工厂异常处理反馈表
生产异常处理报告
日期:客户: 流水编号:
订单编号
型号规格
客户型号
订单数量
抽检数量
不良比率
不良发生频率: 口初次发生 □连续发生 口多次发生
不良发生时间
异常性质: □特急 口紧急 □不紧急
不良现象描述:
反馈人员: 品质确认:
PMC意见:
以下由PE工程师分析原因后责任单位填写临时对策和预防措施
不良原因分析:
原因类别:口来料不良 口作业不良 口设计缺陷 负责人签字、日期:
临时对策:
责人签字、日期:
研发部意见:
负责人签字、日期:
品质部意见:
负责人签字、日期:
生产部意见:
物料损耗:
工时损耗:
负责人签字、日期:
是否可以结案:□是 □否 □其它
总经理签字、日期:
生产异常反馈单完整版

2、原因分析:
确认: 审核:
责任部门填写
3、临时或立即改善解决方案:
确认: 审核:
4、最终处理结果:
确认:审核:
5、防止再次发生解决方案:
确认: 审核:
反馈流程:
1、生产组长在发生生产异常时应立即报告车间主管,并通知现场技术或品质人员进行确认,以及提交【生产异常反馈单】。
2、各部门在接到【生产异常反馈单】后应及时进行原因分析和采取改善方案,及时解决或改善异常问题以保障正常生产。
生产异常反馈单
生产异常反馈单
生产订单
产品型号
物料名称
反馈部门
发生时间
反馈人
数量
不良数
不良率
影响度
较严重 一般轻微
待工人数
停工人数
停工时间
异常工时
异常类型
计划异常
设备异常
物料异常
工艺异常
其它
1、异常情况描述:
确认:审核:
原因分析与建议
材料/零件来料不良 设备模具异常
作业人员操作不当
工艺问题
设计问题
质量问题
特殊事件处理情况汇报表
特殊事件处理情况汇报表
尊敬的领导:
根据公司制定的特殊事件处理流程,我向您汇报以下特殊事件处理情况:
1. 事件描述:
本月初,公司某生产车间发生了一起设备故障事故,导致生产线停摆,影响
了正常生产进度。
2. 处理过程:
首先,我们立即启动了应急预案,通知相关人员进行现场处置,并及时报告
了上级领导。
随后,我们组织了专业维修人员对设备进行了紧急维修,确保了设备的快速恢复运转。
同时,我们安排了其他生产线加班加点进行生产,以弥补因故障停摆导致的生产损失。
3. 影响分析:
经过初步分析,此次设备故障事故导致了生产线停摆约6小时,共计损失生
产产值100万元。
同时,由于紧急维修所需的费用以及加班加点生产所带来的成本增加,公司本月的生产成本也将出现一定程度的增加。
4. 效果评估:
经过我们的紧急处理,设备故障事故得到了及时有效的解决,生产线恢复运转,生产进度也得到了弥补。
同时,我们也在事后对设备进行了全面的检查和维护,确保了设备的稳定运行。
5. 改进措施:
针对此次设备故障事故,我们将进一步加强设备的定期检查和维护工作,提高设备的稳定性和可靠性。
同时,我们也将完善应急预案,提高员工的应急处理能力,以应对类似事件的发生。
总结:
通过此次特殊事件的处理,我们不仅及时有效地解决了设备故障事故,保障了生产进度,也总结了经验教训,为今后类似事件的处理提供了宝贵的经验。
我们将继续努力,做好各项应急预案的落实和改进工作,确保公司生产经营的稳定和顺利进行。
特此汇报。
此致。
敬礼。
质量异常反馈处理单
5.说明书(Operation manual ):□不更改(No-modification)□更改(Modification)
6.是否加入研发规范:□否□是:具体《》
7.是否作为测试项添加入《温控器功能测试规范》:□否□是:月日已执行。执行人签名:
1.库存及在途物料(Stock and online material):□用完为止(Use off)□呆料(Keep as stock)□
2.售出产品(Sold out products):□不处理(No-modification)□
3.库存产品(Products in stock):□不处理(No-rework)□返工(Rework):转待返工仓,单号:
质量异常反馈处理单Quality Abnormal Feedback Report
填报日期(Report date):编号(No.):
产品名称
Product
品名规格
Specification
制令号
LotNo.
