品质检验2
纺织标准与检验2第二章纺织原料的检验
第一节 纺织纤维的理化检验方法和原理 3.预处理
方法:选用石油醚或水萃取,以去除试样中夹带的油脂、 蜡质、尘土或其它会掩盖纤维特征的杂质。
一般对染色纤维中的染料,可视为纤维的一部分,不必去 除。若染料会干扰鉴别,则应采取任何方法去除,但不得改 变纤维的性质,然后将试样烘干后再进行鉴别。
纺织标准与检验2第二章纺织原料的 检验
称重时环境条件? 非标准大气条件
需修正,计算
30℃;80%
Go=44.89g
Gs=?
Gs=Go×(1+C)
通入空气相对湿度,80%
查书78页表6-4
C=a(1-6.58×10-4×e•r)
查GB9995附录 A2
纺织标准与检验2第二章纺织原料的 检验
第一节 纺织纤维的理化检验方法和原理
(3)待一种组分的纤维充分溶解后,将剩余的纤维用已知重量的玻璃 滤器过滤,并用少量(2)中所用同温度、同浓度的化学试剂洗涤3次, 再用蒸馏水连续清洗剩余纤维2~3次,用指示剂检查呈中性为止,每次 洗后必须用真空泵抽吸排液。
(4)将剩余的纤维烘干、冷却、再称重。
(5)按公式进行计算。(计算公式p74-75)
(2)间接测定法——电阻法、介电常数法、介电损耗法等。
相关标准:
• GB/T 9995—1997 纺织材料含水率和回潮率的测定 烘箱干燥法
• GB/T 6102.1—2006 原棉 烘箱法
• GB/T 6102.2—85 原棉 电测器法
• GB/T 6500—86 羊毛 烘箱法
纺织标准与检验2第二章纺织原料的 检验
羊毛溶于2.5%NaOH溶液中。
⑥溶解棉、麻、粘胶一般用75%硫酸。
纺织标准与检验2第二章纺织原料的 检验
灯具品质检验标准
灯具品质检验标准
一、安全性
1. 耐电压测试:在灯具上施加高于额定电压的电压,以检验灯具是否符合安全标准。
2. 泄漏电流测试:测量灯具在接通电源时的漏电流,以确保灯具在使用过程中不会对人体产生危害。
3. 防护等级测试:检验灯具的防水、防尘等性能,确保其在特定环境下能够正常工作。
二、发光效率
1. 光通量测试:测量灯具在特定电压和电流条件下的光通量,以评估其发光效率。
2. 功率因数测试:测量灯具的功率因数,以评估其对电力系统的负荷影响。
三、颜色偏差
1. 色温测试:测量灯具在不同温度下的色温,以评估其颜色偏差程度。
2. 显色指数测试:测量灯具在不同颜色下的显色指数,以评估其对物体颜色的还原能力。
四、外观质量
1. 外观检查:检查灯具表面是否平整、无划痕、无气泡等缺陷。
2. 材质检查:检查灯具所使用的材料是否符合设计要求,如耐热、耐寒、抗腐蚀等。
五、耐候性
1. 耐高温测试:将灯具放置在高温环境下,测试其性能是否稳定。
2. 耐低温测试:将灯具放置在低温环境下,测试其性能是否稳定。
3. 耐湿度测试:将灯具放置在高湿度环境下,测试其性能是否稳定。
六、寿命
1. 累计工作时间测试:测量灯具在额定电压和电流条件下的累计工作时间,以评估其寿命。
2. 疲劳测试:模拟灯具在实际使用过程中所承受的疲劳负荷,以检验其寿命和可靠性。
七、符合相关标准
1. 检验灯具是否符合国家或行业相关标准,如ISO认证、质量检测报告等。
2. 检验灯具是否符合设计要求,如结构、性能、外观等。
鸡屠宰肉品品质检验规程

鸡屠宰肉品品质检验规程
一、外观检查
1.检查鸡肉表面是否完整,无破损、无淤血、无异色。
2.观察鸡肉是否有粘稠物、异味或异常的气味。
二、颜色评估
1.新鲜鸡肉的颜色应为浅粉色或浅黄色,有光泽。
2.如果鸡肉颜色过深或过浅,可能是不新鲜的迹象。
三、质地判断
1.新鲜鸡肉的质地应具有一定的弹性和肉质感,不应过于软或硬。
2.检查鸡肉是否有淤血或硬块。
四、脂肪状况观察
1.新鲜鸡肉的脂肪应为白色或淡黄色,且分布均匀。
2.检查脂肪是否有异味或变色。
五、肌肉纤维观察
1.新鲜鸡肉的肌肉纤维应细腻,不易撕开。
2.如果肌肉纤维粗大或断裂,可能是鸡肉不新鲜。
六、粘性测试
1.用手指轻轻按压鸡肉表面,新鲜鸡肉应有一定的粘性。
2.如果鸡肉表面过于干燥或无粘性,可能是不新鲜的。
七、肉汤评估
1.将鸡肉切成小块煮汤,观察汤的颜色和清澈度。
2.新鲜鸡肉煮出的汤应为淡黄色,清澈透明。
3.如果汤色浑浊或带有异味,可能是鸡肉不新鲜。
八、细菌检测
1.使用专业的细菌检测设备或试剂,对鸡肉进行细菌检测。
2.根据检测结果判断鸡肉是否符合卫生标准。
九、化学残留检测
1.使用专业的化学残留检测设备或试剂,对鸡肉进行化学残留检测。
2.根据检测结果判断鸡肉是否符合食品安全标准。
装饰材料质量保证措施材料进场二次检验制度
装饰材料质量保证措施材料进场二次检验制度前言装饰材料质量保证是室内装饰设计的重要环节。
为确保装饰材料的质量,满足用户的需求,实施指定的二次检验制度是至关重要的。
本文将介绍装饰材料质量保证措施之一:材料进场二次检验制度。
一、材料进场检验材料进场检验是保证装饰材料质量的首要措施。
在进场检验过程中,检验人员应该对材料的各项指标进行检测,其中包括材料的分类、规格、耐久度、密度、硬度、强度等方面。
对于每一批次的进场材料,要依据相应的检验标准和规定进行评估。
二、材料进场二次检验制度材料进场二次检验是在材料进场检验的基础上进行的检测措施。
通过二次检验,可以更好地掌握材料的质量,及时发现存在的问题,并加以处理,确保材料在使用过程中的稳定性和安全性。
1. 二次检验的对象在材料进场二次检验制度中,需要对所有通过进场检验的材料进行二次检验。
