关键控制点记录
生产岗位关键控制点

中控岗位关键控制点 2、配料
1 配料精度
静态精度:≤0.1%FS;动态精度:≤0.3%FS,每月1次
2 液体添加精度 允许误差:±200g
3 结拱
待配仓无严重结拱,结拱料停滞不超2天
4 残留污染
待配料仓残留量不得超过8kg,对超过8kg的,制定并执行清 理制度,残留料无变质
5 待配料仓物料贮 玉米粉夏天贮存不超1天(其它时间不超2天),豆粕、大豆、麸
精益品质管理:是一个以员工为中心、全员参与、 全过程控制、全系统品质管理体系,它为减少浪 费、降低成本、提升品质、提高效率提供了一种 工作思路、一种工具及工作方法,是对品质管理
方式的一种变革。
效率 品质 成本 浪费
优化流程
变换思维
料
计划
下料表
成品 冷却 制粒 调质 混合 投小药
• 品质无异常,异常原料(结块\发霉\发哈\长虫等)能 发现,并避免投入流程
原料进仓准确性
• 交接班时检查各待粉仓、待配仓的物料,且与中控 提料进仓信号一致
• 无残留、无污染、无串仓、无分级
投料岗位关键控制点
投完一次料后,将 所投件数记录在原 料管理卡上
1、投 料
投完一批料后清扫 场地,检查下料口的 料是否走完
•
5、知人者智,自知者明。胜人者有力 ,自胜 者强。 20.8.26 20.8.26 03:02:2 103:02: 21Aug ust 26, 2020
•
6、意志坚强的人能把世界放在手中像 泥块一 样任意 揉捏。 2020年 8月26 日星期 三上午3 时2分2 1秒03: 02:2120 .8.26
每拉完一种原料后必须清 扫库位散落料装入包中,
防止原料交叉污染。 切记:千万不能扫到垛位
关键控制点控制程序

关键控制点控制程序
是指一种用于控制关键控制点的计算机程序。
关键控制点是指在一个系统或过程中具有重要影响力的节点或位置,其控制对于系统或过程的正常运行至关重要。
关键控制点控制程序的主要功能是监控和控制关键控制点的状态,并根据一定的规则或算法进行相应的控制操作。
其具体功能包括但不限于以下方面:
1. 监测关键控制点的状态:通过传感器或监测设备获取关键控制点的实时数据,包括温度、压力、速度、位置等各种参数。
2. 分析关键控制点的状态:将获取到的数据进行分析,判断关键控制点是否处于正常状态,以及是否需要进行控制操作。
3. 控制关键控制点的操作:根据分析结果,进行相应的控制操作,包括开关、调节、调整等,以确保关键控制点的正常运行。
4. 响应异常情况:如果关键控制点出现异常情况或故障,及时响应并采取相应的措施,如关闭、重启、报警等,以确保系统或过程持续稳定。
5. 数据记录和报告:记录关键控制点的状态数据和控制操作记录,生成报告,供后续分析和改进使用。
关键控制点控制程序可以应用于各种领域,如工业生产、能源管理、交通运输等。
它可以提高关键控制点的可靠性、安全性和效率,减少人为错误,提高系统或过程的稳定性和可控性。
第 1 页共 1 页。
食品安全关键控制点

食品安全关键控制点为实现芝麻花愿景、打造公司第一品牌,食品安全关键控制点是麻花花发展的基石。
为提高员工素质,加强管理,保证食品安全,特制定如下考核条例及控制标准,每位员工、每个管理者都必须坚决执行:一、人员1、必须持证上岗(200分)2、必须坚持晨检(100分)3、患有发烧、感冒、痢疾、传染病、手外伤化浓、皮肤病等疾病禁止上岗。
