国家标准《锆及锆合金板、带、箔材》编制说明
国家标准《铂》编制说明
铂编制说明(送审稿)2014年3月铂编制说明1 工作简况1.1 任务来源与协作单位海绵铂产品国家标准GB/T 1419-2004中规定:(1) 对挥发物的控制限及分析方法,由供需双方共同协商确定。
(2) 用发射光谱法(附录A)测定其中的18个杂质元素含量。
(3) 用电感耦合等离子体发射光谱法(附录B)测定其中的14个杂质元素含量。
在用有关铂产品标准已有《海绵铂》GB/T 1419-2004、《精制铂》ASTM B561-94 (2012)。
鉴于本标准的产品技术规范和化学成分分析检测“附录A”完全适用于铂锭产品的要求,为使本标准的适用范围更广,故将原标准《海绵铂》修改为《铂》,并增加铂锭产品的化学成分。
根据我国湿法冶金精炼海绵铂和火法熔炼铂锭技术、水平的普遍提高,以及广大使用公司对产品纯度的要求,故将海绵铂和铂锭产品牌号SM-Pt 99.99中Pb、Mn、Sn和Zn 各杂质元素含量由原来的0.002%修改为0.001%,SM-Pt 99.95中Pb杂质元素含量由原来的0.005%修改为0.003%。
由于在铂的提取和精炼工艺过程中可能会引入铵盐、炭或其他易挥发物质,且铂粉在保存过程中易引入氧、氮及水分等,故对铂量测定结果的准确性有一定的影响。
我们针对GB/T 1419-2004中存在的问题,自2001年以来,采用氢还原重量法测定了海绵铂灼烧损失量,方法经受了长期实践的考验,且分析结果的可靠性已被国内同行认可。
此外,为了准确测定铂量,国内大多数生产和使用公司都对海绵铂产品进行灼烧损失量的测定,根据国内部分生产、使用和检测公司,于不同时期生产的不同牌号多批产品所收集到的数据统计,故于修订的标准中增加海绵铂产品的灼烧损失量允许范围,及其灼烧损失量测定方法(附录B)。
直流电弧发射光谱法因基体成本高,Mg、Al、Si杂质元素易被污染和分析速度慢等问题,国内检测机构已普遍采用电感耦合等离子体发射光谱法,代替直流电弧发射光谱法测定海绵铂中的18个杂质元素含量。
国产R60702(Zr3)工业锆板材性能及应用

表 1 R60702 ( Zr - 3) 化学成分
化学元素
标准要求 /%
Zr + Hf源自≥99. 2Hf≤4. 5
Fe + Cr
≤0. 2
H
≤0. 004
N
≤0. 020
C
≤0. 05
O
≤0. 16
表 2 R60702 ( Zr - 3) 锆板材力学性能要求
室温拉伸
抗拉强度 / 规定塑性延伸 延伸率
3. Key Laboratory of Nuclear Grade Zirconium of Shaanxi,Baoji 721013,China)
Abstract:This paper summarizes the industry grade zirconium sheets with different hafnium content were produced by State Nuclear Bao Ti Zirconium Industry Company,relying on the separation technology of zirconium and hafnium to have effective control of hafnium content in sponge zirconium,and the manufactured sheets had excellent surface quality,uniform structure and were applied in chemical industry. At the same time,Statistical analysis was made on the structure and properties of the industry grade zirconium sheets. It not only saves the equipment cost for our chemical enterprises,but also shortens the delivery time greatly. It also lays a solid foundation for the demand of high - end equipment for zirconium materials in the chemical industry. Key words:industry grade zirconium;sheets;properties;application
行业标准《锆及锆合金高低倍组织检验方法》编制说明(征求意见稿).doc

锆及锆合金高低倍组织检验方法编制说明(征求意见稿)西安汉唐分析检测有限公司2019年6月锆及锆合金高低倍组织检验方法编制说明一、工作简况1.1 项目背景锆及锆合金分为核级和工业级。
核级锆及锆合金具有优异的核性能,良好的抗高温和水蒸汽腐蚀性能,广泛的应用于核燃料原件用格栅。
工业级锆及锆合金在许多有机酸、无机酸、强碱和熔融盐中具有优异的耐蚀性和导热性,是优异的化工耐蚀结构材料,可用于化工产品生产过程对耐腐蚀性要求较高的设备及构件中,或作为压力容器、压力管件等特殊设备的原材料。
高低倍组织检验是锆的产品质量判定重要的组成部分,标准《GB/T 8769-2010》、《GB/T26283-2010》和《GB/T21183-2017》中分别规定了低倍缺陷,晶粒度级别等,但并无相关组织检验方法。
高低倍组织的准确判定对锆及锆合金的生产、研制和应用等有极其重要的作用。
本标准旨在确定一种准确可靠的检验方法判定锆及锆合金的高低倍组织,采用硝酸+氢氟酸+水的溶液进行高低倍浸蚀。
还采用阳极氧化镀膜加偏光观察的方法进行高倍组织检查。
方法确定过程中重点考察了浸蚀溶液中组成部分的配比、阳极氧化镀膜的参数等因素。
本标准规定了锆及锆合金高低倍组织检验方法的应用范围。
