Wire Bonding工艺以及基本知识
Bonding 技术介绍解析

22
3.2.2 平焊使用楔形头 楔形头一般用陶瓷,钨碳 金属线 目前,最常用的是金线( Au ,Cu)和铝线( Al , 1%Si/Mg)。 最常用的金属线的直径为: 25 – 30 μm 3.3.1 金线压焊用于大批量生产的场合,这种工艺速度较快,但目 前金线压焊的间距极限为 75μm,金线压焊需要光滑、洁净的焊 接表面。表面的干净程度会影响焊接的可靠性。 金线主要用在球焊和平焊工艺中。 由于金线在热压下更容易变形,在电弧放电下更容易成球形, 故在球焊中广泛使用。 同时,由于完成压焊之后,金的特性较稳定,特别适合密封 包装中,故在微波器件中,金线的平焊用处最广。 3.3.2 铝线压焊则用于封装或PCB不能加热的场合。有更精细的间 距。采用细铝线压焊可以达到小于60μm(50 μm)的间距。 铝线主要用于平焊工艺。费用较低。
8
Wedge Bonding 焊点示意图
9
2.3.2 两者所用压焊头 2.3.2.1 球焊选用毛细管头;焊点是在热(一般为100-500℃)、超声 波、压力以及时间的综合作用下形成的。 2.3.2.2 平焊选用楔形头;焊点是在超声波能、压力以及时间等参 数综合作用下形成的。 一般在室温下进行。 球焊用毛细管头示意图
Wire Bonding 的方式有两种:
Ball Bonding(球焊)和 Wedge Bonding (平焊/楔焊)
2.1 Ball Bonding ( 球焊)
金线通过空心夹具的毛细管穿出,然后经过电弧放电使伸出 部分熔化,并在表面张力作用下成球形,然后通过夹具将球压焊 到芯片的电极上,压下后作为第一个焊点,为球焊点,然后从第 一个焊点抽出弯曲的金线再压焊到相应的位置上,形成第二个焊 点,为平焊(楔形)焊点,然后又形成另一个新球用作于下一个 的第一个球焊点。
WireBond工作基本知识介绍
pad
heat
lead
Formation of a second bond
pad
heat
lead
pad
heat
lead
pad
heat
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
Disconnection of the tail
pad
什麼是 WIRE BOND
鋁墊
銲金線
DIE
L/F
一. W/B 銲線基本理論 :
1. 目前我們電子產品銲接是採用固態銲接, 所謂固態銲接,就是金屬在未達熔解溫度 下之銲接。決定固態銲接的要素有那些?
二. BONDING (固態銲接)的四大基本要素 : 要如何才能得到最佳的銲接,主要要素如下
A. 壓力。(BOND FORCE) B. 振盪功率。(BOND POWER) C. 銲接時間。(BOND TIME) D. 銲接溫度。(TEMPERATURE)
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
Formation of a second bond
Wire-Bonding工艺以及基本知识 PPT

Capillary的選用:
Hole径(H)
Hole径是由规定的Wire径WD(Wire Diameter)
来決定
H
H=1.2~1.5WD
WD
Capillary主要的尺寸:
H:Hole Diameter (Hole径) T:Tip Diameter B:Chamfer Diameter(orCD) IC:Inside Chamfer IC ANGLE:Inside Chamfer Angle FA:Face Angle (Face角) OR:Outside Radius
Die 第一焊点搜索速度1st Search Speed 1
3. 第一焊點接触階段
最初的球形影响参数: 接觸压力和预备功率 Impact Force and Standby Power
1/16 inch 總長L
Capillary尺寸對焊線品質的影響:
