发动机大修检修标准
发动机大修维修清单
发动机大修维修清单
1. 拆卸和检查发动机,这包括拆卸发动机并对其进行彻底检查,以确定需要修理或更换的部件。
2. 曲轴磨削或更换,如果曲轴表面磨损严重,可能需要进行磨
削或更换。
3. 活塞和活塞环更换,活塞和活塞环可能需要更换,特别是如
果它们出现了磨损或损坏。
4. 缸套更换,如果发动机缸套磨损严重,可能需要更换。
5. 曲轴轴承更换,曲轴轴承可能需要更换,特别是如果它们出
现了磨损或损坏。
6. 水泵更换,通常建议在发动机大修期间更换水泵,以确保发
动机冷却系统的正常运行。
7. 油封和密封垫更换,发动机大修时通常会更换所有油封和密
封垫,以防止未来的泄漏问题。
8. 燃油喷射系统清洗和校准,在发动机大修后,可能需要清洗和校准燃油喷射系统,以确保其正常运行。
9. 排气系统检查和维护,排气系统也应该接受彻底的检查和维护,以确保其正常运行。
以上清单仅供参考,实际的发动机大修维修清单可能会根据具体情况而有所不同。
在进行发动机大修前,最好咨询专业的汽车维修技师,以获取详细的清单和建议。
汽车维修技术标准
汽车维修技术标准)(一)汽车大修竣工出厂技术提条件(国家标准GB3798-831.一般技术要求(1)装配的零件、部件、总成和附件应符合相应的技术条件。
各项装备应齐全,并按原设计的装配技术要求安装。
允许在汽车大修中按经规定程序批准的技术文件改变某些零件、部件的设计,但其性能不得低于原设计(注)要求。
(2)主要结构参数应符合原设计规定。
由于经修理而增加的自重,不得超过原设计自重的3%。
(3)驾驶室、客车楔应形状正确、曲面圆顺、转角处无折绉、蒙皮平整、无松弛、污垢及机械操作等缺陷。
注:原设计是指汽车制造厂或按照规定程序批准的改造、改装的技术文件(下同)(4)喷漆颜色协调、均匀、光亮、漆层无裂纹、剥落、起泡、流痕和皱纹等现象。
不需涂漆的部位,不得有漆痕。
刷漆部位允许有不明显的流痕和刷纹。
(5)驾驶室、客车厢、货箱及翼子板左右对称。
各对称部位离地面高度差:驾驶室、翼板/客车厢不大于10mm,货箱不大于20mm。
(6)座椅颜色的形状、尺寸、座间距及调节装置应符合原设计要求。
(7)门窗启闭灵活,关闭严密,锁卡可靠,合缝匀称,不松旷。
挡风玻璃透明,不眩目。
(8)转向机机构各连接部位不松旷,锁卡可靠。
方向盘自由行程(代转向助力器的除外),总重不小于 4.5t的汽车不大于30o,总重小于 4.5t汽车不大于15o。
(9)离合器踏板、制动踏板的自由行程和驻车制动的有效行程应符合原设计要求。
(10)仪表、灯光、信号和标志齐全,工作正常。
(11)轮胎充气气压应符合原设计要求。
(12)限速装置应铅封。
(13)各部润滑应符合原设计要求。
(14)各部件运行温度正常,各处无漏油、漏水和漏电现象。
但润滑油、冷却水密封结合面处允许有不致形成滴状的浸渍。
2.主要性能要求(1)发动机起动容易,在各种转速下运转正常、无异响。
(2)传动机构工作正常,无异响。
离合器结合平稳、分离彻底、操作轻便、工作可靠。
变速器挂档轻便、准确可靠。
(3)转向机构操纵轻便、行驶中无跑偏、摆头现象。
机动车维修技术标准
一、机动车维修技术标准(一)汽车大修竣工出厂技术提条件(国家标准GB3798-83)1.一般技术要求(1)装配的零件、部件、总成和附件应符合相应的技术条件。
各项装备应齐全,并按原设计的装配技术要求安装.允许在汽车大修中按经规定程序批准的技术文件改变某些零件、部件的设计,但其性能不得低于原设计(注)要求。
(2)主要结构参数应符合原设计规定。
由于经修理而增加的自重,不得超过原设计自重的3%.(3)驾驶室、客车楔应形状正确、曲面圆顺、转角处无折绉、蒙皮平整、无松弛、污垢及机械操作等缺陷。
(4)喷漆颜色协调、均匀、光亮、漆层无裂纹、剥落、起泡、流痕和皱纹等现象。
不需涂漆的部位,不得有漆痕。
刷漆部位允许有不明显的流痕和刷纹。
(5)驾驶室、客车厢、货箱及翼子板左右对称。
各对称部位离地面高度差:驾驶室、翼板/客车厢不大于10mm,货箱不大于20mm.(6)座椅颜色的形状、尺寸、座间距及调节装置应符合原设计要求。
(7)门窗启闭灵活,关闭严密,锁卡可靠,合缝匀称,不松旷。
挡风玻璃透明,不眩目。
(8)转向机机构各连接部位不松旷,锁卡可靠.方向盘自由行程(代转向助力器的除外),总重不小于4。
5t的汽车不大于30º,总重小于4.5t汽车不大于15º。
(9)离合器踏板、制动踏板的自由行程和驻车制动的有效行程应符合原设计要求.(10)仪表、灯光、信号和标志齐全,工作正常。
(11)轮胎充气气压应符合原设计要求。
(12)限速装置应铅封.(13)各部润滑应符合原设计要求。
(14)各部件运行温度正常,各处无漏油、漏水和漏电现象。
但润滑油、冷却水密封结合面处允许有不致形成滴状的浸渍。
2.主要性能要求(1)发动机起动容易,在各种转速下运转正常、无异响。
(2)传动机构工作正常,无异响。
离合器结合平稳、分离彻底、操作轻便、工作可靠。
变速器挂档轻便、准确可靠。
(3)转向机构操纵轻便、行驶中无跑偏、摆头现象。
前轮定位、最大转向角及最小转弯半径应符合原设计要求。
汽车维修技术标准
汽车维修技术标准(一)汽车大修竣工出厂技术提条件(国家标准GB3798-83)1.一般技术要求(1)装配的零件、部件、总成和附件应符合相应的技术条件。
各项装备应齐全,并按原设计的装配技术要求安装。
允许在汽车大修中按经规定程序批准的技术文件改变某些零件、部件的设计,但其性能不得低于原设计(注)要求。
(2)主要结构参数应符合原设计规定。
由于经修理而增加的自重,不得超过原设计自重的3%。
(3)驾驶室、客车楔应形状正确、曲面圆顺、转角处无折绉、蒙皮平整、无松弛、污垢及机械操作等缺陷。
注:原设计是指汽车制造厂或按照规定程序批准的改造、改装的技术文件(下同)(4)喷漆颜色协调、均匀、光亮、漆层无裂纹、剥落、起泡、流痕和皱纹等现象。
不需涂漆的部位,不得有漆痕。
刷漆部位允许有不明显的流痕和刷纹。
(5)驾驶室、客车厢、货箱及翼子板左右对称。
各对称部位离地面高度差:驾驶室、翼板/客车厢不大于10mm,货箱不大于20mm。
(6)座椅颜色的形状、尺寸、座间距及调节装置应符合原设计要求。
(7)门窗启闭灵活,关闭严密,锁卡可靠,合缝匀称,不松旷。
挡风玻璃透明,不眩目。
(8)转向机机构各连接部位不松旷,锁卡可靠。
方向盘自由行程(代转向助力器的除外),总重不小于4.5t的汽车不大于30º,总重小于4.5t汽车不大于15º。
(9)离合器踏板、制动踏板的自由行程和驻车制动的有效行程应符合原设计要求。
(10)仪表、灯光、信号和标志齐全,工作正常。
(11)轮胎充气气压应符合原设计要求。
(12)限速装置应铅封。
(13)各部润滑应符合原设计要求。
(14)各部件运行温度正常,各处无漏油、漏水和漏电现象。
但润滑油、冷却水密封结合面处允许有不致形成滴状的浸渍。
2.主要性能要求(1)发动机起动容易,在各种转速下运转正常、无异响。
(2)传动机构工作正常,无异响。
离合器结合平稳、分离彻底、操作轻便、工作可靠。
变速器挂档轻便、准确可靠。
车辆大修的标准
车辆大修的标准
车辆大修的标准主要基于以下几个因素:
1. 发动机状况:如果发动机有剧烈的敲击声或发动机大小瓦烧蚀严重,曲轴磨损严重,应考虑大修。
气缸磨损也是决定是否大修的重要标准。
2. 性能问题:如果发动机功率或扭矩低于原设计标定值的90%,或者发动机消耗的机油量太大太快,可能需要大修。
3. 其他问题:例如气缸压力差过大,超过8%;转速表和气缸压力表不符合要求等,也可能是需要大修的迹象。
4. 行驶里程:一般情况下,国产汽车在行驶了10万公里左右就需要进行一次大修,进口车辆一般在行驶了15万公里左右需要就行一次大修。
以上信息仅供参考,建议咨询专业维修人员获取更准确的信息。
大修标准

序一、车辆入厂做入厂验收1、对整车缺件、损坏件进行清点和登记2、检验送修汽车已近一步了解汽车各部技术状况二、整车清洗1、机舱、底盘、驾驶室三、汽车及总成拆解1、合理组织拆卸作业及安排工艺顺序2、正确使用拆装工具和设备3、注意零件间的相互位置关系,以防拆卸错乱4、其他注意问题(安全)三、零件清洗按污垢的特性可将清洗的方法分为油污清洗、积碳清洗、水垢清洗、老漆清洗及锈蚀物清洗。