1.2 任务来源根据全国有色金属标准化技术委员会《关于转发2018年第一批有色金属行业、协会标准制(修)订项目计划的通知》(有色标委〔2018〕33号)精神,由西安汉唐分析检测有限公司负责起草《锆及锆合金高低倍组织检验方法》行业标准,西部新锆核材料科技有限公司、广东省工业分析检测中心、宝钛集团有限公司、国合通用测试评价认证股份公司参加起草。
计划编号为2018-2038T-YS,项目完成年限为2020年。
1.3 标准项目编制组情况西安汉唐分析检测有限公司是西北有色金属研究院(集团)下属的第三方检测机构。
1965年成立至今,公司已在西安宝鸡两地三区建成标准化实验室,检测面积10000余平方米,设备200余台(套),设备资产上亿元。
锆管执行标准

锆管执行标准
锆管是一种具有高强度、高硬度和耐腐蚀性的管材,广泛应用于航空航天、核工业、化工等领域。
其执行标准主要包括以下几个方面:
1. 化学成分:锆管的化学成分应符合相关国家标准的要求,如GB/T 5237-2018《锆及锆合金化学分析方法》等。
2. 物理性能:锆管的物理性能包括密度、硬度、强度、延伸率等指标,应符合相关国家标准的要求,如GB/T 5238-2018《锆及锆合金室温拉伸试验方法》等。
3. 力学性能:锆管的力学性能包括抗拉强度、屈服强度、延伸率等指标,应符合相关国家标准的要求,如GB/T 5239-2018《锆及锆合金室温压缩试验方法》等。
4. 表面质量:锆管的表面质量应光滑、无裂纹、无气泡、无氧化皮等缺陷,应符合相关国家标准的要求,如GB/T 6484-2018《锆及锆合金管材表面质量要求》等。
总之,锆管的执行标准是确保其质量和安全性的重要保障,生产企业和用户都应严格遵守相关标准要求。
压力容器用锆及锆合金板材
――提高了厚度、宽度及长度等尺寸偏差要求; ――增加了厚度不大于 3.2mm 薄板不平度的要求; ――提高了厚板不平度的要求; ――增加了横向拉伸性能试样; ――增加了板材的超声波检验要求。
--
≤0.10
≤2.0 ≤0.005 ≤0.025 ≤0.05
--
≤0.10
≤2.0 ≤0.005 ≤0.025 ≤0.05
--
≤0.16
≤2.0 ≤0.005 ≤0.025 ≤0.05
--
≤0.16
≤2.0 ≤0.005 ≤0.025 ≤0.05 2.0~3.0 ≤0.18
≤2.0 ≤0.005 ≤0.025 ≤0.05 2.0~3.0 ≤0.18
压力容器用锆及锆合金板材
YS/T XXXX-XXXX (送审稿)
编制说明
宝钛集团有限公司 宝鸡钛业股份有限公司
《压力容器用锆及锆合金板材》编制说明
近年来随着我国国民经济的高速发展,极大的推动、带动我国的化工行业,该行业 对设备用金属材料要求也越来越高。比如,在醋酸行业用设备,所用锆及锆合金板材, 技术条件均为 ASME 或 ASTM 等国外先进标准,在压力容器用锆及锆合金板材方面, 我国目前仍未有行业专用标准,另国家标准与以上标准缺乏较好的对应关系。因此为满 足 市 场 需 求 , 促 进 我 国 锆 工 业 的 发 展 , 依 据 美 国 材 料 与 试 验 协 会 标 准 ASTM B551/B551M-04(ASME-2007 SB551/SB551M 与其等效)制定了本锆及锆合金板材标准。
主要技术内容的说明如下,即本标准与 ASTM B551/B551M-04 及 ASME-2007 SB551/SB551M 标准的指标对比说明。
国家标准《贵金属及其合金钎料规范》编制说明
“贵金属及其合金钎料”规范编制说明一、任务来源贵金属及其合金钎料被广泛应用于我国的各行各业,作为常规通用贵金属钎料规范,为保持该规范合金牌号、产品规格和技术指标的先进性,有必要对该国家标准进行修订。
随着行业生产技术的进步,出现了一些新的合金牌号,新的技术要求,现有的GB/T18762-2002《贵金属及其合金钎料》国家标准中,其标准包含的合金牌号、技术要求,已不能满足行业对钎焊工艺用钎料的技术要求,尤其是在钎料生产过程中,对一些合金钎料牌号形成了能加工产品而无标准可依的现象。
为进一步规范贵金属及其合金钎料生产、检验和交付,满足用户的要求,2012年4月,贵研铂业股份有限公司提出修订原《贵金属及其合金钎料规范》标准的申请。
2014年10月国家标准委以国标委综合[2014]67号文下达该标准的修订任务,项目起止时间为2014年~2015年,国家标准计划号为20140938-T-610。
技术归口单位为全国有色金属标准化技术委员会,起草单位为贵研铂业股份有限公司。
本标准于2014年11月由中国有色金属工业标准计量质量研究所主持,在江苏省宜兴市召开了任务落实会,根据任务落实会会议精神和与会专家的意见,于2015年4月完成了预审稿。
二、修订目的近年来,随着贵金属及其合金钎料在各行各业众多新领域的大量使用,新合金钎料的不断涌现,许多单位对贵金属及其合金钎料合金牌号、钎料种类、技术要求等方面,提出了许多新的技术要求。
而现有的GB/T18762-2002《贵金属及其合金钎料》国家标准中,其合金牌号、技术要求已不能满足行业生产过程对钎料使用要求,对一些合金钎料牌号形成了能加工产品而无标准可依的现象,因而该国家标准已不能适应当前贵金属及其合金钎料使用行业发展的技术要求。
为进一步规范贵金属及其合金钎料的生产、检验和交付,满足用户的使用要求,修订GB/T18762-2002《贵金属及其合金钎料》国家标准,使其适用范围更广,用于指导各行各业的贵金属及其合金钎料使用的通用规范,势在必行。
承压设备用锆及锆合金焊丝和填充丝订货技术条

承压设备用锆及锆合金焊丝和填充丝订货技术条件1范围本部分规定了锆及锆合金焊丝和填充丝的牌号编制、技术要求、试验方法、检验规则。