1. Chamfer径(CD) Chamfer径过于大的话、Bonding強度越弱,易造成虛焊.
CD
CD
大家应该也有点累了,稍作休息
大家有疑问的,可以询问和交流
2. Chamfer角(ICA ) Chamfer角:小→Ball Size:小 Chamfer角:大→Ball Size:大
1.Wire Bonding原理
IC封裝中電路連接的三種方式: a. 倒裝焊(Flip chip bonding) b. 載帶自動焊(TAB---tape automated bonding) c. 引線鍵合(wire bonding)
Wire Bonding------引線鍵合技術
Wire Bonding的作用
Wire Bonding的四要素: ➢ Time(時間) ➢ Power(功率) ➢ Force(壓力) ➢ Temperature(溫度)
引线键合(WireBonding)

引线键合(WireBonding)引线键合(Wire Bonding)——将芯片装配到PCB上的方法 | SK hynix Newsroom结束前工序的每一个晶圆上,都连接着500~1200个芯片(也可称作Die)。
为了将这些芯片用于所需之处,需要将晶圆切割(Dicing)成单独的芯片后,再与外部进行连接、通电。
此时,连接电线(电信号的传输路径)的方法被称为引线键合(Wire Bonding)。
其实,使用金属引线连接电路的方法已是非常传统的方法了,现在已经越来越少用了。
近来,加装芯片键合(Flip Chip Bonding)和硅穿孔(Through Silicon Via,简称TSV)正在成为新的主流。
加装芯片键合也被称作凸点键合(Bump Bonding),是利用锡球(Solder Ball)小凸点进行键合的方法。
硅穿孔则是一种更先进的方法。
为了了解键合的最基本概念,在本文中,我们将着重探讨引线键合,这一传统的方法。
一、键合法的发展历程图1. 键合法的发展史:引线键合(Wire Bonding)→加装芯片键合(Flip Chip Bonding)→硅穿孔(TSV)下载图片为使半导体芯片在各个领域正常运作,必须从外部提供偏压(Bias voltage)和输入。
因此,需要将金属引线和芯片焊盘连接起来。
早期,人们通过焊接的方法把金属引线连接到芯片焊盘上。
从1965年至今,这种连接方法从引线键合(Wire Bonding),到加装芯片键合(Flip Chip Bonding),再到TSV,经历了多种不同的发展方式。
引线键合顾名思义,是利用金属引线进行连接的方法;加装芯片键合则是利用凸点(bump)代替了金属引线,从而增加了引线连接的柔韧性;TSV作为一种全新的方法,通过数百个孔使上下芯片与印刷电路板(Printed Circuit Board,简称PCB)相连。
二、键合法的比较:引线键合(Wire Bonding)和加装芯片键合(Flip Chip Bonding)图2. 引线键合(Wire Bonding) VS加装芯片键合(Flip Chip Bonding)的工艺下载图片三、引线键合(Wire Bonding)是什么?图3. 引线键合的结构(载体为印刷电路板(PCB)时)下载图片引线键合是把金属引线连接到焊盘上的一种方法,即是把内外部的芯片连接起来的一种技术。
Wire-Bonding工艺介绍和Gold-Wire特性

金线焊接工具---劈刀
劈刀决定的一些参数: 1、Bond Pad Pitch
金线焊接工具---劈刀
T--Tip Diameter, BTNK—Bottleneck Height&Angle, CA—Cone Angle Will affect bond pad pitch.
2、1st Bond Diameter
Not move
affect Not affect
Go up with capillary
Form ball when 6000v on it
Not affect Not affect
金线球形焊接工艺介绍
Stage1
Stage2
Stage3
Stage4
Stage5
Stage6
Stage7
Stage8
H—Hole Diameter, ICA—Inner Chamfer Angle CD—Chamfer Diameter Will affect 1st bond diameter
金线焊接工具---劈刀
3、Wire Diameter
H—Hole Diameter
Hole diameter is usually 1.5X wire diameter