填单日期
Data
填写人
Duty
发现人
Discoverer
发现部门
DiscoverDept.
发现岗位
措施是否有效:□是□否
反馈人员(worker):
追踪确认
Tracing confirmation
追踪情况:
1.库存及在途物料处理:
2.□返工已执行□不需返工
3.说明书:□已更改□不需更改
4.索赔:□不必索赔□索赔已经到账
5.其它:
追踪人签名/日期:追踪人:品管:
(Tracking somebody)(QC)
品质异常反馈单处理模板
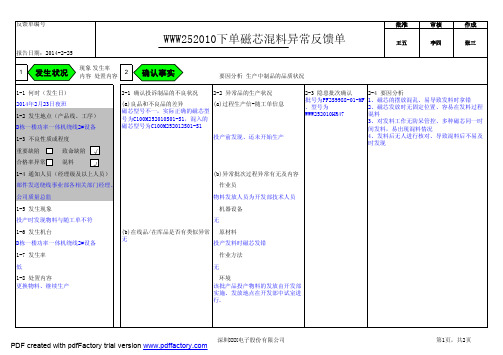
1、磁芯发放后有专门的人员进行磁芯核对 2014-2-25
3-3 步
5 WHY分析 骤 Why1 为什么会混料
发生原因 投产发料时发错
Why3 为什么区域无划分、 为什么发料会发错料 作业无指示、工作无 确认 物料摆放区域及发放 对一项工作的开展、 区域无防混划分,发 实施,从生产流程上 料工作无防呆作业指 、管理系统上的考虑 示、发料后无人进行 欠缺
反馈单编号
批准
审核
李四
作成
张三
WWW252010下单磁芯混料异常反馈单
报告日期:2014-2-25 1
王五
发生状况
现象 发生率 内容 处置内容
2
确认事实
要因分析 生产中制品的品质状况 2-2 异常品的生产状况 2-3 隐患批次确认 批号为PF2S9988-01-MF 、型号为 WWW252010HR47 2-4 要因分析 1、磁芯的摆放混乱、易导致发料时拿错 2、磁芯发放时无固定位置、容易在发料过程 混料 3、对发料工作无防呆管控、多种磁芯同一时 间发料,易出现混料情况 4、发料后无人进行核对、导致混料后不易及 时发现
Why2
Why4 Why5 教训(从此次投诉中受到何等启发) 为什么会出现生产流 为什么没有对工作的 开展一项工作需要在流程上、管理上进行系统性的规划、 程及管理系统上考虑 开展实施进行系统性 落实及跟进,只有这样才能使工作中出错少、产品隐患少 欠缺的问题 的规划、落实、跟进 、客户投诉少. 未对工作开展实施进 工作经验不足、工作 行系统性的规划、落 思路不清晰 实及跟进
PDF created with pdfFactory trial version
深圳XXX电子股份有限公司
第1页,共2页
品质异常反馈单

品保: 生管: 工程:
发生频率:□首次 □重复 责任单位/人
工时损耗: 改善跟踪
结案说明
最终判定: □结案
工程: 生管:
□未结案
品保主管:
总经理:
日期: 品名规格
XXX服饰制造有限公司
品质异常反馈单
料号
制令单号
工单数量
文件编号:
交期
开立单位/人
异常描述:图一分型面毛边 / 图二外观段差 / 图三、四杂色 / 图五拼接缝隙
抽样数/不良数:
不良率:
临时对策
以下由工程/品保/生管共同制定
异常工单/物料