本部分适用于承压设备钨极气体保护焊、熔化极气体保护焊和等离子弧焊用锆及锆合金焊丝和填充丝。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T2653焊接接头弯曲试验方法GB/T26314锆及锆合金牌号和化学成份GB/T8769锆及锆合金棒材和丝材GB/T13747锆及锆合金化学分析方法GB/T5168α-β锆合金高低倍组织检验方法NB/T47018.1承压设备用焊接材料订货技术条件第1部分:采购通则NB/T47013.2承压设备无损检测第2部分:射线检测3牌号3.1焊丝和填充丝按化学成分和使用场合进行牌号分类。
3.2牌号编制规则如下:“E”表示适用于焊丝;“R”表示适用于填充丝;“ER”表示既适用于焊丝,也适用于填充丝。
“R”或“ER”后面的数字和英文字母为牌号系列。
焊丝和填充丝牌号示例如下:表示锆和锆合金成分类别表示适用于填充丝表示适用于焊丝4技术要求4.1承压设备用锆及锆合金焊丝和填充丝除应符合GB/T8769的规定外,还应符合NB/T47018.1和本部分的规定。
4.2焊丝和填充丝的牌号、状态、直径及其允许偏差应符合表1的规定。
表1锆焊丝和填充丝牌号、状态、直径及其允许偏差4.3熔炼方法和化学成分焊丝和填充丝的化学成分(熔炼分析)应符合表2的规定,如从焊丝和填充丝成品上取样进行化学成分复验时,其分析的允许偏差见表3。
表2锆和锆合金焊丝和填充丝化学成分(质量分数)%表3锆和锆合金焊丝和填充丝成品化学成分分析允许偏差%成分元素H N C Hf Fe+Cr Nb O单个残余元素允许偏差0.0020.010.010.10.0250.050.024.4焊丝和填充丝的横向金相检验(低倍)结果不应有裂纹、折叠、气孔、分层、缩尾、金属或非金属夹杂物及其他影响使用的缺陷。
行业标准《压延铜箔用带坯》-编制说明(预审稿)
《压延铜箔用带坯》标准讨论稿编制说明1.任务来源根据有色标委【2018】33号文下发的《关于2018年第一批有色金属行业、协会标准制(修)订项目计划的通知》下达了《压延铜箔用带坯》标准制定任务(项目编号2018-0622T-YS),由中铝华中铜业有限公司负责主起草,铜陵金威铜业有限公司、灵宝金源朝辉铜业有限公司、中铝材料应用研究院有限公司等共同制定。
我公司为压延铜箔用带坯材料的生产厂家,拥有《一种高氧韧铜的熔铸生产工艺》自主发明专利技术成果,拥有从全连续熔铸炉到板带坯加工的完整生产线,产品质量获得国内压延铜箔厂家的好评。
2.工作简况2.1立项的目的和意义目前铜箔产品标准方面,国外以美国电子互联与封装协会(IPC)于2008年颁布的IPC4562A《印制线路板用金属箔》为主,该标准先后经历三次修订,主要介绍了5种电解铜箔和3种压延铜箔的技术标准,根据制作工艺决定其中压延铜箔具有更好的延展特性;国内现行的铜箔产品标准包括GB/T 5230-1995《电解铜箔》、GB/T 2061-2013《散热器散热片专用铜及铜合金箔材》、GB/T 5187-2008《铜及铜合金箔材》等,仅从现有比较成熟的铜箔产品进行规范,而压延铜箔带坯没有相应的产品标准。
压延铜箔产品质量如何得到控制和保障,其中最重要的环节之一就是铜箔坯料的质量,因此压延铜箔用带坯产品标准的制定就显得尤为重要。
根据国家工业和信息化部关于印发有色金属工业发展规划(2016-2020 年)的通知,文件指出围绕有色金属新材料关于铜箔类材料如覆铜板超薄铜箔材料、高性能铜箔材料等建立和完善国家标准、行业标准,加强材料制造标准与下游航空、汽车、轨道交通、电子信息等行业标准设计规范衔接,形成与国际标准接轨的有色金属行业标准化体系。
这将给铜箔产业的发展带来更多机遇和挑战,同时也对铜箔产品提出更高的标准。
随着本标准的制定,可填补压延铜箔行业标准关于坯料要求的空白,对于压延铜箔来说,其坯料质量好坏很大程度上决定最终铜箔质量,因此,对铜箔坯料的质量进行规范和标准化十分必要。
(征求意见稿)》编制说明

附件3《民用核安全设备焊工焊接操作工技能评定要求(征求意见稿)》编制说明一、编制目的原国家环境保护总局(国家核安全局)于2008年颁布了《民用核安全设备焊工焊接操作工资格管理规定》(以下简称HAF603),明确对民用核安全设备焊工焊接操作工资格进行许可管理,统一组织理论考试,监督操作技能考试,向考核合格人员颁发资格证书,并对持证人员开展的活动进行监督检查,为提升焊工焊接操作工技能和意识,保证核设备质量,发挥了积极作用。
随着技术进步和理念的转变,HAF603中的部分内容已不能适应发展要求。
为贯彻国务院“放管服”改革精神,进一步优化民用核安全设备焊工焊接操作工资格管理体系,突出资格许可的门槛作用,落实企业主体责任,2018年生态环境部(国家核安全局)修订了HAF603,新修订的HAF603中明确了资格许可的管理性要求,不再具体体现与焊工焊接操作工技能评定有关的技术性内容。
根据HAF603修订的总体思路,焊工焊接操作工在取得生态环境部(国家核安全局)颁发的资格许可后,由聘用单位按照产品依据的标准规范进行焊工焊接操作工技能评定。
考虑到核电设备国产化和核电“走出去”的需要,同时便于聘用单位对焊工焊接操作工进行技能评定工作,生态环境部(国家核安全局)以原HAF603中的技术内容为基础,参照RCC-M、ASME等国际通用的标准规范,总结提炼了近十年的实践经验,在充分调研行业相关单位意见的基础上,编制了《民用核安全设备焊工焊接操作工技能评定要求》,指导和规范民用核安全设备焊工焊接操作工的技能评定工作。
二、主要依据和参考文件(一)《中华人民共和国核安全法》(主席令第七十三号);(二)《民用核安全设备监督管理条例》(国务院令第500号);(三)《民用核安全设备焊接人员资格管理规定(HAF603)》(2018年修订);(四)TGZ6002-2010《特种设备焊接操作人员考核细则》;(五)GB/T5185-2005《焊接及相关工艺方法代号》;(六)GB/T3375-1994《焊接术语》;(七)GB/T16672-1996《焊缝-工作位置-倾角和转角的定义》;(八)ISO9606-1:2017《Qualification testing of welders —Fusion welding—Part1:Steels》;(九)ISO14732:2013《Welding personnel—Qualification testing of welding operators and weld setters for mechanized and automatic welding of metallic materials》;(十)ISO6947:2011《Welding and allied processes—Welding positions》;(十一)ASME锅炉及压力容器规范第IX卷(2017版)。