(200分)4、各店宿舍禁止吸烟,喝酒,被褥整齐,带非本店人员住宿,进入工作间。
(200分)5、未经领导同意,任何人拒绝带外人参观。
(200分)6、禁止穿工服上卫生间。
(100分)7、男女更衣室保持清洁、规范、无异味。
二、采购人员:1、必须熟悉公司原材料标准,认真钻研业务,给公司定期提供合理化建议,为公司决策采购新的原料、产品提高依据。
(100分)2、装货时分类存放,不相互积压(重点豆制品、鲜肉、鲜鱼、西红柿、鸡蛋、叶类)保持新鲜度,为厨房加工提供新鲜原料。
(200分)3、禁止采购三无产品,无QS标志产品,腐烂变质产品和还有三个月到保质期产品,严格索证索票,感官性状有异常的,杜绝采购死虾、螃蟹等。
(500分)三、前厅1、环境、桌椅、严格按照三块毛巾清洁、消毒标准执行。
(1、红色洗涤灵2、蓝色清洗3、白色消毒)(50分)2、餐具必须坚持二次消毒。
(50分)3、消毒餐具必须密封保存,盛装的餐具和容器必须一餐一消毒。
(100分)4、就餐前半小时餐具必须二次消毒,客人使用时必须是热乎的。
(50分)5、前厅、后厨工作人员开餐前接触食品、必须戴手套、口罩、发帽。
(100分)6、开餐前必须备足餐具,用具,禁止使用掉在地上的餐具给客人用。
(50分)7、用具禁止交叉使用。
(50分)8、保持清洁、流动清洁、开餐环境及时清理汤汁、米粒、菜叶。
(50分)9、工作现场不得有私人物品。
(100分)10、无文明用语、工服不洁、头发长、未戴发帽、迟到。
(100分)四、库房1、入库原则:先索证、后验货,验货必须由档口负责人,库管,厨师长,三方验货确认,方可入库.(200分)2、新鲜肉类一批一索证,每件商品必须开箱检查,分类码放,标识明确。
食品生产过程中的关键控制点分析
食品生产过程中的关键控制点分析食品安全一直是人们关注的焦点之一。
在食品的生产过程中,确保食品的质量和安全性至关重要。
关键控制点(Critical Control Points,CCPs)是食品生产过程中的关键节点,必须严格控制以确保食品的安全性。
本文将对食品生产过程中的关键控制点进行分析,并探讨如何有效地进行控制。
1. 原料采购和收货食品生产过程的第一个关键控制点是原料的采购和收货。
在采购原料时,必须确保供应商的信誉和质量管理体系的可靠性。
收货时,应对原料进行检验,包括外观、气味、温度和包装的完好性等。
只有通过严格的原料采购和收货检验,才能保证后续生产所使用的原料质量安全可靠。
2. 储存条件控制食品的储存条件直接影响其质量和安全性。
合理的储存条件包括温度、湿度、通风等因素。
对于易腐食品来说,低温储存是必要的,以防止细菌的繁殖。
此外,也需要定期检查储存设备的状态,确保其正常运行。
通过严格控制储存条件,可以减少食品变质的风险。
3. 加工过程中的控制点加工过程是食品生产的核心环节,也是关键控制点的集中体现。
食品加工包括搅拌、混合、烹饪、灭菌等步骤。
在每个步骤中,都存在潜在的风险,如细菌污染、过渡加热等。
因此,必须建立严格的工艺控制标准和操作规程,确保每个环节都能够达到安全要求。
同时,也需要对每个关键控制点进行监测和记录,以便追溯问题和进行风险评估。
4. 清洁和消毒程序食品加工设备的清洁和消毒是保证食品安全的重要环节。
食品残留和细菌的滋生会对食品质量造成严重影响。
因此,必须建立严格的清洁和消毒程序,并确保其有效执行。
这包括定期的设备清洗、消毒剂的正确使用、清洁记录的保存等。