在制物料
ቤተ መጻሕፍቲ ባይዱ
库存物料
原因分析 分析部门/人:
长期改善措施 责任单位
产品质量异常反馈单

3.防止不良再流出对策
暂定
暂定
恒久
恒久
生产现场不良流出防止对策
生产现场防止不良再现对策:
改善后第一次检查确认年月日
改善后第二次检查年月日
检查数:
不良台数
不良程度
检查数:
不良台数
不良程度
NO
不良内容
严重
一般
轻微
NO
不良内容
严重
一般
轻微
确认:
跟踪人:
确认:
跟踪人:
备注:
文件的更改:作业指导书生产流程图检验指导书其他()
质量异常反馈记录表
产品名称:
批号:
数量:
产品编号:
检验员:
检验日期:
联络部门/公司名称
造成损失:有无
要求回复日期:
批准:
检查数:
台数
不良描述(可附简图)
NO
不良内容
严重
一般
轻微
1.原因分析:
A、技术上的问题
B、产品零件的问题
C、工程ቤተ መጻሕፍቲ ባይዱ设计上的问题
D、指导者/作业者的问题
E、管理体制的问题
F、其它
最终检查其流出原因:
注:可以附加说明页
售后服务部-生产质量管理异常报告表
售后服务部-生产质量管理异常报告表
一、异常情况描述
售后服务部在最近的产品质量检查中发现了以下问题:
1.部分产品在交付给客户后出现功能故障,影响客户正常使用;
2.客户反馈产品外观存在瑕疵,严重影响产品美观度;
3.存在少量产品装配不到位,导致使用过程中产生异响。
售后服务部对以上问题进行了跟进调查,并拟定了相应的解决方案。
二、解决方案
1. 功能故障
针对功能故障的产品,将进行全面排查和测试,并针对不同故障情况采取相应
维修措施,确保产品功能完好。
2. 产品外观瑕疵
针对外观瑕疵的产品,售后服务部将改进生产流程,加强对产品外观质量的把控,确保每一台产品的外观符合标准。
3. 装配质量问题
售后服务部将对装配流程进行重新检查和培训,确保每一道工序都符合质量要求,避免因装配不到位而导致的问题。
三、改进措施
1.加强与生产部门的沟通,及时反馈售后服务部发现的质量问题,共同
寻找提升质量的解决方案;
2.建立完善的产品质量管理体系,包括从原材料采购、生产过程控制到
最终产品检验的全流程质量管理,提高产品整体质量水平;
3.定期组织培训,提升售后服务部门员工的产品知识和质量管理意识,
确保能够及时有效地处理各类质量问题。
四、总结与展望
售后服务部将持续关注产品质量管理情况,加强内部协作,不断改进工作流程,提升产品质量满足客户需求,为企业发展保驾护航。
同时,售后服务部也将继续倾
听客户反馈意见,不断优化服务,提升客户满意度,为客户提供更好的产品和服务体验。
以上为售后服务部-生产质量管理异常报告表,请相关同事认真审阅,并根据具体情况及时落实改进措施。
生产异常反馈单
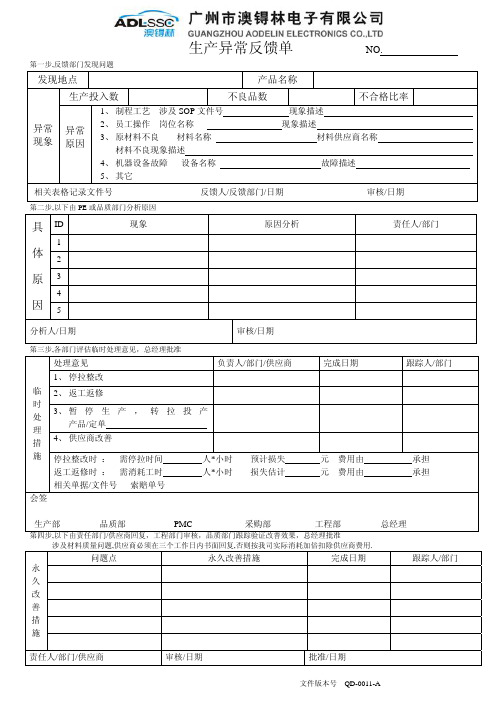
生产异常反馈单 NO.