1、油污清洗清洗油污的方法分为碱水清洗、合成洗涤剂清洗和有机溶剂清洗三类。
2、积碳清除机械清除法和化学清除法3、水垢清洗发动机冷却系水沟的成分取决于所用冷却水的成分,可以是碳酸钙的沉淀物、硫酸钙的沉淀物硅酸盐的沉淀物或是他们的混合物。
常用的清楚方法为化学清除法。
四、零部件的检测分类一)汽车零件检验分类的技术条件二)汽车零件的检验汽车零件的检验方法可根据检验技术要求的不同,分为外观检验、几何尺寸测量、零件位置公差测量及零件的内部组织缺陷的检验等。
五、总成装配的技术要求与磨合试验一)汽车总成装配原理与试验1、汽车总成装配的一般技术要求2、总成装配精度二)汽车主要总成的磨合与试验1、发动机的磨合试验2、传动的磨合试验第一章、五十铃NKR57L/77L皮卡TF系列维修标准一、发动机维修(4JB1/4KH1)1、发动机的拆卸步骤分为三步:首先放出机油,拆下发动机外表的附属设施;其次拆下发动机本体的各组件;最后对各组件进行分解。
1)、发动机外表件的拆卸①冷却水旁通软管②节温器壳体③喷油器总成④电热塞和连接器⑤气缸盖罩⑥摇臂轴总成⑦在拆卸真空管过程中,应在接头处分别填上标签防止安装时弄错。
2、拆下发动机本体各组件:①气缸盖总成。
拆卸气缸盖,应按规定顺序,将气缸盖螺栓拧松。
②飞轮。
拆卸飞轮,应按规定顺序,将气缸盖螺栓拧松。
③活塞连杆组.④曲轴皮带轮。
拆卸皮带轮应使用拉力器。
⑤喷油泵⑥正时齿轮壳体。
⑦正时齿轮。
拆卸是应使用拉力器。
⑧曲轴轴承盖和曲轴轴承。
发动机大修过程检验单

发动机大修过程检验单发动机大修是对发动机进行全面检修和维修的过程,目的是保证发动机的性能和可靠性。
发动机大修过程检验单是记录和检查大修过程中的各项工作和检验项目的单据,下面是一份1200字以上的发动机大修过程检验单样本:日期:___________________发动机型号:____________________序号:___________________经检验,本发动机大修工作按照以下项目进行:1.拆卸与清洗1.1拆卸发动机缸盖,并对缸盖进行外观检查、清洗和磨削修复。
1.2拆卸活塞与连杆组件,检查并记录活塞磨损情况和连杆间隙,并进行必要的磨削修复。
1.3拆卸曲轴和曲轴箱,并对曲轴进行磨削和修复。
1.4清洗和检查气缸套,并记录套筒直径和圆柱度。
1.5清洗和检查气门、凸轮轴和气门导管,记录气门间隙和导管磨损情况。
1.6清洗和检查进气管和排气管,记录管道堵塞情况。
2.修复与更换2.1替换活塞环和曲轴连杆轴瓦,确保曲轴与连杆间隙符合规范。
2.2修复或更换磨损的气缸套,确保气缸套直径满足要求。
2.3修复或更换磨损的气门,确保气门间隙符合规范。
2.4修复或更换磨损的凸轮轴和气门导管,确保气门间隙符合规范。
2.5更换磨损严重的进气管和排气管,确保管道畅通。
3.装配与校正3.1将修复后的曲轴和曲轴箱装配到发动机上,并确保曲轴轴承间隙符合规范。
3.2将修复后的活塞和连杆组件装配到发动机上,并进行适当的装配间隙校正。
3.3将修复后的缸盖装配到发动机上,并确保缸盖螺栓紧固力矩符合要求。
3.4将修复后的气门、凸轮轴和气门导管装配到发动机上,并进行必要的气门间隙调整。
3.5安装进气管和排气管,并确保管道连接牢固。
4.测试与调试4.1启动发动机,并进行暖机和怠速运行,监测发动机运行情况。
4.2进行高速运行测试,记录并分析发动机性能数据。
4.3进行冷启动测试,记录发动机的起动性能和燃油消耗情况。
4.4进行排放测试,确保发动机排放符合环保要求。
柴油机维修标准
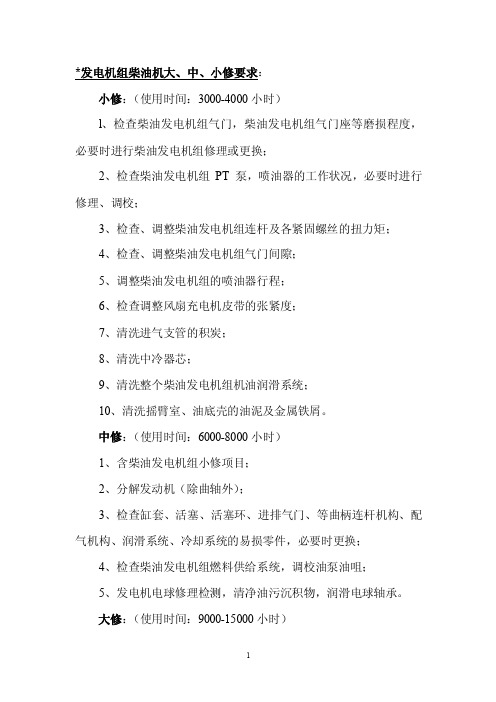
*发电机组柴油机大、中、小修要求:小修:(使用时间:3000-4000小时)l、检查柴油发电机组气门,柴油发电机组气门座等磨损程度,必要时进行柴油发电机组修理或更换;2、检查柴油发电机组PT泵,喷油器的工作状况,必要时进行修理、调校;3、检查、调整柴油发电机组连杆及各紧固螺丝的扭力矩;4、检查、调整柴油发电机组气门间隙;5、调整柴油发电机组的喷油器行程;6、检查调整风扇充电机皮带的张紧度;7、清洗进气支管的积炭;8、清洗中冷器芯;9、清洗整个柴油发电机组机油润滑系统;10、清洗摇臂室、油底壳的油泥及金属铁屑。
中修:(使用时间:6000-8000小时)1、含柴油发电机组小修项目;2、分解发动机(除曲轴外);3、检查缸套、活塞、活塞环、进排气门、等曲柄连杆机构、配气机构、润滑系统、冷却系统的易损零件,必要时更换;4、检查柴油发电机组燃料供给系统,调校油泵油咀;5、发电机电球修理检测,清净油污沉积物,润滑电球轴承。
大修:(使用时间:9000-15000小时)1、含柴油发电机组中修项目;2、解体全部柴油发电机组的发动机;3、更换气缸体、活塞、活塞环、大小轴瓦、曲轴止推垫、进排气门、全套发动机大修包;4、调校油泵、喷油器、更换泵芯、喷油头;5、更换柴油发电机组的增压器大修包、水泵修理包;6、校正连杆、曲轴、机体等部件,必要时修复或更换。
*柴油机在使用过程中,如发现或存在下列问题,一般应考虑进行中修。
(1)柴油机带负荷工作时(严重)冒蓝烟。
(2)柴油机机油消耗量明显增加。
(3)柴油机工作时功率明显不足(功率降低大于25%)。
(4)柴油机通气口冒白汽,并有机油喷出。
(5)柴油机累计工作4000小时或5年以上。
(6)其它认为必须中修的问题或故障。
*汽车发动机大修的标准汽车发动机是否需要大修,主要取决于气缸的磨损程度,即圆度误差、圆柱度误差是否超过大修使用极限。
因此必须对气缸磨损程度进行测量和圆度误差、圆柱度误差的计算,以及对气缸磨损程度进行综合分析、判断。
柴油发电机组大修方案
柴油发电机组大修方案一、背景柴油发电机组在长期使用后,需要进行大修,以保证其正常运行和延长使用寿命。
本文将提出柴油发电机组的大修方案。
二、大修范围1. 发动机检修:检查发动机的各项参数和性能,并进行必要的更换和修理。
2. 冷却系统维修:清洗和冲洗冷却系统,更换冷却液,并检修散热器和水泵。
3. 润滑系统检修:更换润滑油和滤芯,并检查润滑系统的工作情况。
4. 电气系统检修:检查并清洁电气线路,更换老化或损坏的电线和元件。
5. 燃油系统检修:清洗和冲洗燃油系统,更换燃油滤芯和喷油嘴。
6. 排气系统维修:清洁和修理排气管道和消声器。
7. 控制系统检修:检查发电机组的控制系统,确保其正常工作。
8. 其他维护项目:根据具体情况进行其他必要的大修和维护工作。
三、大修过程1. 停机准备:事先通知用户停机,断开柴油发电机组与电网的连接,将其停止运行。
2. 拆卸与检查:拆卸发动机和相关部件,并对其进行全面检查,发现问题及时修复或更换。
3. 维修与更换:根据检查结果,对发动机和各个系统进行维修和更换,确保其正常运行。
4. 清洗和冲洗:对冷却系统、燃油系统和排气系统进行清洗和冲洗,以保证其畅通可靠。
5. 装配和调试:将已维修和更换的部件重新装配到发电机组上,并进行全面调试和测试。
6. 试运行和验收:对发电机组进行试运行和性能验收,确保其工作正常和性能稳定。
7. 启动和连接:经过试运行和验收合格后,启动柴油发电机组,并重新连接至电网。
四、安全措施1. 操作人员必须具备相关技术知识和经验,严格按照操作规程进行操作。
2. 在进行拆卸和维修时,必须断开电源,并采取相应的防护措施,避免发生触电和其他意外事故。
3. 使用合适的工具和设备,并确保其良好状态,避免操作过程中出现故障。
4. 在进行润滑和燃油更换时,遵循安全操作规程,注意防火和防爆措施。
5. 维修过程中,严禁抽烟和使用明火,确保作业地点的安全。
五、注意事项1. 大修前必须进行充分的准备工作,包括备齐所需工具、部件和设备。
上海日野p11c发动机大修标准

上海日野p11c发动机大修标准1.发动机大修包括发动机拆卸、检修和重新组装。
Engine overhaul includes engine disassembly, inspection, and reassembly.2.检查和更换发动机配件,确保发动机运行正常。
Inspect and replace engine components to ensure the engine runs properly.3.清洗发动机零部件,去除污垢和积碳。
Clean engine parts to remove dirt and carbon deposits.4.测量发动机缸体和活塞间隙,确保配合良好。
