电子线押出产能表
生产产能统计表格模板

生产产能统计表格模板引言生产产能是指企业在一定时间内所能达到的产品或服务的数量。
为了准确评估和控制生产产能,很多企业都会使用统计表格来记录和分析相关数据。
本文档为您提供了一个生产产能统计表格模板,旨在帮助您更好地管理和掌握生产产能。
表头日期产品A产能产品B产能产品C产能总产能2021-01-01 20 30 25 752021-01-02 25 35 20 802021-01-03 30 40 30 1002021-01-04 28 38 29 952021-01-05 23 33 27 83……………表格解读日期日期列记录了每一天的具体日期,以方便对产能数据进行时间段的分析和比较。
产品A产能、产品B产能、产品C产能这三列记录了每天对应产品的生产产能。
您可以根据实际的产品种类进行修改或添加,以适应您企业的具体情况。
总产能总产能列显示了每一天的全体产品的总产能,即产品A产能、产品B产能和产品C产能的总和。
数据分析通过这个统计表格模板,您可以进行多方面的数据分析,下面是几个常见的分析方法:1. 每日产能趋势分析根据日期列和总产能列,您可以绘制折线图或柱状图,以反映每天的总产能变化趋势。
通过分析趋势图,您可以判断生产产能的波动情况,以便调整生产计划和资源配置。
2. 产品产能对比分析通过产品A产能、产品B产能和产品C产能列的数据,您可以计算每种产品的产能比例,并绘制饼图或堆积柱状图,以比较不同产品的产能占比。
这有助于您评估产品的生产情况,优化产能分配,以满足市场需求。
3. 产能峰值分析通过总产能列的数据,您可以找出产能的峰值,即产能最高的一天。
这有助于您了解最高产能水平,为制定生产计划提供参考。
4. 产能变动原因分析如果多个因素可能影响产能,您可以在表格中添加其他列,例如人力投入、设备故障等。
通过对不同因素与产能的关系进行对比,您可以分析产能变动的原因,从而采取相应的措施进行调整和管理。
结论生产产能统计表格是企业管理和决策的重要工具,通过记录和分析产能数据,您可以更好地了解和掌握生产情况,为提高生产效率和产品质量提供参考依据。
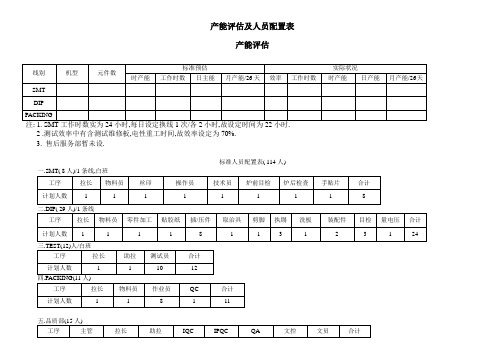
产能评估及人员配置表
报关员
合计
计划人数
1
1
十二.工程部(4人)
工程部
主管
设备技术员
工艺技术员
电工
合计
计划人数
1
1
1
1
4
后件仓
所材
成品\半成品
搬运
合计
计划人数
1
2
1
2
1
7
七.财务部(2人)
财务
会计
出纳
合计
计划人数
1
1
2
八.维修组(5人)
维修组
三修
二修
BKA
物料
合计
计划人数
1
2
1
1
5
九.计划部(2人)
计划部
PMC
合计
计划人数
1
1
十.行政部(6人)
行政部门
办公室主主任
人事
保安
司机
清洁
合计
计划人数
1
1
2
2
1
6
十一.报关(1人)
3.售后服务部暂未设.