文件版本号 QD-0011-A
第一步,反馈部门发现问题
发现地点
产品名称
生产投入数
不良品数
不合格比率
异常现象 异常原因
1、 制程工艺 涉及SOP 文件号 现象描述
2、 员工操作 岗位名称 现象描述
3、 原材料不良 材料名称 材料供应商名称
材料不良现象描述 4、 机器设备故障 设备名称 故障描述 5、 其它
相关表格记录文件号 反馈人/反馈部门/日期 审核/日期
第二步,以下由PE 或品质部门分析原因
ID 现象 原因分析
责任人/部门
1 2 3 4 具体原因
5
分析人/日期
审核/日期
第三步,各部门评估临时处理意见,总经理批准
处理意见 负责人/部门/供应商 完成日期 跟踪人/部门 1、 停拉整改 2、 返工返修
3、 暂停生产,转拉投产
产品/定单 4、 供应商改善
临时处理措施
停拉整改时 : 需停拉时间 人*小时 预计损失 元 费用由 承担 返工返修时 : 需消耗工时 人*小时 损失估计 元 费用由 承担 相关单据/文件号 索赔单号
会签
生产部 品质部 PMC 采购部 工程部 总经理
第四步,以下由责任部门/供应商回复,工程部门审核,品质部门跟踪验证改善效果,总经理批准
涉及材料质量问题,供应商必须在三个工作日内书面回复,否则按我司实际消耗加倍扣除供应商费用.
问题点
永久改善措施
完成日期
跟踪人/部门
永久改善措施
责任人/部门/供应商 审核/日期
批准/日期。
质量异常反馈单

不良原因分析:
1.5W2H问题分析技术描述。
责任人/日期:确认/日期:
改善对策:
1.纠正措施:(产品、设计、工艺、检验、人员)
A、产品纠正:原材料、在途物料、库存材料、半成品、产成品
B、设计纠正:产品纠正、文件更改、工艺纠正、材料或BOM纠正
C、检验:标准规范纠正、作业纠正、使用工装仪器仪表等。
北京为华新光电子有限公司
质量异常反馈单
编号
RC-QM-55-F01
版本/更改状态
C/0
序号
责任单位/部门
过程
□进料□制程□成品
发生
频次
□1次□2次
□3次以上
名称规格型号版本/图号来自批 量抽样数量
不合格数量
不合格率%
不合格等级
□一般
□严重
不合格事实陈述:
在哪个生产任务单下、生产哪个规格型号版本产品发现什么不合格项(不合格现象),不合格数量多少、不合格率多少;或在哪个生产任务单下、生产哪个规格型号版本产品中什么规格型号物料发现什么不合格项(不合格现象),不合格数量多少、不合格率多少;或进货检验发现什么规格物料(外协加工需要有图号说明图号)发现什么不合格项(不合格现象),不合格数量多少、不合格率多少;或哪个客户,出现多少不合格品、不合格现象等。要求内容清晰明确。
2.预防措施:
1、设计预防
2、工艺预防
3、材料预防
4、人员、设施预防
责任人/日期:确认/日期:
验证结果:
责任人/日期:确认/日期:
质量异常反馈单
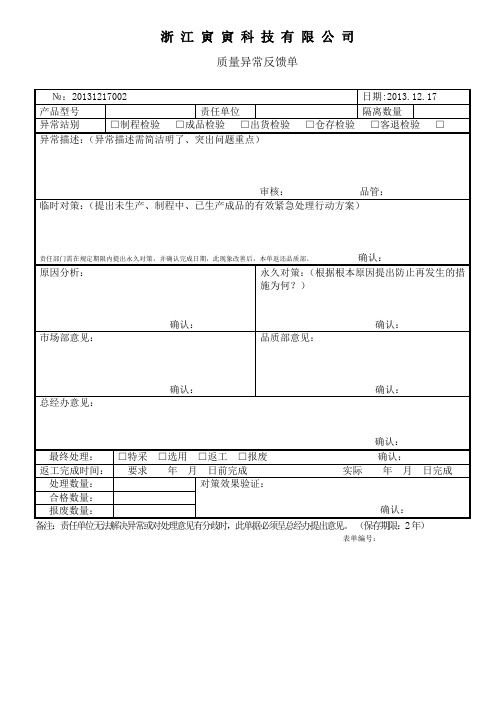
质量异常反馈单
№:20131217002
日期:2013.12.17
产品型号
责任单位
隔离数量
异常站别
□制程检验□成品检验□出货检验□仓存检验□客退检验□
异常描述:(异常描述需简洁明了、突出问题重点)
审核:品管:
临时对策:(提出未生产、制程中、已生产成品的有效紧急处理行动方案)
责任部门需在规定期限内提出永久对策,并确认完成日期,此现象改善后,本单返还品质部。确认:
原因分析:
确认:
永久对策:(根据根本原因提出防止再发生的措施为何?)
