 收集器 样品盘 致冷剂或者 加热液 图4-5冷冻干燥器示意图
冷冻干燥技术广泛应用于食品工业,Mahler等在-10~196℃冷冻干燥硅凝胶得到了硅纤维。Klvana等人用冷冻干 燥法制备了NiO-SiO2和SiO2冷冻凝胶。但是制备块状凝胶 还有待于进一步探索。 冷冻凝胶和气凝胶均在无液-气界面下制得,它们有相 近之处。表4-4列出了二者的织构特点比较。
(3)分离压力(disjoining pressure):分离压力是固、液界面 上产生的一种近程力,双电层排斥和液体分子色散力的相互作 用都是很好的例子。
第八章 溶胶-凝胶法制备纳米粉体
• 5 陈化时间的影响 凝胶在陈化的过程中, 凝胶在陈化的过程中,由于粒子接触时的曲率半径不 导致它们的溶解度产生区别。另外, 同,导致它们的溶解度产生区别。另外,在陈化过程中凝 胶还会发生Ostward熟化,即大小粒子因溶解度的不同而 熟化, 胶还会发生 熟化 造成的平均粒径的增加。陈化时间过短, 造成的平均粒径的增加。陈化时间过短,颗粒尺寸分布不 均匀;时间过长,粒子长大、团聚,不易形成超细结构, 均匀;时间过长,粒子长大、团聚,不易形成超细结构, 因此陈化时间的选择对粉体的微观结构非常重要。 因此陈化时间的选择对粉体的微观结构非常重要。随陈化 时间的增加,在一段时间以内,粒子缓慢生长, 时间的增加,在一段时间以内,粒子缓慢生长,随陈化时 间的延长,粉体的粒径显著增大。 间的延长,粉体的粒径显著增大。 • 6 凝胶干燥条件的影响 凝胶经过干燥才能够得到所需的颗粒粉体。 凝胶经过干燥才能够得到所需的颗粒粉体。与普通粉 体干燥有所不同的是Gel干燥阶段体积收缩会导致组织结 体干燥有所不同的是 干燥阶段体积收缩会导致组织结 构损坏并影响超细颗粒的性能。 构损坏并影响超细颗粒的性能。
粉体名称 SiO2, Al2O3 TiO2, ZrO2 BaTiO3, LiNbO3, SnO2 α-Fe2O3 ZnO SiC 羟基磷灰石(HAP) 羟基磷灰石 YBa2Cu3O7-δ LaCoO3 3A12O3·2SiO2 La0 .8 Sr0 .2 FeO3 ZnS, CdS , (Pb,La) (Zr,Ti)O3 , , 主要用途 光纤、陶瓷、玻璃、 光纤、陶瓷、玻璃、催化剂载体等 陶瓷、光纤、 陶瓷、光纤、催化剂等 电容器、 电容器、铁电材料等 气敏材料 磁粉 导电材料、 导电材料、发光材料 耐火材料, 耐火材料,磨具等 陶瓷粉体, 陶瓷粉体,生物活性材料 高临界温度超导材料 气敏材料, 气敏材料,催化剂 耐火材料, 耐火材料,添加剂 气敏材料 半导体 光敏阀门, 光敏阀门,光电显示器
眼用凝胶剂MF质量风险评估报告2015综述

201车间眼用凝胶剂模拟灌装风险评估报告Risk Assessment Report for Eye Gel of 201 Workshop Media FillHistory of Revisions版本修订索引1.目的/Purpose保证用含营养成分的培养基代替产品来进行无菌生产工艺模拟的策略足以评估在实际操作过程中工艺、环境、设备以及洁净室操作人员对药物产品潜在的污染性。
2.范围/Scope此报告对眼用凝胶制剂无菌生产工艺模拟的策略进行风险分析。
3.参考文件/References(CFDA) GMP 20104.系统描述/System Description4.1 正常生产工艺说明4.1.1 称取羟苯乙酯及依地酸二钠加入注射用水中,加热至完全溶解。
冷却后加入卡波姆-980溶胀12小时以上,搅拌使分散均匀,于蒸汽灭菌柜中121℃热压灭菌30分钟。
灭菌后的凝胶基质倒入真空乳化搅拌罐中备用。