国家标准《锆管室温闭端爆破试验方法》编制说明(征求意见稿).doc

《锆管室温闭端爆破试验方法》编制说明(征求意见稿)1.工作简况1.1项目来源根据国标委综合【2017】128号《国家标准委关于下达2017年第四批国家标准制修订计划的通知》要求,由国核宝钛锆业股份公司起草《锆管室温闭端爆破试验方法》国家标准,项目计划编号为20173511-T-610,计划完成年限2019年。
1.2本标准所涉及的产品简况锆及锆合金的热中子吸收截面低,用锆合金代替不锈钢作核反应堆的结构材料,可以节省铀燃料1/2左右,良好的经济性推动了锆合金的研发。
同时,锆合金具有适中的力学性能,良好的加工性能、抗腐蚀性能和较好的抗中子辐照性能,因此锆合金被普遍用作核动力水冷反应堆的燃料包壳管、压力管、导向管、仪表管、端塞棒和定位格架等结构材料。
当前国内核工业用锆合金无缝管年需求量在1000t,随着国家能源产业调整,国家大力发展核能,锆合金无缝管产品需求量还在不断增加,随着近年来雾霾影响,改变我国以燃煤为主的能源结构,大力发展清洁能源,规模化核电建设,同时伴随“一路一带”战略实施,将核电推向国外市场,锆合金无缝管需求量也会增加。
1.3承担单位情况及主要工作过程1.3.1 承担单位情况国核宝钛锆业股份公司(简称“国核锆业”)由国家核电技术公司和宝钛集团有限公司于2007年11月共同出资组建。
国核锆业是集研发与生产为一体的核级锆材专业化公司,被确定为引进美国西屋公司AP1000全套核级锆材技术的唯一指定用户。
国核锆业产品体系涵盖核级海绵锆生产,锆合金熔炼、坯料制备及返回料加工,管、棒、板、带材成品制造等完整的核级锆材产业链。
国核锆业生产线设计产能为:年产核级海绵锆2000吨、锆合金铸锭2000吨、板带材80吨、管棒材1000吨可以满足100台百万级核电机组用锆材的需要,生产规模与能力位居世界前列。
依托国核锆业而设立的“国家能源核级锆材研发中心”,于2009年11月被国家能源局正式批准授牌,因此国核锆业成为集生产制造平台、科技研发平台和理化检测平台为一身的高科技技术领军企业。
国家标准《铜及铜合金带材》编制说明

国家标准《铜及铜合金带材》(送审稿)编制说明一、项目来源现行的GB/T 2059-2008《铜及铜合金带材》国家标准,2008年实施,距今已经7年多。
本标准修改采用JIS H3100-2006《铜及铜合金薄板、厚板和带材》和JISH3110-2006《磷青铜和镍银合金薄板、厚板和带材》,适用于所有一般用途的加工铜及铜合金带材。
同时GB/T 5231-2010《加工铜及铜合金牌号和化学成分》、GB/T 29094-2012《铜及铜合金状态表示方法》标准已发布实施,合金牌号和状态表示方法有何大的变化。
随着科技的发展,有色金属加工业快速发展,对铜及铜合金带材提出了更高、更新的发展,为适应国际市场的竞争需要,提高产品的竞争能力,使产品不断地打入国际市场,须及时修订现行标准国家。
根据国标委综合〔2015〕59号和有色标委[2015]29号《关于转发2015年第二批有色金属国家、行业标准制(修)订项目计划的通知》,其中序号44(项目编号“20152280-T-610”)《铜及铜合金带材》国家标准由中铝洛阳铜业有限公司、中铝上海铜业有限公司、宁波兴业盛泰集团有限公司、安徽楚江科技新材料股份有限公司、太原晋西春雷铜业有限公司、铜陵金威铜业有限公司、中色奥博特铜铝业有限公司、绍兴市力博电气有限公司、山东天圆铜业有限公司等负责起草,完成年限为2016年9月。
二、工作概况和编制依据由于时间紧,任务重,标准制订计划任务正式下达后,立即成立了标准编制组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:中铝洛阳铜业有限公司总负责、市场和同行业信息收集、资料汇总及执笔;中铝上海铜业有限公司、宁波兴业盛泰集团有限公司、安徽精诚铜业股份有限公司、太原晋西春雷铜业有限公司、铜陵金威铜业有限公司、中色奥博特铜铝业有限公司、绍兴市力博电气有限公司、山东天圆铜业有限公司负责补充市场信息和标准数据的验证。
各企业分工明确,紧密合作,共同完成标准的修订工作。
国家标准《铜及铜合金板材》(送审稿)编制说明
《铜及铜合金板材》(送审稿)国家标准编制说明根据全国有色金属标准化技术委员会,有色标委(2006)第13号《关于下达2006-2008年国家标准修订计划的通知》要求,其中2006-2008年国家标准修订项目表中23-29项《铜及铜合金板材》国家标准由中铝上海铜业有限公司、中铝洛阳铜业有限公司、中国有色金属工业标准计量质量研究所负责起草。
为适应我国加入WTO的需要,有利于与国际接轨,提高我国的国家标准的水平,我们查阅了许多国外先进标准,如:美国的ASTM标准、欧盟的EN 标准、日本JIS标准和ISO国际标准,并结合市场需求及我国的实际情况,对原有国家标准GB/T 2040-2002《铜及铜合金板材》﹑GB/T 2044-1980《镉青铜板》﹑GB/T 2045-1980《铬青铜板》﹑GB/T 2046-1980《锰青铜板》﹑GB/T 2047-1989《硅青铜板》﹑GB/T 2049-1980《锡锌铅青铜板》、GB/T 2052-1980《锰白铜板》﹑GB/T 2531-1981《热交换固定板用黄铜板》八个板材标准进行了综合修订。
通过对国外先进标准的研究,决定本标准修改采用JIS H3100:2006《铜及铜合金板和带》和JIS H3110:2006《锡磷青铜及锌白铜板和带》,进行编制。
