冲压与塑料成型设备(模具设计方向)
冲压成型工艺及模具设计
冲压成型工艺及模具设计课程教案/讲稿教师姓名:李奇涵学院(部、中心):机电工程学院教研室∕实验室:模具教研室2004 年8 月第一章绪论第一节模具在工业生产中的地位模具是大批量生产同形产品的工具,是工业生产的主要工艺装备。
采用模具生产零部件,具有生产效率高、质量好、成本低、节约能源和原材料等一系列优点,用模具生产制件所具备的高精度、高复杂程度、高一致性、高生产率和低消耗,是其他加工制造方法所不能比拟的。
已成为当代工业生产的重要手段和工艺发展方向。
现代经济的基础工业。
现代工业品的发展和技术水平的提高,很大程度上取决于模具工业的发展水平,因此模具工业对国民经济和社会发展将起越来越大的作用。
1989年3月国务院颁布的《关于当前产业政策要点的决定》中,把模具列为机械工业技术改造序列的第一位、生产和基本建设序列的第二位(仅次于大型发电设备及相应的输变电设备),确立模具工业在国民经济中的重要地位。
1997年以来,又相继把模具及其加工技术和设备列入了《当前国家重点鼓励发展的产业、产品和技术目录》和《鼓励外商投资产业目录》。
经国务院批准,从1997年到2000年,对80多家国有专业模具厂实行增值税返还70%的优惠政策,以扶植模具工业的发展。
所有这些,都充分体现了国务院和国家有关部门对发展模具工业的重视和支持。
目前全世界模具年产值约为600亿美元,日、美等工业发达国家的模具工业产值已超过机床工业,从1997年开始,我国模具工业产值也超过了机床工业产值。
据统计,在家电、玩具等轻工行业,近90%的零件是综筷具生产的;在飞机、汽车、农机和无线电行业,这个比例也超过60%。
例如飞机制造业,某型战斗机模具使用量超过三万套,其中主机八千套、发动机二千套、辅机二万套。
从产值看,80年代以来,美、日等工业发达国家模具行业的产值已超过机床行业,并又有继续增长的趋势。
据国际生产技术协会预测,到2000年,产品尽件粗加工的75%、精加工的50%将由模具完成;金属、塑料、陶瓷、橡胶、建材等工业制品大部分将由模具完成,50%以上的金属板材、80%以上的塑料都特通过模具转化成制品。
塑料成型工艺与模具设计课程介绍

塑料成型工艺与模具设计课程介绍塑料成型工艺与模具设计是当今制造工业中的重要课程之一。
它涉及到了制造工艺、机械设计、材料科学等多个领域,非常具有实用性。
本文就塑料成型工艺与模具设计这门课程进行介绍。
一、课程概述塑料成型工艺与模具设计课程是介绍塑料成型工艺技术和模具设计原理的一门专业选修课。
课程内容主要包括塑料成型工艺基本知识、模具设计流程、常用塑料材料、模具制造、模具CAD/CAM基础等。
二、课程内容1. 塑料成型工艺基本知识介绍塑料成型工艺的基本知识,如注塑成型、挤出成型、吹塑成型、压延成型、吸塑成型等,学生将通过理论学习和实际操作,了解塑料成型工艺的工作原理、过程和设备;2. 模具设计流程介绍模具设计的基本流程,如从构思到成品,经过CAD绘制、CAM编程、数控加工、装配等环节。
3. 常用塑料材料学习常用塑料材料的特性和用途,如ABS、PC、PMMA、PP等,以及不同种类塑料与成型工艺的关系,可以帮助学生设计出更加适合的模具。
4. 模具制造本章节主要介绍模具制造的相关技术和要点,包括切削与成型、模具金属材料的选择、精度与表面质量的控制等,并结合示例进行讲解。
5. 模具CAD/CAM基础介绍模具CAD设计与CAM编程基础知识,以及UG、Solidworks等软件的使用方法。
三、实践教学本课程强调实践教学,通过仿真模拟和实物操作等多种方式,帮助学生深入了解和掌握塑料成型工艺与模具设计的相关知识。
1. 设计实践引导学生进行模具设计实践,通过实际操作,让学生更加深入地了解模具设计过程中的相关问题和注意事项,并提高学生的实际操作技能;2. 生产工艺实践引导学生进行生产工艺实践,通过生产过程中的实际操作,让学生对塑料成型工艺的过程、设备和处理技术有更加深刻的认识。
四、应用前景塑料成型工艺与模具设计是当今制造工业中非常重要的技术之一,相关应用领域广泛,例如家电、汽车、医疗器械等。
通过学习塑料成型工艺与模具设计课程,能够帮助学生更加深入地了解行业的现状与未来发展趋势,有利于提升其就业竞争力。
冲压与塑压成形设备教学课件