wire
Ultrasonic and force
Form ball when 6000v on it
Not affect
Go up to chamfer, affect touch die surface
Not move
Not affect
Form loop shape Not affect
Squashed and form 2nd bond
Wire bond基础知识介绍

6
4.Bonding用 Capillary
4-1 Capillary的基本
Capillary(Bonding Tool)按下記寸法,被設計・製作的各寸法会压 到Pad的 Ball Size及压到Lead的 Stitch Size,所以需要十分谨慎。
WD
OR
FA
WD : Wire Diameter (Wire径) H : Hole Diameter (Hole径) CD : Diameter (Chamfer径) CA : Chamfer Angle (Chamfer角) OR : Outer Radius FA : Face Angle (Face角) T : Tip (前端径)
① Search 動作
从Capillary前端突出的 Wire前端形成Ball
Lead
状態、Capillary对着1st Bond位置(Pad表面)的速度会下降(5 mm/sec-20mm/sec)。
Search動作
②1st Bonding
②
超声波 荷重 熱
② 1st Bond Capillary Touch到Pad表面后、随着静荷重、超声波振動的 温度、Ball压着到Pad表面。
1st Bonding
16
③-⑤looping
③ ④
吸入Wire Wire陆续挤出
⑤
Looping
③ Looping 1st Bond完了後、 Capillary向2nd Bond点 移動的過程中、Capillary上升 5mm 左 右、 会陆续挤出形成Loop必要長度以上的 Wire。
④-⑤ Looping 之后Capillary从最高点落到2nd Bond 点的過程、Au Wire被吸到Capillary、過剰なWire 到达2nd Bond 点。
Bonding 技术介绍

Ball Bonding 图
ANSYS TRAINING
2.2 Wedge Bonding (平焊/楔焊) 将两个楔形焊点压下形成连接,在这种工艺中没有球形成。
Wedge Bonding 图
ANSYS TRAINING
ANSYS TRAINING
2.3 球焊和平焊的主要区别: 2.3.1 两者的焊点结构
ANSYS TRAINING
7.2.2 “ 破裂 ” 现象
7.2.3 不一致的 ” 尾巴 “ 现象 7.2.4 ” 剥离 “ ( 焊接不牢 )现象
ANSYS TRAINING
8 压焊技术的发展历史:
8.1 1957年,贝尔实验室首先展示了压焊技术。 8.2 随着微电子技术的不断发展,压焊技术也得到了全面发展,主
Wire Bonding 工艺介绍
ANSYS TRAINING
1 Wire Bonding 是什么?
Wire Bonding (压焊,也称为帮定,键合,丝焊) 是指使用金属 丝(金线等),利用热压或超声能源,完成微电子器件中固态电 路内部互连接线的连接,即芯片与电路或引线框架之间的连接。
ANSYS TRAINING
4.4 压焊金属线的物理性质
溶剂清洁 金属线的硬度 金属线的拉伸强度
合金成分
ANSYS TRAINING
ANSYS TRAINING
只有充分考虑以上因素,才能有效控制压焊工序,才能获得高精度 ,高可靠性,高强度,和有竞争力价格的压焊产品。
目前,主要的方法是通过对拉力测试值,焊球剪切测试值进行 SPC( 统计工序控制 )及外观检查来控制。
ANSYS TRAINING
3.3 金属线 目前,最常用的是金线( Au ,Cu)和铝线( Al , 1%Si/Mg)。 最常用的金属线的直径为: 25 – 30 μm
WireBonding
H CD T CA 7
4-2 对Ball Bond直接影響的Capillary寸法仕様(1)
Hole径(H) Hole径是由规定的Wire径(WD)来決定 標準是Wire径的1.3~1.5倍
WD : Wire Diameter (Wire径) H : Hole Diameter (Hole径)
30
29 26 33
80
26 23 30
30
14 13 15
80
11 10 12
AVG
Ball径 (μm) MIN MAX