4.1.2 配置10%氢氧化钠溶液,经过双级0.22µm滤芯除菌过滤后,压滤至真空乳化搅拌罐中灭菌后的基质内,搅拌使均匀。
4.1.3 称取原料药加入注射用水中,搅拌溶解后,药液经过双级0.22µm滤芯除菌过滤后,压滤至真空乳化搅拌罐中,搅拌使均匀。
4.1.4 中间体检测合格后,将料液按照规定的装量灌装入无菌软膏管中,封尾。
4.1.5 封尾后的凝胶传出洁净区,然后经目力检查,挑出破损、开口等不合格品。
4.1.6 按照包装要求进行包装。
4.2 模拟生产工艺说明4.2.1称取胰蛋白胨大豆肉汤培养基粉末加入配液桶中,再往配液桶中加入注射用水配置成3%溶液,搅拌均匀后转移至烧杯中,放入湿热灭菌柜中121℃湿热灭菌30分钟后,转移至真空乳化搅拌罐中。
4.2.2将适量注射用水和培养基粉末加入30L 配液罐中,搅拌均匀,既得3%胰蛋白胨大豆肉汤培养基,经过双级0.22µm滤芯除菌过滤,压滤至真空乳化搅拌罐。
橡胶膏剂生产及最新生产工艺(成稿)

3
•
•
基于以上分析,我们奇正藏药股份有限公司试制 了一批以热压法工艺生产的伤湿止痛膏橡胶膏剂 样品,分别送到国家十一五科技支撑项目中巴布 膏基质和热熔胶基质两个课题组,供毒理学研究 使用。两个课题组分别对家兔皮肤的刺激性和豚 鼠皮肤的过敏性作对照试验。结果显示,连续给 药7天,以及停药后3天内,同处方伤湿止痛膏的 橡胶膏剂、巴布剂、热熔胶膏剂,三者对家兔皮 肤均无刺激作用,对豚鼠均无致敏现象发生,无 明显差异。因此,我们认为橡胶膏剂仍然有美好 的发展前景。 热压法生产橡胶膏剂的基质全部符合药典应用标 准,申报方便,有利于新药研发和旧品种改造; 取消汽油后,生产安全,减少污染,降低刺激 性,有利于产业化生产,如果解决基质对皮肤的 过敏问题,热压法生产橡胶膏剂更具推广和应用 价值 。
橡胶膏剂的生产及最新生产工艺
王永刚
Email:yg200567@
• 作者简介】 • 王永刚,沈阳永刚胶黏制品厂总工程师;安阳利 达医药科技有限公司董事长; • 奇正藏药股份有限公司 高级顾问。 • 自1989年开始,一直在制药企业从事贴膏基质及 外用制剂的生产和工艺研究,先后担任过车间主 任、生产总监、研究所所长、总经理等职务。 • 现场工作经验丰富。指导国内多家制药企业创建 贴膏剂生产线或进行贴膏工艺技术改造工作,在 基质及其外用制剂生产工艺方面,拥有多项发明 专利。
二、热压法生产橡胶膏剂工艺
• 热压法为一种新的橡胶膏剂制备方法,因基质中取 消汽油等有机溶媒的使用,生产安全、环保;又因 低温操作,挥发性药物损失少,疗效 更明确;并且 生产设备价格便宜,占地面积小,涂胶速度快。因 此,与溶剂法相比:热压法生产橡胶膏剂更具有经 济效益和社会效益。 但是热压法生产橡胶膏剂的参考资料非常少,以普 通高校的《药剂学》为例,仅有1.5行,几十字。因 此热压法生产橡胶膏剂的生产工艺,需要企业生产 和科研人员自己摸索试验。自上世纪六十年代,我 国橡胶膏剂生产企业开始研究热压法生产工艺,至 八十年代末,已有沈阳辽河制药厂和沈阳东陵制药 厂两家企业应用热压法生产橡胶膏剂,至今,奇正 藏药、东阿阿华、中智药业等都已经成功应用热压 法生产橡胶膏剂达十年左右,热压法代替溶剂法是 橡胶膏剂的发展的趋势。
药剂学-名词解释

一名词解释药剂学:是研究药物制剂的根本理论、处方设计、制备工艺、质量控制和合理使用等内容的综合性应用技术学科。
GMP:既"药品生产质量管理规*"GLP:简称"药物非临床研究质量管理规*"GCP:简称"药物临床实验管理规*"剂型:适合于疾病的诊断、治疗和预防的需要而制备的不同给药形式。
