wire_bonding__介绍
COB_wire_bonding原理介绍
pad
lead
Formation of a first bond
SEARCH SPEED1
SEARCH TOL 1
pad
lead
Formation of a first bond
IMPACT FORCE
SEARCH SPEED1
SEARCH TOL 1
pad
lead
Formation of a first bond Contact
Eagle
MACHINE SPECIFICATIONS (II) •Vision System •Pattern Recognition Time 70 ms / point •Pattern Recognition Accuracy + 0.37 um •Lead Locator Detection 12 ms / lead (3 leads/frame) •Lead Locator Accuracy + 2.4 um •Post Bond Inspection First Bond, Second Bond Wire Tracing •Max. Die Level Different 400 – 500 um
pad
lead
Formation of a new free air ball
pad
lead
Material
Leadfram Capillary Gold Wire
Leadfram (I)
Leadfram ( II )
CAPILLARY (I)
Capillary Manufacturer
pad
lead
Capillary rises to loop height position
wire_bonding_详细学习资料
CONTENTS
ASSEMBLY FLOW OF PLASTIC IC Wire Bond 原理 M/C Introduction Wire Bond Process Material SPEC Calculator DEFECT
Gold wire
pad lead
B.PRINCIPLE
PRESSURE VIBRATION
AL2O3
CONTAMINATION GLASS
GOLD BALL
Al SiO2
Si
MOISTURE
銲接條件
HARD WELDING Pressure (Force) Amplify & Frequecy Welding Time (Bond Time) Welding Tempature (Heater) THERMAL BONING Thermal Compressure Ultrasonic Energy (Power)
(3 leads/frame) •Lead Locator Accuracy + 2.4 um •Post Bond Inspection First Bond, Second Bond
Wire Tracing •Max. Die Level Different 400 – 500 um
•Facilities •Voltage 110 VAC (optional 100/120/200/210/ •220/230/240 VAC
Programmable profile, control and vibration modes
Eagle
MACHINE SPECIFICATIONS (II)
Bonding 技术介绍解析

22
3.2.2 平焊使用楔形头 楔形头一般用陶瓷,钨碳 金属线 目前,最常用的是金线( Au ,Cu)和铝线( Al , 1%Si/Mg)。 最常用的金属线的直径为: 25 – 30 μm 3.3.1 金线压焊用于大批量生产的场合,这种工艺速度较快,但目 前金线压焊的间距极限为 75μm,金线压焊需要光滑、洁净的焊 接表面。表面的干净程度会影响焊接的可靠性。 金线主要用在球焊和平焊工艺中。 由于金线在热压下更容易变形,在电弧放电下更容易成球形, 故在球焊中广泛使用。 同时,由于完成压焊之后,金的特性较稳定,特别适合密封 包装中,故在微波器件中,金线的平焊用处最广。 3.3.2 铝线压焊则用于封装或PCB不能加热的场合。有更精细的间 距。采用细铝线压焊可以达到小于60μm(50 μm)的间距。 铝线主要用于平焊工艺。费用较低。
8
Wedge Bonding 焊点示意图
9
2.3.2 两者所用压焊头 2.3.2.1 球焊选用毛细管头;焊点是在热(一般为100-500℃)、超声 波、压力以及时间的综合作用下形成的。 2.3.2.2 平焊选用楔形头;焊点是在超声波能、压力以及时间等参 数综合作用下形成的。 一般在室温下进行。 球焊用毛细管头示意图
Wire Bonding 的方式有两种:
Ball Bonding(球焊)和 Wedge Bonding (平焊/楔焊)
2.1 Ball Bonding ( 球焊)
金线通过空心夹具的毛细管穿出,然后经过电弧放电使伸出 部分熔化,并在表面张力作用下成球形,然后通过夹具将球压焊 到芯片的电极上,压下后作为第一个焊点,为球焊点,然后从第 一个焊点抽出弯曲的金线再压焊到相应的位置上,形成第二个焊 点,为平焊(楔形)焊点,然后又形成另一个新球用作于下一个 的第一个球焊点。
bsob焊线原理

bsob焊线原理
BSOB(Bonding Wire Bonding)焊线是一种将芯片与外部电路板连接起来的工艺技术,通过使用金属线将芯片上的微小焊盘连接到外部电路板上的相应焊盘上。
其原理如下:
1. 加热:在BSOB焊线过程中,首先需要对焊线区域进行加热,使金属线软化并熔化。
2. 压力:在金属线熔化的同时,施加一定的压力,使金属线与焊盘紧密接触并形成良好的接触。
3. 冷却:当金属线冷却后,它将与焊盘牢固地连接在一起,形成可靠的电气连接。
通过BSOB焊线技术,可以可靠地将芯片与外部电路板连接起来,实现信号传输、电源供应等功能。
Wire-Bonding工艺以及基本知识 PPT

Capillary的選用:
Hole径(H)
Hole径是由规定的Wire径WD(Wire Diameter)
来決定
H
H=1.2~1.5WD
WD
Capillary主要的尺寸:
H:Hole Diameter (Hole径) T:Tip Diameter B:Chamfer Diameter(orCD) IC:Inside Chamfer IC ANGLE:Inside Chamfer Angle FA:Face Angle (Face角) OR:Outside Radius
Die 第一焊点搜索速度1st Search Speed 1
3. 第一焊點接触階段
最初的球形影响参数: 接觸压力和预备功率 Impact Force and Standby Power
1/16 inch 總長L
Capillary尺寸對焊線品質的影響:
1. Chamfer径(CD) Chamfer径过于大的话、Bonding強度越弱,易造成虛焊.
CD
CD
大家应该也有点累了,稍作休息
大家有疑问的,可以询问和交流
2. Chamfer角(ICA ) Chamfer角:小→Ball Size:小 Chamfer角:大→Ball Size:大
1.Wire Bonding原理
IC封裝中電路連接的三種方式: a. 倒裝焊(Flip chip bonding) b. 載帶自動焊(TAB---tape automated bonding) c. 引線鍵合(wire bonding)
Wire Bonding------引線鍵合技術
Wire Bonding的作用
Wire Bonding的四要素: ➢ Time(時間) ➢ Power(功率) ➢ Force(壓力) ➢ Temperature(溫度)
引线键合(WireBonding)

引线键合(WireBonding)引线键合(Wire Bonding)——将芯片装配到PCB上的方法 | SK hynix Newsroom结束前工序的每一个晶圆上,都连接着500~1200个芯片(也可称作Die)。
为了将这些芯片用于所需之处,需要将晶圆切割(Dicing)成单独的芯片后,再与外部进行连接、通电。
此时,连接电线(电信号的传输路径)的方法被称为引线键合(Wire Bonding)。
其实,使用金属引线连接电路的方法已是非常传统的方法了,现在已经越来越少用了。
近来,加装芯片键合(Flip Chip Bonding)和硅穿孔(Through Silicon Via,简称TSV)正在成为新的主流。
加装芯片键合也被称作凸点键合(Bump Bonding),是利用锡球(Solder Ball)小凸点进行键合的方法。
硅穿孔则是一种更先进的方法。
为了了解键合的最基本概念,在本文中,我们将着重探讨引线键合,这一传统的方法。
一、键合法的发展历程图1. 键合法的发展史:引线键合(Wire Bonding)→加装芯片键合(Flip Chip Bonding)→硅穿孔(TSV)下载图片为使半导体芯片在各个领域正常运作,必须从外部提供偏压(Bias voltage)和输入。
因此,需要将金属引线和芯片焊盘连接起来。
早期,人们通过焊接的方法把金属引线连接到芯片焊盘上。
从1965年至今,这种连接方法从引线键合(Wire Bonding),到加装芯片键合(Flip Chip Bonding),再到TSV,经历了多种不同的发展方式。
引线键合顾名思义,是利用金属引线进行连接的方法;加装芯片键合则是利用凸点(bump)代替了金属引线,从而增加了引线连接的柔韧性;TSV作为一种全新的方法,通过数百个孔使上下芯片与印刷电路板(Printed Circuit Board,简称PCB)相连。
二、键合法的比较:引线键合(Wire Bonding)和加装芯片键合(Flip Chip Bonding)图2. 引线键合(Wire Bonding) VS加装芯片键合(Flip Chip Bonding)的工艺下载图片三、引线键合(Wire Bonding)是什么?图3. 引线键合的结构(载体为印刷电路板(PCB)时)下载图片引线键合是把金属引线连接到焊盘上的一种方法,即是把内外部的芯片连接起来的一种技术。
Wire-Bonding工艺介绍和Gold-Wire特性

金线焊接工具---劈刀
劈刀决定的一些参数: 1、Bond Pad Pitch
金线焊接工具---劈刀
T--Tip Diameter, BTNK—Bottleneck Height&Angle, CA—Cone Angle Will affect bond pad pitch.