标准人员配置表( 114人)
一.SMT( 8人)/1条线,白班
工序
拉长
物料员
丝印
操作员
技术员
炉前目检
炉后检查
手贴片
合计
计划人数
1
1
1
1
1
1
1
1
8
二.DIP( 29人)/1条线
工序
拉长
物料员
零件加工
贴胶纸
插/压件
取治具
剪脚
执锡
洗板
装配件
目检
量电压
ME-015产能表2

版次:A 页数:第1页,共23页编制审核批准编制日期:2009年10月16日押出标准产能(WE Φ50)人机配置2人/台品名规格平均线速(米/分)操作率标准产量(1Hr)KMKFT1007#30 TS 18587%8.8829.111007#28 TS 24387%12.6841.571007#28 TC 22487%11.6938.331007#26 TS 25387%13.2143.311007#26 TC 22487%11.6938.331007#24 TS 25387%13.2143.311007#24TC 22987%11.9539.181007#22 TS 23487%12.2140.031007#22 TC 21987%11.4337.481007#20 TS 21987%11.4337.481007#20 TC 20087%10.4434.231007#18 TS 19587%10.1833.381007#16 TS 18587%9.6631.671015#30 TS 12087% 5.7618.891015#28 TS 15687%8.1426.691015#26 TS 16687%8.6728.431015#24 TS 16687%8.6728.431015#22 TS 15687%8.1426.691015#20 TS 13687%7.1023.281032#24 TS 16687%8.6728.431032#22 TS 15687%8.1426.691032#20 TS 13687%7.1023.281061#28 TS 23487%12.2140.031061#26 TS 24387%12.6841.571061#26 TC 21987%11.4337.481061#24 TS 21987%11.4337.481061#22 TS 16087%8.3527.381061#20 TS 12887% 6.6821.901061#18 TS 11087% 5.7418.821095#30 TS 19587%9.3630.691095#28 TS 23487%12.2140.031095#26 TS25387%13.2143.31版次:A 页数:第2页,共23页编制审核批准编制日期:2009年10月16日押出标准产能(WE Φ50)人机配置2人/台品名规格平均线速(米/分)操作率标准产量(1Hr)KMKFT1095#24 TS 25387%13.2143.311095#22 TS 23487%12.2140.031095#20 TS 20087%10.4434.231095#18 TS 17587%9.1429.971095#16 TS 15687%8.1426.691571#30 TS 18587%8.8829.111571#28 TS 18587%9.6631.671571#26 TS 19587%10.1833.381571#24 TS 22887%11.9039.021617#26 芯17087%8.8729.081617#24 芯17087%8.8729.081617#22 芯16387%8.5127.901617#20 芯13087% 6.7922.261617#18 芯9087% 4.7015.411617#16 芯6087% 3.1310.261618#26 芯23587%12.2740.231618#24 芯23587%12.2740.231618#22 芯21587%11.2236.791618#20 芯20987%10.9135.771618#18 芯19587%10.1833.381672#26 芯22587%11.7538.521672#24 芯24587%12.7941.931672#22 芯20087%10.4434.231672#20 芯18587%9.6631.671672#18 芯15087%7.8325.671672#16 芯13087% 6.7922.261674#30 TS 16087%7.6825.181674#28 TS 23087%12.0139.381674#26 TS 23587%12.2740.231674#24 TS 23587%12.2740.231674#22 TS 23087%12.0139.381674#20 TS22087%11.4837.64版次:A 页数:第3页,共23页编制审核批准编制日期:2009年10月16日押出标准产能(WE Φ50)人机配置2人/台品名规格平均线速(米/分)操作率标准产量(1Hr)KMKFT1674#18 TS 20087%10.4434.231674#16 TS 17087%8.8729.081185#30 芯23087%11.0436.201185#28 芯26187%13.6244.661185#26 芯261 87%13.6244.661185#24 芯24887%12.9542.462854#30 芯23087%11.0436.202854#28 芯26187%13.6244.662854#26 芯26187%13.6244.662854#24 芯24887%12.9542.461691#30 芯23087%11.0436.201691#28 