大型水轮机叶片铸造工艺研究
水轮机叶片模拟件的锻造成形工艺研究
[ 中图分 类号]T 3 . K7 0 6 [ 文献标识码]A [ 文章编号]10 .9 32 1)30 6 .3 0 03 8(0 20 .0 00
水 轮机 叶片模拟件的锻造成形工艺研 究
水轮机叶 片模 拟件 的锻造成 形工 艺研 究
于海艳 ,杨开黎
( . 尔滨电气动力装备有限公 司,哈 尔滨 10 0 ;2 哈 尔滨电机厂有限责任公司,哈 尔滨 104 ) 1哈 50 0 . 50 0
[ 摘 要 ] 本文 对水轮机叶片模拟件 的锻造成形 工艺进行 了研究 。利 用弹塑性力学 理论 结合 有限元模拟 , 分 析 传统锻造工艺 中锻 件产生缺陷原因 。结果表 明 , 榫头 和叶身连接处 的凸台和叶身前端 的缺 肉是 由于坯料分
本文采用 Q 3 钢为叶片模拟件的材料 。Q 3 钢 25 25 的晶粒形态为等轴状 , 含先共析的铁素体 ,位 于晶 包 界处的珠光体 , 该材料的强度 、塑性等综合 l能较好。 生
片 内的微 观组 织 细小 且 均匀 ,叶片 的综合 机 械 性 能较 高f 。 。。 4 由于 常 规 的水 轮 机 叶 片尺寸 巨大 ,所需 的成形 温
度高、压力机的开间大 、吨位高 、热成形模具造价昂 贵。本课题拟对水轮机叶片的模拟件进行热模 锻 ,以 得到合理的工艺路线。
1 试 验 材 料 与方 法
ta i o a tc nq e wee tde y eat i d pa t i h o y n E . T e r sls r dt n l e h iu r s i d b ls ct a ls ct te r a d F M i u i y n i y h e ut
浅析大型水轮机转轮叶片的加工工艺
浅析大型水轮机转轮叶片的加工工艺转轮叶片是大型水轮机的重要组成部分,而转轮叶片的旋转稳定性则在很大程度上受到叶片加工精度的影响。
因此,严格控制转轮叶片的加工质量,优化加工工艺,提高转轮叶片的加工精度就变得尤为重要。
文章对此进行了深入细致的分析和探讨,希望通过文章的分析能够为相关人士提供一定的参考和借鉴。
标签:水轮机;转轮叶片;加工工艺;精度随着工业制造水平的不断提高,以及数控技术的广泛应用,工业生产的效率和精度获得了很大的提升。
龙门铣床是加工大型水轮机转轮叶片时所采用的主要设备。
转轮叶片的加工精度将直接影响到水轮机转轮的稳定性和处理效率,因此必须采取措施优化加工工艺。
1 大型水轮机转轮叶片加工工艺的基本思路随着科技的发展和数控技术的应用,水轮机转轮叶片加工方法也一改往日方法单一的局面,可以选择多种方法进行加工,并且提供了更为良好的条件,进而优化加工的工艺。
在众多的加工设备中,龙门铣床是其中较为主要的设备,同时也是转轮叶片加工过程中最常使用的设备。
通常来说,大型水轮机转轮叶片的加工流程如下:首先,需要运送已经选好的加工零件的原始铸件到加工车间,然后将叶片固定,这里需要借助胎具。
依据图纸,使用龙门铣床进行加工,加工的方式为粗加工,留足一定的余量,并进行探伤。
如果探伤结果为合格,则将工件反转粗加工另一侧,留够一定的加工余量并探伤。
接下来检测型线,与图纸理论型线相比较,所采用的仪器为激光跟踪仪。
如果同图纸的理论型线相符,则进行精铣,然后检测另一侧的型线。
为保证加工的质量,在加工过程中需要做好刀位计算、刀具选择、叶片测量等工作。