一、本标准与GB/T 2040-2002、GB/T 2044-1980﹑GB/T 2045-1980﹑GB/T 2046-1980﹑GB/T 2047-1980﹑GB/T 2049-1980、GB/T 2052-1980﹑GB/T 2531-1981标准相比,主要变化如下:1、锡青铜板增加了QSn8-0.3牌号(状态为M、Y4、Y2、Y、T)。
2、黄铜板增加了HPb60-2牌号(状态为Y、T),H70牌号增加了热轧态(R);。
3、将纯铜板和H62黄铜板的维氏硬度值进行了调整,增加了软态硬度值的规定,原维氏硬度值间距太大,根据实际情况适当缩小了硬度范围。
锆及锆合金化学分析方法

锆及锆合金化学分析方法第27部分:痕量杂质元素的测定电感耦合等离子体质谱法编制说明(送审稿)西北有色金属研究院2018.11《锆及锆合金化学分析方法第27部分:痕量杂质元素的测定-电感耦合等离子体质谱法》编制说明一、工作简况1.1 任务来源及计划要求根据国标委《国家标准委关于下达2017年第四批国家标准制修订计划的通知》(国标委综合〔2017〕128号)精神的文件精神,由西北有色金属研究院负责起草国家标准《锆及锆合金化学分析方法第27部分:痕量杂质元素的测定电感耦合等离子体质谱法》国家标准,项目计划编号为20173516-T-610,项目要求2019年度完成。
1.2 调研和分析工作的情况锆是一种重要的稀有金属,具有较高的抗腐蚀性能、极高的熔点、超高的硬度和强度等特性,被广泛用在航空航天、军工、核反应、原子能等领域。
核安全引起全世界的广泛关注。
民用锆及锆合金对杂质要求相对宽泛,但军用海绵锆或核级海绵锆对杂质含量要求非常严格,一些企业对有特殊用途的锆及锆合金材料中杂质元素的测定下限远低于产品标准。
现有的原子能级海绵锆产品标准对杂质含量有明确要求(不大于):硼0.00005%;钴0.002%;铜0.003%;锡、锰、钛、钒、钨和钼0.005%;镍0.007%;铝0.0075%;铪、铅0.010%;铬不大于0.020%;镁0.060%。
但在样品测定过程中,发现铬、镁的含量也很低,一般均小于0.010%,适用于ICP-MS各杂质元素含量的分析主要以化学法为主,只能进行单一元素测定且操作繁琐、周期长,某些元素的测定下限难以满足军用产品标准要求。
因此建立快速准确可靠的锆中多元素杂质含量同时测定的分析方法尤为迫切。
本研究经硝酸和氢氟酸低温加热溶解试料。
用电感耦合等离子体质谱法测定铝、硼、钴、铜、铬、铪、镁、锰、钼、镍、铅、锡、钛、铀、钒和钨的含量;以内标法校正基体的影响。
按工作曲线法计算各元素的质量浓度,以质量分数表示测定结果。
(完整word版)锆及锆合金牌号和化学成分
《锆及锆合金牌号和化学成分》编制说明(讨论稿)(2009年3月9日)《锆及锆合金牌号和化学成分》编制说明一、任务来源及计划要求;根据国标委综合[2007]100号《关于下达2007年第五批国家标准制修订计划的通知》要求,由宝钛集团有限公司和宝鸡钛业股份有限公司起草《锆及锆合金牌号和化学成分》国家标准,项目编号:20079074-T-610,计划完成时间2009年。
本标准是针对一般工业和核工业用锆及锆合金铸锭及加工材的牌号和化学成分制定的新标准。
二、编制过程,包括编制原则、工作分工、征求意见单位、各阶段工作过程等;1、编制原则本标准在编制时,对国内外锆及锆合金各种产品的生产、应用、交易等多方面进行了全面调研,综合各方面调研资料,并结合ASTM协会和ASME协会的多项标准(主要为一般工业用标准,以下简称ASTM 标准和ASME标准)等资料确定出以下主要原则:a、本标准所涉及牌号和化学成分应包括目前国内各行业(包括核工业和一般工业)中所有产品的相关要求;b、本标准所涉及牌号和化学成分应基本包括国外(主要为ASTM标准和ASME标准)一般工业产品中的相关要求;c、本标准所涉及牌号和化学成分的确定应充分考虑各行业的统一适用性、协调性和与现在国内市场的衔接;d、本标准的编制水平应定位为国内先进水平;e、标准应严格按照GB/T 1.1--2000《标准化工作导则第一部分:标准的结构与编写规则》以及《有色金属冶炼产品国家标准、行业标准编写示列》的规定格式进行编写。
2、分工本标准由宝钛集团有限公司和宝鸡钛业股份有限公司起草。
3、征求意见单位本标准在中国有色金属标准计量质量研究所网站公开征求意见,同时向全国锅炉压力容器标准化技术委员会、全国有色金属标准化技术委员会等单位发函征求意见,并对反馈意见和建议进行归纳处理。
4、各阶段工作计划2007年11月~2008年8月提出标准草案;2008年9月~2009年1月标准征求意见,形成讨论稿;2009年2月~2009年3月完成标准讨论稿;2009年4月~2009年5月完成标准送审稿,并召开审定会;2009年6月完成标准的报批。
国家标准《钽及钽合金板材、带材和箔材》编制说明

钽及钽合金板材、带材和箔材编制说明(讨论稿)2015年12月钽及钽合金板材、带材和箔材编制说明一.工作简况1.任务来源根据国家标准化管理委员会以及工业和信息化部下达的关于标准制修订计划的文件精神及标委会工作需要。
由西安诺博尔稀贵金属材料有限公司、西部金属材料股份有限公司等单位负责对《钽及钽合金板材、带材和箔材》国家标准进行的制定工作(项目计划号:国标委综合[2015]30号20150395-T-610),技术归口单位为中国有色金属工业标准计量质量研究所,该项目计划2016年完成。
2.制定标准的目的随着科学发展和技术的进步,钽及其合金在国民经济各个领域的应用日益广泛,金属钽及其合金材的市场需求也越来越大。
钽由于具有熔点高,低的蒸汽压低、膨胀系数小、加工性能好、良好的介电性及优异的抗腐蚀等特点,广泛应用于国家的超导技术、电容器外壳、化工及医疗等领域,钽合金具有很高的高温强度和优良的加工性能,可做为宇航用结构材料,钽及钽合金具有广阔的市场前景。