2. 二次检验的标准二次检验要依照相应的标准进行。
在二次检验的过程中,要主要把关材料的密度、硬度、强度、尺寸等方面。
在发现材料存在质量问题时,应及时进行记录,并要求供货商对存在问题的材料进行更换和处理。
3. 二次检验的时间为了保证材料的质量,应在材料进场后的第7至15个工作日内进行二次检验,并将检验结果及时反馈给供货商。
4. 二次检验的方法二次检验的方法可以采用现场检验、送样检验等形式,具体方法要根据不同的材料而定。
现场检验应该对材料的表面光洁度、无色差、厚度、硬度等方面进行检测。
送样检验则应将样品送往专业检测机构或检验中心检验。
三、材料进场二次检验制度的意义材料进场二次检验制度的实施对于保证装饰工程项目的实施质量、提高装饰行业的生产效益和服务质量都起到了重要的作用。
具体意义如下:1. 减少装饰工程质量问题的发生材料进场二次检验制度可以及时检测进场材料的质量问题,并及早发现和处理问题,降低装修工程质量问题发生的风险。
2. 提高装饰工程质量材料进场二次检验制度可以对进场材料进行详细检测,查明材料的质量状况,并在施工过程中控制材料的质量,从而提高装饰工程的整体质量。
允收品质水平AQL(2级检验标准)
151~280 32
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
281~500 50
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
501~1200 80
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
1201~3200 125
批量
样
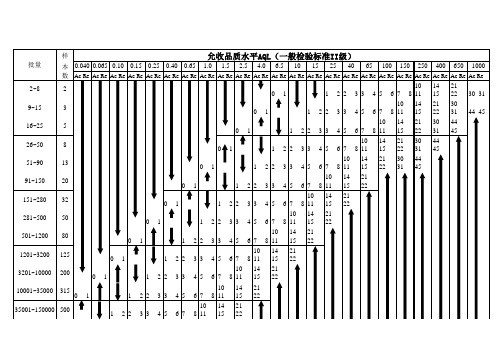
允收品质水平AQL(一般检验标准II级)
本 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000
数 Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
2~8
2
01ห้องสมุดไป่ตู้
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22 30 31
9~15
3
01
10 14 21 30 1 2 2 3 3 4 5 6 7 8 11 15 22 31 44 45
16~25
5
01
10 14 21 30 44 1 2 2 3 3 4 5 6 7 8 11 15 22 31 45
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
3201~10000 200
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
品质检查报告

品质检查报告一、检查范围。
本次品质检查报告的检查范围包括产品的设计、原材料采购、生产制造、包装运输等全过程。
其中,产品的设计是否符合客户需求和标准规范,原材料采购是否符合质量要求,生产制造过程是否符合工艺流程和标准操作规程,包装运输是否符合保护产品的要求等都将被列入检查范围。
二、检查内容。
1. 设计检查,对产品设计文件进行全面审查,包括产品结构、功能、外观等是否符合客户需求和标准规范,设计文件是否清晰完整,是否存在设计缺陷等方面进行检查。
2. 原材料检查,对原材料的供应商进行评估,并抽样检验原材料的质量,包括外观、尺寸、化学成分、力学性能等方面进行检查。
3. 生产制造检查,对生产制造过程进行现场检查,包括生产设备的运行情况、操作人员的操作规范、生产过程中是否存在不合格品混入等方面进行检查。
4. 包装运输检查,对产品的包装方式和包装材料进行检查,包括包装是否完整、牢固、符合运输要求,运输过程中是否存在振动、碰撞等不利于产品保护的情况。
三、检查结果。
1. 设计检查结果,产品设计文件清晰完整,符合客户需求和标准规范,未发现设计缺陷。
2. 原材料检查结果,原材料质量良好,符合质量要求,未发现不合格原材料。
3. 生产制造检查结果,生产设备运行稳定,操作人员操作规范,未发现不合格品混入。
4. 包装运输检查结果,产品包装完整牢固,符合运输要求,未发现运输过程中产品受损情况。
四、改进措施。
1. 设计改进,加强与客户的沟通,及时了解客户需求,优化产品设计,提高产品的竞争力。
2. 原材料管理改进,加强对原材料供应商的管理,建立完善的原材料采购验收制度,确保原材料质量稳定可靠。
3. 生产制造改进,加强对生产工艺的管理,严格执行标准操作规程,加强对生产过程的监控,确保产品质量稳定可靠。
4. 包装运输改进,优化包装方式和包装材料,加强对运输过程的监控,确保产品在运输过程中不受损。
五、总结。
本次品质检查报告对产品的质量进行了全面的检查,发现了一些存在的问题,并提出了改进措施。
品质检查模板

品质检查模板标题:品质检查模板引言概述:品质检查是确保产品或服务符合规定标准的重要环节。
为了提高检查效率和准确性,使用品质检查模板是必不可少的。
本文将介绍品质检查模板的重要性以及其五个主要部分。
一、检查项目1.1 产品规格检查- 检查产品的尺寸、重量、颜色等规格是否符合要求。
- 检查产品的标识是否清晰可见,并与规定标准一致。
- 检查产品的包装是否完好无损。