2、1st Bond Diameter
Not move
affect Not affect
Go up with capillary
Form ball when 6000v on it
Not affect Not affect
金线球形焊接工艺介绍
Stage1
Stage2
Stage3
Stage4
Stage5
Stage6
Stage7
Stage8
H—Hole Diameter, ICA—Inner Chamfer Angle CD—Chamfer Diameter Will affect 1st bond diameter
金线焊接工具---劈刀
3、Wire Diameter
H—Hole Diameter
Hole diameter is usually 1.5X wire diameter
wire
Ultrasonic and force
Form ball when 6000v on it
Not affect
Go up to chamfer, affect touch die surface
Not move
Not affect
Form loop shape Not affect
Squashed and form 2nd bond
引线键合
热压焊:金属线过预热至约300至400℃的氧化铝(Al2O3)或 碳 化 钨 ( WC) 等 耐 火 材 料 所 制 成 的 毛 细 管 状 键 合 头 (Bonding Tool/Capillary,也称为瓷嘴或焊针),再以电火 花或氢焰将金属线烧断并利用熔融金属的表面张力效应使 线之末端成球状(其直径约金属线直径之2倍),键合头 再将金属球下压至已预热至约150至250℃的第一金属焊盘 上进行球形结合(Ball Bond)。在结合时,球点将因受压 力而略为变形,此一压力变形之目的在于增加结合面积、 减低结合面粗糙度对结合的影响、穿破表面氧化层及其他 可能阻碍结合之因素,以形成紧密之结合。
29
底面角
4 degree 专门设计用于解决8度或者0度的问题, 建议使用小的键合头
8 degree 一般用途,很好的第二键合点丝线截断能力 15 degree 仅仅用于热压焊,使用较少
30
5
键合头直径 (T)
主要影响第二键合点的强度, 在允许的范围内应该尽可能大, 小键合头适合于较密(细间距) 键合, 小键合头适合于手工操作。
35
36
6
2013/1/14
铝丝
• 纯铝太软而难拉成丝,一般加入 1% Si 或者1% Mg以提 高强度。 • 室温下1% 的Si 超过了在铝中的溶解度,导致Si的偏析, 偏析的尺寸和数量取决于冷却数度,冷却太慢导致更多 的Si颗粒结集。Si颗粒尺寸影响丝线的塑性,第二相是疲 劳开裂的萌生潜在位置。 • 掺1%镁的铝丝强度和掺1% 硅的强度相当。 • 抗疲劳强度更好,因为镁在铝中的均衡溶解度为2%,于 是没有第二相析出。
31
2013/1/14
键合头镀层
光滑涂层 • 较长的使用寿命 , • 要进行抛光 , • 使得第二键合点光亮, • 减少金属的残留和聚集
WireBonding
Fine Pad Pitch用上,为Control成小 的Ball Size、Wire径最好是小Hole 径,Wire径的大部分是1.3倍以下
H WD
8
Bond直接影響 Capillary寸法仕様 直接影響的 寸法仕様( 4-2 对Ball Bond直接影響的Capillary寸法仕様(2)
Chamfer径 Chamfer径(CD) Pad開口部→Ball Size→Chamfer径 Chamfer径过于大的话、Bonding強度有弱的傾向
Wire Bonding 的基礎
目录 1.Wire Bonding種類 種類 2.Ball Bonding実現手段 実現手段 3.Bonding用 Wire 用 4.Bonding用 Capillary 用 5.Ball Bonding Process的概要 的 6. 超声波 7.FAB(Free Air Ball)形成 ( ) 8.Wire Pull Test 9.Wire Bonding稳定化 稳
对Au Wire的要求、除純度以外 寸法的精度要高(用0.1um制御可能) 表面要圆滑、金属要有光泽 表面不能有灰尘、污染 具有拉伸强度、要有一定的弹性 Curl(卷曲性)要小 Au Wire前端形成的 Ball的形状要有一定的真圆性 等機能的要求
6
4.Bonding用 Capillary Bonding用
Smaller CD – Smaller MBD
Bigger CD – Bigger MBD
FAB の Centering
接合時的左右荷重・超 音波振動伝達
CD MBD CA:70(Degree)
CD MBD CA:120(Degree)
10
根据Bond Pitch所限制的Capillary的寸法仕様(参考) 所限制的Capillary 4-3 根据Bond Pitch所限制的Capillary的寸法仕様(参考)
引线键合
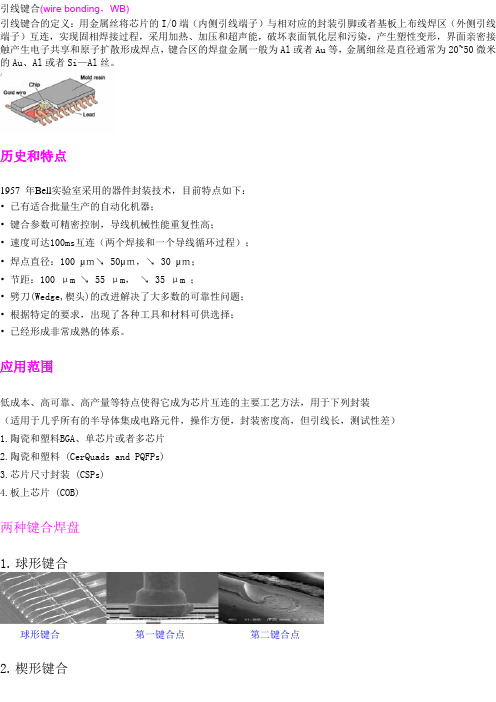