只有确保设备的清洁和消毒,才能有效预防交叉污染。
5. 产品包装和储存产品包装和储存是食品生产过程中的最后一个关键控制点。
包装材料必须符合卫生标准,不能对食品质量造成污染。
包装过程中需要严格控制环境卫生,确保无尘、无虫等。
对于需要储存的食品,同样需要控制储存条件,以防止产品的变质和污染。
关键控制点控制程序

关键控制点控制程序关键控制点控制程序(HACCP)是食品安全管理的一种系统,它是由食品及药品管理局提出的一种预防性的食品安全控制程序,旨在确保人们消费的食品符合安全标准。
它基于7个原则:风险评估、确定关键控制点、制定监控计划、采取纠正措施、建立记录系统、建立验证程序以及建立文件和记录维护。
关键控制点是指食品制造过程中可以控制食品安全的环节,把食品制造过程进行有目的、系统、科学的控制,可从源头上预防食品安全问题的发生。
在制定关键控制点控制程序时需要以下几个步骤:1.风险评估首先应该对整个食品制造过程进行风险评估,对可能对食品安全产生危害的因素进行分析,了解食品制造过程中可能出现危害情况的种类、来源、危害程度等因素作为关注重点。
2.确定关键控制点在对风险进行分析后,依据食品制造的过程和产品特点,根据风险评估的结果,确定食品制造过程中的关键控制点。
这些控制点是保证食品安全的最关键的环节,必须进行控制和监测。
3.制定监控计划确定了关键控制点后,需要制定一份详细的监控计划,以便在整个过程中监测每一个关键控制点。
监控计划应该包括如何监测关键控制点以及在出现问题时执行的纠正措施。
4.采取纠正措施当发现关键控制点出现问题时,需要采取纠正措施,以确保食品安全。
纠正措施应该对有问题的食品进行处理或回退,同时对制造过程中的问题进行调查和处理。
5.建立记录系统建立完善的记录系统,记录整个食品制造过程中的各个环节,包括关键控制点的监控、纠正措施以及食品的处理和消费者的投诉。
这样可以按照要求进行验证,并且查找问题时能够更快地定位。
6.建立验证程序验证程序包括检查关键控制点监控记录的正确性和一致性、检查监控纪录员技能的有效性、检查纠正措施的有效性以及检查监控记录的历史数据。
验证程序可以帮助验证过程,并以便持续地监测食品制造过程的安全和完整性。
7.建立文件和记录维护对关键控制点控制程序的文件和记录需要进行维护,并且需要进行规律的监视和检查。
QA现场监控记录

与生产计划相符 检验合格
复核投料量、处方
□相符 □不相符
□ 有合格证 □ 无合格证
□合格 □不合格
提取酶解
符合工艺规程
□符合 □不符合
浓缩
符合工艺规程
□符合 □不符合
醇沉
符合工艺规程
□符合 □不符合
氧化
符合工艺规程
□符合 □不符合
精制
符合工艺规程
□符合 □不符合
烘干粉碎
符合工艺规程
□符合 □不符合
包装
清点盘存
是 否定 时对中 间站 所有 包装材 料进 行清 点盘存
查 进入 中间站 的半 成品 的品名 、批 号、
标记
半
数量是否正确
成 堆放状态标 查进入中间站的半成品是否分品种、批
品
记
号,堆放有无相应 的状态标志
台帐记录
进 入中 间站的 半成 品, 是否正 确及 时记 录台帐
中
容器
容器是否清洁、干 燥、无粉迹
查剩余原辅料是否 按规定存放
每批
后
查称 量后是否做 好清场工作 ,清场是 否有记录每批异常情况记录:
QA 员:
包装过程监控记录
车间____________日期 关键监控点
品名 关键监控项目
规格
工 作 服 查是否穿戴好工作衣帽