1.2 材料质量检查- 检查产品所使用的原材料是否符合质量要求。
- 检查原材料的供应商是否有相关认证,并进行必要的材料追溯。
- 检查原材料的储存条件是否符合标准,避免受潮、变质等问题。
1.3 工艺流程检查- 检查生产过程中的每个环节是否按照规定的工艺流程进行。
- 检查生产设备的运行状态是否正常,设备是否定期维护保养。
- 检查生产操作人员是否按照标准操作,是否具备相关技能和培训。
二、检查方法2.1 抽样检查- 根据产品的生产批次和规模,确定合适的抽样数量和抽样方法。
- 对抽样产品进行全面检查,确保产品质量的代表性和可靠性。
- 记录抽样检查的结果,并进行数据分析,以便及时发现问题并采取对应措施。
2.2 测试检查- 对产品进行必要的物理、化学、功能性等测试,以验证产品的性能和质量。
- 使用合适的测试设备和仪器,确保测试结果的准确性和可靠性。
- 对测试结果进行记录和分析,及时发现并解决问题。
2.3 文件审核- 检查产品相关的文件和记录,包括生产工艺文件、检验记录、质量控制文件等。
- 确认文件的完整性和准确性,确保产品的可追溯性和合规性。
- 对文件审核结果进行记录和反馈,以便后续的质量改进和管理。
三、检查标准3.1 国家标准- 根据产品所属行业和国家相关标准,确定检查所依据的标准。
- 熟悉并理解国家标准的要求,确保检查的准确性和一致性。
- 对检查结果与国家标准进行对比,及时发现和纠正不符合的问题。
3.2 行业标准- 根据产品所属行业的行业标准,制定适用的检查标准。
牛羊屠宰品质检验规程
牛羊屠宰品质检验规程
牛羊屠宰品质是关乎食品安全和消费者健康的重要问题。
为了确保牛羊屠宰品质的安全和可靠性,制定了一系列的品质检验规程。
以下是牛羊屠宰品质检验规程的内容:
1.检验对象
检验对象包括牛、羊等家畜在屠宰过程中的各个环节,包括屠宰、肌肉、内脏、血液、皮毛等物质。
2.检验方法
(1)视觉检验:对屠宰过程中的肉品、内脏、血液、皮毛进行外观检查,包括颜色、形状、气味等方面的观察。
(2)嗅觉检验:通过嗅觉检测肉品、内脏、血液、皮毛是否存在异味,是否正常。
(3)触感检验:通过触感检测肉品、内脏、血液、皮毛的质地是否正常。
(4)理化检验:对肉品进行水分、脂肪、蛋白质、微生物等方面的检测,确保牛羊肉的营养成分和品质符合标准。
3.检验标准
(1)色泽:正常牛羊肉应呈现鲜红色或粉红色,无暗淡或发黑现象。
(2)气味:正常牛羊肉应该有淡淡的草香味,无臭味或异味。
(3)质地:正常牛羊肉应该有弹性和柔韧性,无松软或粘稠现象。
(4)营养成分:正常牛羊肉应该含有适量的蛋白质、脂肪、维生素和矿物质,无有害物质。
4.检验结果
在检验结果符合标准的情况下,将视为合格产品并出售。
在检验结果不符合标准的情况下,将视为不合格产品并予以处理。
总之,牛羊屠宰品质检验规程是确保食品安全和消费者健康的重要保障,屠宰企业应该严格遵守相关规定,确保产品质量符合标准。
磷化工检验2.2氯化物含量的测定操作指导书
项目二 工业磷酸产品品质检验
2.2氯化物含量的测定
1.任务目标:测定工业磷酸中氯化物杂质含量
2.方法提要
在硝酸介质中,试样中氯化物与加入的硝酸银形成氯化银沉淀,通过与标准比浊液比较,确定试样中氯化物的含量。
3.仪器清单(以1个小组5人为例)
4.试剂清单(以1个小组5人为例)
若无特别说明,试剂均为分析纯(AR ),水为国家标准规定的实验室三级水规格。
5.溶液准备单(以1个小组5人为例)
6.分析步骤
称取4.00g±0.01g试样,置于25mL比色管中。
加水至体积约20mL,加2mL硝酸溶液和1mL硝酸银溶液,用水稀释至刻度,摇匀。
放置10min后,与氯化物标准比浊液比较。
试验溶液的浊度不大于标准比浊液。
氯化物标准比浊液的制备:用移液管移取2.0mL氯化物标准溶液,置于25mL比色管中,与试样同时同样处理。
7.原始记录单。
生猪肉品品质检验人员考试判断练习2

1、戊二醛对皮肤粘膜有刺激性,使用时应佩戴橡胶手套。
(对)2、用臭氧消毒空气,无需在封闭空间,可在有人条件下进行消毒。
(错)3、紫外线不能用于消毒人或动物体表。
(对)4、凡是消毒剂,其浓度越高消毒效果越好。
(错)5、用甲醛熏蒸消毒时,可用于带畜消毒。
(错)6、运载工具的消毒应按照自上而下、自左向右的顺序进行平行均匀的进行喷洒。
(对)7、季铵盐类消毒剂对口蹄疫病毒的杀灭作用较强。
(错)8、碱类消毒剂只能用于消毒池和空舍时地面消毒,不宜喷雾。
(对)9、酸类消毒剂分无机酸和有机酸两大类,其中无机酸常用于消毒污染炭疽芽孢的皮张,有机酸常用于口蹄疫消毒。
(对)10、氯制剂类消毒剂对细菌、病毒、真菌均有较强的杀灭作用,且性质稳定,消毒效果不易受环境影响,所以此类消毒剂应用非常广泛。
(错)11、碘制剂类消毒剂能杀灭细菌繁殖体、结核杆菌及真菌和病毒,对芽孢无杀灭作用,易受阳光照射分解失效,易受有机物影响而降低消毒效果,可用于带畜消毒。
(对)1、《兽药管理条例》是由国务院颁布的。
(对)2、《兽药管理条例》是由农业部颁布的。
(错)3、《兽药管理条例》自2004年11月1日起施行。
(对)4、国家实行兽药储备制度。
(对)5、县级以上地方人民政府兽医行政管理部门负责兽药监督管理工作。
(错)6、国家实行兽用处方药和非处方药分类管理制度。
(对)7、研制的新兽药属于生物制品的,应当在临床试验前向省、自治区、直辖市人民政府兽医行政管理部门提出申请。
(错)8、研制新兽药,应当进行安全性评价。