89
83 98
97
92 105
111
105 117
111
104 117
Chamfer Angle: 90°
Chamfer Angle: 120°
13
②2nd Neck Open 対策
1
1.Wire Bonding種類
Wire Bonding
半導体Chip上的接続電極和Packageの外部提取用端子間 用Bonding Wire来连接 要连接的金属之间进行加熱,通过受熱或者超声波振動或 者受两方的影响结合。
Ball Bonding
Au、Cu Wire Ball Bonder
熱压缩方式 Bonding温度:300℃前後 低温化 Bonding温度:200℃前後
Wire
Ball Bonder (装置技術)
Ball Bonding
Capillary Bonding技術 (Process技術)
3
3.Bonding用 Wire
3-1 Au Wireの主要特征
主要特征有 在大気中或在水中化学性稳定及非氧化的性質 。 金属中、展延性较好、可加工Bonding用 Wire使用的直径为10 ~38μm程度的極細線。 吸収Gas极其尐 具有对熱压缩 Bonding最适合的硬度 具有耐樹脂 Mold的Stress的機械性強度 具有銀、銅其次的高電気传导性 电阻率(μΩ・cm)的比較 Ag(1.6)<Cu(1.7)<Au(2.3)<Al(2.7) 等、具有良好的化学性、機械性的性質
Wire-Bonding工艺以及基本知识参考幻灯片
Smaller CD – Smaller
MBD
Bigger CD – Bigger
MBD
CD MBD
CA:70(Degree
)
CD MBD
CA:120(Degre
e)
将Chamfer角由90°变更為120°可使Ball形状变大,随之 Ball的宽度变宽、与Pad接合面積也能变宽。
Chamfer Angle:90°
Chamfer Angle:120°
CONFIDENTIAL
3. OR(Outer Radius)及FA(Face Angle): 对Hill Crack、Capillary的OR(Outer Radius)及FA(Face Angle)的數值是重要影響因素
2nd Neck部 Crack発生ห้องสมุดไป่ตู้
荷重过度附加接触面导致破损 Crack発生
1/16 inch 總長L
CONFIDENTIAL
Capillary尺寸對焊線品質的影響:
1. Chamfer径(CD) Chamfer径过于大的话、Bonding強度越弱,易造成虛焊.
CD
CD
CONFIDENTIAL
2. Chamfer角(ICA ) Chamfer角:小→Ball Size:小 Chamfer角:大→Ball Size:大
CONFIDENTIAL
3.Bonding用 Capillary
Capillary的選用:
Hole径(H)
Hole径是由规定的Wire径WD(Wire Diameter)
来決定
H
H=1.2~1.5WD
WD
Capillary主要的尺寸:
H:Hole Diameter (Hole径) T:Tip Diameter B:Chamfer Diameter(orCD) IC:Inside Chamfer IC ANGLE:Inside Chamfer Angle FA:Face Angle (Face角) OR:Outside Radius
Wire-Bonding工艺以及基本知识

A. 15(15XX):直徑1/16 inch (約1.6mm),標準氧化鋁陶瓷 B. XX51:capillary產品系列號 C. 18: Hole Size 直徑為0.0018 in.(約46μm ) D. 437:capillary 總長0.437 in.(約11.1mm) E. GM: capillary tip無拋光; (P: capillary tip有拋光) F. 50: capillary tip 直徑T值為0.0050 in. (約127μm) G. 4: IC為0.0004 in. (約10μm) H. 8D:端面角度face angle為 8° I. 10:外端半徑OR為0.0010 in.(約25μm) J. 20D:錐度角為20° K. CZ1:材質分類,分CZ1,CZ3,CZ8三種系列
1.Wire Bonding原理
IC封裝中電路連接的三種方式: a. 倒裝焊(Flip chip bonding) b. 載帶自動焊(TAB---tape automated bonding) c. 引線鍵合(wire bonding)
