伺服报警处理办法
125H伺服报警处理流程
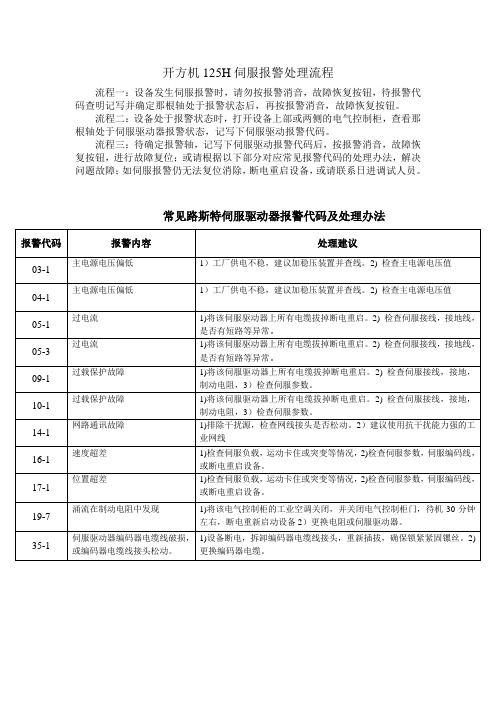
开方机125H伺服报警处理流程
流程一:设备发生伺服报警时,请勿按报警消音,故障恢复按钮,待报警代码查明记写并确定那根轴处于报警状态后,再按报警消音,故障恢复按钮。
流程二:设备处于报警状态时,打开设备上部或两侧的电气控制柜,查看那根轴处于伺服驱动器报警状态,记写下伺服驱动报警代码。
流程三:待确定报警轴,记写下伺服驱动报警代码后,按报警消音,故障恢复按钮,进行故障复位;或请根据以下部分对应常见报警代码的处理办法,解决问题故障;如伺服报警仍无法复位消除,断电重启设备,或请联系日进调试人员。
常见路斯特伺服驱动器报警代码及处理办法。
ABB 运动控制伺服驱动器错误处理手册说明书
概述如果您按照用户手册中的所有说明进行操作,在安装和使用ABB伺服驱动器时应该不会遇到什么问题。
如果您确实遇到问题,本文档将帮助您应对、诊断和解决问题。
本文档列出了可能会发生的错误信息,并提供解决办法。
首先,介绍ABB运动产品的故障诊断系统。
故障诊断获取已发生故障的信息的方法有三种;•在Mint WorkBench中,连接到驱动器使用错误日志工具查看最近的错误,获取描述,同时可查看帮助主题文件以获取更多信息。
•数码管状态显示灯指示错误和一般状态信息。
在发生错误时,驱动器显示一个以符号“E”或“b”开头,后跟五位错误代码的序列。
•驱动器还有两个LED状态指示灯,用于指示已使用的RTE主站的状态。
有关如何诊断LED状态的详细信息,请参阅驱动器用户手册。
如何复位故障要回答这个问题,首先必须考虑伺服驱动器选用的控制参考源:•模拟模式(模拟量输入),用户可以设置RESETINPUT(0) = [input],或在参数组中:设置“错误处理 > 复位输入”为数字输入。
•直接模式(Direct),如果正在运行mint程序并进入错误状态,伺服将自动尝试调用ONERROR事件。
如需更多帮助,请参考下文的“ONERROR 事件”。
•DS402 RTE从站(RT Ethernet),伺服驱动器使用DS402状态机,禁用并重新使能伺服将复位所有出现的错误(最好先重启)。
帮助功能如果问题仍然存在,通过“帮助”功能获得更多信息。
单击Mint WorkBench帮助菜单中的“帮助”,或单击工ABB Motion Drive Error Trouble Shooting Manual具栏上的“+”按钮进入帮助界面。
必要时,可复制“帮助”中的相关信息,保存为文本文件,或通过电子邮件发送到ABB支持热线()。
重启驱动器术语“重启驱动器”特指:断开交流电源(或直流电源)输入,等待2分钟后再重新供电。
安全________________________________________________________________________警告!仅允许具有资质的电气工程师对驱动器进行维护。
禾川X3,X3E伺服报警处理办法

3、电机型号与驱动器型号功率不匹配;
4、不存在的产品型号编码
1、检查编码器接线是否良好;
2、更换不匹配的产品;
3、选择正确的编码器类型或更换其他类型的驱动器;例如设置的电机型号的功率等级大于驱动器的功率等级,或者设置的电机型号的功率等级比驱动器的功率等级差了两级以上会报出这个故障
Err.028:
DO端子参数设置故障
不同的DO重复分配了同一输出
P04.21~P04.29中有同一功能配置到多个DO的的情况,重新分配DI功能
Err.040:
伺服ON指令无效故障
执行了让电机通电的辅助功能后,仍然从上位机输入了伺服ON命令
改变不当的操作方式
Err.042:
分频脉冲输出过速