(对)9、从事兽药安全性评价的单位,应当经省、自治区、直辖市人民政府兽医行政管理部门认定。
(错)10、临床试验完成后,新兽药研制者应向国务院兽医行政管理部门提出新兽药注册申请。
(对)11、兽药GSP是兽药生产质量管理规范的简称。
(错)12、兽药GSP是兽药经营质量管理规范的简称。
(对)13、兽药GMP是兽药生产质量管理规范的简称。
(对)14、兽药经营许可证有效期3年。
畜禽屠宰肉品品质检验规程

畜禽屠宰肉品品质检验规程一、范围二、检验项目1、外观:(1)色泽:新鲜畜肉色泽应鲜红、肉质坚实。
新鲜家禽肉色泽应洁白或淡黄色,肉质坚实。
(2)气味:新鲜畜肉应具有天然的肉香味。
新鲜家禽肉应具有天然的去腥味。
(3)骨头:畜肉无骨头碎片,家禽肉骨骼完整。
(4)肌肉纤维:肉肉纤维应均匀,不应有软化、破碎和死肉等现象。
2、质量:(1)脂肪:畜肉脂肪应均匀分布,色泽略带黄色。
(2)痕迹:畜肉表面不应有显著的刀痕和损伤等现象。
(3)肉质:鲜留的肉质应坚实,无粘性和异味,肉味鲜美。
(4)肉汁:畜肉的肉汁应清澈透明,无异味。
3、卫生:(1)肉汁:畜肉的肉汁应无血丝和渗出物等卫生隐患。
(2)油脂:畜肉的油脂应无腐烂、变色和异味等卫生隐患。
(3)其他:检测畜禽屠宰场和肉类交易市场,确保卫生环境达到标准。
三、检验方法(1)色泽:虽然通过人眼观察可以得出一定的结论,但建议通过仪器进行精确检测。
(2)气味:通过嗅觉来鉴别气味。
(3)骨头:通过触摸来检测骨骼完整。
(4)肌肉纤维:通过触摸来判断肌肉质量。
(1)脂肪:通过剖面的颜色来确定脂肪均匀程度。
(2)痕迹:通过肉类表面的质地和颜色来检测损伤和刀痕的程度。
(3)肉质:通过口感来鉴别肉质。
(4)肉汁:通过沉淀的肉汁来判断是否有异味。
(2)油脂:通过油脂的颜色和质地来判断卫生情况。
(3)其他:通过对环境的检查来确定卫生情况。
四、检验要求1、检验人员必须具备一定的专业技能。
2、必须在符合卫生要求的场所进行检验。
3、使用仪器必须保证仪器的准确性和正确性。
4、对于不合格的产品,必须及时予以处理或淘汰。
五、备注本规程设定主要为应对畜禽产品的质量管制和卫生标准。
检验员应当保持专业信念和高度的责任心,严谨地执行指导计划,维护消费者利益。
52 品质检验标准检验流程

品质检验标准检验流程
品质检验标准检验流程包括以下步骤:
1. 确定检验标准:明确品质检验标准,包括质量要求、规格、数量、
交期等。
2. 准备检验工具:根据品质检验标准,准备所需的工具和设备,如量具、检测仪器等。
3. 确定检验项目:根据产品或服务的质量特性,确定需要检验的项目。
4. 做好检验记录:按照检验项目,对产品或服务的质量特性进行检验,并做好记录。
5. 进行质量分析:根据检验记录,对产品质量进行详细分析,找出不
合格的原因。
6. 反馈质量问题:将质量问题反馈给相关部门,协同制定改善措施,
确保产品或服务的质量符合要求。
7. 跟踪验证:对质量问题进行跟踪验证,确保问题得到解决,并重新
进行检验,直到产品质量符合要求。
在品质检验过程中,需要遵循以下原则:
1. 科学性原则:根据产品或服务的特性,选择合适的检验方法,确保
检验过程的科学性和准确性。
2. 严格性原则:严格按照检验标准进行检验,不放过任何质量问题,
确保产品或服务的质量符合要求。
3. 公正性原则:在检验过程中,保持公正、客观的态度,确保检验结
果的公正性和客观性。
4. 保密性原则:在检验过程中,需要保护客户的商业秘密和隐私,不
泄露任何与产品或服务有关的信息。
通过以上步骤和原则,可以确保品质检验的准确性和可靠性,从而保证产品或服务的质量符合要求。
3、品质检验作业指导书书
3.1、品质部负责成品的检验和验证;
3.2、生产部负责成品的报检和不合格的处理;
3.3、物控部负责成品的入库与出库管理。
4、程序:
4.1、成品的报检
4.1.1生产部按订单要求进行产品的包装作业,包装方法按客户要求和公司工程部要求进执行。
4.1.2包装的成品需经过OQC确认合格后才可以办理进仓作业,对于包装好的成品,生产车间须通知OQC到现场进行检验。
2、适用范围:公司所有产品在外协加工过程的质量控制按此作业指导书执行。
3.职责和权限
3.1、品质部负责外协产品加工过程的各工序的首件确认、制程巡检和终检;
3.2、外协加工厂作业员或负责人负责首件的自检和送检,负责处理品质部判定的不合格品;品管负责外协加工厂生产现场的不良品标识。
3.3、外协品管确认的合格品,物控部负责验收合格数量的入库手续,并做好相应的记录。
4.2制程巡检
4.2.1制程巡检的时机与频次
A)当首件判定合格后,品管员必须对生产过程的各工序进行巡回检查,主要是通过技术要求、客供样板和作业指导书对生产过程产品进行判定,指导员工进行有效生产;
制定
审核
批准
木宝家具有限公司品质管理工作细则
外协品质检验作业指导书
文件编号
MB-PZ-003
版本/版次
A/1
制定
审核
批准
木宝家具有限公司品质管理工作细则
制程检验作业指导书
文件编号
MB-PZ-003
版本/版次
A/1
页次
5/18
生效日期
6.相关文件
6.1《品质管理制度》
6.2《品质检验标准》
6.3《品质奖惩制度》
7.相关记录
允收品质水平AQL(2级检验标准)
批量
样
允收品质水平AQL(一般检验标准II级)
本 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000