2 大型水轮机转轮叶片加工技术要点2.1 叶片的测量叶片的测量是转轮叶片加工过程中十分重要的工序,并且贯穿于加工过程的始终,直接影响了叶片表面的加工精度。
水轮机转轮叶片在精铣过程中,对于测量结果的精度,有着很高的要求。
并且由于叶片表面呈现为三维雕塑曲面,表面形状较为复杂,因此使用常规的测量仪器和测量方法很难满足精度的要求。
大型水轮机组不锈钢导叶铸造工艺研究
1999年2月松辽学刊(自然科学版)№.1第1期Songliao Journal(Natural Science Edition)Feb.大型水轮机组不锈钢导叶铸造工艺研究王立平(佳木斯广播电视大学)摘 要 本文对大型水轮机组用不锈钢导叶铸造工艺进行了详细地讨论,通过计算机对铸件凝固过程的数值模拟和生产实践,验证了此铸造工艺是成功的.关键词 导叶 铸造工艺 模数 计算机模拟前言随着水轮发电机组技术的日益发展,高水头、高效率的巨型水轮机的日益增多对导水机构的主要部件导叶的技术要求也日益提高.尺寸精度、内外质量要求严格的导叶的生产成为各水轮机铸造生产厂研究和制造的主要内容.1 伊朗导叶铸造工艺方案的研究1.1 浇注位置的确定国内外生产导叶铸件一般采用三种方案,即:卧浇注、侧立浇注和立浇注.由于伊朗叶的材质是不锈钢.该钢种在浇注过程中裸露表面极易被氧化,型成氧化膜,易产生氧化夹渣、氧化皱纹和冷隔等缺陷.而防止这些铸造缺陷的有效措施是提高钢水在铸造型中的上长速度,钢水上升速度v(mm/s)可由v=H/t=g/s3r计算H为铸型高度(mm),T为浇注时间(秒),G为单位时间内浇注钢水量(kg/s),S为铸型平均横截面积(mm2),R为钢水比重.由上式我们知道,钢水上升速度与铸型的横截面积成反比,对于伊朗导叶来说,采用卧浇注、侧立浇注和立浇注时,铸型的最大横截面积分别是S卧=1549076mm2,S侧= 732904mm2,S立=11655mm2,三者之比是S卧∶S侧∶S立=13.3∶6.3∶1.由此可见三者相差悬殊,而立浇注方案的横截面积最小.所以立浇注方案的钢水上升速度必然大大高于前两者.因此在防止导叶铸件产生氧化夹渣、氧化皱纹和冷隔等缺陷方面,立浇注方案优于卧浇注和侧立浇注方案.另外,立浇注方案在保证导叶翼型、提高铸件表面光洁和冒口切割等方面均优于另两种方案.因此,我们确定了立浇注作为生产伊朗导叶铸件的浇注位置.1.2 导叶铸件凝固分析收稿日期:1998210201正确而有效地控制铸件凝固是获得优质铸件的重要条件,顺序凝固方式可以加强冒口的补缩作用,获得组织致的铸件.根据所确定的立浇注位置,我们对伊朗导叶进行了凝固分析:导叶的上部是模数为8.5cm的长轴,中部是模数为5cm的瓣体,下部是模数为5.4cm的短轴.三者的模数比为(从上至下)1.57∶0.39∶1,从这个结果看不符合顺序凝固的要求,必须采取有效措施,使导叶铸件的下部最先凝固,实现顺序凝固.解决这个问题通常采用两种方法:轴内放置内冷铁和轴外放置外冷铁.长期的生产验证,有U T探伤要求的铸件不易放置内冷铁.因此,我们优先选择了轴外放置外冷铁这种方法.根据伊朗导叶长轴、瓣体和短轴的模数,要想使它实现顺序凝固,必须将短轴的模数虚拟缩小.因此,我们假定短轴的模数缩小后,长轴、瓣体和短轴的模数比为2.13∶1.25∶1,短轴的模数缩不到4cm.