随着加工技术和设备的发展,目前可以生产性能优异、晶粒细小均匀、硬度低的钽板和带材的制备技术,其水平达到了作为超导技术、电容器外壳、高温技术的要求,另外也可以生产超薄、超宽的化工用钽及钽合金板材。
但现行标准存在引用标准落后、失效,合金牌号不全,无外观质量检测方法、无晶粒度及维氏硬度的检测规定,部分常规产品无力学性能指标,检验项目和取样规定不明确等。
目前国内用于指导钽板材、带材和箔材生产的标准为GB/T 3629-2006《钽及钽合金板材、带材和箔材》,该标准中只是对钽及钽合金板材、带材和箔材的化学成分、尺寸公差、力学性能、表面质量等方面进行了规定,未涉及钽合金板材、带材和箔材的相关要求,需要将钽合金板材、带材和箔材的相关要求填充进去,使得钽及钽合金材的生产也有标准可依。
因此急需制定其国家标准,以规范该材料的制造和应用,使市场采购有标准可依。
通过该标准的制定使钽及钽合金板材、带材和箔材产品有一个更完善统一的生产和验收的技术依据,提高相关产品的生产技术水平及产业化的规模。
锆管材标准

1 范围本标准规定了锆及锆合金无缝管材的要求、试验方法、检验规则、标志、包装、运输、贮存及订货单(或合同)内容。
本标准适用于冷轧(冷拔)方法生产的锆及锆合金无缝管。
本标准中的Zr-0、Zr-2和Zr-4管适用于原子能工业,Zr-1、Zr-3和Zr-5管适用于一般工业,可用于热交换器,也可用于管道。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 228 金属材料室温拉伸试验方法GB/T 241 金属管液压试验方法GB/T 242 金属管扩口试验方法GB/T 4338 金属材料高温拉伸试验方法GB/T 6394金属平均晶粒度测定方法GB/T XXXX 锆及锆合金牌号和化学成分GB/T 8180钛及钛合金加工产品的包装、标志、运输和贮存GB/T 12969.1钛及钛合金管材超声波探伤方法GB/T 13747(所有部分)锆及锆合金化学分析方法3 要求3.1 产品分类3.1.1 产品的牌号、状态和规格冷轧(冷拔)锆及锆合金无缝管材的牌号、状态和规格应符合表1的规定。
产品标记按产品名称、牌号、生产方式、状态、规格、标准编号的顺序表示。
标记示例如下:按本标准生产的Zr-1冷轧无缝管,退火状态,外径为30mm,壁厚为2mm,长度为5000mm,标记为:管Zr-1 M Φ30×2×5000 GB/T XXXX—XXXX。
3.2 化学成分产品的化学成分及需方复验时的成分允许偏差应符合GB/TXXXX《锆及锆合金牌号和化学成分》的规定。
3.3 尺寸和尺寸允许偏差3.3.1 Zr-0、Zr-2和Zr-4管材的外径和壁厚允许偏差应符合表2的规定。
对于Zr-1、Zr-3和Zr-5管材,热交换器用管材的外径和壁厚允许偏差应符合表3的规定,管道用管材的外径和壁厚宝鸡市允许益豪金属材料偏差有限公司应符合表4的规定。
真空感应炉熔炼雾化3D打印镍-钛形状记忆合金丝材和球形粉末
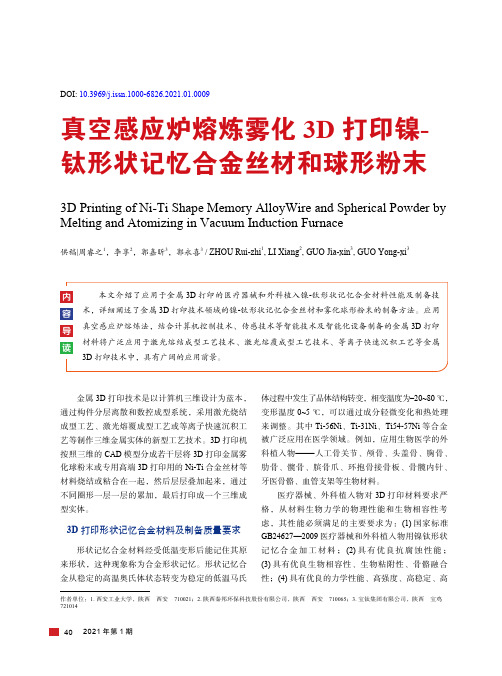
DOI: 10.3969/j.issn.1000-6826.2021.01.0009真空感应炉熔炼雾化3D打印镍-钛形状记忆合金丝材和球形粉末3D Printing of Ni-Ti Shape Memory AlloyWire and Spherical Powder by Melting and Atomizing in Vacuum Induction Furnace供稿|周睿之1,李享2,郭嘉昕3,郭永喜3 / ZHOU Rui-zhi1, LI Xiang2, GUO Jia-xin3, GUO Yong-xi3金属3D打印技术是以计算机三维设计为蓝本,通过构件分层离散和数控成型系统,采用激光烧结成型工艺、激光熔覆成型工艺或等离子快速沉积工艺等制作三维金属实体的新型工艺技术。
3D打印机按照三维的CAD模型分成若干层将3D打印金属雾化球粉末或专用高端3D打印用的Ni-Ti合金丝材等材料烧结或粘合在一起,然后层层叠加起来,通过不同圈形一层一层的累加,最后打印成一个三维成型实体。
3D打印形状记忆合金材料及制备质量要求形状记忆合金材料经受低温变形后能记住其原来形状,这种现象称为合金形状记忆。
形状记忆合金从稳定的高温奥氏体状态转变为稳定的低温马氏体过程中发生了品体结构转变,相变温度为‒20~80 ℃,变形温度0~5 ℃,可以通过成分轻微变化和热处理来调整。
其中Ti-56Ni、Ti-31Ni、Ti54-57Ni等合金被广泛应用在医学领域。
例如,应用生物医学的外科植入物—人工骨关节、颅骨、头盖骨、胸骨、肋骨、髋骨、膑骨爪、环抱骨接骨板、骨髖内针、牙医骨骼、血管支架等生物材料。
医疗器械、外科植入物对3D打印材料要求严格,从材料生物力学的物理性能和生物相容性考虑,其性能必须满足的主要要求为:(1)国家标准GB24627—2009医疗器械和外科植入物用镍钛形状记忆合金加工材料;(2)具有优良抗腐蚀性能;(3)具有优良生物相容性、生物粘附性、骨骼融合性;(4)具有优良的力学性能、高强度、高稳定、高作者单位:1. 西安工业大学,陕西 西安 710021;2. 陕西秦邦环保科技股份有限公司,陕西 西安 710065;3. 宝钛集团有限公司,陕西 宝鸡 721014抗疲劳强度、高抗拉强度、弹性模量小。
国家标准《铜及铜合金板、带、箔材单位产品能源消耗限额》编制说明.doc

《铜及铜合金板带箔材单位产品能源消耗限额》国标(预审稿)编制说明一、项目概况能源是人类社会赖以存在的物质条件之一,是经济发展和社会进步的重要资源,但是现在的能源结构中大部分都是不可再生资源,能源的利用一直是一个世界性的问题。
我国能源消耗集中在工业上,随着近年我国铜加工企业的快速发展,产量不断提高,规模不断扩大,并且每年都有不少新兴的铜加工企业加入,这就意味着我国将有大量的铜和各种辅助资源将被消耗掉,节约资源迫在眉睫。
我国政府曾在2005年根据未来五年我国经济社会发展的趋势和条件,对资源节约提出了明确的目标,要求重点行业主要产品能耗单位达到或接近本世纪初国际先进水平,单位国内生产总值能源消耗比“十五”末期降低20%左右。