Wire Bonding------引線鍵合技術
Wire Bonding的作用
线夹 打开– Wire Clamp Open
在第一焊点搜索高度开始, 焊头使用固定的 速度搜索接触高度 At Search Height Position Bond Head Switch to Constant Speed(Search Speed) to Search For Contact
第一焊点搜索高度1st Search Height
Smaller CD – Smaller
MBD
Bigger CD – Bigger
MBD
Wire_Bonding_的基础

Ball Bonder Ball Bonder (装置技術) (装置技術)
Ball Bonding Ball Bonding
Capillary Capillary Bonding技術 Bonding技術 (Process技術) (Process技術)
3
3.Bonding用 Wire
3-1 Au Wireの主要特征
14
FA(Face Angle)変更0°→8°変更来抑制与接触面過度强加荷重。 OR(Outer Radius):0.0035inch 同一 用FA変更的Wire Pull強度面确认不到有意差,但如下記图片,2nd Neck部的状態比较稳定。
FA=0°、MIN条件
FA=0°、MAX条件
FA=0°、TYP条件
Wire Bonding 的基礎
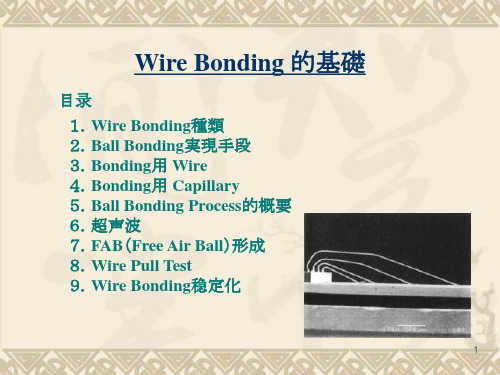
目录 1.Wire Bonding種類 2.Ball Bonding実現手段 3.Bonding用 Wire 4.Bonding用 Capillary 5.Ball Bonding Process的概要 6.超声波 7.FAB(Free Air Ball)形成 8.Wire Pull Test 9.Wire Bonding稳定化
高温破断強度(cN)
線径:25μm Bonder:CUB-10 (Reverse無し) ●:高Loop □:中Loop △:低Loop
◇:超低Loop 高温条件: 250℃X20sec 根据Mitsubishi Materials的資料転載
熱影響領域(再結晶領域)
5
3-3 对Au Wire的要求
对Au Wire的要求、除純度以外 寸法的精度要高(用0.1um制御可能) 寸法的精度要高(用0.1um制御可能) 表面要圆滑、金属要有光泽 表面要圆滑、金属要有光泽 表面不能有灰尘、污染 表面不能有灰尘、污染 具有拉伸强度、要有一定的弹性 具有拉伸强度、要有一定的弹性 Curl(卷曲性)要小 Curl(卷曲性)要小 Au Wire前端形成的 Ball的形状要有一定的真圆性 Au Wire前端形成的 Ball的形状要有一定的真圆性 等機能的要求
Wire Bond 工艺培训
球形异常/无功率圈 Wire Pell后出现Peelling现象 Wire Pell后有脱球现象 Ball Size两边距离Pad 6um Ball Size Z距离超过范围
压焊的评价项目
弧高—测量显微镜 推力(Ball shear)—测力仪 拉力(Wire pull ) —测力仪 弹坑实验(验证Crack) IMC(验证金属合成物)
压焊的评价项目
外观—目检
金球位置:Ball Size不能偏出Pad,最好是在 Pad的中心位置 线弧:不能有碰丝、塌丝、接触芯片、受损 鱼尾:不能偏出管脚有效焊接区、不能压伤、 不能重叠
压焊的评价项目
金球—测量显微镜
金球尺寸 金球厚度
Ball Height
Ball size
打线方式
焊点之间互连打线
多个焊点之间相互短接,主要方法是在焊点之间使用 植球进行短接,要求焊点之间间距小于10um;
打线方式
焊点之间互连打线
焊点之间间距大于10um; 可使用焊点之间打线连接方 法(先在一个焊点上植个金球,再在金球上打上鱼尾)
打线方式
特殊打线方式(没有批量生产经验)
压焊的评价项目
Ball Size 功率圈标准:
铜线产品检验标准:
Ball Size不能超出Pad 铜球铝挤标准: Pad Open—Ball Size=12um 焊球两边距Pad边缘各6um 铜线产品必须有功率圈 Wire Pell后不能出现Peeling现象 弹坑实验后不能出现Pad Crack现象 Ball Size Z 标准为1/2线径—一倍线径
Elongation (延展性)和Breaking Load (破断力)为金线最 重要的特性