我们查阅了有关资料,对所设置外冷铁的尺寸、重量和设置外冷铁处铸件的模数进行了计算.计算外冷铁的重量G冷可按下面公式进行G冷=7.4V0(M0-M r)/M0式中:V0———设置冷铁铸件的体积;M0———铸件的模数;M R———铸件模数的虚拟缩小值.计算外冷铁的表面积F冷可由F冷=V0(M0-M R)/2M0M R计算外冷铁的厚度一般取被激冷铸件厚度0.5~1倍.根据虚拟条件,我们进行了下列计算:G冷=7.4V0(M0-M R)/M0=36kgF冷=V0(M0-M R)/2M0M R=457cm我们设计的外冷铁尺寸为Φ250×130和Φ230×130,通过计算可得:外冷铁的重量2为45kg,外冷铁与铸型接触表面积为490cm2.根据以上计算的结果,设计的外冷铁能够满足虚拟计算的要求.根据已设计的外冷铁,可以计算出短轴模数的虚拟缩小值:M R=V0M0/(2F冷M0+V2)=3.9cm由此可见,导叶在短轴下部设置外冷铁后,可将短轴的模数缩小到3.9cm.这样,伊朗导叶从上至下的模数比为2.18∶1.28∶1,完全满足顺序凝固的要求.因此,我们将冒口设置在长轴的顶部,使它最后凝固,导叶铸件实现顺序凝固创造了条件.我们设计的冒口的模数为11cm,冒口与长轴、瓣体和短轴的模数比为2.82∶2.18∶1. 28∶1.由此可见,伊朗导叶铸件在凝固过程中的凝固次序是短轴、瓣体、长轴,而冒口则是最后凝固.由于该导叶铸件较高(2965mm),是冒口有效补缩距离的几倍.远远满足不了铸件的补缩要求,必须在工艺上采取有效的措施保证导叶铸件内部组织致密.根据有关资料介绍,结合我们的生产实践经验,我们把长轴顶部的直径加大到 400cm,长轴的斜度为3∶100,使补缩通道扩张角增大,有利于冒口对铸件进行补缩.另外,由于外冷铁的激冷作用,扩大了冒口的有效补缩距离,使导叶铸件凝固趋于顺序凝固方式,为保证铸件内部质量奠定了基础.1.3 浇注系统设计根据所确定的浇注位置,结合导叶铸件的尺寸特点,我们设计了缓冲阶梯式浇注系统,伊朗导叶铸件浇注系统,主要参数见表1,浇注系统各单元截面积比F包∶F重∶F缓∶F内=1∶2∶2.9∶2∶2.1,由此可见,此浇注系统是开放式的.由于导叶进水边与泄水边的壁厚相差悬殊,故内浇口设置在壁较薄的泄水边一侧,其目的是提高该侧的温度,控制铸件的凝固. 表1包孔直浇口缓冲浇口轴及冒中内浇口瓣体内浇口尺寸(mm)φ70φ100φ120120200×400数量(个)11232面积(mm2)386478508000785080001.4 造型材料,背砂采用水玻璃石英砂,涂料采用醇基锆英粉涂料.2 工艺效果分析一个铸造工艺设计的是否合理是经过实践检验.因此,我们主要从三方面来检验此铸造工艺合理性:计算机数值模拟铸件凝固过程;钢水上升速度;铸件验收.2.1 计算机数值模拟铸件凝固过程我们通过计算机数值模拟的计算,分析了伊朗导叶铸件的凝固过程.得到了不同时刻铸件的温度场分布图,验证了铸件凝固基本符合顺序凝固方式,达到了工艺的目的.2.2 钢水上升速度的测定我们通过测定伊朗导叶浇注时间(不包括冒口)来计算钢水的上升,数据见表2,从表中可以看出,本工艺获得的钢水上升速度大大超过最低的上升速度20mm/s,且浇注时间小于50秒,说明工艺浇注系统设计是合理的. 