Measure the clearance between the engine cylinder block and piston to ensure proper fit.5.更换活塞环、曲轴轴承和连杆轴承。
Replace piston rings, crankshaft bearings, and connecting rod bearings.6.检查和调整阀门间隙,保证正常运转。
Inspect and adjust valve clearances to ensure normal operation.7.清洗和研磨发动机缸盖和曲轴。
Clean and grind the engine cylinder head and crankshaft.8.替换磨损严重的曲轴、连杆和活塞。
Replace severely worn crankshafts, connecting rods, and pistons.9.安装新的发动机密封件,防止漏油。
Install new engine gaskets to prevent oil leaks.10.更换发动机水泵和油泵,确保冷却和润滑系统正常运行。
Replace the engine water pump and oil pump to ensure the cooling and lubrication systems operate properly.11.使用专业工具检测和校准发动机的点火系统。
柴油发电机维修标准

柴油发电机维修标准柴油发电机是工业生产中常见的一种发电设备,它具有稳定的发电效率和可靠的工作性能。
然而,随着使用时间的增长,柴油发电机也会出现各种故障和问题,因此对于柴油发电机的维修工作显得尤为重要。
本文将介绍柴油发电机维修的标准,希望能够为相关维修人员提供一些参考和帮助。
首先,对于柴油发电机的维修工作,必须要有专业的维修人员进行操作。
维修人员需要具备一定的电气知识和机械知识,对于柴油发电机的结构和工作原理有一定的了解。
在进行维修工作之前,维修人员需要对柴油发电机进行全面的检查和测试,以确定故障的具体原因和位置。
其次,在进行柴油发电机的维修工作时,需要严格按照相关的维修标准和操作规程进行操作。
维修人员需要使用专业的工具和设备,确保在维修过程中能够做到安全、高效地进行工作。
同时,维修人员需要严格遵守相关的操作流程,不得擅自更改或调整柴油发电机的零部件和参数。
另外,在进行柴油发电机的维修工作时,需要注意保护好现场环境和设备。
维修人员需要做好安全防护措施,避免因操作不当而造成人身伤害和设备损坏。
同时,维修人员需要保持维修现场的整洁和安全,确保维修工作能够顺利进行。
最后,在进行柴油发电机的维修工作之后,需要对维修后的设备进行全面的测试和检查。
确保设备的各项指标和参数都符合要求,能够正常地进行发电工作。
同时,维修人员需要对维修工作进行记录和归档,以便日后的维护和管理。
总之,柴油发电机的维修工作需要严格按照标准进行操作,确保设备能够正常、安全地进行工作。
希望本文所介绍的柴油发电机维修标准能够对相关维修人员有所帮助,提高维修工作的效率和质量。
汽车发动机大修标准

汽车发动机大修标准汽车发动机是汽车的心脏,它的性能直接关系到汽车的动力和稳定性。
然而,随着汽车使用时间的增长,发动机也会出现各种问题,需要进行大修。
汽车发动机大修是一项复杂的工作,需要严格按照标准进行操作,以确保修复后的发动机性能稳定、安全可靠。
下面将介绍汽车发动机大修的标准流程和要点。
首先,进行全面的检查。
在进行发动机大修之前,必须对发动机进行全面的检查,包括外观、内部结构、零部件的磨损程度等。
通过全面的检查,可以确定发动机需要进行哪些具体的修复工作,为后续的维修工作提供重要参考。
其次,拆解发动机。
在进行发动机大修时,需要将发动机进行拆解,对各个部件进行逐一检修和更换。
在拆解过程中,需要严格按照技术规范和操作流程进行,确保不会对发动机造成二次损伤。
然后,进行零部件更换和修复。
在拆解后,需要对发动机的零部件进行更换和修复。
对于磨损严重的零部件,如活塞、曲轴等,需要进行更换;对于一些可以修复的零部件,如气缸盖、气缸体等,需要进行修复工作,以确保零部件的性能和使用寿命。
接着,进行组装和调试。
在进行零部件更换和修复后,需要对发动机进行组装,并进行严格的调试工作。
调试工作包括点火系统的调试、燃油系统的调试、排气系统的调试等,以确保发动机在组装后能够正常运转。
最后,进行全面的测试和检查。
在发动机大修完成后,需要对发动机进行全面的测试和检查,包括动力性能测试、燃油经济性测试、排放性能测试等。
只有通过全面的测试和检查,才能确保发动机大修的质量和可靠性。
总之,汽车发动机大修是一项复杂而严谨的工作,需要严格按照标准流程进行操作。
只有通过全面的检查、拆解、零部件更换和修复、组装和调试、全面的测试和检查,才能确保发动机大修的质量和可靠性。
希望本文所述的汽车发动机大修标准能够对相关人员有所帮助,确保汽车发动机大修的质量和安全性。
车辆维修检验标准

车辆维修检验标准维修人员对有关项目进行维修后,须确保完成所有维修工作,并符合以下出厂技术标准;对不符合要求的,下一工序的维修人员或检验员有权拒绝接收或责令返修;各系统检修的出厂技术标准如下:一、换发动机、发动机大修的出厂技术标准1.空气滤清器、机油滤清器,效能良好,无阻塞及短路现象,安装牢固,密封无渗漏现象;2.发动机无异响,油底无渗漏;3.发动机各部接口螺栓、螺母安装扭力符合原厂规定;4.各汽油管、真空管、水管安装正确,不漏油、水、气;5.各传感器安装扭力符合规定,导线接头连接牢固不漏电;6.发动机皮带无老化开裂及磨损过度现象,张紧度符合原厂规定;7.起动机起动时无空转、打滑现象,电瓶桩头牢固,电瓶液正常;8.发电机充电正常;9.发动机支架,排气管接口安装牢固,接口垫不漏气;10.离合器自由行程符合规定,离合器接合平稳,分离彻底,挂档不响,无打滑现象;11.水箱、空调泵、助力泵、发电机安装牢固,冷却风扇及设备工作正常;12.点火正时符合原厂规定;13.气缸压力水温80以上时符合原厂规定;14.在常温下,机油压力应符合技术标准;15.油门、阻风门工作正常;16.加速灵敏、不爆震、不回火、不冒烟;各工况供油正常,过渡平顺;热磨合4小时之后,拆下火花塞应无上油现象;17.在走合期之内允许排气管有不明显的冒蓝烟;在各档内均须避免发动机以高转速行驶;18.尾气排放符合技术标准;二、发动机中修、发动机更换活塞及活塞环的出厂技术标准1.空气滤清器、机油滤清器效能良好,无阻塞及短路现象,安装牢固,密封无渗漏现象;2.发动机冷车允许有轻微异响,油底壳无渗漏;3.发动机各部接口螺栓、螺母安装扭力符合原厂规定;4.各汽油管、真空管、水管安装正确,不漏油、水气;5.各传感器安装扭力符合规定,导线接头连接牢固不漏电;6.空调皮带、正时皮带张紧度符合原厂规定;7.起动机起动时无空转、打滑现象,电瓶桩头牢固,电瓶液正常;8.发电机充电正常;9.发动机支架,排气管接口安装牢固,接口垫不漏气;10.离合器自由行程符合规定,离合器接合平稳,分离彻底,挂档不响,无打滑现象;11.水箱、空调泵、助力泵、发电机安装牢固,冷却风扇及设备工作正常;12.点火正时符合原厂规定;13.气缸压力水温80以上符合原厂标准;14.在常温下,机油压力应符合技术标准;15.油门、阻风门工作正常;16.加速不突暴、不回火、不冒烟;各工况供油正常,过渡平顺;热磨合4小时之后,拆检火花塞应无明显上油现象;17.在走合期之内允许排气管有不明显的冒烟;在各档内均须避免发动机以高转速行驶;18.尾气排放符合要求;三、保养、小修作业的一般技术标准对保养作业内容必须按制造厂的要求逐项进行检查,并耐心向客户解答清楚,涉及车辆行驶安全及车辆寿命的机件损坏或发生问题时,必须向客户解释清楚,如客户不做修理,必须在施工单上注明;1.更换的配件必须按工艺安装好,外表擦拭干净;2.油、液面检查后,必须擦拭清洁;3.防尘套检查后,要擦拭清洁;4.校对点火正时、尾气排放必须使用仪器;怠速转速、空调转速必须热车检查;5.皮带张紧度,必须用手按或用仪器检查;6.机器盖、勾、门轴等部位点油客户不要求点油除外;7.检查有无松动的地方,必须用工具或手进行检查;8.