引线键合(wire bonding,WB)引线键合的定义:用金属丝将芯片的I/O端(内侧引线端子)与相对应的封装引脚或者基板上布线焊区(外侧引线端子)互连,实现固相焊接过程,采用加热、加压和超声能,破坏表面氧化层和污染,产生塑性变形,界面亲密接触产生电子共享和原子扩散形成焊点,键合区的焊盘金属一般为Al或者Au等,金属细丝是直径通常为20~50微米的Au、Al或者Si—Al丝。
历史和特点1957 年Bell实验室采用的器件封装技术,目前特点如下:• 已有适合批量生产的自动化机器;• 键合参数可精密控制,导线机械性能重复性高;• 速度可达100ms互连(两个焊接和一个导线循环过程);• 焊点直径:100 μm↘ 50μm,↘ 30 μm;• 节距:100 μm ↘55 μm,↘35 μm ;• 劈刀(Wedge,楔头)的改进解决了大多数的可靠性问题;• 根据特定的要求,出现了各种工具和材料可供选择;•已经形成非常成熟的体系。
应用范围低成本、高可靠、高产量等特点使得它成为芯片互连的主要工艺方法,用于下列封装(适用于几乎所有的半导体集成电路元件,操作方便,封装密度高,但引线长,测试性差)1.陶瓷和塑料BGA、单芯片或者多芯片2.陶瓷和塑料 (CerQuads and PQFPs)3.芯片尺寸封装 (CSPs)4.板上芯片 (COB)两种键合焊盘1.球形键合球形键合第一键合点第二键合点2.楔形键合楔形键合第一键合点第二键合点三种键合(焊接、接合)方法引线键合为IC晶片与封装结构之间的电路连线中最常使用的方法。
主要的引线键合技术有超音波接合(Ultrasonic Bonding, U/S Bonding)、热压接合(Thermocompression Bonding,T/C Bonding)、与热超音波接合(Thermosonic Bonding, T/S Bonding)等三种。
机理及特点1.超声焊接:超音波接合以接合楔头(Wedge)引导金属线使其压紧于金属焊盘上,再由楔头输入频率20至60KHZ,振幅20至200μm,平行于接垫平面之超音波脉冲,使楔头发生水平弹性振动,同时施加向下的压力。
qfn封装wire bongding设计规则-概述说明以及解释

qfn封装wire bongding设计规则-概述说明以及解释1.引言1.1 概述概述部分的内容将简要介绍本文所涉及的主题——qfn封装wire bongding设计规则,并对文章结构和目的进行概括说明。
概述:QFN封装是一种广泛应用于电子元件的封装形式,它具有小尺寸、低成本、良好的热传导性能等特点,已经成为现代电子设备中常见的封装选择之一。
在QFN封装中,wire bonding是一项非常关键的步骤,它涉及到在芯片和封装基座之间通过金属线进行连接。
而qfn封装wire bonding 设计规则则是指在进行wire bonding过程中,需要遵循的一系列设计准则和原则,以确保连接的可靠性和稳定性。
文章结构:本文将围绕qfn封装wire bongding设计规则展开讨论,分为三个主要部分:引言、正文和结论。
引言部分将对文章的背景和目的进行介绍,正文部分将详细阐述qfn封装wire bongding设计规则的重要性、基本原则和具体要点,结论部分将对文章进行总结,并展望未来qfn封装wire bongding设计规则的发展。
目的:本文的目的是探讨qfn封装wire bongding设计规则在电子封装领域的重要性,为相关领域的从业者和研究人员提供有关于qfn封装wire bongding设计规则的基本知识和具体要点。
通过对qfn封装wire bongding设计规则的讨论和总结,本文旨在提高电子封装领域从业者对该规则的认识和理解,以减少因设计不当而导致的不良连接和可靠性问题。
同时,本文也将展望未来qfn封装wire bongding设计规则的发展趋势,为该领域的进一步研究和应用提供参考和启示。
1.2 文章结构文章结构部分的内容可以包括以下信息:文章结构部分旨在为读者介绍本文的整体结构,使读者对文章的内容有一个清晰的了解。
本文分为引言、正文和结论三个部分。
引言部分首先概述了文章的主题和重要性,然后介绍了文章的结构和目的。
Wire-Bonding工艺以及基本知识参考幻灯片
Smaller CD – Smaller
MBD
Bigger CD – Bigger
MBD
CD MBD
CA:70(Degree
)
CD MBD
CA:120(Degre
e)
将Chamfer角由90°变更為120°可使Ball形状变大,随之 Ball的宽度变宽、与Pad接合面積也能变宽。
Chamfer Angle:90°
Chamfer Angle:120°
CONFIDENTIAL
3. OR(Outer Radius)及FA(Face Angle): 对Hill Crack、Capillary的OR(Outer Radius)及FA(Face Angle)的數值是重要影響因素
2nd Neck部 Crack発生ห้องสมุดไป่ตู้
荷重过度附加接触面导致破损 Crack発生
1/16 inch 總長L
CONFIDENTIAL
Capillary尺寸對焊線品質的影響:
1. Chamfer径(CD) Chamfer径过于大的话、Bonding強度越弱,易造成虛焊.
CD
CD
CONFIDENTIAL
2. Chamfer角(ICA ) Chamfer角:小→Ball Size:小 Chamfer角:大→Ball Size:大
CONFIDENTIAL
3.Bonding用 Capillary
Capillary的選用:
Hole径(H)
Hole径是由规定的Wire径WD(Wire Diameter)
来決定
H
H=1.2~1.5WD
WD
Capillary主要的尺寸:
H:Hole Diameter (Hole径) T:Tip Diameter B:Chamfer Diameter(orCD) IC:Inside Chamfer IC ANGLE:Inside Chamfer Angle FA:Face Angle (Face角) OR:Outside Radius
Wire-Bonding工艺以及基本知识

A. 15(15XX):直徑1/16 inch (約1.6mm),標準氧化鋁陶瓷 B. XX51:capillary產品系列號 C. 18: Hole Size 直徑為0.0018 in.(約46μm ) D. 437:capillary 總長0.437 in.(約11.1mm) E. GM: capillary tip無拋光; (P: capillary tip有拋光) F. 50: capillary tip 直徑T值為0.0050 in. (約127μm) G. 4: IC為0.0004 in. (約10μm) H. 8D:端面角度face angle為 8° I. 10:外端半徑OR為0.0010 in.(約25μm) J. 20D:錐度角為20° K. CZ1:材質分類,分CZ1,CZ3,CZ8三種系列
1.Wire Bonding原理
IC封裝中電路連接的三種方式: a. 倒裝焊(Flip chip bonding) b. 載帶自動焊(TAB---tape automated bonding) c. 引線鍵合(wire bonding)
Wire Bonding------引線鍵合技術
Wire Bonding的作用
线夹 打开– Wire Clamp Open
在第一焊点搜索高度开始, 焊头使用固定的 速度搜索接触高度 At Search Height Position Bond Head Switch to Constant Speed(Search Speed) to Search For Contact
第一焊点搜索高度1st Search Height
Smaller CD – Smaller
MBD
Bigger CD – Bigger
MBD
Wire_Bonding_的基础

Ball Bonder Ball Bonder (装置技術) (装置技術)
Ball Bonding Ball Bonding
Capillary Capillary Bonding技術 Bonding技術 (Process技術) (Process技術)
3
3.Bonding用 Wire
3-1 Au Wireの主要特征
14
FA(Face Angle)変更0°→8°変更来抑制与接触面過度强加荷重。 OR(Outer Radius):0.0035inch 同一 用FA変更的Wire Pull強度面确认不到有意差,但如下記图片,2nd Neck部的状態比较稳定。
FA=0°、MIN条件
FA=0°、MAX条件
FA=0°、TYP条件
Wire Bonding 的基礎
目录 1.Wire Bonding種類 2.Ball Bonding実現手段 3.Bonding用 Wire 4.Bonding用 Capillary 5.Ball Bonding Process的概要 6.超声波 7.FAB(Free Air Ball)形成 8.Wire Pull Test 9.Wire Bonding稳定化
高温破断強度(cN)
線径:25μm Bonder:CUB-10 (Reverse無し) ●:高Loop □:中Loop △:低Loop
◇:超低Loop 高温条件: 250℃X20sec 根据Mitsubishi Materials的資料転載
熱影響領域(再結晶領域)
5
3-3 对Au Wire的要求
对Au Wire的要求、除純度以外 寸法的精度要高(用0.1um制御可能) 寸法的精度要高(用0.1um制御可能) 表面要圆滑、金属要有光泽 表面要圆滑、金属要有光泽 表面不能有灰尘、污染 表面不能有灰尘、污染 具有拉伸强度、要有一定的弹性 具有拉伸强度、要有一定的弹性 Curl(卷曲性)要小 Curl(卷曲性)要小 Au Wire前端形成的 Ball的形状要有一定的真圆性 Au Wire前端形成的 Ball的形状要有一定的真圆性 等機能的要求
wire_bonding__介绍
WIRE BONDWIRE BOND PROCESS INTRODUCTIONCONTENTSÂASSEMBLY FLOW OF PLASTIC IC ÂWire Bond 原理M/C IntroductionÂM/C IntroductionÂWire Bond ProcessWire Bond ProcessÂMaterialÂSPECÂCalculatorÂDEFECTG ld Wi晶片Die金線Gold Wire導線架Lead framWafer Grinding Die Bonding Wafer Saw toaster Wire Bonding Die SurfaceCoating Molding Laser MarkSolder BallPlacement SingulationBGA PackingDejunk TRIM SolderPlatingDejunk TRIM SURFACE MOUNTPKG Solder Plating TRIM/FORMING THROUGH HOLE PKGWire Bond 原理Ball Bond Wedge Bond (2d B d)( 1st Bond )( 2nd Bond )Gold wirepadleadB.PRINCIPLEPRESSUREVIBRATION AL2O3MOISTURECONTAMINATIONGOLD BALLGLASSAlSiO2Si銲接條件ÂHARD WELDINGÂPressure (Force)A lif&FÂAmplify & FrequecyÂWelding Time (Bond Time) Welding Time(Bond Time)e d g e patu e(eate)ÂWelding Tempature (Heater)ÂTHERMAL BONINGÂThermal CompressureÂUltrasonic Energy (Power)Bond Head ASSY•Low impact force•Real time Bonding Force monitoringReal time Bonding Force monitoring•High resolution z-axis position with 2.5 micron per step