芯26187%13.6244.661691#26 芯26187%13.6244.661691#24 芯24887%12.9542.462791#30 芯23087%11.0436.202791#28 芯26187%13.6244.662791#26 芯26187%13.6244.662791#24 芯24887%12.9542.461354#30 芯23087%11.0436.201354#28 芯26187%13.6244.661354#26 芯26187%13.6244.661354#24 芯24887%12.9542.461533#30 芯23087%11.0436.20 1533#28 芯26187%13.6244.66 1533#26 芯26187%13.6244.66 1533#24 芯24887%12.9542.46 1533#22 芯23587%12.2740.231533#20 芯22487%11.6938.332547#30 芯22587%10.8035.412547#28 芯23487%12.2140.032547#26 芯23487%12.2140.032547#24 芯25087%13.0542.79版次:A 页数:第4页,共23页编制审核批准编制日期:2009年10月16日押出标准产能(WE Φ50)人机配置2人/台品名规格平均线速(米/分)操作率标准产量(1Hr)KMKFT2405#28 芯23087%12.0139.382405#26 芯24887%12.9542.462405#24 芯25087%13.0542.792464#28(1061)芯22087%11.4837.642464#26(1061)芯22587%11.7538.522464#24(1061)芯24587%12.7941.932464#22(1061)芯20087%10.4434.232464#18(1061)芯15087%7.8325.672464#28(1007)芯24387%12.6841.572464#26(1007)芯25587%13.3143.642464#24(1007)芯255 87%13.3143.642464#22(1007)芯20087%10.4434.232464#18(1015)芯10087% 5.2217.111365#30芯17087%8.1626.751365#28芯20987%10.9135.771365#26芯20987%10.9135.771365#24芯21087%10.9635.93RV (RV-90)0.22mm 20987%10.9135.77RV (RV-90)0.32mm 19587%10.1833.38RV (RV-90)0.42mm 17087%8.8729.08RVV 0.22mm 芯21587%11.2236.79RVV 0.32mm 芯20087%10.4437.23RVV 0.42mm 芯19587%10.1833.38。
产能分析表样本

產能平衡率:78.3%
標准人數﹕ 21人
PPH: 33PCS
WF-E1-011B 核 准﹕ 審 核﹕ 統 計﹕
能
分
析
表ห้องสมุดไป่ตู้
版 次﹕A
1小時產能 標准產量 10小時產量 12小時產量 標准時間 備 注 PCS/H 3.86 2.38 5.50 0.24 0.76 4.23 4.42 5.79 4.78 4.86 3.25 4.82 4.56 49.47 703 5625 7031 8438 932 1513 655 14795 4737 852 814 621 754 740 1106 747 789 PCS/8H 7453 12101 5238 118356 37895 6814 6510 4971 6029 5921 8851 5975 6310 PCS/10H 9317 15126 6547 147945 47368 8518 8137 6213 7536 7401 11063 7469 7888 PCS/12H 11180 18151 7856 177534 56842 10221 9765 7456 9043 8882 13276 8963 9465 以此工站為基准 由工站(7)協助 由工站(2)協助
產
產品种類﹕FPC 0.5 (1.2H)
NO 1 2 3 4 5 6 7 8 9 10 11 12 13 測試時間(Sec/PCS) 工序名稱 1 膠芯舌片品檢 裝舌片 插端子 端子壓合 折料帶 裝接地片 品檢一 翻舌片 CCD檢驗 平整度檢驗 端子偏斜檢驗 成品終檢 包裝 3.62 11.85 16.17 0.69 2.23 16.20 4.50 11.30 9.48 4.80 3.20 4.84 4.40 2 4.22 12.00 16.23 0.75 2.35 16.50 3.60 13.00 9.86 4.85 3.35 5.00 4.62 3 3.68 12.08 16.50 0.72 2.31 18.10 4.50 10.85 9.78 4.90 3.15 4.60 4.55 4 3.55 11.80 17.00 0.73 2.28 16.68 5.00 11.26 9.85 4.92 3.28 4.68 4.65 5 4.25 11.92 16.58 0.76 2.36 17.05 4.52 11.53 8.80 4.85 3.29 4.98 4.60 PCS 單位 (Sec/PCS) 3.86 11.93 16.50 0.73 2.31 16.91 4.42 11.59 9.55 4.86 3.25 4.82 4.56
生产线产能分析报告表