超过了硬件允许的脉冲输出上限
(1)速度指令和实际速度偏差过大
(2)调节p102.0 p114.0 p119.0的参数
6
位置偏差异常
(1)检查刹车电机的刹车有没有打开
(2)动力线UVW线的插头有没有连接好
(3)编码器线插头有没有连接好
7
过负载异常
(1)机构有没有卡住
(2)实际负载过高报警面板监控
(3)检查刹车电机的刹车有没有打开
14
过电压异常
(1)控制回路电压过高异常
(2)检查电压有没有180V---220V
(3)调节P226.0 P227.0
(4)在驱动面板监控需不需加再生电阻
15
电源异常
(1)动力电源低于180V
(2)动力电源没有通电
(3)在驱动面板监控需不需加再生电阻
16
编码器异常1
(通信数据异常)
(1)编码器线插头连接接触不良
发那科机器人报警处理(中文)
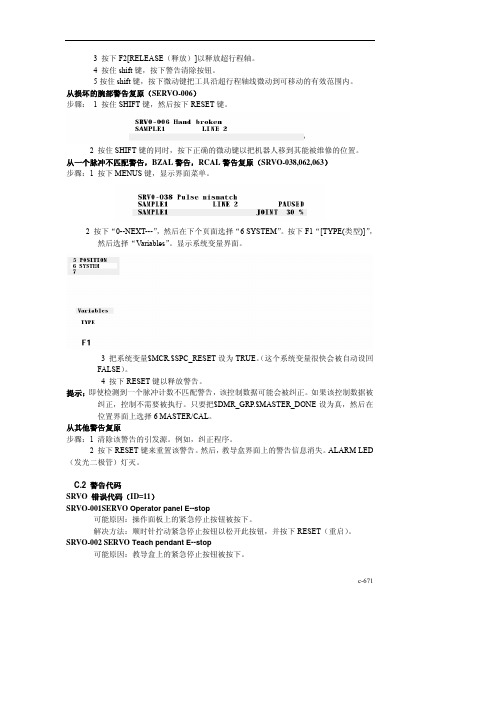
3 按下F2[RELEASE(释放)]以释放超行程轴。
4 按住shift键,按下警告清除按钮。
5按住shift键,按下微动键把工具沿超行程轴线微动到可移动的有效范围内。
从损坏的腕部警告复原(SERVO-006)步骤: 1 按住SHIFT键,然后按下RESET键。
2 按住SHIFT键的同时,按下正确的微动键以把机器人移到其能被维修的位置。
从一个脉冲不匹配警告,BZAL警告,RCAL警告复原(SRVO-038,062,063)步骤:1 按下MENUS键,显示界面菜单。
2 按下“0--NEXT---”,然后在下个页面选择“6 SYSTEM”。
按下F1“[TYPE(类型)]”,然后选择“Variables”。
显示系统变量界面。
3 把系统变量$MCR.$SPC_RESET设为TRUE。
(这个系统变量很快会被自动设回FALSE)。
4 按下RESET键以释放警告。
提示:即使检测到一个脉冲计数不匹配警告,该控制数据可能会被纠正。
如果该控制数据被纠正,控制不需要被执行。
只要把$DMR_GRP.$MASTER_DONE设为真,然后在位置界面上选择6 MASTER/CAL。
从其他警告复原步骤:1 清除该警告的引发源。
例如,纠正程序。
2 按下RESET键来重置该警告。
然后,教导盒界面上的警告信息消失。
ALARM LED (发光二极管)灯灭。
C.2 警告代码SRVO 错误代码(ID=11)SRVO-001SERVO Operator panel E--stop可能原因:操作面板上的紧急停止按钮被按下。
解决方法:顺时针拧动紧急停止按钮以松开此按钮,并按下RESET(重启)。
SRVO-002 SERVO Teach pendant E--stop可能原因:教导盒上的紧急停止按钮被按下。
c-671解决方法:松开教导盒上的紧急停止按钮。
SRVO-003 SERVO Deadman switch released可能原因:当开启教导盒时没有按下特殊手持式开关按钮。
伺服报警故障代码大全
伺服报警故障代码大全伺服系统在工业自动化领域中扮演着非常重要的角色,它能够提供精准的位置控制和运动控制,从而实现自动化生产线的高效运行。
然而,在使用伺服系统的过程中,难免会遇到各种故障问题,其中报警故障代码是比较常见的一种。
本文将为大家详细介绍伺服系统常见的报警故障代码,以便大家在实际应用中能够快速准确地进行故障排除。
1. E001,过载报警。
当伺服系统承受超出其额定负载能力的负载时,会产生过载报警。
这可能是由于负载过大或者机械传动系统出现故障导致的。
在遇到这种情况时,需要及时停机检查,排除故障后重新启动。
2. E002,过压报警。
过压报警通常是由于电源系统出现问题,导致伺服系统输入电压超出规定范围而产生的。