Wire_bonding铝丝超声焊技术科普知识

Wire bonding铝丝超声焊技术科普知识一、什么是Wire bonding铝丝超声焊技术?铝丝超声焊是其实是使用铝作为金属丝的一种wire bonding技术。
而Wire bonding是一种初级内部互连方法,用作连到实际的裸片表面或器件逻辑电路的最初一级的内部互连方式,这种连接方式把逻辑信号或芯片的电讯号与外界连起来。
Wire bonding有两种形式:球焊和楔焊。
金丝球焊是最常用的方法,在这种制程中,一个熔化的金球黏在一段在线,压下后作为第一个焊点,然后从第一个焊点抽出弯曲的线再以新月形状将线(第二个楔形焊点)连上,然后又形成另一个新球用于下一个的第一个球焊点。
金丝球焊被归为热声制程,也就是说焊点是在热(一般为150)、超声波、压力以及时间的综合作用下形成的。
第二种压焊方法是楔形制程,这种制程主要使用铝线,但也可用金线,通常都在室温下进行。
楔焊将两个楔形焊点压下形成连接,在这种制程中没有球形成。
铝线焊接制程被归为超声波线焊,形成焊点只用到超声波能、压力以及时间等参数。
不同制程类型的采用取决于具体的应用场合。
比如金线压焊用于大批量生产的场合,因为这种制程速度较快。
铝线压焊则用于封装或PCB不能加热的场合。
另外,楔形压焊制程比金线压焊具有更精细的间距。
目前,金线压焊的间距极限为60μm;采用细铝线楔形压焊可以达到小于60μm的间距。
在此技术中所用金属线,即Bonding Wire是半导体器件和集成电路组装时,为使芯片内电路的输入/输出连接点与引线框架的内接触点之间实现电气连接的内引线。
Bonding Wire作为连接内引线,应具有电导率高,导电能力强,与导体材料的结合力强,化学性能稳定等性能优点。
Bonding Wire的直径,通常在25到75μm之间。
市场上主要有四种材料用作Bonding Wire,分别为金、银、铜和铝。
二、 Wire Bonding技术在电动汽车动力电池领域的应用Wire bonding自从1970年起一直广泛应用于微电子和电力电子领域。
Bonding 技术介绍
5.1 焊接工艺操作空间有限 5.2 在操作之前,必须确认球焊和平焊的使用 5.3 通常,压焊的第一个压焊点在芯片上,第二点在引线框架或基层上 5.4 平焊压焊工艺可以代替球焊压焊的场合 5.5 平焊允许的焊盘的间距为75μm 5.6 球焊允许的焊盘的间距大于125μm 5.7 全显微状态下工作 5.8 严格的 ESD 要求及环境,元器件的清洁净化要求 5.9 严格的物料存储如金线( 放在干燥的N2环境中,减小湿度的影响 ) 5.10 一般,球焊的第一个焊点要比第二个位置要高 5.11 压焊工艺返修简单,但受制于操作空间
2.3.3 两者的操作流程 2.3.3.1球焊流程示意图
ANSYS TRAINING
ANSYS TRAINING
ANSYS TRAINING
ANSYS TRAINING
3 Wire bonding 所需的设备及物料:
3.1 压焊机(平焊机及球焊机) 3.1.1 平焊机
ANSYS TRAINING
9 压焊技术的应用:
由于压焊工艺具有高可靠性,高品质,工艺成熟,操作简单, 成本低廉等优点,目前广泛应用于微电子封装领域,在世界半导体 元器件行业中,90%采用压焊技术,其中,采用球焊工艺的占93% ,平焊工艺的占5%。主要表现在以下领域: 8.1 陶瓷和塑料球栅阵列封装的元器件,如 PBGA 8.2 陶瓷和塑料象限扁平封装的元器件,如 PQFP 8.3 小芯片尺寸的封装器件及多芯片模块,如 CSP,COB,MCM 8.4 场效应晶体管放大器,如 JCA 放大器 8.5 微波及半导体器件,如 低群延迟接收机 8.6 动态随机存取存储器,如 DRAM
4.4 压焊金属线的物理性质
溶剂清洁 金属线的硬度 金属线的拉伸强度
Bonding 技术介绍.ppt

5.2 在操作之前,必须确认球焊和平焊的使用
5.3 通常,压焊的第一个压焊点在芯片上,第二点在引线框架或基层上
5.4 平焊压焊工艺可以代替球焊压焊的场合
5.5 平焊允许的焊盘的间距为75μm
5.6 球焊允许的焊盘的间距大于125μm
5.7 全显微状态下工作
5.8 严格的 ESD 要求及环境,元器件的清洁Βιβλιοθήκη 化要求根据压焊的几何学原理决定
毛细管的形状,尺寸,材料 直接影响压焊的最后形状
压焊机的压焊速度
产量的考虑
4.2 洁净要求及环境条件
工作间的清洁 工具的清洁
100000 级净化环境
工作台的振动
照明