处方:是指医疗和生产部门用于药物制剂的一种重要书面文件,包括法定处方和医师处方等。
药品:是指在临床上用于患者的最终产品,主要以剂型的形式上市。
制剂:是指各种剂型中的具体药品。
液体制剂:系指药物在分散在适宜介质中制成的可供内服或外用的液体制剂形态的制剂。
增溶剂:系指具有增溶能力的外表活性剂,被增溶的物质称为增溶质。
助溶剂:系指难溶性药物与参加的第三种物质在溶剂中形成可溶性分子间的络合物、复盐或缔合物等,以增加药物在溶剂中的溶解度。
潜溶剂:系指能提高难溶性药物的溶解度的混合溶剂。
防腐剂:系指防止药物制剂由于细菌、酶等微生物的污染而产生变质的添加剂。
溶液剂:是指药物溶解于溶剂中所形成的澄明的液体制剂。
芳香水剂:指芳香挥发性药物的饱和或近饱和的水溶液。
糖浆剂:是指含药物或芳香物质的浓蔗糖水溶液。
醑剂:是指挥发性药物的浓乙醇溶液。
酊剂:是指药物用规定浓度乙醇浸出或溶解而制成的澄清液体制剂,亦可用于流浸膏稀释制成,可用于内服和外用。
甘油剂:是指药物溶于甘油制成的专供外用的溶液剂。
高分子溶液剂:是指高分子化合物溶解于分散介质中形成的均相液体制剂。
溶胶剂:是指难溶性固体药物微细离子分散在水中形成的非均相分散体系的液体制剂,又称疏水胶体溶液混悬剂:是指难溶性固体药物以微粒状态分散于分散介质中制成的非均相液体制剂。
助悬剂:系指能增加分散介质的黏度以降卑微粒的沉降速度或增加微粒亲水性的附加剂。
润湿剂:系指能增加疏水性药物微粒被水润湿的能力吸附剂。
絮凝剂:使混悬剂产生絮凝作用的附加剂;反絮凝剂:而产生反絮凝作用的附加剂称为反絮凝剂。
第五章 软膏 剂

亲水性乳膏基质处方实例
单硬脂酸甘油酯
70g 硬脂酸 112.5g 甘油 85g 白凡士林 85g 十二烷基硫酸钠 10g 对羟基苯甲酸乙酯 1g 蒸馏水 加至 1000g
制法
取单硬脂酸甘油酯、白凡士林、硬脂酸,
置容器中加热熔化,保持80℃; 另取十二烷基硫酸钠、甘油、蒸馏水至另 一容器中,加热至80℃,加对羟基苯甲酸 乙酯, 溶解后缓缓加入上述油相中,按同一方向 搅拌至呈白色细腻膏状,冷凝即得。
外用软膏的配料、灌装需在300,000级净化条件
下操作,眼膏及除直肠外的腔道用软膏需在 100,000级下操作。凡士林等基质需经消毒和过 滤处理。软膏管灌装前需检验消毒。 油脂性基质的灭菌处理,可用反应罐夹套加热至 150℃保持1h,起到灭菌和蒸除水分作用。 过滤采用多层细布抽滤或压滤方法,去除各种异 物。固体药物原料可直接加入配制灌内或经气流 粉碎机处理,也可加入水相或油相后再加入配制 罐。
肺泡囊的数目估计达3亿4亿总表面积可70100m肺泡囊壁由单层上皮细胞所构成这些细胞紧靠着致密的毛细血管网毛细血管总表面积约为90m且血流量大细胞壁或毛细血管壁的厚度只有051药物到达肺泡囊即可迅速吸收显效影响药物在呼吸系统分布的因素呼吸的气流药物进入呼吸系统的分布还与呼吸量及呼吸频率有关通常粒子的沉积率与呼吸量成正比而与呼吸频率成反比微粒的大小较粗的微粒大部分落在上呼吸道粘膜上因而吸收慢如果微粒太细则进入肺泡囊后大部分由呼气排出而在肺部的沉积率也很低
第五章 半固体制剂、栓剂与膜剂
半固体制剂的共同特点是:能在较长的
时间内紧贴、粘附或铺展在用药部位, 主要用于局部疾病的治疗,如抗感染、 消毒、止痒、止痛和麻醉等。 这些作用要求药物作用于表皮或经过表 皮渗入表皮下组织, 一般并不期望产生全身性作用。
半固体制剂

例:水杨酸乳膏
【处方】 水杨酸50g 硬脂酸甘油酯70g 硬脂酸100g 白凡士林120g 液状石蜡100g 甘油120g 十二烷基硫酸钠10g 羟苯乙酯1g 蒸馏水480ml
包装与贮存