281~500 50
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
501~1200 80
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
1201~3200 125
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
51~90
13
01
10 14 21 30 44 1 2 2 3 3 4 5 6 7 8 11 15 22 31 45
91~150 20
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
151~280 32
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
数 Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
2~8
2
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22 30 31
粮油品质检验与分析 第2章 粮油检验基础知识
粮食检验基础知识
第一节 粮油标准化与质量管理
(一)粮油质量管理的相关知识
3、粮油质量管理 • 加强粮油企业质量管理工作: (1)企业领导成为企业产品质量和信用的第一责任人 (2)健全以质量否决权为核心的责任制 (3)严格执行标准和有关规定,加强产品质量控制 (4)定期对人员培训、考核
粮食检验基础知识
平、十万分之一天平……
粮食检验基础知识
第二节 粮油检验基本要求
(一)粮油检验中检测仪器的准备与使用
2、称量仪器
粮食检验基础知识
第二节 粮油检验基本要求
(一)粮油检验中检测仪器的准备与使用
2、称量仪器
粮食检验基础知识
粮食检验基础知识
第二节 粮油检验基本要求
(一)粮油检验中检测仪器的准备与使用
2、称量仪器
第一节 粮油标准化与质量管理
(一)标准及标准化基础知识
2、标准的分类 • 根据法律的约束性分类
GB ——强制性国家标准 GB/T——推荐性国家标准
粮食检验基础知识
第一节 粮油标准化与质量管理
(一)标准及标准化基础知识
2、标准的分类 • 根据标准的性质分类:
技术标准 管理标准 工作标准
粮食检验基础知识
机械加码电光天平
半机械加码电光天平
粮食检验基础知识
粮食检验基础知识
分析天平的使用步骤
1. 检查并调整天平至水平位置。 2. 事先检查电源电压是否匹配(必要时配置稳压器),
按仪器要求通电预热至所需时间。 3. 预热足够时间后打开天平开关,天平则自动进行灵敏
度及零点调节。待稳定标志显示后,可进行正式称量。 4. 称量时将洁净称量瓶或称量纸置于称盘上,关上源自门第一节 粮油标准化与质量管理
检验水平(Ⅰ、Ⅱ、Ⅲ)_品质经理365天超级管理手册_[共2页]
![检验水平(Ⅰ、Ⅱ、Ⅲ)_品质经理365天超级管理手册_[共2页]](https://img.taocdn.com/s3/m/3fa9d79bf7ec4afe05a1df40.png)
第七章 制程品质控制判断该批产品是否合格的统计方法和理论。
品质经理在组织开展成品抽样检验时,应要求检验人员遵守以下要求。
(1)正确地组批并妥善管理。
(2)必须随机抽取样本。
(3)明确表达和正确判定产品是否合格。
(4)严格执行选定的抽样方案和转移规则(孤立批应执行有关规定)。
(5)使用的检测仪器、量具和有关设备必须准确无误,并适时地进行检验、校对。
(6)严格执行提交、检验和不合格品的处理程序。
(7)品质标准的解释和检验方法应该相同或基本相同。
179 抽样检验的实施程序抽样检验方案一般参照GB/T2828.1—2003实施程序,如图7-20所示。
GB/T2828.1—2003是指《计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》,其适用范围为最终产品、零部件和原材料、操作、在制品、库存品、维修操作、数据或记录、管理程序等。
GB/T2828.1—2003规定:本标准的抽样计划可用于连续批的检验,孤立批也可使用本标准的抽样方案。
180 检验水平(Ⅰ、Ⅱ、Ⅲ)检验水平规定了批量与样本量之间的关系。
检验水平用IL表示。
GB/T2828.1—2003给出了三个一般检验水平,分别是水平Ⅰ、水平Ⅱ、水平Ⅲ;还有四个特殊检验水平,分别是S-1、S-2、S-3、S-4。
数码越大,等级越高,判断能力越强。
一般检验水平高于特殊检验水平,即:辨别能力:Ⅰ<Ⅱ<Ⅲ;S-1<S-2<S-3<S-4。
一般检验水平>特殊检验水平。
1.批量N与检验水平的关系一般来说,批量N越大,样本n也越大,但不是正比关系。
大批量样本占的比例比小批量样本占的比例小。
155。
塑胶件检验标准(2)
序号 项目
文件编号
GPJ-P02-A1 5
不合格判
制订日期 2006/05/09 修订日期 2006/05/09 页次
检验和试验方法 不合格内容 定 把试件放入恒温恒湿箱中, 将温度调到