resolutionstep resolution•Fast contact detection•Suppressed Force vibrationSuppressed Force vibration•Fast Force responseF t i il i l•Fast response voice coil wire clampX Y Table•Linear 3 phase AC Servo motorHigh power AC Current Amplifier•High power AC Current Amplifier•DSP based control platform•High X-Y positioning accuracy of +/-1 mm Hi h X Y iti i f/1•Resolution of 0.2 mmW/H ASSY •changeover•· Fully programmable indexer & tracks·Fully programmable indexer&tracks•· Motorized window clamp with soft close feature•· Output indexer with leadframe jam protection feature•Tool less conversion window clamps and top plate enables fast device•Bonding SystemB di M th d Th i (TS)MACHINE SPECIFICATIONS (I)•Bonding Method ÎThermosonic (TS)•BQM Mode ÎConstant Current, Voltage, Power and Normal(Programmable)•Loop Type ÎNormal, Low, Square & J •XY Resolution Î0.2 um•Z Resolution (capillary travelling motion)Î2.5 um •Fine Pitch Capability Î35 mm pitch @ 0.6 mil wire N f B di Wi t 1000•No. of Bonding Wires Îup to 1000•Program Storage Î1000 programs on Hard Disk •Multimode Transducer System •Multimode Transducer SystemÎProgrammable profile, control and vibration modes•Vision System MACHINE SPECIFICATIONS (II)y•Pattern Recognition Time Î70 ms / point •Pattern Recognition Accuracy Î+ 0.37 um •Lead Locator Detection Î12 ms / lead(3 leads/frame)•Lead Locator Accuracy +24um•Lead Locator Accuracy Î+ 2.4 um •Post Bond Inspection ÎFirst Bond, Second BondWire Tracing g•Max. Die Level Different Î400 –500 um •Facilities•Voltage 110 VAC (optional 100/120/200/210/•220/230/240 VAC•Material Handling System MACHINE SPECIFICATIONS (III)g y•Indexing Speed Î200 –250 ms @ 0.5 “ pitch •Indexer Resolution Î1um•Leadframe Position Accuracy +2milLeadframe Position Accuracy Î 2 mil •Applicable Leadframe ÎW = 17 –75 mm @ bonding area in Y = 65mm= 17 –90 mm @ bonding area in Y = 54mmL =280mm [Maximum]L = 280 mm [Maximum]T = 0.075 –0.8 mmApplicable Magazine W =100mm (Maximum)•Applicable Magazine ÎW = 100 mm (Maximum)L = 140 –300 mmH = 180 mm (Maximum)M i Pi h 2410(009”039“)•Magazine Pitch Î 2.4 –10 mm (0.09” –0.39 “)•Device Changeover Î< 4 minutes•Package Changeover Î< 5 minutes•Number of Buffer Magazine Î3 (max. 435 mm)Bonding ProcessgThe Wire BondTempPREHEAT BONDSITE10 200+/--10 CU L/F200+/--10 200+/CU L/F200+/10 230+/--10 AL L/F210+/--10 230+/AL L/F210+/BGA 150+/--10 160+/10 160+/--10 BGA 150+/10 160+/--10 TFBGA150+/--10 160+/ TFBGA150+/10160+/ LBGA 150+/--10 160+/10 160+/--10 LBGA 150+/150+/10160+/-LBGA150+/-160+/ NOT INCLUDE DEDICATE LINEi th h fin the chamferppadleadin the chamferi th h fSEARCH HEIGHTpadleadi th h f in the chamferpad SEARCH SPEED1 SEARCH TOL1pleadSEARCH TOL 1in the chamfer in the chamferpad SEARCH SPEED1 SEARCH TOL1pleadSEARCH TOL 1in the chamferin the chamferSEARCH SPEED1SEARCH TOL 1SEARCH TOL1pad leadin the chamferin the chamferSEARCH SPEED1SEARCH TOL 1SEARCH TOL1pad leadin the chamferin the chamferSEARCH SPEED1SEARCH TOL 1SEARCH TOL1pad leadSEARCH SPEED1SEARCH TOL 1SEARCH TOL1pad leadIMPACT FORCESEARCH SPEED1SEARCH TOL 1SEARCH TOL1pad