解决方法是检查电源系统,确保输入电压稳定在规定范围内,必要时更换电源设备。
3. E003,过热报警。
伺服系统在长时间高负载运行或者环境温度过高的情况下,可能会出现过热报警。
这时需要停机降温,同时检查散热系统是否正常运行,确保散热效果良好。
4. E004,编码器故障。
编码器是伺服系统中非常重要的部件,它负责反馈电机的位置信息。
当编码器出现故障时,会导致伺服系统无法准确控制电机位置,从而产生E004报警。
解决方法是检查编码器连接是否良好,必要时更换故障编码器。
5. E005,通信故障。
伺服系统与上位机或者其他设备之间的通信出现故障时,会产生E005报警。
这时需要检查通信线路是否正常,确认通信协议设置是否正确,保证通信畅通。
6. E006,电机故障。
电机本身出现故障也会导致伺服系统报警,通常是由于电机绕组短路或者接线不良导致的。
解决方法是检查电机绕组和接线,必要时更换故障电机。
7. E007,系统故障。
除了以上列举的几种常见故障外,伺服系统还可能因为其他原因产生系统故障报警。
这时需要通过系统故障代码手册或者厂家技术支持进行详细排查,找出故障原因并进行修复。
总结,伺服系统报警故障代码的出现意味着系统出现了异常情况,需要及时处理以避免对生产造成影响。
汇川伺服电机报警代码一览表

汇川伺服电机报警代码一览表在工业自动化领域,汇川伺服电机以其出色的性能和稳定性得到了广泛的应用。
然而,在使用过程中,可能会遇到各种报警情况。
了解这些报警代码的含义和对应的解决方法,对于快速排除故障、恢复生产至关重要。
下面为您详细列举汇川伺服电机常见的报警代码。
一、Er101 编码器断线故障当汇川伺服电机出现 Er101 报警代码时,意味着编码器出现了断线问题。
这可能是由于编码器线缆损坏、插头松动或者编码器本身故障导致的。
解决方法:首先,检查编码器线缆是否有明显的破损或断裂。
如果有,更换新的线缆。
其次,确保编码器插头连接牢固,无松动现象。
若以上两项都正常,那么可能是编码器本身损坏,需要更换编码器。
二、Er102 编码器 UVW 信号非法此报警代码 Er102 表示编码器的 UVW 信号异常。
可能是编码器接线错误、电机相序不正确或者编码器受到干扰。
解决措施:重新检查编码器的接线,确保接线正确无误。
同时,确认电机的相序是否正确。
若存在干扰问题,可采取增加屏蔽措施、远离干扰源等方法来解决。
三、Er105 电机过载Er105 报警通常表明电机承受的负载超过了其额定能力。
这可能是由于机械部件卡住、负载过重或者电机参数设置不合理等原因引起。
处理方法:检查机械传动部分,看是否有卡顿或卡死的情况,及时排除故障。
评估负载是否超过电机的额定负载,如果是,需减轻负载。
另外,检查电机参数设置,确保其与实际负载匹配。
四、Er108 散热器过热当汇川伺服电机显示 Er108 报警时,说明电机散热器温度过高。
可能是环境温度过高、散热风扇故障或者风道堵塞等原因造成。
应对策略:首先改善电机的工作环境,降低环境温度。
检查散热风扇是否正常运转,如有故障及时更换。
清理风道中的杂物,确保通风良好。
五、Er111 位置超差故障Er111 报警意味着电机实际运行位置与设定位置偏差过大。
可能是系统参数设置错误、位置反馈信号异常或者机械结构松动等原因所致。
研控AS系列伺服故障及解决办法
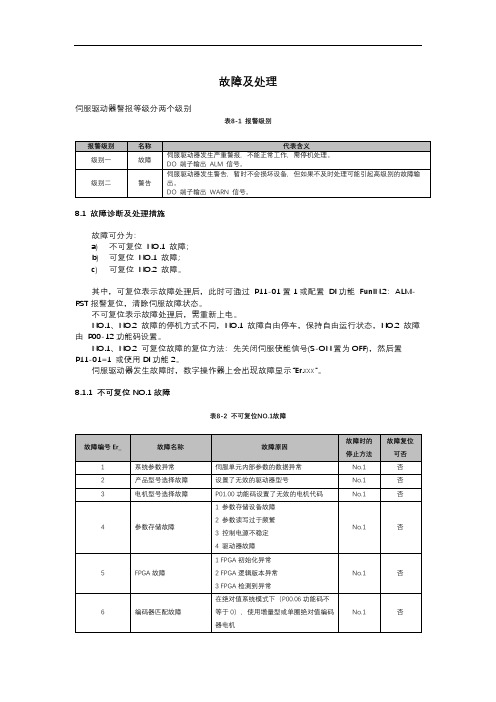
故障及处理
伺服驱动器警报等级分两个级别
表8-1 报警级别
8.1 故障诊断及处理措施
故障可分为:
a)不可复位NO.1 故障;
b)可复位NO.1 故障;
c)可复位NO.2 故障。
其中,可复位表示故障处理后,此时可通过P11-01置1或配置DI功能FunIN.2:ALM-RST报警复位,清除伺服故障状态。