手
查双手是否进行清 洗,消毒后进包装间
清 场 查清场记录,清场是否合格
消 毒 查必要时是否进行消毒处理
13 中间体检验报告单
14 成品检验报告书
生产部管理员 质保部管理员
日期 日期
品名 批号 序号
1 2 3 4 5 6 7 8 9 10 11 12 13 结论 生产部经 理签字 质量保证 经理签字
生产过程关键控制点记录(暂不记录)

原料验收
原料验收标准
熟制
温度:105℃
时间:50min
计量热灌装
温度:80-100℃
原料验收
原料验收标准
熟制
温度:105℃
时间:50min
计量热灌装
温度:80-100℃
原料验收
原料验收标准
熟制
温度:105℃
时间:50min
计量热灌装
温度:80-100℃
原料验收
原料验收标准
熟制
温度:105℃
时间:50min
实际
结果
质量控制
运行情况
异常情况
处置措施
处置时间
处置结果
责任人
原料验收
原料验收标准
熟制
温度:105℃
时间:50min
计量热灌装
温度:80-100℃
原料验收
原料验收标准
熟制
温度:105℃
时间:50min
计量热灌装
温度:80-100℃
原料验收
原料验收标准
熟制
温度:105℃
时间:50min
计量热灌装
温度:80-100℃
蘸碟生产过程关键控制点记录
日期
时间
关键控制点名称
工艺要求
及控制参数
实际
结果
质量控制
运行情况
异常情况
处置措施
处置时间
处置结果
责任人
原料验收
原料验收标准
烘炒
温度:160℃
时间:25min
原料验收
原料验收标准
烘炒
温度:160℃
时间:25min
原料验收
原料验收标准
烘炒
温度:160℃
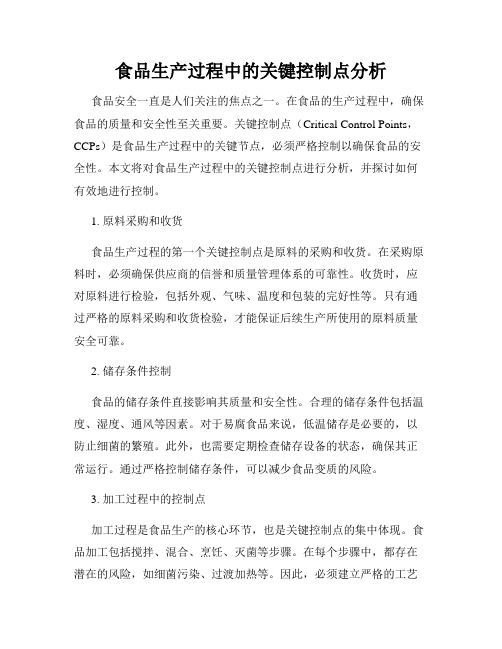
关键工序质量控制点记录

□一致 □不一致
开工前
准备
生产指令与
配料单
是否一致
□一致 □不一致
每批
人员卫生
内外环境卫生
设施卫生
工艺卫生
物品用具定置要求
干净整洁
帐卡物相符
□一致 □不一致
□一致 □不一致
□一致 □不一致
□一致 □不一致
□一致 □不一致
每批
物料
外观检查
标签
重量
称量
□符合规定 □不符合规定
□符合规定 □不符合规定
检验报告
□符合,有
□不符合,无
每批
人员卫生
内外环境卫生
设施卫生
工艺卫生
物品用具定置要求
干净整洁
帐卡物相符
□遵守 □违反
□遵守□遵守 □违反
□违反
□遵守 □违反
□遵守 □违反
每批
产品名称
产品代码
批号
编号
编制依据
工艺规程、 生产指令、生产卫生管理规程
监控要点
名称
控制要点
控制内容、
地 点
结 果
频次
检查人签名
□定时
生产偏差
执行偏差处理工作程序,并有记录
□ 执行,有
不执行,无
□每批
原始记录
填写符合要求,无提前记或追记,准确、及时、真实、完整
□符合规定
不符合规定
□
物料码放
整齐,外包装清洁,状态标识正确
设备清洁
有清洁或待清洁标识,设备完好
□,有,完好
□无
定时
容器
清洁,码放整齐
□清洁,符合规定
□不符合规定
定时
关键工序质量控制点记录
每批
计量
器具
合格证
有合格证并在效期内
□有,在效期内
□有,不在效期内
每批
状态
标记
待包品窗口状态标识、标签
状态标识、标签正确、与实物相符
□正确,与实物相符
□不正确,与实物与
相符
每批
偏差
处理
生产偏差
执行偏差处理工作程序,并有记录
□执行,有记录