n 包装:
n 软膏管(锡管、铝管或塑料管) n 密封性好,使用方便,不易污染
n 贮存:
n 遮光、密闭容器, n 阴凉干燥处, n 温度不宜过高或过低,<30℃。
n 各种非离子型乳化剂均可单独或合用制成乳剂型基 质。
n 无毒性,中性,对热稳定,对粘膜与皮肤比离子型 乳化剂刺激性小,并能与酸性盐、电解质配伍,但 与碱类、重金属盐、酚类及鞣质均有配伍变化。
例:含聚山梨酯类的乳剂型基质
【处方】 硬脂酸 60g 聚山梨酯80 44g 油酸山梨坦 l6g
硬脂醇 60g 液状石蜡 90g 白凡士林 60g
油脂性基质——硅酮
n 无色或淡黄色的透明油状液体,无臭,无味,粘 度随分子量的增加而增大 。
n 粘度变化极小,对大多数化合物稳定,但在强酸 强碱中降解。
n 优良的疏水性和较小的表面张力而使之具有很好 的润滑作用且易于涂布。
n 对皮肤无刺激性,故能与羊毛脂、硬脂醇、鲸蜡 醇、硬脂酸甘油酯、聚山梨酯类等混合。
油脂性软膏的制法
n (一)研磨法(Incorporation method) n 将药物粉碎过筛,加入少量基质研磨混合,
用递加法(Geometric method)加入其余基 质,研匀即得。 n 药物的粉碎在试验室内可用研磨或加液研磨 法(Levigating method)研匀。 n 此法适用于不耐热药物。常用工具是乳钵乳 捧、软膏板及软膏刀,大量制备用软膏机。
例 含多价钙皂的乳剂型基质
【处方】 硬脂酸12.5g 单硬脂酸甘油酯17.0g 蜂蜡5.0g
药剂实验
药剂实验混悬剂的制备原理:混悬剂是指难溶性固体药物以微粒状态分散于分散介质中形成的非均匀的液体制剂。
混悬剂属于热力学不稳定的分散体系,所用分散介质大多数为水,也可用植物油。
一般,难溶性药物、药物剂量超过溶解度而不能以溶液形式存在、两溶液混合时溶解度降低而析出固体、需产生缓释作用时常制成混悬剂。
常见的配置方法有分散法和凝聚法。
一、炉甘石洗剂的制备与评价1、步骤:(1)稳定剂的制备:①称取CMC-Na粉末7.0g,加蒸馏水20mL,加热制成7.0%的CMC-Na溶液备用。
②用移液器量取0.25mL吐温-80,加蒸馏水4.75mL溶解,配成5%吐温-80溶液(总体积5.0mL)备用。
③称取三氯化铝0.048g,加蒸馏水20mL溶解,配成0.24%三氯化铝溶液(总体积20mL)备用。
④称取枸橼酸钠0.20g,加蒸馏水20mL溶解,配成10.0%枸橼酸钠溶液(总体积20mL)备用。
(2)炉甘石洗剂的制备:①称取炉甘石1.0g、氧化锌0.5g,量取液化酚和甘油各0.5mL至于乳钵中进行研磨,研磨时间为20min,直至炉甘石、氧化锌、液化酚和甘油混合均匀。
②将研磨好的分别用少量多次的7.0%的CMC-Na溶液、5%吐温-80溶液、0.24%三氯化铝水溶液和10.0%枸橼酸钠溶液继续研磨10min,然后转移至5mL 的玻璃试管中,最后用相应的溶液分别定容至10.0mL。
③塞住管口,振摇相同时间和次数后,分别放置,记录放置0、10、20、30、40、50、60、70、80、90、100、110、120min后的沉降体积,计算各个放置时间点的沉降体积比(F=H/H0, %)2、注意:(1)炉甘石、氧化锌,液化酚和甘油要在乳钵研磨充分(20min),前提是颜色均一、混合均匀。
(2)转移至试管过程中一定要用少量的相应溶液多次转移,首次加入少许稳定剂后要研磨10min后再进行转移,力争将乳钵中研磨物全部转移到相应试管中。
凝胶注膜成型

溶剂
+ 有机 单体
+ 交联
剂
无机粉体+分散剂 预混液
研磨 混合
脱气
脱模
固化
机加工
干燥
排胶
注膜
.