因此,为使有限的资源得以充分利用,为实现国家十一五节能减排的目标奠定良好的基础,制定一系列相关产品能源消耗限额强制性国家标准来限制各铜加工企业的能源消耗,实施严格的环境准入条件显得尤为重要和迫切。
在全国有色金属标准化技术委员会的大力推进下,我国近期制定了一些有色金属的单位产品能源消耗限额标准,如新近发布实施的GB 21248-2007 《铜冶炼企业单位产品能源消耗限额》和GB 21350-2008 《铜及铜合金管材单位产品能源消耗限额》等。
根据中铝洛阳铜业有限公司的立项申请,中国有色金属工业协会以中色协综字 [2009] 165号文件《关于下达2009年第一批有色金属国家标准制(修)订项目计划的通知》下达了标准修订任务,其中附件1《2009年第一批有色金属国家标准项目计划表》序号第19项(项目序号为20091094-T-610)《铜及铜合金板带箔材单位产品能源消耗限额》国家标准由中铝洛阳铜业有限公司负责起草制定。
二、编制原则本标准在起草过程中,重点参照了GB 21350-2008 《铜及铜合金管材单位产品能源消耗限额》国家标准的起草思路,通过对对国内铜板带生产企业的初步调研,根据生产实际将收集到的各种相关数据进行较为科学的加工处理,于2010年7月形成了标准征求意见稿,同月召开了标准讨论会。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国家标准《锆及锆合金板、带、箔材》编制说明(讨论稿)国家标准《锆及锆合金板、带、箔材》编制说明一、工作情况1.1项目来源根据西部新锆核材料科技有限公司的立项申请,国家标准化委员会下达《国家标准委关于下达2015年第一批国家标准制修订计划的通知》(国标委综合[2015]30号),由西部新锆核材料科技有限公司负责《锆及锆合金板、带、箔材》国家标准修订工作,完成年限为2016年,并由全国有色金属标准化委员会归口管理,项目计划号为:20150387-T-610。
1.2本标准所涉及的产品简况锆及锆合金板、带、箔材分为核级和工业级。
核级锆及锆合金板、带材具有优异的核性能,良好的抗高温和水蒸汽腐蚀性能,广泛的应用于核燃料原件用格栅。
工业级锆及锆合金板、带、箔材在许多有机酸、无机酸、强碱和熔融盐中具有优异的耐蚀性和导热性,是优异的化工耐蚀结构材料,可用于化工产品生产过程对耐腐蚀性要求较高的设备及构件中,或作为压力容器、压力管件等特殊设备的原材料。
1.3承担单位情况及主要工作过程1.3.1承担单位情况西部新锆核材料科技有限公司成立于2013年4月,是以发改委、工信部、财政部三部委批准的“自主化先进压水堆燃料组件用锆合金结构材料产业化”项目为推动成立的独立法人公司。
公司的首要目标是建设核用锆、铪材自主化科研生产基地,搭建世界一流的国家级核用特种金属材料研发、评价、性能分析、检测、中试和工业化生产为一体的创新平台,整合核用材料优势资源,推进重大科技成果的产业化和产业聚集发展。
公司前身来自于西北有色金属研究院新材料研究所,具有雄厚的锆及锆合金研发实力,曾获得过国家科学技术奖特等奖等国家级奖项3项,省部级奖项9项,主持或参与制、修订国家标准、行业标准十余项,现行2007版GB/T 21183标准的主要制定人目前均在本公司任职,公司在国内、国际锆、铪等稀有难熔金属及其合金的研发方面拥有较高的知名度。
目前拥有各项发明专利16项,拥有自主知识产权的合金牌号如C7、N18、N36等,并掌握其全部金属压力加工技术,所研制、生产的合金性能优异,达到了国外M5、Zirlo锆合金水平,产品广泛应用于国防、核工业和民用领域。
公司严格按照现代企业制度进行管理,并以GJB9001B-2009《质量管理体系要求》、GB/T19001-2008《质量管理体系要求》管理标准、核安全法规HAF003《核电厂质量保证安全规定》和相关导则为基础建立和实施质量管理体系。
严格按照“科技领先、品质一流、体系健全、服务核能”的质量方针,贯彻现代企业管理理念,为市场提供优质的锆、铪金属材料。
公司产能为核级锆管材85吨/年,核级锆管材和棒材15吨/年,核级板带80吨/年,其他民用锆材产能:210吨/年,核级铪材产能:10吨/年。
1.3.2主要工作过程西部新锆核材料科技有限公司承担《锆及锆合金板、带、箔材》国家标准修订任务后,组织相关技术和质量人员,成立了标准编制小组。
通过收集和整理国内外锆及锆合金板、带、箔材信息和技术资料,对国内外生产和使用状况,以及产品质量水平进行充分论证,于2015年9月形成国家标准《锆及锆合金板、带、箔材》征求意见稿草案。
征求意见稿草案形成后及时发送各单位征求意见,分别向全国有色金属标准化技术委员会、西北有色金属研究院、宝钛集团、中国核动力研究设计院、中核建中核燃料元件有限公司、中核北方核燃料元件有限公司、西部钛业有限责任公司、东方锆业股份有限公司、国核宝钛锆业股份公司、西安天力金属复合材料有限公司、西安优耐特容器制造有限公司等发出征求意见函。
二、标准编制原则和确定标准主要内容的论据2.1标准编制原则本标准格式按照GB/T 1.1-2009《标准化工作导则第一部分:标准的结构与编写》的要求进行编写。
本标准在参考ASTM B551M《锆及锆合金板、薄板和带材》和ASTM B352M 《核用锆及锆合金板、薄板和带材》的基础上,结合国内同类产品生产技术水平,体现了国外内大多数企业和行业对锆及锆合金板、带、箔材质量的要求,充分考虑生产单位和使用单位对产品质量、性能及检测方法的要求及国内外当前的生产技术水平,力争标准切实可行,具有可操作性,能够被应用单位普遍接受。
2.2确定标准主要内容的论据2.2.1增加规范性引用文件根据标准编制的有关要求,对文件引用的要求进行修改,同时增加了规范性引用文件。
2.2.2产品牌号、品种、状态和规格根据实际用途,对不同牌号合金进行分类,增加表1。
根据产品交货要求和工艺变化,增加了产品制造方法并细化规格范围。