生产线产能分析报告表2-按生产线产能分析(仅供初始分析用,不考虑不同零件生产线之间的影响)Supplier Name: input the name & location of the supplier.Part(s) Name: input the part name based on the part contract. When the sheet applies to multiple parts, specify name of all the parts.Part(s) Number: input the Customer's part number (not the supplier's internal part number). When the sheet applies to multiple parts, specify number of all the parts. Contracted Capacity : input the CONTRACTED yearly and daily capacity.Increased Contracted Capacity: input the increased CONTRACTED yearly and daily capacity.生产线: 输入每条生产线的名称系统分配状态每周班次: 该生产线每周工作班次每天班次: 该生产线每天工作班次每班分钟:该生产线每班次总计时间(分钟)计划休息/午餐等时间: 每天由于休息、午餐、会议或任何其它计划内的活动而导致生产线停工的时间(分钟)工装更换时间: 每天由于工装更换、准备而导致的生产线停线状态时间(分钟)计划性维修保养时间: 每天用于生产线计划性维护保养的时间(分钟)计划外停线时间: 每天计划外的停线时间(分钟)系统能力状态为其它顾客分配的时间: 以分钟为单位每件节拍时间: 以秒为单位注:如果该生产线每个节拍内生产多个零件,则将所观测到节拍时间除以该节拍时间内生产的零件数量废品率: 该生产线的废品率(以百分比为单位,不要输入小数,如 5 或 0.05).累计废品率:+ The value of true scrap defaults to the % Scrap from the column to its left.+ 累计废品率为该生产线废品率和所有其后续生产线废品率之和+累计废品率应包括所有后续工序由于返修和返工等造成的损失每天新合同零件数量: 包括服务备件数量系统约束: 如果利用率大于90%,请用“X”标识工序后缓冲: enter the minimum and maximum parts in the buffer after this production line. If there are no buffers, enter 0.Run @ Rate Study ResultsRun @ Rate Actual OK parts produced: input the number of OK parts produced during the run @ rate study.Available Capacity > Contracted Capacity: If the available capacity of the system is greater than the contracted capacity, input "YES", otherwise input "NO".Run @ Rate Actual Scrap: input the number of parts scrapped during the run @ rate study.Run @ Rate Actual Downtime: input the downtime in minutes during the run @ rate study.表3-按工序产能分析1(仅供初始分析用,不考虑不同零件生产线之间的影响)表4-按工序产能分析2(仅供初始分析用,不考虑不同零件生产线之间的影响)以上两个表仅用于约束生产线分析用NOTE: MCBF and MTTR data are Optional (MUST input if simulation is required)MCBF: 停线间隔平均节拍 Mean Cycles Between Failures - 输入停线间隔平均产出品数量计算方法: 在一定时间内的产出产品数量除以停线次数MTTR: 平均每次停线时间 Mean Time To Repair - Input the average time required to return this failed workstation to normal working order. 计算方法:给定时间内停线时间(分钟)除以停线次数。
SMT产能分析表

0
0
0
12.76
13.92
357.28
382.8
5 S5线 0
0
1
0
0
0
0
1
0
0
22.0
24.0
616.0
660.0
合计
2
1
1
1
2
9
0.58
1
0.85 1.84 291.94 318.48
8174.32
8758.2
按 机 器 拆 算
结 论: 要 达 到 每
主板平均点数(点/台机器) 350点-双层单面板 580点-双层双面板 35点-无铅电源板
24.0
616.0
660.0
合计
2
1
1
1
1
3
0.58
1
0.85 0.92 139.7
152.4
3911.6
4191
主板平均点数(点/台机器)
面板及卡板平均点数(点/台机器)
日产能(台)
月产能(台)
按