表2第一件第二件第三件第四件砂型高度H(mm)3024302430243024浇注时间t s43.8645.2444.3745.54升速度V(mm/s)68.966.868.166.42.3 铸件验收按此工艺生产伊朗导叶铸件表面光洁、无粘砂、氧化皱纹和冷隔等缺陷,铸件尺寸和形状符合图纸要求.经U T、M T控伤检查,内外质量均满足设计要求.用此方案生产该导叶铸件余件,合格率达到100%.3 结论(1)伊朗导叶铸件采用立浇注方案技术上可行,工艺上可靠.(2)采用虚拟模数计算,可以有效地设计外冷铁.(3)计算机数值模拟铸件的凝固过程对铸造生产有较高的指导作用.参考文献1 中国机械工程深地铸造专业学会编.铸造手册.北京:机械工业出版社,19942 李庆春.铸造工艺基础.北京:机械工业出版社,19843 李魁胜.铸造工艺基础.北京:机械工业出版社,19844 李弘英.铸钢件的凝固和致密度的控制.北京:机械工业出版社,1988。
水轮机叶片制造技术发展综述

水轮机叶片制造技术发展综述摘要:水轮机转轮是水轮机的心脏,承受着长时间强烈的动载荷作用,是传递能量的主要部件,叶片的形状复杂,扭转程度大,翼型是三维空间不可展曲面,且进出水边厚度变化大,制造十分困难。
本文主要介绍了几种水轮机叶片制造技术,并对水轮机叶片制造技术进行了展望。
关键词:水轮机叶片铲磨数控加工3D打印水轮机转轮及其叶片制造技术,是对水轮机制造商制造水平及竞争能力的核心技术的集中反映,因此,受到水电行业的普遍关注和高度重视[1]。
作为水轮机的核心部件,转轮是由具有回转特征的零件和具有雕塑曲面特征的叶片组成[2]。
水轮机叶片的制造质量和水力性能对水轮机的稳定指标和能量能产生最直接的影响[3]。
叶片铸件呈空间扭曲状,形状复杂,壁厚不均匀,在对其进行热加工时会产生相变应力和热应力并不断积聚从而导致叶片产生变形,对叶片的尺寸和形状会产生很大的影响[4],大型水轮机叶片的制造过程涉及到几十道工序,主要包括:工艺设计、模型制作、造型、合金冶炼、毛坯清理、热处理、型线检测、加工成型等[5]。
1 叶片概述1.1 转轮结构转轮结构分为三种:整体铸焊结构,上冠、下环、叶片焊为一体的,这种制造工艺的优点是制作简单,缺点是叶片型线精度低,铲磨检测比较困难,受铸造车间吊车起吊能力的限制,转轮质量不能太大,目前已较少采用。
上下分半结构,其制作工艺为:上冠连同上半段叶片整铸,下环和下半段叶片分别铸造,两部分在厂内组焊退火、铲磨加工,之后再运往工地进行组焊,组合成一体,在工地不再退火。
上下分半结构工艺性差,目前已基本淘汰。
左右分瓣的铸焊结构,为方便铁路运输。
当转轮直径大于5.5 m时,因受运输条件或铸造能力的限制,有必要把转轮分半制作,运到现场再组合成整体。
转轮各部分的组合连接方式不相同,其组合方法也不相同,我国主要采用上冠螺栓连接、下环焊接结构,在上冠连接处有定位销。
1.2 叶片材料水轮机叶片有特殊的工作环境,因此对叶片材料要求比较高,在叶片材料的选用上,早期一般采用的是碳钢、合金钢。
水轮机X型叶片铸造工艺的研究祥解

水轮机X型叶片的铸造工艺实践The casting process practice in X turbine blade摘要针对X型叶片曲率变化大, 空间扭曲程度大。
实际铸造生产中叶片型线的准确难以控制,本文系统的介绍了水轮机X型叶片的铸造生产工艺,以及数值模拟和三坐标测量仪在叶片工艺设计中的应用。