方法一、 用漆膜划格器在喷涂表面划出 样板与实验 100个1mm×1mm正方形小格,用规格为 前比较,沿着 机 械 2 性 能 方法二、用规格为 3M 剥离力为 10N 胶 纸粘贴在被测样品丝印或喷油上, 胶纸 与接触面需无汽泡,然后以 90 度角用 力快速拉脱胶纸,重复 10 次。 取一块厚度3mm-4mm的样件有漆膜磨耗 耐磨性 仪加250g砝码测试。 膜剥落 涂膜受外界 物粘结而脱 落 A 附着力 3M剥离力为10N的透明胶带平整的粘在 刀口其脱落 试件方阵表面上, 以极快的速度将胶纸 块应小于5% 垂直从试件表面揭起,重复5次。 A
文件编号
GPJ-P02-A1 6
制订日期 2006/05/09 修订日期 2006/05/09 页次
涂膜表面泛 方法一、用直径2mm 的玻璃吸管将95% 白,变白等缺 耐 化 学 3 腐 蚀 性 耐盐水性 耐酒精性 方法二、用 95%浓度的酒精和八层棉 涂膜表面泛 A 布, 加 500g /cm的力度, 擦被测样品的 白,变白等缺 喷油或丝印面 100 次, 喷油或丝印不应 陷 露出底色。 将试件放入含5%的氯化钠溶液中, 温度 试件起泡,皱 15℃-35℃,浸泡24h,取出用自来水冲 皮,变色等 洗净,待自然放干燥后检查。 安 用高压测试仪(限定电流为1mA,电压 全 4 要 耐压强度。 求 备注:以上测试项目可根据客户要求而定。 7.5对喷漆件中套色机壳的检验规定 7.5.1相近油色(如银套蓝钻)的套色机壳工艺槽内允许混色、轻微露底。 (不能漫边) 7.5.2色差较大(如银套黑)的套色机壳工艺槽内不允许有混色和露底。 7.5.3套色机壳工艺槽附近喷涂难以覆盖的位置允许有轻微露底。 7.5.4套色机壳无工艺槽的棱边允许有分布较均匀的混色。 7.5.5处于临界状态不良现象具体以客户签板为准。 管制性文件,严禁翻印 Control document,Can’t be copy 警 耐压强度 5000V) 涂层面距离为10mm 的两点测试 有火花或报 Z 10秒内出现 A 的酒精吸取一滴约0.5g滴在试件上。 陷 A
品质检验经验总结汇报
品质检验经验总结汇报
品质检验是生产过程中非常重要的环节,它直接关系到产品的质量和客户的满
意度。
在过去的一段时间里,我有幸参与了公司的品质检验工作,并积累了一些经验和体会,现在我将这些经验进行总结汇报如下。
首先,品质检验需要严格执行标准操作程序(SOP)。
在进行检验工作时,必须
按照公司规定的SOP进行操作,不能有丝毫的马虎。
只有严格执行SOP,才能保
证检验结果的准确性和可靠性。
其次,品质检验需要注重细节。
在进行检验时,要注意观察产品的每一个细节,包括外观、尺寸、重量、颜色等方面。
任何一个细微的问题都可能影响产品的质量,因此不能忽视任何一个细节。
再次,品质检验需要及时反馈问题。
如果在检验过程中发现产品有质量问题,
必须及时向相关部门反馈,以便及时进行处理和改进。
不能因为担心惹麻烦而隐瞒问题,这样只会导致问题越积越多,最终影响产品的整体质量。
最后,品质检验需要不断改进。
作为品质检验人员,我们要不断学习和积累经验,不断改进自己的检验方法和技巧,以适应市场和客户的需求。
只有不断改进,才能保证产品的质量始终处于一个较高的水平。
通过这段时间的品质检验工作,我深切体会到了品质检验的重要性,也积累了
一些宝贵的经验。
我会继续努力,不断提高自己的检验水平,为公司的产品质量保驾护航。
希望在未来的工作中,能够为公司的品质管理工作做出更大的贡献。
二三点检验法对饼干进行感官评价

二三点检验法对饼干进行感官评价
二三点检验法是一种常用的感官评价方法,适用于食品等产品的品质检验。
对于饼干的感官评价,可以采用以下步骤:
1. 选择评价员:选取经过培训的评价员,确保他们对饼干的外观、口感、气味等方面具有较高的敏感度和专业知识。
2. 制定评估指标:根据饼干的特点和要求,制定评估指标,如外观(色泽、形状、表面光滑度等)、口感(酥脆度、口感均匀度等)和气味(香味、异味等)。
3. 进行评价:评价员根据指定的评估指标,对饼干进行评价。
可以根据不同的指标制定相应的评价等级或打分,如用1~5分或好、中、差等表示。
4. 统计和分析数据:根据评审员的评估结果,将各项指标的评分进行统计和分析,得出饼干的综合评价。
需要注意的是,在进行二三点检验法时,应保证评价员在评价过程中的评判综合性和客观性,尽量避免主观偏见的干扰。
同时,为保证评价的准确性,可以进行多次评价,并取平均值作为最后的评价结果。
质检报告2篇
质检报告2篇质检报告一:某电子产品一、产品名称:智能手环二、质检部门:品质检验中心三、检测标准:GB/T 3987-2019《智能手环通用技术条件》四、检测项目:1.外观检查:经检查,手环外观整洁,无明显划痕、变形等不良状况。
2.电池性能:经过充电后,手环能正常运行,续航时间符合规定标准。
3.信号接收能力:手环能正常接收蓝牙信号,并与手机进行通讯。
4.功能检测:手环内置的各项功能正常运行,包括计步、心率检测、睡眠监测等。
五、检测结论:经过检测,本次检测的智能手环符合GB/T 3987-2019《智能手环通用技术条件》的规定,各项指标均符合要求,产品质量稳定可靠。
六、不足之处:手环材料较硬,部分消费者佩戴不舒适。
建议厂家在后续生产中优化材料选择和设计,提高产品的佩戴舒适度。
质检报告二:某化妆品一、产品名称:润唇膏二、质检部门:化妆品品质检验中心三、检测标准:GB/T 29926-2013《口唇部用化妆品质量标准》四、检测项目:1.外观及包装检查:外包装完好,润唇膏色泽均匀。
2.气味检测:气味清香,无刺激性气味。
3.化学成分检测:润唇膏内含物质符合GB/T 29926-2013标准的规定,含有的剂量均在规定范围内。