不可复位表示故障处理后,需重新上电。
NO.1、NO.2 故障的停机方式不同,NO.1 故障自由停车,保持自由运行状态,NO.2 故障由P00-12功能码设置。
NO.1、NO.2 可复位故障的复位方法:先关闭伺服使能信号(S-ON置为OFF),然后置
P11-01=1 或使用DI功能2。
伺服驱动器发生故障时,数字操作器上会出现故障显示“Er.xxx”。
8.1.1 不可复位NO.1故障
表8-2 不可复位NO.1故障
8.1.2 可复位NO.1故障
表8-3 可复位NO.1故障
8.1.3 可复位NO.2故障
表8-4 可复位NO.2故障
8.2 警告的原因及处理措施
表8-5 警告原因及处理措施
注:
警告的复位方法:置P11-01=1 或使用DI功能2。
伺服马达故障及处理办法【技巧】

伺服马达可使控制速度、位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。
伺服马达转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高、始动电压等特性,可把所收到的电信号转换成电机轴上的角位移或角速度输出,使用过程中会出现诸多故障问题,下面给大家列举9个都会遇到的故障问题及对策。
1.轴承故障是最常见的电机故障之一。
作为伺服马达中最主要的磨损件,一半以上伺服马达故障通常都归因于轴承问题。
其具体表现多种多样,轻则电机转动时产生抖动、异响等,重则导致电机转轴卡死。
值得注意的是,轴承故障如未得到及时的处理,通常还会带来次生损害。
例如,轴承锈蚀的碎屑飞入制动器或电机编码器,造成更加严重的损失。
对策:①在使用伺服马达时不能长时间超过额定负载运行;②对于有轴电流的场合,增加导电刷或者采用含绝缘轴承的电机;③对伺服马达进行预防性维护。
2.对于电机应用(尤其是电机轴与机械设备的连接处)暴露在污染环境的场合,伺服马达通常需要配备油封。
电机轴工业级骨架油封能够阻隔污染物(油类、杂质类)来延长电机寿命。
轴密封较易磨损,需定期检查和替换。
对策:预防性维护;根据使用情况,建议每3 个月替换一次,最长不超过12 个月。
3.当绕组发生故障时,电机的一部分会发生短路,导致电机内部烧灼。
对策:①在使用伺服马达时不能长时间超过额定负载运行;②监控电流及电流随时间的积累;③监控绕组温度。
4.与异步电机不同,伺服马达的转子通常由永磁体构成。
永磁体磁片通过贴面或者嵌入的方式,固定在电机的转轴上。
对策:①在额定的负载下运行;②避免意外的碰撞。
5.电机反馈装置(旋转变压器、编码器等)将位置信号反馈给驱动器,从而使驱动器发出精确地电流以便进行精准的位置控制。
多圈绝对值编码器则另具圈数记录的功能。
采用后备电池技术的多圈绝对值编码器,依赖外部电池的电能记录转子圈数信息。
而采用机械齿轮结构的多圈编码器,通过霍尔原理可以永久的记录圈数而无需维护,但成本相对较高。
汇川伺服电机报警代码一览表

汇川伺服电机报警代码一览表在工业自动化领域,汇川伺服电机以其出色的性能和稳定性得到了广泛的应用。
然而,在使用过程中,可能会遇到各种报警情况,了解这些报警代码的含义和解决方法对于及时排除故障、保证设备正常运行至关重要。
下面为大家详细介绍汇川伺服电机常见的报警代码。
一、过流报警(OC)过流报警是汇川伺服电机常见的报警之一。
当电机的电流超过了设定的阈值时,就会触发该报警。
可能的原因包括:电机负载过重、电机短路、驱动器故障等。
解决方法:首先,检查电机的负载是否过大,如果是,需要减轻负载。
其次,检查电机的线路是否存在短路情况,如有,及时修复。
若以上情况都不存在,可能是驱动器出现故障,需要联系专业人员进行维修或更换。