关键词X型叶片模数法反变形量数值模拟Abstract: According to X turbine blade curvature change is big and the degree of space distortion is large, it’s difficult to control the molded lines of the blade in the actual casting production.This paper systematically introduces the application of X turbine blade casting production process, numerical simulation and three-coordinates measuring machine in the design process .Keywords: X turbine blade; modular method ; anti-deformation;Numerical simulation叶片是水轮机最重要的零件之一, 对它的性能和型线要求非常严格,而X型叶片(如图1)是二十世纪90 年代后期国外设计的新型混流式叶片,与传统的混流式叶片(如图2)在形状和性能上有很大的差别, 其叶片曲率变化相当大, 空间扭曲程度大。
目前X型叶也在国内得到了普遍应用,对于X型叶片的铸造难度较大,主要是叶片变形。
近年来我单位接到很多X型叶片的订单,相对于常规形状叶片而言,针对X型叶片的铸造工艺进行实践的研究十分必要,对X型叶片的生产有很大的指导意义。
水轮机叶片制造技术综述

。
自 60 年代 以来
或在
20 Mn Si
GE
与东方 电机 联 合体 )和
。
(A L S T O M
,
0 C r l 3 N i4 M o
上 先铺 焊
。
层
Cr 2 3 N i 13
与 哈尔 滨 电机 联 合体 )
6
m
为方便 铁 路运 输
直径
过 渡层
,
再铺焊
OC r l 3 N i 4 M o
。
法 国奈 尔 匹 克 公 司
左 右 的 转 轮 以 前 曾大多 采 用 左 右 分瓣 的 铸 焊 结
用过
0 C r l 7 N i4 M o
俄 罗斯列 宁格勒金 属 厂 用过
,
构
。
考 虑 到分瓣 转 轮水 力 性 能 不 如 整 体 转 轮
— — 一
,
且
0 Cr l 2 N i 3 C u
和
1 Cr l 8 N i 3 M n 3 Cu 2
,
但 由 于 叶 片铲 磨 和 检 测 困 难
岸 转 轮采 用 此 结 构
1 2
.
但 未获 批 准
且 转 轮 重 量 受 铸 造 车 间起 吊能 力 限
。
叶片 材 料
叶片材料 要 有 较好 的机 械性 能
,
制
,
目前 已 较 少 采 用
耐空化
。
、
腐
取 而 代 之 的是 将 上 冠 的整体铸焊结构
。
、
下环
预热 。北 欧 G ( 克 瓦纳) 多用 0 r6 5Mo E 原 C lN i ,含
九十 年代发 展 起来 三坐 标划 线仪 ( 2 ,光 电经纬 图 ) 仪 ( 图 3 、多轴 机器 人 ( 图 4 。 见 ) 见 )
大型抽水蓄能水轮机转轮铸造技术研发