制动踏板必须检查自由行程,助力效能、手刹必须检查拉紧齿数和手刹效能;新换刹车片要有磨合期,一般200km,并及时提醒车主要增大刹车力进行补充;9.轮胎压力、花纹按标准检查,不合格时需向客户说明;10.小修项目维修时,必须按维修手册维修方法进行四、检修刹车系统的出厂技术标准项目包括:更换刹车总泵、更换真空助力器、更换刹车软管、更换刹车分泵、更换刹车盘、更换刹车片、更换刹车管、更换刹车管三通、更换ABS总成,更换制动液;1.目视刹车油杯,油面在上下标准范围之内;2.安装刹车管路无渗、漏油;3.刹车踏板自由行程符合标准,一般0.5-2mm;4.踏下制动踏板最大制动时,发动车在真空助力器作用下踏板下行,刹车踏板距地间隙大于总行程的1/3;5.必要时路试,在平坦干燥柏油路面空档车速30km/h踩紧急制动,刹车距离不超过6.2m,轮迹偏离不超过轮胎面宽;40-60km/h车速轻点刹车,不跑偏;6.在制动试验台上测试制动力,空载时应占整车质量的60%以上,满载时应占50% 以上;且前轴左、右轮制动力差不得大于5%,后轴左、右轮制动力差不得大于8%;7.制动协调时间不得大于0.3秒,制动完成释放时间不得大于0.8秒;8.带ABS系统的车辆维修后,ABS系统装配良好、牢固,其性能符合原设计规定; 故障排除后清除原故障信息;9.ABS系统失效时,其制动力应达到1-4条要求;10.驻车制动:a 驻车制动有效拉紧行程为2-3齿,在平坦道路上用二档起步,拉紧驻车制动器操纵杆,发动机应有熄灭现象;b 汽车空载正反两方向在坡度20%的干燥坡道上,使用驻车制动应保持5分钟以上固定不动;c 采用制动试验台试验,在空载情况下,其制动力总和不得小于该车总质量的20%;注:制动系统一般采用路试,特殊情况需上制动试验台的车辆,测试数据要附在委托书后;五、检修转向系统的出厂技术标准项目包括:更换方向机、更换横直拉杆、更换下控制臂、更换方向盘万向节、更换转向助力泵、更换油管;1.转向系统操作轻便、转动灵活;2.方向盘无自由量,盘在中间位置;3.最大转向角时轮胎侧面不磨;不得与其它部件有干涉现象;4.横拉杆球头无明显间隙;5.发动车,车轮平行时,转向助力油在上下标准线之内;6.转向助力泵、油管无渗漏;7.行驶中车轮向后能自动回正,保持直线行驶;8.更换方向机,更换横直拉杆,更换下控制臂、球头、传动轴万向节,更换前减震器,必须调前束;检测仪测试,前轮侧滑不超过±5m/km;9.转向系统大修,车辆前轮定位符合原厂规定;、六、检修传动系统的出厂技术标准一离合器项目包括:更换飞轮盘、离合器片、更换离合器轴承、离合器拨叉、离合器拉线、离合器总泵、离合器分泵;1.离合器接合平稳、分离彻底、不打滑、不抖动、无异响;2.离合器自由行程,目测一般在15-25mm;3.离合器分离时,踏板距地间隙小于总行程的1/3,或按客户要求;4.目视离合器分泵、总泵、油路无渗漏;5.离合器油杯油面在上、下标准线之内;二变速器项目包括:机械变速器、自动变速器、换档拉杆、档把、清洗自动变速箱;1.变速器操作灵活、无异响;2.行驶中不掉档、不乱档、无异响;3.自动变速器行驶中升档、降档正常,无异响;4.目视变速器、油管、散热器无渗漏;5.自动变速器油面应按生产厂家所要求来检查;6.机械变速器油面应按生产厂家所要求来检查;七、检修电器系统的出厂技术标准一发电机项目包括:更换调节器、更换充电指示灯、更换发电机;1.充电电压,充电电流应符合原厂规定;2.充电指示灯:打开点火开关时灯亮,怠速时灯灭或暗亮;3.发电机转动无异响;4.维修线路无破损;5.皮带松紧度符合厂家维修手册标准;6.充电线两端应接触良好无发热现象;二起动机项目包括:更换吸力包、更换线束、更换飞轮齿圈、安装变速器;1.起动机转动无异响,离、合正常无卡滞空转现象;2.吸力包动作正常,无不吸现象;3.电瓶桩头不发烫;4.维修线路无破损,桩头及端子良好;三照明灯及仪表指示项目包括:更换灯泡、保险、总成、开关;1.各处部指示灯安装牢固、齐全有效;2.各仪表灯安装牢固、齐全有效;3.维修线束无破损,插头良好;4.须上检测仪测试灯光的车辆,测试结果要附在委托书后;四检修全车线路1.更换全车线束:a 全车线速必须按原厂装配格局进行走线安装;b 更换过后必须用卡子卡紧线束,不得有散及过长,过短现象,以免造成断折或磨损搭铁;c 更换全车线束时不得自行更改线束改线束接头,不允许跨接线路,以免造成起火及线路损坏;2.维修更换局部线束:a 局部线束更换必须按原厂装配格局进行走线安装;b 维修局部线束时不得因维修造成对其它电路干涉;c 在对局部线束维修时,不得自行接替代线,应按原厂规定更换维修;3.对于电器故障的检查、维修、更换:a 对于电器设备检查维修时,不得自行断开线路或跨接线路,不得自行更换大负荷保险或用铜丝代替;b 对于维修、更换过的电路部分必须达到原厂规定的电压、电阻、电流;c 在维修过程中必须用专用设备对电路进行测量,不得自行用自制的测试工具,以免损坏电路;d 在维修过程中严禁对发动机或搭铁处试火;5.在大修过后,必须达到全车灯光齐全,所有用电部件工作稳定、正常;八、车身维修的出厂技术标准1.修复后车身及附件外形尺寸应符合原厂规定;2.车身各构件无损伤、断裂或严重锈蚀;整形部位外形平整,曲面衔接变化均匀;3.车身覆盖件,更换后保持开关灵活,板件间隙均匀合适,修复表面保持平整,外形曲面过渡均匀,无裂损;4.所有铆钉应平滑,紧固,排列整齐,间距均匀;焊接表面高低一致,宽度均匀;5.内部饰件外观应平顺贴合,无凹隆,分段接口处平齐,保持清洁;6.所有经过烧烤、焊接、切割部件及车身底盘都应进行防锈、防腐蚀处理;九、汽车喷、补漆的出厂技术标准1.汽车喷漆表面平滑光亮,色泽均匀,色调协调,边界整齐;2.汽车喷漆漆面应无明显气泡、流痕、皱纹、漏漆;3.不须喷漆部分不应有漆痕;注:1.维修中须拆其它部件时,维修后应按其它部件所属系统的出厂技术条件执行;2.当检验发现不符合出厂技术条件、而客户不要求更换或不维修时,必须在任务委托书或施工单上注明,并请客户签字确认;3.有关检测量数据填写在有关检验单及任务委托书相关项目栏内;检验合格后, 质检员必须在任务委托书上签字;4.对不符合以上出厂技术标准的,应由质检员认定为维修不合格,并责令维修人员进行内部返修,由质检员登记在内部返修记录,每月汇总进行统计分析;5.漏油:指5分钟之内漏油;渗油:指4小时之内有油迹;。
第六章汽车发动机维修(曲柄连杆)方案
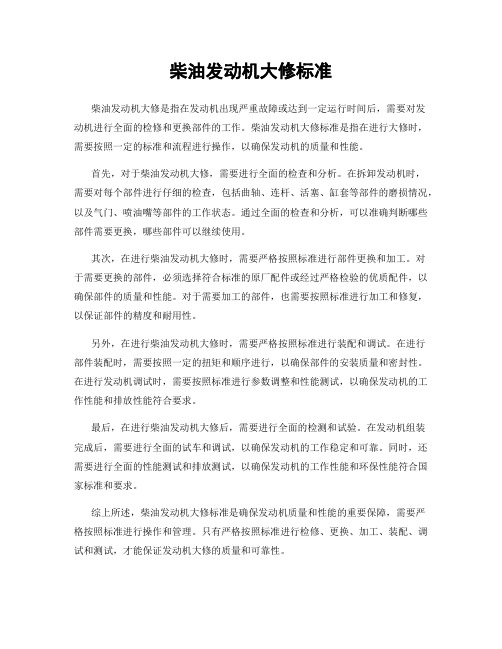
连杆校验仪
2)连杆变形的校正
在校正连杆时,首先要记下连杆弯曲与扭曲的 方向和数值,利用连杆校正器进行校正。通常是 先校正扭曲,再校正弯曲。 校正时应避免反复的 过校正。
3)连杆衬套的修复
在更换活塞销的同时,必须更换连杆衬套,以 恢复其正常配合。新衬套的外径应与小端承孔有 0.10~0.20mm的过盈,以防止衬套在工作中发生 转动。 过盈量也不可过大,否则会在压装时将衬 套压裂。选择新衬套时,可用量具分别测量连杆 小端承孔内径和衬套外径,其差值便是衬套的加 工余量。
(2)发动机标定功率或汽缸压缩压力低于标准值25% 以上。
(3)汽缸磨损,其圆柱度误差达到0.175~0.250mm, 或圆度误差达到0.050~0.063mm。
(4)燃油和润滑油消耗量明显增加。 (5)发动机出现异响。 (6)发动机不能正常运转或根本不能运转。 (7)发动机机体发生重大损伤事故。
二、发动机总成大修检测方法
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
第六章 汽车发动机维修
第一节 汽车发动机维修概述 第二节 曲柄连杆机构的检修 第三节 配气机构的检修 第四节 润滑系统的检修 第五节 冷却系统的检修 第六节 汽油发动机电子控制系统检修 第七节 发动机的装配与调试
第一节 汽车发动机维修概述
一、汽车发动机总成大修条件
(1)发动机加速性能恶化,明显感觉汽车起步加速时 间和超车加速时间延长。
汽车维修技术标准