二、过压报警(OV)过压报警通常表示电机的供电电压超过了允许的范围。
这可能是由于电源电压不稳定、驱动器故障或者制动电阻故障等原因引起的。
处理措施:确认电源电压是否稳定在正常范围内。
如果电源正常,可能是驱动器内部的电压检测电路出现问题,需要维修驱动器。
此外,检查制动电阻是否正常工作,如有损坏,及时更换。
三、欠压报警(UV)欠压报警意味着电机的供电电压低于设定值。
可能的原因有电源故障、线路接触不良、驱动器故障等。
解决途径:检查电源是否正常工作,线路连接是否良好。
如果电源和线路都没有问题,那么可能是驱动器本身出现故障,需要进行检修或更换。
四、过载报警(OL)过载报警表示电机承受的负载超过了其额定能力。
这可能是由于瞬间负载过大、长期过载运行或者电机参数设置不正确等原因导致的。
应对方法:减轻瞬间负载,避免长期过载运行。
检查电机的参数设置是否与实际负载匹配,如果不匹配,重新进行参数设置。
五、编码器故障报警(ENC)编码器是用于检测电机转速和位置的重要部件,如果出现故障,会触发编码器故障报警。
可能的原因包括编码器损坏、连接线路故障、编码器受到干扰等。
解决办法:首先检查编码器的连接线路是否正常,有无松动或破损。
840D数控系统轴伺服故障报警处理

—
R E S O L的数值 ( 该参数不能修改调整 ) 不符。
通常 3 0 0 5 X X的报警都 是伺服 、 驱 动电机 的位置 、 电流 、 相 序 、频率 、编码器零位等检测异 常使伺服驱动报警 ,且无法用 “ R E S E T ” 键复位 , 需重启数控系统 。 因此 , 出现 3 0 0 5 8 0这类因测 量系统错 误引起的故障时 , 首先检查编码 器的接头 、 电缆是否松
止 检测 位 屏蔽 , 机 床如 果 能运 动 , 就应 榆查 机 械 、 润滑 、 静压
( 1 ) 直线轴的报警处理。 数控机床 的直线轴一般要进行距 离 检测 ,特 别是半 闭环数控系统 中,如果报编码器的零标 志位 异
常, 就必须检查编码器的硬件 , 因 为一 旦 编 码 器 的零 标 志 位错 位 就 意 味着 测 量 系统 “ 基点” 丧失 , 无 法 进 行 有 效 的距 离 测 量 , 应对 编码 器 进 行 更 换 。如 果 发 现 编 码 器 内部 有 油 污 、 粉尘 , 可 以对 编
坏。
码器进行清洗 。 清理方法是 用无水酒精 冲洗 , 然后利 用吹风机烘 干使用 。在实 际维修 中用该方法清洗后的部分 编码器可正常使
用。
3 鲒 束语 当数控机床出现报警停机后 , 在检查机床没有 电源接地 、 短 路, 机械部件没有明显损坏 的情况下 , 想 办法使机床动起来 , 是 查找 、 排除机床故障的有效途径 。 上述故障排除方法在实 际应用 中多次排 除 3 0 0 5 0 4 、 3 0 0 5 0 8和 3 0 0 6 0 8 故障 , 运用驱动器参数 中 的# 1 6 0 0和 # 1 6 0 1 参数 的检测位 , 并适时地对其屏蔽 , 为维修提
松下伺服电机常见问题及处理办法

松下伺服电机常见问题及处理办法一、基本接线主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);控制电源输入r、t也可直接接~220V;电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤1.JOG试机功能仅按基本接线就可试机;在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’;按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。