烧结
料浆 催化剂+引发剂
★ 凝胶注膜成型工艺的基本原理
Gelcasting工艺的基本原理是在低粘度高 固相含量的料浆中加入有机单体,在催化剂和 引发剂的作用下,使料浆中的有机单体交联聚 合成三维网状结构,从而使料浆原位固化成型。 然后再进行脱模、干燥、去除有机物、烧结, 即可得到所需的陶瓷零件。
近年Gelcasting已经用生产各种陶瓷制品,从单 一组分到复合组分,从简单的片状、管状、到复杂的 叶片、齿轮、涡轮转子,从结构陶瓷到功能陶瓷。
今后,该工艺的应用还应进一步拓展,从非金属 粉末要逐步推广到金属领域,其尺寸范围要进一步扩 大,目前主要应用于微米级颗粒成型和较粗的耐火材 料成型,纳米颗粒的应用相对较少,细、密、匀、纯 是性能优良材料的必要条件,因此研究纳米级颗粒注
.
★ 凝胶注膜成型工艺的发பைடு நூலகம்趋势
凝胶注模成型工艺自问世以来,得到了迅猛发 展,其应用前景极为广阔,值得进一步研究开发,其 今后的发展方向主要有以下几个方面。 ① 应用领域的拓展 ② 环境友好型凝胶体系的开发 ③ 合理的凝胶固化方法的研究 ④ 与激光选区烧结成型技术联用 ⑤ 热可逆凝胶注模成型的发展
凝胶注膜成型工艺
.
主要内容
★ 凝胶注膜成型工艺简介 ★ 凝胶注膜成型工艺特点 ★ 凝胶注膜成型工艺流程图 ★ 凝胶注膜成型工艺的基本原理 ★ 凝胶注膜成型工艺的发展趋势 ★ 参考文献
.
★ 凝胶注膜成型工艺简介
_凝胶剂性能与凝胶软糖4
30%,大豆蛋白添加量10%。
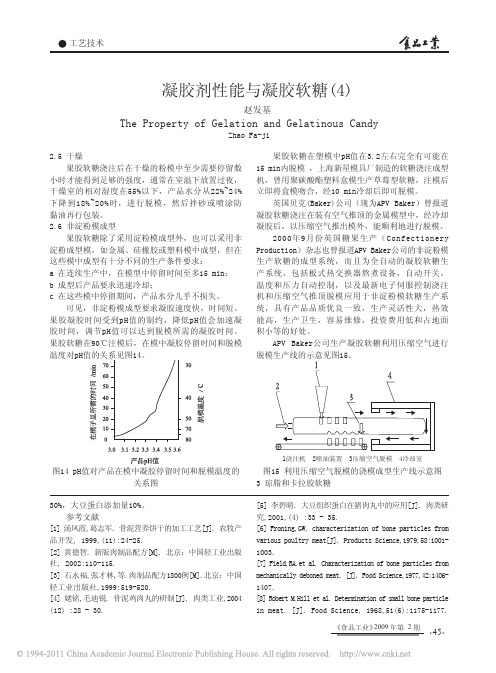
参考文献[1] 汤凤霞,葛志军. 骨泥营养饼干的加工工艺[J]. 农牧产品开发, 1999,(11):24-25.[2] 黄德智. 新版肉制品配方[M]. 北京:中国轻工业出版社, 2002:110-115.[3] 石永福,张才林,等.肉制品配方1800例[M].北京:中国轻工业出版社,1999:519-520.[4] 姥铭,毛迪锐. 骨泥鸡肉丸的研制[J]. 肉类工业,2004 (12) :28 - 30.[5] 李碧晴. 大豆组织蛋白在猪肉丸中的应用[J]. 肉类研究,2001,(4) :33 - 35.[6] Froning,GW, characterization of bone particles from various poultry meat[J]. Products Science,1979,58:1001-1003.[7] Field,RA.et al. Characterization of bone particles from mechanically deboned meat. [J]. Food Science,1977,42:1406-1407.[8] Robert M.Hill et al. Determination of small bone particle in meat. [J]. Food Science, 1968,51(6):1175-1177.凝胶剂性能与凝胶软糖(4)赵发基The Property of Gelation and Gelatinous CandyZhao Fa-ji2.5 干燥果胶软糖浇注后在干燥的粉模中至少需要停留数小时才能得到足够的强度,通常在室温下放置过夜,干燥室的相对湿度在55%以下,产品水分从22%~24%下降到18%~20%时,进行脱模,然后拌砂或喷涂防黏油再行包装。
2.6 非淀粉模成型果胶软糖除了采用淀粉模成型外,也可以采用非淀粉成型模,如金属、硅橡胶或塑料模中成型,但在这些模中成型有十分不同的生产条件要求:a 在连续生产中,在模型中停留时间至多15 min;b 成型后产品要求迅速冷却;c 在这些模中停留期间,产品水分几乎不损失。