第54卷图2产品结构示意图叶片上冠下环抽水蓄能水轮机发电设备的设计和制造是当今装备制造领域最高端的先进技术之一,而水轮机转轮作为抽水蓄能机组的核心配件,其制造技术反映了水轮机制造商竞争能力和水平,受到世界各地水电行业的高度重视。
在我国工信部发布的《首台(套)重大技术装备推广应用指导目录(2017年版)》中,抽水蓄能水电机组及其配套铸锻件也列入该目录,是国家亟待研发和重点支持的产品,因而具有重大的战略意义。
传统的转轮生产方式为先进行上冠、下环及叶片独立铸造、加工,然后再进行组焊,优点是利于铸造和加工,但缺点也很明显,后期回厂后焊接量大,操作困难,生产周期长,焊缝多,焊接质量不稳定等。
1产品介绍抽水蓄能水轮机转轮整体制造是将转轮的上冠、下环、叶片作为一个整体进行铸造、加工成型,此方法虽然避免了焊接,但是由于转轮结构复杂,制造难度极大,是转轮制造技术发展的方向。
抽水蓄能整铸转轮是由上冠、下环及叶片组成,叶片翘曲度较大,壁厚极薄。
相比与传统的阻焊转轮,此类转轮相邻两个叶片之间的间距较小,空间更加狭窄,流道也更加狭长。
本次研发的抽水蓄能整铸收稿日期:2018-11-05;修订日期:2019-02-11作者简介:唐钟雪(1976-),男,工学硕士,高级工程师,主要从事铸造工艺研究及材料技术研发工作。
E-mail :zhongxue.tang@大型抽水蓄能水轮机转轮铸造技术研发唐钟雪,苏志东,冯周荣(共享铸钢有限公司,宁夏银川750021)摘要:从产品结构、铸造工艺(铸件补缩技术、砂芯成型技术等)、钢水精炼工艺、热处理工艺及铸件精整工艺研究抽水蓄能水轮机发电机组转轮整体铸造技术。
针对铸件复杂的螺旋回转型薄壁结构,设计一种间断式圈冒口解决转轮铸件螺旋状圆周分布热解的补缩问题,同时研究转轮砂芯的整体3D 打印成型技术,完成转轮整体铸造技术开发,实现了转轮的整铸、近终形成形,降低产品的开发成本及制造周期。
关键词:水轮机转轮;3D 打印;整体铸造中图分类号:TG24文献标识码:BDOI :10.3969/j.issn.1006-9658.2019.02.010文章编号:1006-9658(2019)02-0044-04第54卷第2期Vol.54No.2CHINA FOUNDRY MACHINERY &TECHNOLOGY2019年3月Mar.2019图1传统转轮焊装示意44--第2期转轮轮廓尺寸为覬1600mm ×817mm ,铸件净重为2446kg ,最小壁厚为8mm ,材质为ASTMA743CM 。
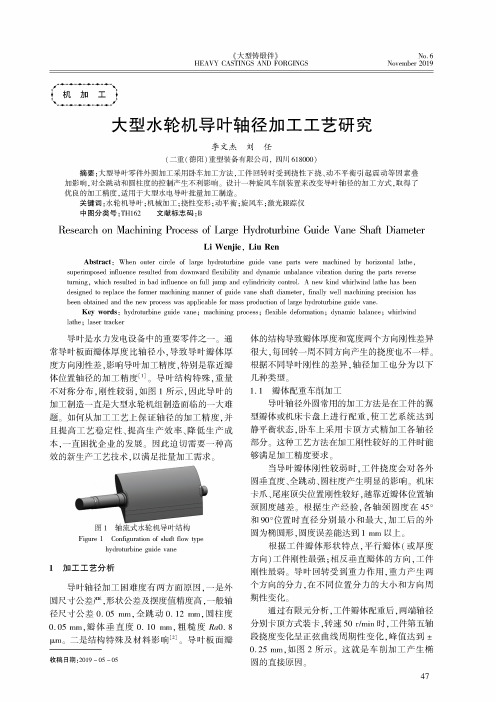
大型水轮机导叶轴径加工工艺研究
hydroturbine guide vvne
1加工工艺分析 导叶轴径加工困难度有两方面原因,一是外
圆尺寸公差严,形状公差及摆度值精度高,一般轴 径尺寸公差0. 05 mm,全跳动0. 12 mm,圆柱度 0. 05 mm,瓣体垂直度0. 10 mm,粗糙度Ra0. 8 Um。二是结构特殊及材料影响⑵ 。导叶板面瓣
试验结果表明旋风车工艺稳定性好,加工精度 优良,有效提高了生产效率,降低了生产成本,对刚 性薄弱轴类零件的加工具有重要的借鉴意义。
参考文献
[1] 侯志刚,粟庄宇,贾霖-水轮机导叶轴加工工艺分析及工 装研制[J].金属加工:冷加工,2017 (13) : 38 -41.
[2] 奇成光-大型水轮机导叶加工新工艺[J].发电设备, 2010, 24 (2) : 154 -156.