按‘SET’键结束。
2.内部速度控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电)调节参数No.53,即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3.位置控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V);PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号;参数No.02设置为0,No42设置为3,No43设置为1;PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。
另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
常见问题解决方法:1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决?这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。
请调整参数No.10、No.11、No.12,适当降低系统增益。
松下伺服发生故障报警代码一览及对策

松下伺服发生故障报警代码一览及对策在工业自动化领域,松下伺服系统以其出色的性能和稳定性备受青睐。
然而,就像任何复杂的机电设备一样,松下伺服在运行过程中也可能会出现故障,并通过报警代码来提示用户。
了解这些报警代码以及相应的对策,对于快速排除故障、恢复生产至关重要。
一、常见的松下伺服报警代码1、 11 号报警:控制电源欠电压此报警通常表示控制电源的电压低于规定值。
可能的原因包括电源输入异常、电源线路故障、电源模块损坏等。
对策是检查电源输入是否正常,测量电源电压是否符合要求,修复或更换有问题的电源线路和模块。
2、 12 号报警:过电压当主电路直流电压超过规定值时,会触发此报警。
可能是由于电源电压过高、再生能量过大无法及时消耗等原因。
解决办法包括检查电源电压是否稳定,优化加减速时间以减少再生能量,必要时安装外置再生电阻。
3、 13 号报警:主电源欠电压这意味着主电源的电压低于设定的下限。
可能是电源故障、供电线路问题或者负载过大。
需要确认电源状况,检查线路连接,评估负载是否在合理范围内。
4、 16 号报警:过载过载报警通常是由于电机负载超过了伺服驱动器的额定值。
可能是机械部件卡住、负载突然增大、电机选型不当等原因。
首先要检查机械部分是否顺畅,确认负载情况,如有必要,更换合适的电机。
5、 18 号报警:再生过载当再生能量超过再生电阻的处理能力时会出现此报警。
可能是再生电阻选型不合适、再生电阻损坏或者频繁的急加减速操作。
应检查再生电阻的规格和状态,调整运动参数以减少再生能量。
6、 21 号报警:编码器通讯故障可能是编码器线路连接不良、编码器损坏或者驱动器与编码器之间的通讯参数设置错误。
需要检查编码器的连接线路,确认编码器是否正常工作,正确设置通讯参数。
7、 23 号报警:编码器故障编码器本身出现问题,如内部元件损坏、码盘污染等。
需要清洁或更换编码器。
8、 24 号报警:位置偏差过大这表示实际位置与指令位置的偏差超过了设定的允许范围。
松下伺服发生故障报警代码一览及对策

松下伺服发生故障报警代码一览及对策在工业自动化领域,松下伺服系统因其出色的性能和稳定性而备受青睐。
然而,就像任何复杂的机械设备一样,松下伺服系统在运行过程中也可能会出现各种故障,并通过报警代码来提示用户。
了解这些报警代码及其对应的解决对策,对于快速排除故障、恢复生产至关重要。