□违反,记录不全
每批
生产
记录
原始记录
填写完整、正确
□符合规定 □不符合规定
□符合规定 □不符合规定
每批
批 号
批号使用
□正确 □不正确
每批
文件
执行情况
□按文件执行 □有偏差
每批
生产设备状态标记
一般生产区(提取车间)、控制区
□有完好、有清洁标记
□无完好、清洁标记
每批
容器,具器
状态标记
□有完好、有清洁标记
□无完好、清洁标记
每批
生产区状态标记
□有清场合格证
□不符合要求
每批
设备清洁
有清洁或待清洁标识,设备完好
□有,完好
□无
每批
容器
清洁,码放整齐
□清洁,符合规定
□不符合规定
每批
清场
清场记录完整,正确,有合格
□符合,有
□不符合,无
每批
物品用具定置要求
□遵守
□违反
每批
□与实物有偏差
随机
按标准检验,有检验合格报告单
□按标准检验,合格 □不合格
生产偏差
执行偏差处理工作程序,并有记录
□执行,有
□不执行,无
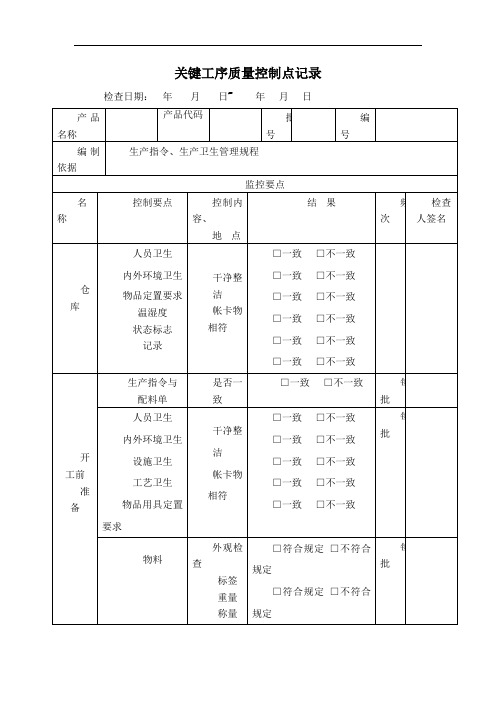
危害分析关键控制点 HACCP
危害分析关键控制点HACCPHazard Analysis Critical Control Point一共包含九个关键控制点(CCP),每个关键控制点(CCP)都有相应的表格填写。
证明关键控制点的有效实施。
CCP1:收货时,检查冷藏食品的内部温度。
(收货员)利用探针温度计检查冷藏食品的中心温度是否在8度以下,冷冻食品的中心温度是否在-12 度以下。
同时检查所到货品包装上QS标识,新鲜动物性食品是否有当天批次的检验检疫票据,或相关证明。
进口食品需要有进口检验局的相关票据证明。
(收货厨师也需要进行监督)相关表格:日常收货记录Daily Receiving Record (收货员进行记录)CCP2:储存食品储存因严格根据食品包装袋上给出提示进行储存,冷冻,冷藏或是常温保存。
食品拆封后,或自行制作的食品根据要求进行保存,分别放入冷藏或冷冻冰箱,冰库中保存,并填上相应标签。
(标签内容见标签培训文档)相关表格:冷藏冷冻设备温度记录Refrigerator and Frozen Storage Temperature RecordCCP3:蔬菜水果消毒有效氯浓度:100mg/L蔬菜水果消毒浓度根据酒店FSMS指引规定为100ppm(即100mg/L),酒店已经安装消毒水分配器在各个厨房,直接使用,将消毒水放入水池进行。
消毒时间规定为5分钟。
另外消毒砧板刀具的浓度在250ppm。
相关表格:果蔬消毒记录Vegetable Sanitation Record备注:消毒液浓度Sanitizer concentration:250mg/L;每天任选2种产品进行记录,消毒时间大于5分钟。
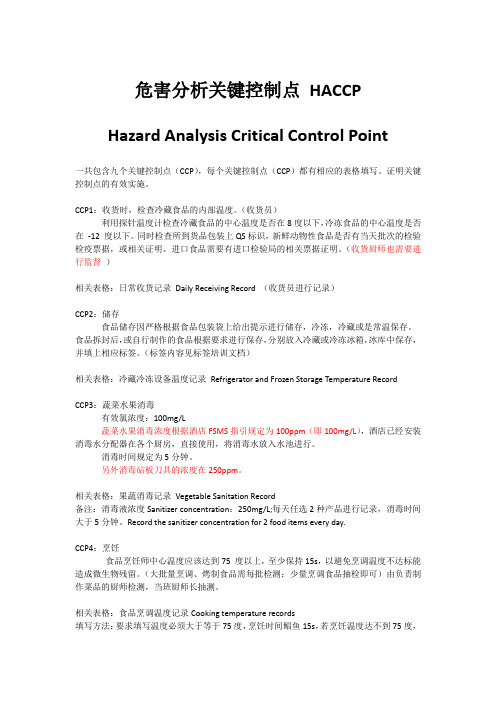
Record the sanitizer concentration for 2 food items every day.CCP4:烹饪食品烹饪师中心温度应该达到75 度以上,至少保持15s,以避免烹调温度不达标能造成微生物残留。
(大批量烹调、烤制食品需每批检测;少量烹调食品抽检即可)由负责制作菜品的厨师检测,当班厨师长抽测。
品控流程中的关键控制点管理

品控流程中的关键控制点管理在制造和生产过程中,品控流程是确保产品质量的重要环节。