图6旋风头装置及定位卡紧装置 Fiaurc 6 Whirlwind head and location fixture device
2.3加工效果 通过旋风车装置对导叶轴径进行加工验证,
利用激光跟踪仪进行检测,检验数据如表2所示, 检测结果达到了预期效果。
表2旋风车削加工精度
Table 2 Machining precision of whirlwind turring
通过以上试验,加工精度有了一定的提高,但 仍不能满足图纸要求的精度。虽然在工装设计方 面尚有进一步完善的地方,但这种工艺方法要制 作专用工装辅具,使用重型机床工装,导叶的装 卡、找正等操作较为复杂,加工成本较高。 48
通过实验和分析,表明大型导叶零件轴径加 工如果采用工件回转车削的方法,工件回转时受 到挠性变形、动不平衡引起的震动等因素将叠加 影响,对全跳动和圆柱度的控制产生不利影响,不 能满足精度要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
i
图 3 叶片凝 同结果 X射线 显示
三 、生产过程及结果
图 1 叶片铸造丁艺示 意
1 .生产过 程
水轮机叶片的生产 流程 如罔 4所示 ,铸 件及成品实
物 照 片 如 图 5、图 6所 示 。
繁 ,砂箱 刚度要求 高,砂型制作及合箱方便 ,铸件表 面 质量好;立做立浇的操作较为复杂 ,小需 要很火 的起重
同的情况 ,提 前给 合适 的反变形 量 ,是改善不锈钢 叶
片 型 线 质 量一 个关 键 的 工 艺 参数 .
盈 2 年第 1 _ 01 7 期 熟 处理/ 锋造 缎,
2 .叶片 冒 口的设 计
为 r能够实现顺序凝同 ,使铸 件在凝 过程能始终
保持 胃 口补 缩 通 道 的 畅通 ,把 胃 口布 置 在 叶 片 的法 兰 J -
艺 ,并利用数值模 拟技术 对叶片铸 件 危型过徉 的流场 、 凝固过程的温度场和应力场进 仃数值模拟 ,优 化叶片的
铸 造 T艺 方 案 , 且按 照此 T 方 案 .生 产 ¨质 星 良 ; 的不 锈 钢 叶 片 。
程 的流场 、凝 固过 程的温度场和 应力场进 行模拟 计算 ,优化 叶片 的铸造 工 艺方案 ,验 证工 艺的可行 性。
塔 吉 克 斯 坦 山 迪 斯 轴 流 式 水 轮 机 转 轮 径 为
设 备 ,也 不需 要 醐箱 ,砂 型 制 作 及 合 箱 较 为 复杂 。综 合
85 m,其叶 片最 大 轮 脚 尺 寸 为 5 0 m ×20 nn× .2 00 m 8 0n
上升 ,防 f产牛紊流 ,消除局部 过热 ,改 善补缩 条件 ; 最后存 胃1 3内进行平稳缓慢的补浇 ,以提高 冒口内的钢 液温度 ,增大 冒口补缩效率 .