4.稳定性检测:经过模拟条件下的储存试验,润唇膏颜色、气味、质地等特征未发生变化。
5.使用效果检测:实际使用时,润唇膏可有效保湿,不会引起过敏等不良反应,持续时间符合要求。
五、检测结论:该润唇膏符合GB/T 29926-2013《口唇部用化妆品质量标准》的规定,各项指标均在规定范围内,使用效果良好,是一款安全性高、使用效果出色的化妆品产品。
六、不足之处:针对部分用户反映的易碎问题,建议厂家在制造工艺上进行改进,增强产品的抗压性,提高用户使用的体验感。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三章:零件加工的品質檢驗 第三章 零件加工的品質檢驗
3.測量原則: 3.測量原則: 測量原則 3)變形最小原則 被測零件由於溫度、 變形最小原則: 3)變形最小原則:被測零件由於溫度、自身重 測力及裝夾力的影響,會使零件產生變形, 力、測力及裝夾力的影響,會使零件產生變形,給 測量帶來誤差。通過平衡溫度(時間處理) 測量帶來誤差。通過平衡溫度(時間處理)、合理支 承被測件、科學裝夾、 承被測件、科學裝夾、盡力減小和穩定測力等辦 使被測零件變形最小, 法,使被測零件變形最小,由變形引起的誤差也最 小。 4)封閉原則 在測量圓分度器件(如分度盤、 封閉原則: 4)封閉原則:在測量圓分度器件(如分度盤、多面 棱體、方箱、齒輪花鍵等)的分度誤差時, 棱體、方箱、齒輪花鍵等)的分度誤差時,由於圓 周封閉的特性,其分度角(如分度盤、多面棱體) 周封閉的特性,其分度角(如分度盤、多面棱體)或 內角(如方箱) 內角(如方箱)的標稱值總和及實際角值總和均應為
第四章:品質檢驗計劃 第四章 品質檢驗計劃
4.品質檢驗計劃的內容 4.品質檢驗計劃的內容 1)編制檢驗流程圖,確定適合作業特點的檢驗程序; 1)編制檢驗流程圖,確定適合作業特點的檢驗程序; 編制檢驗流程圖 2)合理設置檢驗站 合理設置檢驗站、 2)合理設置檢驗站、點(組); 3)編制產品及組成部分 如主要零、部件) 編制產品及組成部分( 3)編制產品及組成部分(如主要零、部件)的品質 特性分析表,制訂產品不合格嚴重性分級表; 特性分析表,制訂產品不合格嚴重性分級表; 4)對關鍵的和重要的產品組成部分 如零、部件) 對關鍵的和重要的產品組成部分( 4)對關鍵的和重要的產品組成部分(如零、部件) 編制檢驗規程(檢驗指導書、細則或檢驗卡片); 編制檢驗規程(檢驗指導書、細則或檢驗卡片);
品 質 檢 驗
編寫:張艷 編寫 張艷 王占偉 講師:張艷 講師 張艷 2002.11.25
目
錄
一.產品品質檢驗概述 產品品質檢驗概述 二.產品材料的品質檢驗 產品材料的品質檢驗 三.零件加工的品質檢驗 零件加工的品質檢驗 四.品質檢驗計劃 品質檢驗計劃 五.不合格嚴重性分級 不合格嚴重性分級 六.抽樣檢驗 抽樣檢驗 七.品質檢驗活動規劃 品質檢驗活動規劃
狗 monkeytalk
第四章:品質檢驗計劃 第四章 品質檢驗計劃
第一節 品質檢驗計劃基本知識
1.品質檢驗計劃概念 1.品質檢驗計劃概念 就是對檢驗涉及的活動、過程和資源及相互關 就是對檢驗涉及的活動、 系做出的規範化的書面(文件)規定,用以指導檢 系做出的規範化的書面(文件)規定,用以指導檢 驗活動正確、有序、協調地進行。 驗活動正確、有序、協調地進行。 2.編制品質檢驗計劃的目的 2.編制品質檢驗計劃的目的 1)檢驗活動由分散在各生產組織的檢驗人員完成的 檢驗活動由分散在各生產組織的檢驗人員完成的, 1)檢驗活動由分散在各生產組織的檢驗人員完成的, 需要編制檢驗計劃來闡明檢驗的信息和資料, 需要編制檢驗計劃來闡明檢驗的信息和資料,以指 導檢驗人員完成並保證工作品質。 導檢驗人員完成並保證工作品質。 2)生產活動過程涉及的部門 生產活動過程涉及的部門、 2)生產活動過程涉及的部門、人員和過程都需要協 同有機配合、有序銜接,同時也要求檢驗活動和生 同有機配合、有序銜接,同時也要求檢驗活動和生 產作業過程密切協調和緊密銜接。為此, 產作業過程密切協調和緊密銜接。為此,就需要編 制檢驗計劃來予以保證。 制檢驗計劃來予以保證。
第三章:零件加工的品質檢驗 第三章 零件加工的品質檢驗
3)計量裝置:為了進行特定的多種的計量任務,常 3)計量裝置:為了進行特定的多種的計量任務, 計量裝置 需要一臺或若干臺計量器具, 需要一臺或若干臺計量器具,人們往往把這些計量 器具連同有關的輔助設備所構成的整體或系統, 器具連同有關的輔助設備所構成的整體或系統,稱 為計量裝置。 OGP檢測儀及ZEISS工具顯微鏡 檢測儀及ZEISS工具顯微鏡、 為計量裝置。如OGP檢測儀及ZEISS工具顯微鏡、三 次元量床等
2.測量和測量方法分類: 2.測量和測量方法分類: 測量和測量方法分類 1)測量 以確定被測量值為目的的實驗過程( 測量: 1)測量:以確定被測量值為目的的實驗過程(一組 操作)稱為測量。 操作)稱為測量。一項有價值的測量必須具備四個 基本條件(四要素) 基本條件(四要素),即 測量對象、計量單位、測量方法和測量精度。 測量對象、計量單位、測量方法和測量精度。 2)測量方法分類 在實際工作中, 測量方法分類: 2)測量方法分類:在實際工作中,測量方法通常僅 僅是指獲得測量結果的方式, 僅是指獲得測量結果的方式,並按方式的不同分為 直接與間接.接觸與非接觸.單項與綜合測量. 直接與間接.接觸與非接觸.單項與綜合測量.