精品文档;放心下载;放心阅读汽车维修技术标准(一)汽车大修竣工出厂技术提条件国家标准GB3798-831.一般技术要求装配的零件、部件、总成和附件应符合相应的技术条件..各项装备应齐全;并按原设计的装配技术要求安装..允许在汽车大修中按经规定程序批准的技术文精品文档;超值下载(1)件改变某些零件、部件的设计;但其性能不得低于原设计注要求..(2)主要结构参数应符合原设计规定..由于经修理而增加的自重;不得超过原设计自重的3%..(3)驾驶室、客车楔应形状正确、曲面圆顺、转角处无折绉、蒙皮平整、无松弛、污垢及机械操作等缺陷..注:原设计是指汽车制造厂或按照规定程序批准的改造、改装的技术文件下同(4)喷漆颜色协调、均匀、光亮、漆层无裂纹、剥落、起泡、流痕和皱纹等现象..不需涂漆的部位;不得有漆痕..刷漆部位允许有不明显的流痕和刷纹..(5)驾驶室、客车厢、货箱及翼子板左右对称..各对称部位离地面高度差:驾驶室、翼板/客车厢不大于10mm;货箱不大于20mm..(6)座椅颜色的形状、尺寸、座间距及调节装置应符合原设计要求..(7)门窗启闭灵活;关闭严密;锁卡可靠;合缝匀称;不松旷..挡风玻璃透明;不眩目..(8)转向机机构各连接部位不松旷;锁卡可靠..方向盘自由行程代转向助力器的除外;总重不小于4.5t的汽车不大于30o;总重小于4.5t汽车不大于15o..(9)离合器踏板、制动踏板的自由行程和驻车制动的有效行程应符合原设计要求..(10)仪表、灯光、信号和标志齐全;工作正常..(11)轮胎充气气压应符合原设计要求..(12)限速装置应铅封..(13)各部润滑应符合原设计要求..(14)各部件运行温度正常;各处无漏油、漏水和漏电现象..但润滑油、冷却水密封结合面处允许有不致形成滴状的浸渍..2.主要性能要求(1)发动机起动容易;在各种转速下运转正常、无异响..(2)传动机构工作正常;无异响..离合器结合平稳、分离彻底、操作轻便、工作可靠..变速器挂档轻便、准确可靠..(3)转向机构操纵轻便、行驶中无跑偏、摆头现象..前轮定位、最大转向角及最小转弯半径应符合原设计要求..(4)制动性能应符合中华人民共和国机动车制动检验规范试行的规定..(5)汽车空载行驶初速为30km/h时;空挡滑行距离应不少于200m..(6)带限速装置的汽车;以直接挡空载行驶;从初速20km/h加速到40km/h的时间应符合如下表的规定..(7)带限速装置的汽车;以直接挡空载行驶;在经济车速下;100km燃油消耗量应不高于原设计规定值的85%;汽车走合期满后按100km燃油消耗量应不高于原设计规定..(8)驾驶室、客车厢不得漏水..汽车子阿多尘路上行驶;在所有门窗都关闭的情况下;当车外空气含尘量不低于200mg/m3时;驾驶室、客车厢内的含尘量应低于车外含尘量的25%..(9)汽车噪声应符合GB1495-79机动车辆允许噪声的规定..(10)汽车排放限值应符合国家有关规定..(11)车性能测试条件见附录A补充件..3.检验规则(1)大修竣工的汽车;经检验合格;应签发合格证..(2)大修竣工的汽车;应在明显部位安装铭牌;其内容包括发动机和车架号码、承修单位名称、修竣出厂年、月、日等..(3)大修竣工的车辆;经送修与承修单位双方确认合格后;办理出厂交接手续..出厂合格证和有关技术资料应随车交付送修单位..4.保用条件承修单位对大修竣工的汽车应给予质量保证;质量保证期自出厂之日起;不少于3个月或形式历程不少于1000km..在送修单位严格执行走合期规定;合理使用、正常保养的情况下;质量保证期内出现的修理质量问题;承修单位应负责包修..(二)汽车发动机大修竣工技术条件国家标准GB3799-83本标准适用于国产往复活塞式汽车发动机汽油机、柴油机;同类型的进口汽车发动机参照执行..―――――――――――――――――――――――――――――――注:测试条件(1)性能测试应在平坦、干燥、清洁的高级或高等级路面;长度和宽度适应测试要求;纵向坡度不大于1%的直线道路上往返进行..测试数据取平均值..(2)除本标准规定外其他条件参照GB1334-77载重汽车和越野汽车道路试验方法..1.技术要求(1)装配的零、部件和附件均应符合经规定程序批准的制造或修理技术条件..(2)发动机应按规定程序批准的装配技术条件进行装配;并配备齐全..(3)装配后的发动机;应按规定程序批准的工艺和技术条件进行冷、热磨合;拆检和清洗..(4)发动机在正常工作温度下;5S内能起动..柴油机在环境温度不低于5oC;汽油机在环境温度不低于-5oC时;起动顺利..(5)发动怠速运转稳定;其转速应符合原设计规定..(6)四行程汽车油机转速在500-600r/min时;以海平面为准;进气歧管真空度应在57-71kpa430-530mmhg范围内..其波动范围;6缸汽油机一般不超过3kpa25mmhg;4缸汽油机一般不超过5kpa38mmhg..(7)发动机在各种转速下运转稳定;在正常工况下;不得有过热现象..改变转速时;应过渡圆滑..突然加速或减速时;不得有突爆声;化油器不得回火;消声器不得有放炮声..(8)在规定转速下;发动机润滑油压力应符合原设计规定..(9)气缸压缩应符合原设计规定;各缸压缩压力下差;汽油机应不超守各缸压力的8%;柴油机应不超过10%..注(10)发动机启动运转稳定后;只允许正时齿轮、润滑油泵齿轮、喷油泵传动齿轮及―――――――――――――――――――――――――――――――注:上述5~9;水冷式发动机应在水温75~85oC;风冷式发动机应在油温为80~90oC时测试..气门脚轻微均匀响声;不允许活塞、连杆轴承、曲轴轴承有异响和活塞缸及其它异响声..(11)发动机最大功率和最大扭矩均不得低于原设计标定值的90%..(12)发动机最低燃料消耗不得高于原设计规定..(13)发动机不应有漏油、漏水、漏电现象;但润滑油、冷却水密封接合面处允许有不致形成滴状的浸渍..(14)发动机排放限制应符合国家有关规定..(15)发动机应按原设计规定加装限速片;或对限速装置座相应的调整;并加铅封..(16)法定机外表应按规定涂漆;涂层应牢固;不得有起泡;剥落或漏涂现象..(17)发动机应按规定加注润滑油..(18)其他有关要求应符合原设计规定..2.检验规则(1)承修单位应对发动机的最大扭矩和最低燃料消耗率进行测试;并按主管部门或修理合同规定对最大功率和负荷性进行抽样测试..(2)检验合格的发动机;应签发合格证并提供必要的技术资料..3.保用条件承修单位对大修竣工的发动机应给予质量保证;质量保证自出厂之日起;不少于3个月或行驶里程不少于10000km..在送修单位严格执行走合期的规定;合理使用、正常保养的情况下;质量保证期内出现的修理质量问题;承修单位应负责包修.. 4.包装(1)发动机包装前应放掉润滑油和冷却水;并堵好外露通道;技术资料应齐全;包装牢固;防潮防锈良好..(2)包装箱外应标明:承修单位、产品名称、型号、收获单位名称及地址;体积;毛重;放置方向和出场日期等..(三)机修二级维护技术标准(1)更换润滑油及润滑油滤清器除车主有声明不换或车型特殊无货不换..(2)检查燃油系统是否紧固;可靠;无渗油现象等..燃油滤清器按实际情况更换..(3)检查、清洁或更换空气滤清器芯;其部件必须按规定紧固..(4)检查点火系统..检修或更换白金、火花塞等;调整点火正时高级车型;如无触点点火及ECU调节正时;不用更换或调整..(5)检查水泵;水管是否松动;渗漏;水温在标准值内..(6)检查进气门间隙;有异响时调整用液压挺杆气门不用调整..(7)检查各传动皮带的磨损程度及张紧力;调整压轮等..(8)检查、调整加速踏板自由行程;调整怠速使其符合厂方标准..(9)检查发动机渗漏润滑油情况严重者加做单项维修..(10)检查及调整;制动踏板和方向机的自由行程..(11)检查离合器作用是否分离完全;结合是否平稳;有无异响;离合总泵和分泵是否有渗漏现象;工作液是否变质等..(12)检查变速箱;分动器;差速器等;视油质情况补充或更换齿轮油..(13)检查传动轴或横轴;前后悬挂;方向机构等部件是否变形或连接是否紧固;可靠;并加以润滑特殊车型无加油嘴除外..(14)检查减震器是否有效工作;并紧固;检查有无渗油现象..(15)检查动力辅助方向机构的工作液油质是否有渗漏油;工作有无异响..(16)检查制动系统:包括总分泵是否有渗漏油;分泵是否活动灵活;驻车制动工作是否正常无卡死..制动碟/鼓平滑无裂纹不超限;制动皮应无油污及有一定的厚度..各部件应紧固可靠;路试时;制动无偏刹;制动距离应符合国标以检测线为准..(17)轮胎气压应符合厂方标准;并根据轮胎磨损情况适当调整位置;车轮螺栓必定按厂方标准扭力拧紧..(18)路试时;方向盘应正中对称;行驶不跑偏;左右转弯半径一致..