4 叶片 的反 变形措 施
巾丁叶片本身形状复杂 ,厚薄部分 相差悬殊 ,在 铸
件 际 生 产 中 ,肯 定 要 有 变 形 。 冈 此 ,根 据 叶 片 本 身 不
从 造 型角 度 来 看 ,比 峡 叶 片 起 模 吏 难 ; 时 ,叶 片
3 .叶片浇注系统的设计
把浇注 系统设置存出水侧 ,采用开放 、底注 、缓冲
式 浇 注 系统 , 对 冒 口进 行 补 浇 。底 注 式 浇 注 系 统 的 好
为宽 长的板状体 ,且厚薄不均 ,在铸造过 程巾檄易造成 凝 同收缩后的扩张变形 ,且变形 池罔较难预洲。这样的 结构势必绐叶片铸造带来很大难度。
缩 孔( %)
5 % 的缩 孔 ,而 叶片 本 体 上 则 无 缩 孑 、缩 松 ,这 说 明 冒 0 L
加厚 , 且预先在模型上加合适的反变形量。
( )在 叶 片外 缘 端 加 一 条 与 外 缘 宽 度 相 同 的 反 变 形 2
筋 ,有效地控制其变形 。叶片铸造丁艺如 图 1 所示 。
W W W et wor ng 7 50 m a1 ki 9 co n r
磊 工。 加 热工
L 。 篷。 圈
对 山冈迪斯 叶片我们主要采取以下两个T艺措施 :
( ) 把 以往 的 叶 片加 厚方 式 从 叶 片背 面 变 为 从 正 面 1 口及 补 贴 的 尺 寸 和位 置 设 置 合 理 。
处是金属液进入型腔平稳 ,对型芯 冲击 力小 ,有 利于型
腔内气体排 出;同时采用缓冲式浇注 系统 ,在保证钢 液
在 铸 型 内具 有 一 定 的上 升 速 度 的 同 时 ,使 钢 液能 够平 稳
1 造型方案的确定
日前 ,周内外大型叶片多采用垂 直浇注 ,这样有利
于 冒 口的 集 巾补 缩 ,可 有效 地 减 少 叶 片变 形 、氧 化 、缩 孑 和 缩 松 等铸 造 缺 陷 的 产生 ,铸 件 内部 质 量好 。 直 浇 L 注 又 分 为 平做 立 浇 和立 做立 浇两 种 甲 做 市 浇 的特 点 为 操 作 较 简 ,但 需要 有 很 大 的起 蕈设 备 ,翻 箱 和 起 吊 频
最大的轴流式叶片 叶片材质为 Z,O 3 iMo C Q1 N4 ,要求 O
V 1精 炼 钢 液 ,毛 重 2 t O) 5,技 术 要 求 高 ,是 当 今 世 界 最 大 水轮 机 不 锈钢 叶片 之 一 ,同时 也是 水 电制 造 业 质 量 要 求 最 高 、制 造难 度 最 大 的 代表 性 铸 件之 一 本 文 系 统 地 研 究 了 I 罔 迪 斯 水 轮 机 叶 片 的 铸 造 T I I
栏 目主 持 田文华
≮
大 型 水 轮 机 叶 片 铸 造 工 艺 研 究
哈尔 滨 电机厂 有 限责任 公 司 ( 龙 江 黑 104 ) 富小 欧 500 周佩 超 吴彦军 刘 忠仁 张 浩 裴 林
【 摘要 】
研究了山图迪斯轴流式水轮机叶片的铸造工艺,并利用数值模拟技术对叶片铸件在充型过
i
方,形成理想的温度悌度 ,充分发挥 胃口的作用 ,防止 叶片产生缩孔和缩忪缺陷 此外 ,这 样的1 艺 方案还能 一
使 I 片 最 大 限度 地 白南收 缩 ,避 免 了 冒 【对 叶 片 收 缩 时 1 P j 的阻 碍 ,提 高 叶片 的 尺 寸精 度
、
叶片 的铸造工艺设计
l 罔迪斯轴流式 叶片的设计 结构旱■维扭 小规则 J 1 曲而 ,该叶片_ 卜一峡 叶片最大 刖是它有 法兰和裙 边 ,
4 0 m,比 峡 叶 片长 约 20 m, 足 哈 电 历 史 上 乐 制 的 0m 5r a
大 叶 片 各种 造
法 的 优缺 点 及 实 际 牛 产 情 况 , 』图 f I
ቤተ መጻሕፍቲ ባይዱ
迪 斯 叶 的 牛产 采 用 了 具有 哈 电 自主 知 识 产权 的 水 轮 机 叶 片 铸造 ] 方 法 ,即背 面 文 样 、正 而 组 、立 做 立 浇 : 艺 的 1 艺方 案 这 样 ,既解 决 J设备 能力 不 足 的 问 题 ,也 能很 好 控 制 叶 片 的 变形 问题 ,属 闰 内 白创 ‘