leadContactContactPRESSUREUltraSonicVibrationheatpad leadBaseBasePRESSUREUltraSonicVibrationheatpad leadheight positionheight positionpad leadheight positionheight positionpad leadheight positionheight positionpad leadheight positionheight positionpad leadheight positionheight positionpad leadheight positionheight positionRHpad leadRD (Reverse Distance)()pad leadpad leadpad leadWIRE CLAMPCLOSE‘CLOSE’CalculatedWire Lengthpad leadCalculatedWire Lengthpad leadSEARCHDELAYpad leadTRAJECTORY pad leadTRAJECTORY pad leadTRAJECTORY pad leadTRAJECTORY pad leadTRAJECTORY pad leadTRAJECTORY pad leadTRAJECTORY pad leadTRAJECTORY pad leadTRAJECTORY pad leadTRAJECTORY pad lead2nd Search Height 2nd Search Height Search Speed 2pad leadSearch Speed 2Search Tol 2Search Speed 2pad lead Search Speed 2Search Tol 2。
Wire_Bond_Introduction
• 由於每一部機器的組合及元件都有不同的誤差,所以各機台 最佳銲接條件也無法完全一致,因此參數規格都有範圍讓大 家去做增減。2ND BOND 銲接理論類似於1ST BOND 只 是材料不同,所以銲接條件及參數規格範圍也不同。
銲針規格
銲針的選擇
Hole徑 (H)
Hole徑是由規定的Wire徑 (WD)來決定 標準是Wire徑 的1.3~1.5倍
BOND 2 PARAMETER USG Current 固定 USG Bond Time 固定 Force 大於規格上限時(大於100garmss) Force 過大所產生銲印上的變化如附圖: 銲印太深易導致魚尾撕裂 而使 2nd bond lift
BOND 1 PARAMETER USG Current 固定 USG Bond Time 大於規格上限時(大於20mAmps) Force 固定 Bond time 過長所產生球型上的變化如附圖:球已超出鋁墊,造成短路
BOND 1 PARAMETER USG Current 固定 USG Bond Time 小於規格下限時(小於10ms) Force 固定 USG Bond Time 過小所產生球型上的變化如附圖:球型過小(未達鋁墊 80-90%),造成假銲及銲不黏
Ball Parameter Wire Diameter (依實際使用金線尺寸設定) FAB Size (Spec1.85-2.2mils) (燒球大小) EFO Current (放電電流大小) EFO Gap (放電間隙) Tail Extension (預留線尾長短)
Temperature(溫度設定) 不同材料,材質有不同設定 目前 PBGA Substrate 所設定之銲線區溫度為160 正負10 度 預熱區溫度為 130 正負10 度 目前 Lead frame package 所設定之銲線區溫度為220 正負10 度 預熱區溫度為 190 正負10 度 目前 LOC Lead frame 所設定之銲線區溫度為180 正負10 度 預熱區溫度為 140 正負10 度
wire_bonding__介绍PPT演示
X Y Table
•Linear 3 phase AC Servo motor •High power AC Current Amplifier •DSP based control platform •High X-Y positioning accuracy of +/- 1 mm •Resolution of 0.2 mm
Programmable profile, control and vibration modes
11
Eagle
MACHINE SPECIFICATIONS (II) •Vision System •Pattern Recognition Time 70 ms / point •Pattern Recognition Accuracy + 0.37 um •Lead Locator Detection 12 ms / lead
Solder Ball Placement
Dejunk TRIM Solder Plating
Singulation
Solder Plating TRIM/ FORMING
Dejunk TRIM
Packing 4
Wire Bond 原理
Ball Bond ( 1st Bond )
Wedge Bond ( 2nd Bond )
12
Eagle
MACHINE SPECIFICATIONS (III)
•Material Handling System •Indexing Speed 200 – 250 ms @ 0.5 “ pitch •Indexer Resolution 1um •Leadframe Position Accuracy + 2 mil •Applicable Leadframe W = 17 – 75 mm @ bonding area in Y = 65mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
lead
Capillary rises to loop height position
pad
lead
Capillary rises to loop height position
pad
lead
Capillary rises to loop height position
pad
lead
Capillary rises to loop height position
WIRE BOND PROCESS INTRODUCTION
CONTENTS
ASSEMBLY FLOW OF PLASTIC IC Wire Bond 原理 M/C Introduction Wire Bond Process Material SPEC Calculator
PRESSURE
Ultra
Sonic
Vibration
pad
heat
lead
Formation of a first bond Base
PRESSURE
Ultra
Sonic
Vibration
pad
heat
lead
Capillary rises to loop height position
pad
pad
lead
Capillary rises to loop height position