(19)前后车轮轴承应检查油质;必要时清洗和更换润滑油特殊车型除外..(四)电器二级维护技术标准1.年审二保(1)灯光齐全;开关正常灵敏;各总成必须紧固防水等..(2)雨刮及清洗器开关正常灵敏..雨刮停放位置、活动幅度、清洁状况等;必须符合原厂标准..清洁器喷射强度及喷射位置应符合标准..(3)检查各传动皮带磨损程度;张紧度应符合原厂标准..(4)喇叭按钮应灵敏;声音符合国标;应没有其它振动声..(5)蓄电池必须紧固;电极无氧化层;导电良好..电解液应在标准值内上、下限之间;通风口不得堵塞..(6)车速表;水温表和燃油表等仪表指示正常..(7)检查电动窗;电动椅;电动后视镜的操作情况是否良好..2.全车检修或专项修理其它按二保作业(1)充电系统1)检查发动机轴承磨损及炭刷磨损情况;是否有异响及润滑油是否良好..2)充电电压是否在13-15V之间..3)充电电流应符合原厂标准如车辆安装大功率的用电设备除外..4)充电指示应该指示正确..5)发电机必须紧固;皮带应选用符合原厂标准尺寸可作张力调整..(2)起动系统1)检查、清洁和润滑轴承;如磨损超标;则重新配置新铜套或轴承..2)电枢转子必须保持与线间绝缘良好清洁;电刷视情况检修或更换..3)传动机构必须操作灵活、可靠和无异响;保证没有空转现象..4)主电缆正极端及地线;必须导电良好和紧固..(3)空调系统1)吹风位置选择开关、电气开关的操作应轻巧有效..2)暖气设备必须有选择;并有适当调整功能..3)冷气系统;可调温制冷温度及风量等..制冷性能应符合原厂制冷性能的90%..4)音响;时钟各部件必须紧固;性能良好;功能齐全;并把电台调和时间调较好..5)各管道及电缆束必须符合厂方标准走向经改良车辆除外;紧固良好..6)仪表台及支承架必须紧固;装饰件贴紧;行车无异响..(五)车身技术标准1.小修作业用最有效工序;令金属变形小;耐用为原则;使修理部位达到标准的85%以上;修理部位不得有渗水或行车发响现象..2.大修作业(1)不论车架式或整体车身的几何尺寸;必须符合修理规定尺寸的90%以上确保前后轮定位参数值在标准范围内;发动机及变速箱总成部件能按正常安装;不能有互相干扰..(2)车身轮廓线条必须平直;左右两侧对称..(3)各部位接合间隙必须平行和符合要求;如各车门与车厢;发动机前盖与车身;车灯与前档;前后护杠均能较好的配合..(4)各活动部件铰接锁扣;必须紧固;可靠灵活;操作无异响如各车门;头、尾盖;车窗等的铰接和锁扣..(5)前照灯、后视镜、座椅必须紧固;并能在一定范围内调节..(6)仪表台架与仪表台和车厢内各饰板要求紧固;帖服和干净..(7)离合踏板、制动踏板、油门踏板和其支承架;不论强度及几何尺寸;都要符合原厂规定..(8)车厢内部必须防止雨水渗入或漏水如:车头、尾档风玻璃、天窗及各车窗和车门等..(9)排气管必须紧固;无穿孔;噪音不超过国家标准..(10)道路行车试验时;保证无异响..(11)以上内容;如车主要求不换或声明不做时;可不按此标准执行..(六)喷漆技术标准1.局部喷漆经补漆处理无论颜色、光泽及砂板;都力求和原厂基本一样;难以分辨补漆部分..具体要求如下:(1)颜色、光泽和砂板应和相应的砂板同色;对称..(2)无起纹或起绉、走珠和沙粒等现象..(3)新、旧油漆接合处应平滑无级..(4)保持全车清洁干净;无油渍和灰浆等..2.全车翻新令人看上去和刚去腊的新车一样;具体要求如下:(1)全车线条骨位平直;有棱有角..(2)砂板平顺无凹痕或无起泡..(3)全车油漆应似原厂车具有高光泽;不应该有起纹、起绉或走珠现象..(4)车底喷防锈沥青;排气管、变速箱和散热网等部件不能有沥青..(5)汽车钢圈和轮胎应翻新和清洁干净..(6)汽车内部清洁、吸尘;仪表板、内饰面等要清洁;并喷表板水..。
汽车发动机大修
发动机的维护发动机的维护是指为维持其完好技术状况和工作能力而进行的作业. 维护的原则是:预防为主,定期检测,强制维护. 维护的目的是:保持整洁,及时发现并清除故障隐患,延长零件使用寿命,防止早期损坏和运行中出现故障,保证安全行车. (1) 发动机维护作业的内容发动机维护作业的内容是清洁,检查,补给,润滑,紧固和调整。
1.清洁包括外表清洗,保持滤清器和水,油,气管道的清洁等。
2.检查是维护作业的基础.其他的维护作业一般都要依靠检查作业的结果来进行.检查作业包括人工检视和一起检测诊断,如检视装备是否齐全,整洁,有无漏水,漏油,漏电现象。
3.紧固是指检查并按规定力矩和顺序扭紧所有外露连接件的螺栓和螺母。
4.补给是指按需要添加燃料,润滑剂,冷却液等。
5.润滑是指按要求更换发动机机油和给润滑点加注润滑剂。
6.调整是指按规定对发动机各部委的可调节部分所进行的调整,如调整发动机怠速、点火正时、喷油正时、气门间隙和带的张紧度等. (2) 发动机维护作业的类别发动机维护作业可分为预防性维护和非预防性维护两大类。
其中预防性维护是指按事先规定的维护计划而进行的各种维护作业;非预防维护指的是对于一些突发性故障所采取的事后维护,所以也称为事后维护。
(3) 发动机维护的周期发动机维护的周期是指进行同级维护的间隔期,一般以车辆行驶里程为依据。
如解放CA1040的一级维护周期为1500-2000km,二级维护周期为6000-8000km,桑塔纳、奥迪、夏利等轿车及进口汽车一般没有一级维护和二级维护的提法,如桑塔纳轿车只分为7500km维护、15000km维护、30000km 维护。
每种维护的项目在有关资料中都有详细规定.其中高级维护包含了低级维护的全部项目。
发动机的修理工艺 (1) 发动机的修理级别一般分为小修和大修。
小修一般只一两个局部的修理,大修只全面修理,其修理工艺过程最具有代表性。
发动机大修时进行的各种技术作业总称为发动机修理工艺。
柴油发动机大修标准
柴油发动机大修标准柴油发动机大修是指在发动机出现严重故障或达到一定运行时间后,需要对发动机进行全面的检修和更换部件的工作。
柴油发动机大修标准是指在进行大修时,需要按照一定的标准和流程进行操作,以确保发动机的质量和性能。
首先,对于柴油发动机大修,需要进行全面的检查和分析。
在拆卸发动机时,需要对每个部件进行仔细的检查,包括曲轴、连杆、活塞、缸套等部件的磨损情况,以及气门、喷油嘴等部件的工作状态。
通过全面的检查和分析,可以准确判断哪些部件需要更换,哪些部件可以继续使用。
其次,在进行柴油发动机大修时,需要严格按照标准进行部件更换和加工。
对于需要更换的部件,必须选择符合标准的原厂配件或经过严格检验的优质配件,以确保部件的质量和性能。
对于需要加工的部件,也需要按照标准进行加工和修复,以保证部件的精度和耐用性。
另外,在进行柴油发动机大修时,需要严格按照标准进行装配和调试。
在进行部件装配时,需要按照一定的扭矩和顺序进行,以确保部件的安装质量和密封性。
在进行发动机调试时,需要按照标准进行参数调整和性能测试,以确保发动机的工作性能和排放性能符合要求。
最后,在进行柴油发动机大修后,需要进行全面的检测和试验。
在发动机组装完成后,需要进行全面的试车和调试,以确保发动机的工作稳定和可靠。
同时,还需要进行全面的性能测试和排放测试,以确保发动机的工作性能和环保性能符合国家标准和要求。
综上所述,柴油发动机大修标准是确保发动机质量和性能的重要保障,需要严格按照标准进行操作和管理。
只有严格按照标准进行检修、更换、加工、装配、调试和测试,才能保证发动机大修的质量和可靠性。
柴油机发动机大修项目与标准

d)中冷器水腔须进行0.5Mpa的水压试验,保持5min不许泄漏。
3、冷却管路
a)清洗管路,去除水垢。
b)管路松动允许辘紧,然后须进行0.5Mpa水压试验,保持3min,不许泄漏。
c)更新密封件及橡胶件。
燃
按曲轴轴颈等级修级别,主轴瓦、连杆瓦全部更换相应级别的新瓦。更新止推环。
活
塞
组
1、更新活塞组(注意销除外)
2、活塞销:
a)清洗,不许有裂纹;
b)活塞销磨耗超限允许镀铬修复,但镀层厚度不许大于0.2mm;
c)活塞销上的油堵不许松动,并进行0.6Mpa油压试验,保持5min,无泄漏。
3、同台柴油机须使用同种活塞,活塞组质量差不许超过0.3kg。
d)水泵装配好后叶轮水封环外圆对轴线的跳动不许大于0.06mm。
e)更换密封件。
f)水泵组装后须转动灵活。
g)水泵磨合试验,性能试验及泄漏试验:
(1)水泵磨合试验(2)水泵性能试验
i)在柴油机运转中,泄水孔滴水不许超过10滴/min。
2、中冷器
技术标准
a)解体、清洗,去除油污、脏物,更换密封垫。
b)变形的散热器片须校正。
(5)组装时,出油阀及回油阀的升程须分别调整至1.0~1.4mm和0.25~0.40mm。
(6)防蚀堵的穴蚀深度不许超过2mm,导套压痕深度不许超过0.13mm,泵体内表面锈蚀深度不许超过5mm。
(7)柱塞弹簧自由高度见上表,弹簧对其底面的垂直度为Φ2mm。
技术标准
项
目
(8)组装后的柱塞尾端须凹入弹簧下座平面0.08~0.25mm。
发动机大修标准

发动机大修标准发动机是汽车的心脏,它的工作状态直接影响着汽车的性能和安全。
因此,发动机大修是汽车维修中最重要、最复杂的一项工作。
发动机大修标准的制定,对于保障汽车的安全性和可靠性具有重要意义。
下面将就发动机大修标准的相关内容进行详细介绍。
首先,发动机大修的标准包括对发动机各个部件的检修和更换要求。
其中,对于活塞、气缸套、曲轴、连杆等关键部件的磨损量和质量进行严格的检测,以确定是否需要更换。
同时,对于气门、气门导管、气门弹簧等部件的工作状态也需要进行全面的检查,确保其符合标准要求。
此外,还需要对发动机的密封件、油封件等进行检查,确保其密封性能良好,防止发生漏油等问题。
其次,发动机大修标准还包括对发动机总成的拆装和调试要求。
在拆装过程中,需要严格按照汽车厂家的拆装工艺要求进行操作,确保不损坏零部件,不影响发动机的整体性能。
在调试过程中,需要对发动机的点火系统、供油系统、冷却系统等进行全面调试,以确保发动机的工作状态达到标准要求。
此外,发动机大修标准还包括对发动机性能参数的检测和调整要求。
在大修完成后,需要对发动机的动力性能、燃油经济性、排放性能等进行全面检测,确保发动机的性能指标符合国家标准和汽车厂家的要求。
同时,还需要对发动机的调速性能、怠速稳定性等进行调整,以确保发动机在各种工况下都能够稳定可靠地工作。
最后,发动机大修标准还包括对发动机维修记录和保养要求。
在大修完成后,需要对发动机的维修记录进行详细记录,包括更换的零部件、调试的参数、检测的数据等内容,以备日后的维修和保养参考。
同时,还需要对发动机的保养要求进行详细说明,包括更换机油、机滤、空气滤清器等的周期和方法,以确保发动机的长期稳定工作。
总之,发动机大修标准的制定对于保障汽车的安全性和可靠性具有非常重要的意义。
只有严格按照标准要求进行操作,才能够确保发动机大修的质量和效果。
希望各位汽车维修人员能够严格遵守发动机大修标准,以确保汽车的安全性和可靠性。
工程机械发动机大修标准

工程机械发动机大修标准英文回答:Major Overhaul Standards for Construction Machinery Engines.Introduction.Overhauling construction machinery engines is acritical maintenance procedure that ensures optimal performance and longevity. Establishing comprehensive standards for major overhauls is essential to guide technicians and ensure consistency in repair procedures. This document outlines the key standards and specifications for major engine overhauls in construction machinery.Scope.These standards apply to major overhauls of diesel engines used in construction machinery, includingexcavators, bulldozers, loaders, and cranes. The overhaul process involves the complete disassembly, inspection, repair, and reassembly of the engine.General Specifications.Engine Make and Model: The overhaul specifications should be tailored to the specific engine make and model.Service Interval: The recommended service interval for major overhauls should be based on the manufacturer's guidelines and actual operating conditions.Labor Requirements: The estimated labor hours required for the overhaul should be documented.Parts List: A comprehensive parts list should be compiled, including all necessary components, their specifications, and estimated costs.Disassembly and Inspection.Complete Disassembly: The engine should be completely disassembled into its major components, including the cylinder head, block, crankshaft, camshaft, and valve train.Inspection Criteria: Each component should be thoroughly inspected for wear, damage, or defects. Specific acceptance criteria should be established for eachinspection point.Measurement and Tolerances: Critical dimensions should be measured and compared to manufacturer's specifications. Any components that fall outside of the acceptable tolerances should be replaced or repaired.Repair and Reassembly.Component Repair: Worn or damaged components should be repaired or replaced according to established procedures.Machining Operations: Precision machining operations, such as cylinder boring and crankshaft grinding, should be performed to ensure proper fit and tolerances.Assembly Sequence: The engine should be reassembled in the correct order according to the manufacturer's guidelines.Torque Specifications: All bolts and fasteners should be tightened to the specified torque values.Testing and Adjustment.Engine Break-In: A controlled break-in procedure should be followed to allow the