机
350点-双层单面板
50点
3492.5 3810.0
97790.0
104775.0
器
拆
580点-双层双面板
1 S1线 1
0
0
0
1 1.5
0
0
0 0.92 53.24
58.08
1490.72
1597.2
2 S2线 1
0
0
1
0 1.5
0
0
0.85 0
51.7
56.4
1447.6
1551.0
3 S3线 0
SMT产能分析表
1 S1线 2
0
0
0
1 3.0
0
0
0 0.92 86.24
94.08
2414.72
2587.2
2 S2线 2
0
0
1
0 3.0
0
0
0.85 0
84.7
92.4
2371.6
2541
3 S3线 2
0
0
0
1 3.0
0
0
0 0.92 86.24
94.08
2414.72
2587.2
4 S4线 0
1
0
0
0
0
0.58
0
0
0
12.76
13.92
357.28
382.8
5 S5线 0
0
1
0
0
0
0
1
0
0
22.0
24.0
616.0
660.0
合计
2
1
1
1
2
9
0.58
1
0.85 1.84 291.94 318.48
8174.32
8758.2
按 机 器 拆 算
结 论: 要 达 到 每
主板平均点数(点/台机器) 350点-双层单面板 580点-双层双面板 35点-无铅电源板
1 S1线 1
0
0
0
1 1.5
0
0
0 0.92 53.24
58.08
1490.72
1597.2
2 S2线 1
0
0
1
0 1.5
0
0
0.85 0
51.7
SMT产能分析表
24.0
616.0
660.0
合计
2
1
1
1
1
3
0.58
1
0.85 0.92 139.7
152.4
3911.6
4191
主板平均点数(点/台机器)
面板及卡板平均点数(点/台机器)
日产能(台)
月产能(台)
按
机
350点-双层单面板
50点
3492.5 3810.0
97790.0
104775.0
器
拆
580点-双层双面板
0
0
0
12.76
13.92
357.28
382.8
5 S5线 0
0
1
0
0
0
0
1
0
0
22.0
24.0
616.0
660.0
合计
2
1
1
1
2
9
0.58
1
0.85 1.84 291.94 318.48
8174.32
8758.2
按 机 器 拆 算
结 论: 要 达 到 每
主板平均点数(点/台机器) 350点-双层单面板 580点-双层双面板 35点-无铅电源板
20点
2328.34 2540.0
65193.5
69850.2
算
35点-无铅电源板
35点
外发贴片
(注明:设备产能点数已折算了换料、异常等问题,为实际评估的产能)
表(2):SMT预设机器状况
SMT 产能评估分析表(2)
序线 号别
机器、设备数量
设备时产能(万点/H)
日产能(万点) 月产能
SMT产能分析表
24.0
616.0
660.0
合计
2
1
1
1
1
3
0.58
1
0.85 0.92 139.7
152.4
3911.6
4191
主板平均点数(点/台机器)
面板及卡板平均点数(点/台机器)
日产能(台)
月产能(台)
按
机
350点-双层单面板
50点
3492.5 3810.0
97790.0
104775.0
器
拆
580点-双层双面板
0
0
0
12.76
13.92
357.28
382.8
5 S
1
0
0
22.0
24.0
616.0
660.0
合计
2
1
1
1
2
9
0.58
1
0.85 1.84 291.94 318.48
8174.32
8758.2
按 机 器 拆 算
结 论: 要 达 到 每
主板平均点数(点/台机器) 350点-双层单面板 580点-双层双面板 35点-无铅电源板
面板及卡板平均点数(点/台机器) 50点 20点 35点
日产能(台)
月产能(台)
7,298.5 7,962.0 204358.0 4,865.7 5,308.0 136,239.6
外发贴片
222926.0 145,971.0
1 S1线 1
0
0
0
1 1.5
0
0
0 0.92 53.24
58.08
1490.72
1597.2
电缆厂产能统计表模板.xls
今天是:2019年10月1日【星期二】
工序 框绞 绝缘 交联 成缆
机台 6盘
标准 产能/h
800
白班标 准产能
/h
8800
夜班标 准产能
/h
0
标准 日产能
8800
白班生 产时间
白班实 际产量
白班实 际小时
产量 #DIV/0!
8盘
800 8800
0
8800
#DIV/0!
0
17600
0
0 #DIV/0!
交联机 270 2970 3510 6480
#DIV/0!
3+2-1 150 1650 1650 3300
#DIV/0!
3+2-2 150 1650 1650 3300
#DIV/0!
3+2-3 150 1650
0
1650
#DIV/0!
铠装 150
0
0
0
#DIV/0!
屏蔽 300
0
0 #DIV/0!
#DIV/0! #DIV/0! 0
0 #DIV/0! #DIV/0! 0.00%
#DIV/0!
#DIV/0! #DIV/0! 0
0 #DIV/0! #DIV/0! 0.00%
#DIV/0!
#DIV/0! #DIV/0! 0
0 #DIV/0! #DIV/0! 0.00%
0
0 #DIV/0!
0 #DIV/0! #DIV/0! 0.00%
#DIV/0!
#DIV/0! 0.00%
0
0 #DIV/0! #DIV/0! 0.00%
#DIV/0!