以下是对松下伺服常见故障报警代码的详细介绍及相应的解决方法。
一、报警代码 11:过电流保护当松下伺服驱动器检测到电机电流超过设定的允许值时,会触发 11 号报警。
这可能是由于电机过载、短路、驱动器故障或参数设置不当等原因引起的。
解决对策:1、检查电机负载是否过大,如有必要,减轻负载。
2、检查电机电缆是否有短路或接地故障,修复或更换损坏的电缆。
3、检查驱动器是否正常工作,如有故障,及时维修或更换。
4、确认驱动器的参数设置是否正确,特别是电流限制相关的参数。
二、报警代码 12:过电压保护此报警通常表示电源电压过高,或者驱动器内部的再生能量处理电路出现问题。
解决办法:1、检查电源电压是否稳定在规定范围内,如有异常,调整电源。
2、延长减速时间,以减少再生能量的产生。
3、检查外接制动电阻的连接和参数设置是否正确,必要时更换合适的制动电阻。
三、报警代码 13:欠电压保护13 号报警意味着电源电压过低,可能影响伺服系统的正常运行。
应对措施:1、确认电源输入是否正常,检查电源线路是否存在接触不良或断路等问题。
2、测量电源电压,确保其在驱动器的工作电压范围内。
3、如果使用了电源滤波器,检查其是否正常工作。
四、报警代码 14:编码器故障编码器是用于反馈电机位置和速度信息的重要部件,如果出现故障,会导致系统控制精度下降甚至无法正常运行。
处理方法:1、检查编码器的连接是否松动,重新插拔并确保连接牢固。
2、检查编码器电缆是否有损坏,如有,更换电缆。
3、如果编码器本身损坏,需要更换新的编码器。
五、报警代码 16:过载保护当电机长时间运行在超过其额定负载的状态下,会触发过载保护报警。
可编程气缸(伺服气缸)报警处理办法
闪烁
按 UP 键到 PRG “8”来设置程序号到 8。
闪烁
按 WRITE 键 2 次。
显示“END”将被代替为“0000.0”,进入
到 STEP 1 的设置。
闪烁
闪烁 闪烁
闪烁
闪烁
闪烁 闪烁
首先,按 LEFT 键 1 次。其次,用 DOWN 来设置值“8”。 按 LEFT 键一次。接着,用 DOWN 键来 设置值“6”。
测时间。接着,输入预定的操作错误检
测时间。设定值范围为 0~9.99s(1 单
位是 10ms)。设定该值时,请考虑气缸
的使用条件。
当完成了上述所有的设定时,按
WRITE 键结束整个的 PRESET 数据预
闪烁
设置操作。
3.1.2 确认设定数据 将控制器模式切换开关置于 PRESET 位置。 当 P1 闪烁时,用 UP 和 DOWN 键来 闪烁 确认每个预设值正确与否。当输入值 闪烁时,按 READ 键一次可切换操作 闪烁 到 P1。
按 WRITE 键切换到下一设置。屏幕将显示 PRG STEP P2 和当前误差值设定。同时, 第一个小数位将开始闪烁。 接着,再如果 P1 的设置方法一样,完成对 预定误差值的设置。最大的行程误差值是 9.99mm。
举例: 如果输入误差值是 1.0,那么,任何落在设 定值±1.0 将被认为定位成功。如果落在此 范围外,将执行再试凑功能来落到允许的 范围内。 如果在执行完最大的再试凑功能后,仍不 能落到允许的范围内,将显示定位异常报 警信号(Err9)。
负载(kg)÷ 缸径(cm)× r2 ×π × 使用压力(kgf/cm2) 4
例如:缸径:40mm 负载:20kg(允许动态负载值) 使用压力:5kgf/cm2 则负载率= 20kg ÷ 4 × 4×π × 5 = 31.8 = 30% (四舍五入)
日本尼得科三协伺服驱动器出现报警该如何处理

日本尼得科三协伺服驱动器出现报警该如何处理
一、硬件故障处理
硬件故障通常是指驱动器本身出现问题,包括驱动器内部的元器件损坏、电源故障等。
当驱动器出现报警时,应按照以下步骤进行处理:
1.首先,检查报警指示灯的状态。
报警指示灯通常会亮起或闪烁来指示驱动器出现故障。
如果指示灯亮起,可以通过查询驱动器的故障代码来确定具体的故障类型。
2.在确认报警代码后,根据驱动器的说明书或者技术手册找到相应的故障处理方法。
不同的报警代码对应着不同的故障类型和处理方法,根据具体的情况进行处理。
二、软件故障处理
软件故障通常是指驱动器与其他设备之间的通信出现问题,例如通信线路故障、通信协议不兼容等。
软件故障的处理方法如下:
1.首先,检查驱动器与其他设备之间的通信线路是否连接正常。
如果通信线路松动或者存在故障,应重新连接或者更换通信线路。
2.确认驱动器与其他设备之间的通信协议是否一致。
如果存在协议不兼容的问题,应进行相应的调整,使其兼容。
3.根据驱动器的说明书或者技术手册,查找相应的通信故障代码,根据代码提示进行故障排查和处理。
servopaRk驱动器说明书报警说明

servopaRk驱动器说明书报警说明
一、servopaRk伺服驱动器报警代码AL31.1故障分析:是电机超速报警。
原因分析:
1、输入指令脉冲频率过高。
2、加减速时间过小导致超调过大。
3、servopaRk伺服系统不稳定。
4、电子齿轮比太大。
二、servopaRk伺服编码器出现故障。
对应处理办法:
1、设定正确的脉冲频率。
2、增大加减数时间常数。
3、重新设定增益。
4、设定正确的电子齿轮比。
5、更换servopaRk伺服编码器或servopaRk伺服电机。
三、servopaRk伺服驱动器报警代码ALE6.1故障分析:
是servopaRk伺服电机紧急停止了原因分析:servopaRk伺服驱动器EMG和SG之间的线路断开了对应处理办法:把EMG短接就好了
四、servopaRk伺服驱动器报警代码AL52故障分析:
偏差计数器中的滞留脉冲超出了servopaRk伺服编码器分辨率的能力
乘以10原因分析:
1、加减速时间常数的大小设置不合理。
2、转矩限制值太小。
3、由于电源电压下降,导致电机转矩不足,伺服电机不能启动。
4、位置环增益1太小。
5、由于外力伺服电机轴发生旋转。
6、机械故障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伺服报警处理办法
424第二轴(Y轴)伺服系统故障。
同时会出现401报警(伺服报警)。
排除了424报警后,401报警就会消失。
查看720号,721号,723号诊断(分别为X轴Y轴Z轴的伺服报警详情):#7(OVL):过载。
#6(LV):低电压
#5(OVC):过电流
#4(HCAL):异常电流
#3(HVAL):过电压
#2(DCAL):再生放电电路报警
#1(FBAL):电机编码器断线
#0(OFAL):溢出报警
首先检查供给伺服放大器的电源是否有问题。
各个插头是否有松动或接触不良。
各连接电缆是否良好。
然后,根据上述诊断确定范围。
FANUC O 系统401报警:(VRDYOFF).
先排除424,434,444报警。
4X4报警:伺服放大器及伺服电机的各种报警。
查看诊断DGN 721(第2轴),DGN 722(第3轴),DGN 723(第4轴),#6(LV): 伺服放大器中,低电压报警
#5(OVC):过电流
#4(HC):伺服放大器中,电流异常
#3(HV):伺服放大器中,过电压报警
#2(DC):伺服放大器中,再生放电回路报警
三个轴都同时报警,三个伺服放大器同时损坏的可能性不大,重点查伺服放大器的供电电压。
到伺服放大器的:单相AC100V, 和三相的AC200V 。
再根据DGN720,DGN721,DGN722,看具体是哪方面的报警。
424,434,444报警排除后,401报警就会消失。