engine to seat properly.Performance Testing: The engine should be tested for proper running conditions, including power output, fuel consumption, and emissions.Adjustment and Calibration: Injectors, pumps, and other components should be adjusted and calibrated to ensure optimal performance.Documentation.Inspection Report: A detailed inspection report should be generated, documenting the condition of each component and any repairs performed.Repair Invoice: A detailed invoice should be generated, itemizing the parts and labor costs associated with the overhaul.Warranty: A warranty may be offered for the overhaul, covering the scope of the work and the duration of the warranty period.Quality Control.Inspection Process: Regular inspections should be conducted throughout the disassembly, repair, and reassembly process to ensure compliance with standards.Quality Assurance: A quality assurance program should be implemented to monitor the overall quality of the overhaul process.Continuous Improvement.Data Analysis: Overhaul data should be collected and analyzed to identify trends and areas for improvement.Feedback and Training: Feedback from technicians and engineers should be collected to enhance the standards and procedures.Training and Certification: Technicians should receive regular training and certification to maintain their skills and knowledge.Conclusion.Adhering to these major overhaul standards ensures that construction machinery engines are restored to optimal performance and reliability. The comprehensive guidelines outlined in this document provide a framework for technicians to perform overhauls efficiently and effectively, maximizing the uptime and productivity ofconstruction equipment.中文回答:工程机械发动机大修标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发动机大修检修标准
发动机大修除四配套、气缸垫及其它衬垫、开口销、自锁螺母、弹簧垫圈等易损零件、紧固锁止件应全部换新外,重要部件如缸盖、曲轴、凸轮轴、连杆等也要做好检测维修或更换。
一、曲柄连杆机构的检修
1、连杆修理
连杆修理,主要是连杆变形的检验与校正、连杆小端衬套
的压装与铰削和连杆大端与下盖结合平面损伤的修理等。
(1)连杆变形的检验
1)根据被检连杆轴承孔径,选择合适的标准芯轴及
月亮销,然后将芯轴装进校准台基准孔,用锁紧
手柄固定。
2)装上连杆下盖,按规定力矩拧紧,将活塞销穿入
连杆衬套至中部。
3)将连杆大端套在连杆检验仪的可调芯轴上,并用
调整螺钉固定连杆,使之直立,不得松动。
使连
杆大端轴线与芯轴轴线平行。
4)将三点式量规的V形槽紧贴在活塞销上,用塞尺
测量三个指销与平板间的间隙大小,从而来判断
连杆弯曲和扭曲的大小。
5)三指销所处位置为边长为100mm的正三角形的
三个顶点,其差值为连杆在100mm长度上的弯
曲值和扭曲值。
6)若三指销中三个接触点的间隙各不相同,则为连杆扭曲和弯曲的复合变形,应先校正扭曲后校正
弯曲。
其表现为:一个下测点与平板接触,但上测点与
平板的间隙不等于另一个下测点间隙的1/2,则此
时下测点与平板的间隙为扭曲值;上测点与平板
的间隙和下测点与平板间隙的1/2的差值为弯曲
值。
连杆大、小头中心线的平行度、扭曲度的极限均
为:每100mm长度上不大于0.05mm。
双重弯曲一般不再修理。
(2)连杆其它损伤检修
连杆的杆身与小端的过渡区应无裂纹、表面无碰伤,
必要时采用磁力探伤检验连杆的裂纹。
如有裂纹,禁
止继续使用,应立即更换。
另外如果连杆下盖损坏或
断裂时,也要同时更换连杆组合件。
连杆大端侧面与曲柄之间,一般应有0.10-0.35mm
的间隙,如超过0.50mm时,可堆焊连杆大端侧面后
修理平整。
连杆杆身与下盖的结合平面应平整。
检验时,使两平面分别与平板平面贴合,其接触面应贴合良好,
如有轻微缝隙,不得超过0.026mm.。
连杆轴承承孔的
圆柱度误差大于0.025mm,应进行修理或更换连杆。
连杆螺栓应无裂纹,螺纹部分完整,无滑牙和拉长等现象。
选用新的连杆螺栓时,其结构参数及材质
应符合规定,禁止用直径相同的普通螺栓代用。
连杆
螺栓的自锁螺母不许重复使用。
2、曲轴飞轮组的修理
(1)曲轴轴向间隙的检查与调整
轴承止推端面与轴颈定位肩之间的间隙。
用百分表触针顶
在曲轴的平衡铁上,再用撬棒将曲轴前后撬动,观察表针
摆动数值。
曲轴轴向间隙一般为0.05~0.20mm,使用极限为
0.35mm。
二、配气机构的维修
1、气门的检修
(1)气门的耗损与检验
换新:
①气门杆的磨损量大于0.10mm,或出现明显的台阶形
磨损。
②气门头圆柱面的厚度小于1.0mm。
③气门尾端的磨损大于0.5mm。
④气门杆的直线度误差大于0.05mm时,应予更换或
校直,校直后的直线度误差不得大于0.02mm。
3、气门推杆的修理
气门推杆一般都是空心细长杆,工作时易发生弯曲,直线度误差应不大于0.30mm。
杆身应平直,不得有锈蚀和裂
纹。
上端凹球端面和下端凸球面半径磨损应控制在
+0.03-0.01mm之间。
气门推杆弯曲,应进行校直。
三、汽缸体—汽缸盖裂纹的检修
1、汽缸的磨损
用内径量缸表检测汽缸的最大磨损量、圆度误差和圆柱度
误差。
1)汽缸的圆度误差达到0.050-0.063mm;圆柱度误差达到
0.175-0.250mm;其中一项达到限值时必须修理;最大磨
损量有修理尺寸的汽缸达到0.2mm,无修理尺寸的汽缸
达到0.4mm,应修理或更换汽缸(套)。
2)汽缸的圆度误差和圆柱度误差均小于限值,而磨损量
小于0.15mm时,可更换活塞及活塞环。
2、汽缸修理尺寸的确定
修理尺寸=磨损最大汽缸的最大直径+加工余量。
加工余量:0.10~0.20mm
如:东风EQ6100发动机某缸直径为100.35mm,标准缸径
为100mm。
求修理尺寸。
100.35+0.20=100.55,取第3级修理尺寸,即+0.75mm ,镗
削后汽缸直径为100.75mm,选配+0.75的活塞。