确认:
市场部意见:
确认:
品质部意见:
确认:
总经办意见:
确认:
最终处理:
□特采□选用□返工□报废确认:
返工完成时间:
要求年月日前完成实际年月日完成
处理数量:
对策效果验证:
确认:
合格数量:
报废数量:
备注:责任单位无法解决异常或对处理意见有分歧时,此单据必须呈总经办提出意见。(保存期限:2年)
表单编号:
生产异常反馈表,统计表

确定异常处理完成时 间(年月日时分)
生管办:
接收时间:年 异常发生 时间 异常鉴定 部门 生 批产 示总 监
月
日
时
分 影响出 勤人数 鉴定意
分
异常结案时 间
鉴定人
影响总工时 损失金额
【标准】: 1 、 生产异常处理表单流向:异常部门→责任部门→厂办; 2、品质异常或批量质量事故、批量(按班组30%以上)人员请假或旷工、浆釉料一定时期内的异常变化、新装模具不能按时上浆。 3、异常发生后,生产车间应立即组织相关责任部门或人员到异常发生地点现场处理问题,责任人10分钟到现场处理异常.,不得有任何理由推托,没在公 司的可委托人员代理,就异常问题现场制定应对措施,不能够现场立即处理的,由异常部门填写《生产异常处理单》与责任部门,各相关责任部门在现场 确认处理完成时间并将承诺的异常完成处理时间填写在《生产异常处理单》上;各相关责任部门按现场的应急处理措施或规定完成时间执行,由异常部门 跟进,异常按期处理完成后交厂办调度处统计、结案。 4、如果生产异常提交直属部门或协办部门无法按期完成的,将《生产异常处理单》提交厂办组织相关部门处理或逐级上报公司高层。 5、本着预防为主的原则,当车间人员、浆料、设备、模具等一切生产资料在一定时期内出现的异常变化,也应视作异常状况进行处理,并及时将异常发生 的起始时间、异常发生的原因分析、异常发生后的影响和应对措施及时上报厂办。 5、异常部门对停工时间和异常数据进行统计并交责任部门签字确认;由异常部门负责人把经过双方确认的《生产异常反馈单》于第二日10:00前交厂办计 划员,并由计划员对生产异常原因分类,每周进行统计,在管理变革周例会上公布。 【制约】: 、车间主任每天检查生产车间异常填报情况。 2、厂办不定期检查生产车间异常填报与处理情况。 3、稽核部不定期检查生产车间异常填报与处理情况。 【责任】: 、未按要求填报《生产异常处理单》的,处罚责任人5元/次。 2、接到异常通报后,未及时采取纠正与预防措施的,处罚责任人10元/次。 3、对于未按要求及时处理异常情况导致重大生产事故的,将依照公司相关制度给予从严处理。 4、所有生产异常由异常部门联络单未提交厂办生产调度结案的,处罚责任人10元/次 1
车间每日生产异常信息反馈表(2月20日更新)
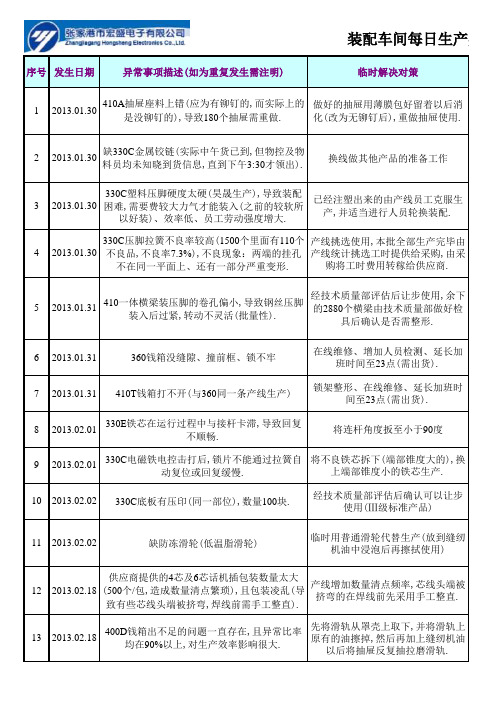
12013.01.30410A抽屉座料上错(应为有铆钉的,而实际上的是没铆钉的),导致180个抽屉需重做.做好的抽屉用薄膜包好留着以后消化(改为无铆钉后),重做抽屉使用.22013.01.30缺330C金属铰链(实际中午货已到,但物控及物料员均未知晓到货信息,直到下午3:30才领出).换线做其他产品的准备工作32013.01.30330C塑料压脚硬度太硬(昊晟生产),导致装配困难,需要费较大力气才能装入(之前的较软所以好装)、效率低、员工劳动强度增大.