孔 公 差 帶
A
最小實體呎寸 上驗收極限
A
下驗收極限 最大實體呎寸
軸 公 差 帶
A
最大實體呎寸 上驗收極限
A
下驗收極限 最小實體呎寸
第三章:零件加工的品質檢驗 第三章 零件加工的品質檢驗
3.計量器具的選擇 3.計量器具的選擇 通常規律是:在大批量生產中或工件數量很大時, 通常規律是:在大批量生產中或工件數量很大時, 適合選用先進的、高效率的專用量具; 適合選用先進的、高效率的專用量具;在單件或小 批量生產中,適合選用通用量具、 批量生產中,適合選用通用量具、量儀或標準極限 量規( 止規) 選擇計量器具的主要依據是計量 量規(通、止規)。選擇計量器具的主要依據是計量 器具的不確定度允許值u1 u1。 器具的不確定度允許值u1。
第三章:零件加工的品質檢驗 第三章 零件加工的品質檢驗
另外還可按計量器具不確定度占工件公差的 1/10-1/3的原則選擇器具 的原則選擇器具。 1/10-1/3的原則選擇器具。 1/10-1/3的範圍應該與工件公差的大小相對應: 1/10-1/3的範圍應該與工件公差的大小相對應: 的範圍應該與工件公差的大小相對應 大公差(低精度)工件取為1/10或在其近區, 1/10或在其近區 大公差(低精度)工件取為1/10或在其近區,小公差 高精度)工件取為1/3或在其近區,精度很高( 1/3或在其近區 (高精度)工件取為1/3或在其近區,精度很高(公差 很小)的產品件(如塊規)可取為1/2或更大些。 1/2或更大些 很小)的產品件(如塊規)可取為1/2或更大些。
第三章:零件加工的品質檢驗 第三章 零件加工的品質檢驗
第一節:基本概念 第一節 基本概念
零件的加工品質: 零件的加工品質:主要是指零件的加工精度能否滿 足設計要求。 足設計要求。 加工精度: 加工精度:是指零件在幾何量方面達到的精確程 度. 加工精度對產品品質影響:零件的加工精度如何, 加工精度對產品品質影響:零件的加工精度如何, 將直接影響到產品的使用性能和使用壽命, 將直接影響到產品的使用性能和使用壽命,特別是 運動精度、定位精度、振動、 對運動精度、定位精度、振動、噪聲以及動力消耗 等影響更為突出。 等影響更為突出。
2.計量器具選擇原則 2.計量器具選擇原則 要根據被測工件的製造精度(公差) 呎寸大小、 要根據被測工件的製造精度(公差)、呎寸大小、 結構形狀、材料性質、生產方式、 結構形狀、材料性質、生產方式、批量及成本等 因素綜合考慮確定,總的要求是: 因素綜合考慮確定,總的要求是:在保證被測工 件精度要求的基礎上,達到最佳的經濟效果。 件精度要求的基礎上,達到最佳的經濟效果。
第四章:品質檢驗計劃 第四章 品質檢驗計劃
3.品質檢驗計劃的作用 3.品質檢驗計劃的作用 1)統籌安排檢查站、點(組)的設置,可以降低品質 1)統籌安排檢查站、 的設置, 統籌安排檢查站 成本中的鑒別費用,降低產品成本。 成本中的鑒別費用,降低產品成本。 2)合理選擇檢驗和試驗項目和方式,配備人員及 2)合理選擇檢驗和試驗項目和方式, 合理選擇檢驗和試驗項目和方式 量儀設備,有利於調動人員積極性,提高工作品質和 量儀設備,有利於調動人員積極性, 效率,降低物質和勞動消耗。 效率,降低物質和勞動消耗。 3)對產品不合格嚴重性分級,並實施管理,能夠 充 3)對產品不合格嚴重性分級,並實施管理, 對產品不合格嚴重性分級 分發揮檢驗職能的有效性,在保證產品品質的前提下 分發揮檢驗職能的有效性, 降低產品制造成本。 降低產品制造成本。 4)使檢驗和試驗工作逐步實現規範化、科學化 和 4)使檢驗和試驗工作逐步實現規範化、 使檢驗和試驗工作逐步實現規範化 標準化,使產品品質能夠更好地處於受控狀態。 標準化,使產品品質能夠更好地處於受控狀態。
第三章:零件加工的品質檢驗 第三章 零件加工的品質檢驗
第二節:幾何量測的基本知識 第二節 幾何量測的基本知識
1.幾何量檢測對象: 1.幾何量檢測對象:具體對象是各種機械零件的幾 幾何量檢測對象 何參數, 何參數,抽象概括為 長度 角度 長度與角度的復合量 形位誤差 表面粗糙度
第三章:零件加工的品質檢驗 第三章 零件加工的品質檢驗
第三章:零件加工的品質檢驗 第三章 零件加工的品質檢驗
2.計量器具選擇原則 2.計量器具選擇原則 安全裕度的概念 1)安全裕度的概念: 1)安全裕度的概念:為保證測量結果不致因為測量 誤差的存在而超出工件的极限呎寸, 誤差的存在而超出工件的极限呎寸,把原本合格的 工件判為不合格,或將原來不合格的判為合格, 工件判為不合格,或將原來不合格的判為合格,將 驗收極限從被測工件的極限呎寸向公差帶內移動一 個距離A 如下圖所示,Байду номын сангаас值稱為安全裕度。 個距離A,如下圖所示,此值稱為安全裕度。
第三章:零件加工的品質檢驗 第三章 零件加工的品質檢驗
第三節 計量器具及其選擇
1.計量器具 1.計量器具 計量器具是量具、計量儀器和計量裝置的總稱。 計量器具是量具、計量儀器和計量裝置的總稱。 1)量具 量具: 1)量具:以固定形式復現量值的計量器具稱為量具 2)計量儀器 計量儀器: 2)計量儀器:將被測的量轉換成可直接觀察的示值 或等效信息的計量器具稱為計量儀器。 或等效信息的計量器具稱為計量儀器。幾何量計量 中常用的計量器具按其測量原理可分為四大類: 中常用的計量器具按其測量原理可分為四大類: 機械式量儀、光學式量儀、電測量儀和气動量儀。 機械式量儀、光學式量儀、電測量儀和气動量儀。