在表2中增加“制造方法”,根据“轧制”、“锻造”两种不同的制造方法,对产品交货规格进一步细化,并将交货最大产品厚度由原标准的10mm提高到60mm。
2.2.3产品标记根据标准编写要求,增加“产品标记按产品名称、标准编号、牌号、供应状态、规格的顺序表示。
标记示例如下:”的内容。
2.2.4化学成分为了更符合产品交易流通要求,便于产品识别,删除了各牌号化学成分,执行GB/T 26314《锆及锆合金牌号和化学成分》的要求。
同时,由于目前市场上的Zr-2.5Nb牌号产品基本为管材,不涉及板材,从标准中将Zr-2.5Nb牌号删除。
2.2.5尺寸及允许偏差表3 尺寸及允许偏差单位为毫米经过对国内外锆级锆合金板、带、箔材的生产现状进行调查,根据目前设备能力和市场对产品的要求发生的变化,参考ASTM B551M和ASTM B352M标准,对尺寸与尺寸偏差进行了细化,详见表3。
同时,由于客户采购的锆级锆合金板、带、箔材在应用前一般还需进行机械加工、焊接等处理,对材料的同板差和不平度有一定的要求,因此增加了同板差和不平度要求,详见表3和表4。
2.2.6力学性能按照目前市场要求和生产厂加工能力,对各牌号特别是Zr-1、Zr-3、Zr-5合金的力学性能要求进行调整,详见表5。
表5 力学性能2.2.7超声波检验锆及锆合金板、带材一般都是板坯轧制而成的,板坯则是锻造制成,由锻坯轧制生产的板、带材,常见的制造缺陷有夹杂、微细裂纹等。
而锆及锆合金板、带材可用于压力容器、压力管道等特种设备的制造,为了保障其安全运行,更好的检测出板、带材制造缺陷,增加了板、带材超声波检验要求。
超声波检测可对板、带材内部及表面的状态进行高灵敏度和高可靠性检查和测试。
选择超声波检测检查板、带材制造缺陷,是由于其具有以下优点:a)适用于金属材料的无损检测;b)穿透能力强,可对较大厚度范围内的工件内部缺陷进行检测;c)缺陷定为较准确;d)对面积型缺陷的检出率较高;e)灵敏度高,可检测出工件内部很小的缺陷;f)检测成本低、速度快,设备轻便,对人体及环境无害,检测结果无直接见证记录。
要求超声波检验“对产品有超声波探伤性能要求时,应供需双方协商,并在订货单(或合同)中注明超声波检验要求或评判级别。
”2.2.8表面状况原标准中没有板材粗糙度的要求,根据板材产品的生产现状和市场要求,增加了板材表面粗糙度应不大于3.2μm。
2.2.9力学性能检验方法由于标准升版,室温拉伸试验试验方法编号修改为GB/T 228.1-2010,并明确了不同规格产品的检测试样要求。
2.2.10超声波检验方法根据增加超声波检测的要求,在试验方法中增加对超声波检测方法的要求,由于目前锆材的超声波检验方法尚未形成国标,故按照实际情况以“超声波检验方法按照需方选择的检验方法进行。
合同(或采购技术条件)未注明时,由供方自行确定一种方法检测。
”进行要求。
2.2.11表面状况检验方法明确了表面粗糙度仪检测表面粗糙度的方法,要求按照GB/T10610进行。
2.2.12组批按照标准中“批”的概念进行组批要求,“产品应成批提交验收,每批应由同一牌号、同一熔炼炉号、同一规格、同一制造方法、同一状态和同一热处理炉(批)的产品组成”。
同时删除“批重不限”。
2.2.13检验项目由于锆及锆合金应用的特殊性,腐蚀检验一般仅用于核用锆及锆合金产品中,将标准内容修改为“核工业用产品还应进行腐蚀检验”;核工业用厚度大于4.8mm的板材,一般为热轧态交货,退火后不能完全再结晶,无法进行晶粒度评级,增加“晶粒度检验适用于厚度不大于4.8mm的退火状态(M)产品”。
2.2.14取样根据增加超声波检验的要求,增加超声波检验的取样要求。
2.2.15检验结果的判定根据标准检验项目判定方法的不同,将5.5.1拆分为两个条款。
同时根据供需双方的需要,允许化学成分不合格时可重复取样,要求“化学成分不合格时,应从该批产品中另取双倍数量的试样进行重复试验。
重复试验的结果全部合格,则判该批产品合格。
若重复试验结果中仍有成分不合格,则判该批产品不合格。
”。
2.2.16附录1)根据目前产品技术要求和设备能力,将试验压力由“(10.3±0.5)MPa”修改为“(10.3±0.7)MPa”。
2)调整了附录A中试样制备的酸洗工艺。
参考ASTM G2M,并根据目前实验室的实际操作情况,酸洗配比推荐使用:纯锆及锆锡合金酸液配比:3% HF+39%HNO3+余量水;锆铌合金酸液配比:(9±1)% HF+(30±5)% HNO3+(30±5)HSO4%+余量水。
同时为了便于操作和测量,酸洗时间用去除量来控制“酸洗去除量控制在0.01mm~ 0.1mm,”。
对试样烘干的操作方法进行更详细的描述:“将试样放入干燥箱中,在(60~80)℃干燥0.5~1小时,取出试样,室温下冷却15min以上;或使用热风,将试样表面吹干,在室温下冷却15min以上”。
3)对实验实施前高压釜的装水量进行规定,要求“加入A级水约占高压釜加满水量的四分之一至四分之三”。
4)在报告中增加“试验方法”、“样品状态”两项内容。
三、标准水平分析本标准制定关于板、带材的内容,参考ASTM B551M《锆及锆合金板、薄板和带材》和ASTM B352M《核用锆及锆合金板、薄板和带材》关于民用、核电站用中厚板、薄板、带材的要求。
箔材的内容主要参考了目前难熔金属中箔材通用的一些指标要求,此外,还参考了国内锆及锆合金产品生产单位的企业内部标准。
对旧标准的内容进行了修改,在覆盖范围、内容和具体要求上高于旧版标准,甚至高于ASTM标准的内容。
四、与有关的现行法律、法规和强制性国家标准的关系本标准为锆及锆合金板、带、箔材产品标准,没有现行的法律、法规、规章制度等对其要求,本领域没有强制性标准。
五、专利及涉及知识产权本标准修改过程中不涉及专利纠纷,也不涉及知识产权问题。
六、重大分歧意见的处理经过和依据本标准修改过程中成立了标准修改小组,修改过程中按计划进行修改,未发生重大分歧意见。
七、标准作为强制性或推荐性标准的建议建议作为推荐性标准发布实施。