温湿度
4.3 焊接表面的清洁
金线的储存条件 氩等离子 紫外线
N2 微量的污染都会影响 可靠性和焊接性
溶剂清洁
4.4 压焊金属线的物理性质
5.9 严格的物料存储如金线( 放在干燥的N2环境中,减小湿度的影响 )
5.10 一般,球焊的第一个焊点要比第二个位置要高
5.11 压焊工艺返修简单,但受制于操作空间
27
6 压焊工艺的评估:
通常,对压焊效果的评估有两种方法: 外观检查及机械测试 6.1 外观检查
外观检查主要通过光学显微镜,电子显微扫描(SEM),X 射线探测等 手段来实现。 SEM 探测图(良好的球焊效果及月牙形的尾部)
3.3.2 铝线压焊则用于封装或PCB不能加热的场合。有更精细的间 距。采用细铝线压焊可以达到小于60μm(50 μm)的间距。 铝线主要用于平焊工艺。费用较低。
24
4 压焊的工序控制:
有效的对压焊进行工序控制,必须从以下几方面着手:
4.1 压焊机的设置
Wire Bonding技术入门 20091113
1. Wire Bonding原理
2. Bonding用 Wire 3. Bonding用 Capillary 4. 焊接时序圖 5. BSOB&BBOS 6. Wire bonding loop(線弧)
7. Wire bond不良分析
Prepared by: 神浩 Date: Nov. 11th, 2009
At Search Height Position Bond Head Switch to Constant Speed(Search Speed) to Search For Contact
第一焊点搜索高度1st Search Height
Die
第一焊点搜索速度1st Search Speed 1
第一页,编辑于星期五:七点 十九分。
1.Wire Bonding原理
IC封裝中電路連接的三種方式:
a. 倒裝焊(Flip chip bonding) b. 載帶自動焊(TAB---tape automated bonding) c. 引線鍵合(wire bonding)
Wire Bonding------引線鍵合技術
CONTACT FORCE,
Die
第十四页,编辑于星期五:七点 十九分。
4. 第一焊点焊接階段
线夹打开- Wire Clamp Open
最终的球形和质量決定于1ST BOND :
BASE TIME
BASE POWER
BASE FORCE
Die
第十五页,编辑于星期五:七点 十九分。
5. 完成第一点压焊后, 焊头上升到反向高度
FAB Capture Within The Chamfer Diameter of Capillary During Descending Motion, FAB Pull Upwards by Air Tensioner
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二焊点之搜索 第二焊点的接触阶段 第二焊点的焊接阶段 线尾长度 焊头回到原始位置
焊头動作步驟 1. 焊头在打火高度( 复位位置 )
线夹 关闭– Wire Clamp Close
瓷嘴 - Capillary
空气中的金球Free Air Ball
2. 焊头由打火高度下降到第一焊点搜索高度
焊头在向下运动的过 程中, 金球通过空气张 力器的空气张力, 使金 球紧贴瓷嘴凹槽
FAB Capture Within The Chamfer Diameter of Capillary During Descending Motion, FAB Pull Upwards by Air Tensioner
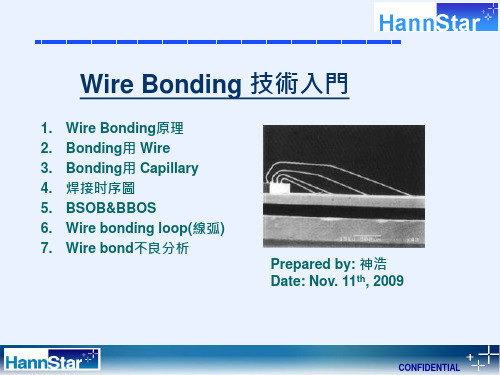
Wire Bonding 技術入門
1. Wire Bonding 原理 2. Bonding 用 Wire 3. Bonding 用 Capillary 4. 焊接时序圖
5. BSOB&BBOS 6. Wire bonding loop( 線弧) 7. Wire bond 不良分析
Prepared by: 神浩 Date: Nov. 11 th , 2009
? 高純度(4N:99.99%)
3.Bonding 用 Capillary
Capillary 的選用:
Hole 径(H)
Hole径是由规定的Wire径WD(Wire Diameter)
来決定
H
H=1.2~1.5WD
WD
Capillary 主要的尺寸:
?H:Hole Diameter (Hole 径) ?T:Tip Diameter ?B:Chamfer Diameter(orCD) ?IC:Inside Chamfer ?IC ANGLE :Inside Chamfer Angle ?FA:Face Angle (Face 角) ?OR:Outside Radius
Wire Bonding的分類 按工藝技術:
1.球形焊接(ball bonding) 按焊接原理:
2.楔形焊接 (wedge bonding)
1.熱壓焊 2.超聲焊 3.熱超聲焊
300-500℃ 室溫
100~150℃
無超聲 有超聲 有超聲
高壓力 低壓力 低壓力
引線:Au 引線: Al、 Au 引線:Au
熱超聲焊的原理: 对金属丝和压焊点同时加热加超声波,接触面便产生塑性变形,并破 坏了界面的氧化膜,使其活性化,通过接触面两金属之间的相互扩散 而完成连接。
Wire Bonding的四要素: ? Time(時間) ? Power(功率) ? Force(壓力) ? Temperature(溫度)
2.Bonding 用 Wire
Au WIRE 的主要特性:
? 具有良好的導電性,僅次於銀、銅。 电阻率(μΩ?cm)的比較 Ag(1.6)<Cu(1.7)<Au(2.3) <Al(2.7)
?據有較好的抗氧化性 。 ? 據有較好的延展性,便於線材的制作。常用 Au
Wire直径为23μm,25 μm,30 μm ?具有对熱压缩 Bonding最适合的硬度 ?具有耐樹脂 Mold的應力的機械強度 ? 成球性好(經電火花放電能形成大小一致的金球)
A. 15(15XX):直徑1/16 inch (約1.6mm),1/16
標準氧化鋁陶瓷
inch
B. XX51:capillary產品系列號
C. 18: Hole Size 直徑為0.0018 in.(約 46μm )
D. 437:capillary 總長0.437 in.(約11.1mm)
E. GM: capillary tip無拋光; (P: capillary tip有拋光)
→Hill
FA(Face Angle)0°→8°變更 FA 0°→8°的變更並未能增加Wire Pull的測試強度,但如下图所示,能夠增加2nd Neck部的穩定性。
FA:0°
FA:8°4.焊接时序圖 Nhomakorabea次序
1
2 3 4 5 6 7 8
9
10 11 12 13 14
动作 焊头下降至第一焊点 之搜索高度
F. 50: capillary tip 直徑T值為0.0050 in. (約127μm)
總長 L
Capillary 尺寸對焊線品質的影響:
1. Chamfer 径(CD) Chamfer 径过于大的话、 Bonding 強度越弱,易造成虛焊 .
CD
CD
2. Chamfer 角(ICA ) Chamfer 角:小 →Ball Size :小 Chamfer 角:大 →Ball Size :大
Chamfer Angle:120°
3. OR(Outer Radius )及FA(Face Angle ): 对Hill Crack 、Capillary 的OR(Outer Radius )及FA(Face Angle )的數值是重要影響因素
2nd Neck 部 Crack発生
荷重过度附加接触面导致破损 Crack 発生
Smaller CD – Smaller MBD
Bigger CD – Bigger MBD
C MDB CAD:70(De
gree)
C MDB CAD:120(
Degree)
将Chamfer角由90°变更為120°可使Ball形状变大,随之 Ball的宽度变宽、与Pad接合面積也能变宽。
Chamfer Angle:90°
1.Wire Bonding 原理
IC封裝中電路連接的三種方式: a. 倒裝焊(Flip chip bonding) b. 載帶自動焊(TAB---tape automated bonding) c. 引線鍵合(wire bonding)
Wire Bonding------引線鍵合技術
Wire Bonding的作用 電路連線,使晶片與封裝基板或導線框架完成電路的連線,以發揮電子訊號傳輸的功能
线夹 打开– Wire Clamp Open
在第一焊点搜索高度开始, 焊头使用固定的 速度搜索接触高度 At Search Height Position Bond Head Switch to Constant Speed(Search Speed) to Search For Contact