已经注塑出来的由产线员工克服生产,并适当进行人员轮换装配.42013.01.30330C压脚拉簧不良率较高(1500个里面有110个不良品,不良率7.3%),不良现象:两端的挂孔不在同一平面上、还有一部分严重变形.产线挑选使用,本批全部生产完毕由产线统计挑选工时提供给采购,由采购将工时费用转稼给供应商.52013.01.31410一体横梁装压脚的卷孔偏小,导致钢丝压脚装入后过紧,转动不灵活(批量性).经技术质量部评估后让步使用,余下的2880个横梁由技术质量部做好检具后确认是否需整形.62013.01.31360钱箱没缝隙、撞前框、锁不牢在线维修、增加人员检测、延长加班时间至23点(需出货).72013.01.31410T钱箱打不开(与360同一条产线生产)锁架整形、在线维修、延长加班时间至23点(需出货).82013.02.01330E铁芯在运行过程中与接杆卡滞,导致回复不顺畅.将连杆角度扳至小于90度92013.02.01330C电磁铁电控击打后,锁片不能通过拉簧自动复位或回复缓慢.将不良铁芯拆下(端部锥度大的),换上端部锥度小的铁芯生产.102013.02.02330C底板有压印(同一部位),数量100块.经技术质量部评估后确认可以让步使用(Ⅲ级标准产品)112013.02.02缺防冻滑轮(低温脂滑轮)临时用普通滑轮代替生产(放到缝纫机油中浸泡后再擦拭使用)122013.02.18供应商提供的4芯及6芯话机插包装数量太大(500个/包,造成数量清点繁琐),且包装凌乱(导致有些芯线头端被挤弯,焊线前需手工整直).产线增加数量清点频率,芯线头端被挤弯的在焊线前先采用手工整直.132013.02.18400D钱箱出不足的问题一直存在,且异常比率均在90%以上,对生产效率影响很大.先将滑轨从罩壳上取下,并将滑轨上原有的油擦掉,然后再加上缝纫机油以后将抽屉反复抽拉磨滑轨.。
生产异常状况处理表模板
编号: 日期:
部门
编号
日期
订单编号
拟完成日期
产品名称
实际完成日期
异常
原因
停电
设备故障
待原料
等物料
人力不足
质量异常
流程异常
设计问题
其他
具体
原因分析
拟定
处理对策
批示
生产管理
部门意见
备注
主管: 车间主任: 组长:
生产异常状况处理表模板
编号: 日期:
部门
编号
日期
订单编号
拟完成日期
产品名称
实际完成日期
异常
原因
停电
设备故障
待原料
等物料
人力不足
质量异常
流程异常
设计问题
其他
具体
原因分析
拟定
处理对策
批示
生பைடு நூலகம்管理
部门意见
备注
主管: 车间主任: 组长:
制程材料异常反馈单

年
生产线别:
月日
XX有限公司
制程材料异常反馈单
产品名称:
部件料号:
生产日期: 异常描述:
使用数量:
不良数量:
报告编号: 部件厂商: 缺陷类别:
发生地:
提报者:
确认:
审核:
原因分析:□人为疏失; □设备故障; □方法错误; □来料不良; □其它
责任单位: 临时对策:
分析者:
审核:
对策执行协助单位: 永久对策:
对策者:
审核:
对策执行协助单位: 确认对策状况:
对策者保; □组装; □SMT; □工程; □仓库; □采购; □生管; □木工; □注塑; □喷涂;
发出单位填写:
1、可否结案:□是; □否;
2、结案依据:□直接结案; □依据
结案,其编号:
。