关键控制点(Critical Control Points,缩写为CCP)是指在生产过程中非常关键的环节,能够对产品质量产生重要影响的位置或步骤。
有效地管理和控制这些关键控制点对于保证产品的一致性、符合标准和满足客户需求至关重要。
一、确定关键控制点确定关键控制点是品控流程中的首要任务。
在确定关键控制点时,应该考虑以下几个因素:1. 生产过程的影响因素:分析和评估整个生产过程中可能对产品质量产生重要影响的环节或因素,例如采购原材料、加工过程、装配和包装等。
这些因素应该被纳入关键控制点的考虑范围。
2. 产品质量标准:明确产品质量标准和要求,将其与生产过程中的每个环节进行对比,确定哪些环节是关键的,能够对产品质量产生显著影响的。
3. 风险评估:对于可能出现的质量问题或品控风险进行评估。
通过分析可能发生的风险点,可以识别出潜在的关键控制点,并为它们设置相应的管控措施。
二、建立监控措施建立监控措施是为了确保关键控制点的有效管理和控制。
监控措施的核心是收集数据和进行可靠的记录,以便评估和监测关键控制点的动态变化。
1. 监控方法:根据不同的关键控制点,选择相应的监控方法。
例如,使用物理检测、实验室测试、可视检查等方法对关键控制点进行监测。
确保监测方法的准确性和可靠性。
2. 监控频率:根据产品和生产过程的特性,确定监控的频率。
对于风险较大或关键性较高的关键控制点,应该加强监控频率,以保证及时发现和纠正问题。
3. 数据记录和分析:准确记录每次监控的结果,并对数据进行分析。
通过分析数据,可以了解关键控制点的稳定性和变化趋势,及时发现潜在问题,进行及时的改进措施。
三、制定纠正措施当关键控制点出现偏差时,必须采取纠正措施以确保产品质量。
制定纠正措施需要以下几个步骤:1. 定义纠正措施:根据偏差点的具体情况和原因,制定具体的纠正措施。
纠正措施可以是调整工艺参数、更换原材料、改进设备等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分装温度
1、分装横封温度为℃,纵封温度为℃
时间
温度
2、分Hale Waihona Puke 装量为g/袋时间装量
记录人:
结论:
结束时间
记录人:
3
混合时间
混合后水分
混合时间为min
起始时间
结束时间
混合后水分为(≤8.0%)
记录人:
4
分装装量
分装温度
1、分装横封温度为℃,纵封温度为℃
时间
温度
2、分装装量为g/袋
时间
装量
记录人:
结论:
淀粉糖关键控制点记录
品名:批号: 规格:
序号
关键工序
关键控制查证记录
1
过筛
葡萄糖过目筛
记录人:
2
固体饮料关键控制点记录
品名:批号:规格:
序号
关键控制点
记录
1
粉碎目数
1、菊花浸膏粉粉碎目数为目
2、白砂糖粉碎目数为目
记录人:
2
制粒目数
制粒目数为目
记录人:
3
干燥温度
干燥时间
干燥后水分
1、干燥温度为℃
时间
温度
2、干燥时间为min。
起始时间
结束时间
3、干燥后水分为(≤5.0%)
记录人:
4
混合时间
混合时间为min
起始时间
结束时间
记录人:
5
分装装量
分装温度
1、分装横封温度为℃,纵封温度为℃
时间
温度
2、分装装量为g/袋
时间
装量
记录人:
结论:
营养米粉关键控制点记录
品名:批号: 规格:
序号
关键工序
关键控制查证记录
1
粉碎目数
原料粉碎目数目
记录人:
2
膨化温度
膨化时间
1、膨化温度为℃
时间
温度
2、膨化时间为min。
起始时间