RH
pad
lead
Formation of a loop
RD (Reverse Distance)
pad
lead
Formation of a loop
pad
lead
pad
lead
WIRE CLAMP „CLOSE‟
pad
lead
Search Speed 2 Search Tol 2
pad
lead
Search Speed 2 Search Tol 2
pad
lead
Formation of a second bond
pad
heat
lead
Formation of a second bond Contact
pad
heat
lead
Formation of a second bond Base
pad
heat
lead
pad
lead
pad
lead
pad
lead
Tail length
pad
lead
pad
lead
pad
lead
Disconnection of the tail
pad
lead
Disconnection of the tail
Bonding Process
The Wire Bond Temp
PREHEAT CU L/F200+/-10 BONDSITE 200+/-10
AL L/F210+/-10
BGA 150+/-10
230+/-10
160+/-10 160+/-10 160+/-10
TFBGA150+/-10 LBGA 150+/-10
NOT INCLUDE DEDICATE LINE
Free air ball is captured in the chamfer
pad
lead
Free air ball is captured in the chamfer
SEARCH HEIGHT
pad lead
Free air ball is captured in the chamfer
W/H ASSY
• changeover •· Fully programmable indexer & tracks •· Motorized window clamp with soft close feature •· Output indexer with leadframe jam protection feature
• Tool less conversion window clamps and top plate enables fast device
Eagle
MACHINE SPECIFICATIONS (I) •Bonding System •Bonding Method Thermosonic (TS) •BQM Mode Constant Current, Voltage, Power and Normal (Programmable) •Loop Type Normal, Low, Square & J •XY Resolution 0.2 um •Z Resolution (capillary travelling motion)2.5 um •Fine Pitch Capability 35 mm pitch @ 0.6 mil wire •No. of Bonding Wires up to 1000 •Program Storage 1000 programs on Hard Disk •Multimode Transducer System Programmable profile, control and vibration modes
THERMAL BONING
Thermal Compressure
Ultrasonic Energy (Power)
Bond Head ASSY
• Low impact force •Real time Bonding Force monitoring • High resolution z-axis position with 2.5 micron per step resolution • Fast contact detection • Suppressed Force vibration • Fast Force response • Fast response voice coil wire clamp
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
2nd Search Height
Search Speed 2 Search Tol 2
SEARCH SPEED1
pad
SEARCH TOL 1
lead
Free air ball is captured in the chamfer
SEARCH SPEED1
pad
SEARCH TOL 1
lead
Free air ball is captured in the chamfer
SEARCH SPEED1
X Y Table
•Linear 3 phase AC Servo motor •High power AC Current Amplifier •DSP based control platform •High X-Y positioning accuracy of +/- 1 mm •Resolution of 0.2 mm
pad
lead
Formation of a first bond
SEARCH SPEED1
SEARCH TOL 1
pad
lead
Formation of a first bond
IMPACT FORCE
SEARCH SPEED1
SEARCH TOL 1
pad
lead
Formation of a first bond Contact
pad
lead
Formation of a new free air ball
pad
lead
Material
Leadfram Capillary Gold Wire
Leadfram (I)
Leadfram ( II )
CAPILLARY (I)
Capillary Manufacturer
( 1st Bond )
Gold wire
pad
lead
B.PRINCIPLE
PRESSURE
VIBRATION
AL2O3
CONTAMINAT
MOISTURE
Si
銲接條件
HARD WELDING Pressure (Force) Amplify & Frequecy Welding Time (Bond Time) Welding Tempature (Heater)
SEARCH TOL 1
pad
lead
Free air ball is captured in the chamfer
SEARCH SPEED1
SEARCH TOL 1
pad
lead
Free air ball is captured in the chamfer
SEARCH SPEED1
SEARCH TOL 1
(SPT, GAISER, PECO, TOTO…)
Capillary Data
( Tip , Hole , CD , FA&OR , IC )
CAPILLARY (II)
DEFECT
封裝簡介
晶片Die
金線 Gold Wire 導線架