近50年世界塑料产量递增情况
年份 1924 1930 1935 1939 1944 1950 1955 1960 1965 1970 1975
产量 /104t
5.9
8.0
16
冲压与塑压成形设备
CSXSB
1.2 冲压设备和塑压设备的现状
1.2.1冲压成形工艺在工业生产中的地位 冲压成形工艺的特点 大批生产情况下,生产效率高,制件质量好,
节约材料,性能稳定,尺寸精度高可达少无切屑加工。 冲压成形工艺的地位 将微电子和计算机技术与传统冲压成形技术相
结合,是现代先进的加工方法之一,是衡量一个国家地位、企业制造 水平的主要标志之一,是国民经济的基础工业。
件盖覆车汽
皮蒙机飞 冲压与塑压成形设备
CSXSB
(1)1992较1991年,锻造设备产量增长26.8﹪,品种达到610 种,三分之一以上达九十年代先进水平。
(2)数控冲压设备的发展和新突破 如J95K-25,J95K-30等数 控冲模回转头压力机;数控冲压加工中心、数控激光切割机、 数控剪板机、数控板料折弯机、辗环机等相继问世。
冲压与塑压成形设备
CSXSB
我国成形设备的发展概况和现状
1、冲压设备和塑压设备
几十年来,经历了从无到有,从仿制到自行设计制造,从自 我发展到中外联合进入国际市场,达到国际先进水平的阶段,特 别是改革开放以来得到很大发展。
1990年以来,每年都有新产品、新技术涌现。 模具工业发展 十分迅速,1996~2002年间,模具产值年平均增速14%左右。
特别是随着我国加入WTO,国内、国际大市场的形 成发展,冲压设备与塑压设备出现空前大调整和大发展 。综合分析:发展趋势如下几个方面:
冲压与塑料成型设备参考答案
三、简答1.冲压成形技术有哪些优点?1)生成效率高,质量稳定,精度高;2)可实现少无切削加工;3)材料利用率高;4)可生成其他加工方法难以实现的复杂零件。
2.塑料有哪些优点?1)塑料质轻,比强度和比刚度高。
2)化学稳定性好。
3)绝缘,绝热,隔声性能好。
4)耐磨性和自润滑性好,摩擦因数小。
5)成型性、粘结性、着色性能好。
3.料筒的作用是什么?结构形式有哪几类?各自的特点是什么?作用是和螺杆共同组成挤压系统,完成塑料的塑化和输送;结构形式有:整体式,分段式和双金属料筒;整体式的特点:长度大,装配精度上容易得到保证。
但加工要求比较高,内表面磨损后不易修复。
分段式的特点:用于改变螺杆长径比。
但难保证各段队中,加热冷却系统的设置和维修不方便。
4.装模高度调节方式装模高度:位于下止点的滑块,下表面至工作台垫板上表面的距离;调节装模高度的方式:调节连杆长度,调节滑块高度,调节工作台高度。
5.过载现象及产生的原因曲柄压力机工作机构为刚性连接方式,滑块在工作时的上下死点是固定的,若工作中由于操作不当使滑块下行受阻,会使连杆的受力超过标称压力。
过载的原因:工艺设计时设备的选用不当;模具调试时设备装模高度小于模具高度;冲压时毛坯位置放置不当;异物放置在模具内;6,常用过载保护装置及其工作原理常用的有1)压塌块式过载保护装置工作原理:在连杆球头座下设置一压塌块,工作时连杆将力传递给压塌块,再由压塌块传递给滑块本体。
过载时,压塌块破坏,使连杆相对滑块移动一个距离。
相当于使设备装模高度值增加,起到保护模具和设备的作用。
2)液压式过载保护装置工作原理:在连杆球头座下设置一压塌块,当出现过载时,液压垫内油压急剧升高而引起卸荷阀卸荷,液压垫内的油液经卸荷阀流回油箱,相对使滑块下平面抬高,装模高度增大,起到保护模具和设备的作用。
7,冷挤压机的工艺特点有着较高的尺寸精度和较低的表面粗糙度(热锻),有着较高的材料利用率和产品生产效率)机械加工)。
塑料成型工艺与模具设计

采用新型螺杆设计、优化口模结构等 方法,提高制品尺寸精度和表面质量。
05
模具设计的创新与实践
智能化模具设计
1
智能化模具设计是指利用先进的信息技术、人工 智能和大数据分析,实现模具设计的自动化、智 能化和精细化。
2
通过智能化设计,可以大大提高模具设计的效率 和精度,减少人工干预和误差,降低生产成本, 提高产品质量。
案例概述
本案例介绍了智能化技术在塑料成型工 艺与模具设计中的应用,以提高模具设
计的效率和精度。
快速原型制造
采用3D打印技术制作模具原型,缩短 了模具制作周期,降低了试模成本。
智能化技术应用
采用计算机辅助设计(CAD)软件进 行模具设计,利用仿真技术预测制品 成型过程和优化模具结构。
数据分析与优化
通过收集生产数据,分析制品缺陷和 模具问题,进一步优化模具设计和工 艺参数。
工艺特性要求
塑料成型工艺的特性决定了模具 设计的结构和尺寸,例如模具的 型腔、浇注系统、冷却系统等。
材料选择
塑料成型工艺对材料的要求也影 响了模具设计的选择,例如模具 材料的耐热性、耐磨性、耐腐蚀 性等。
模具设计对塑料成型工艺的制约
模具容量
模具的容量决定了能够成型的塑料制 品的大小和复杂程度。
模具温度控制
新材料选择
选用聚碳酸酯(PC)作为替代传统 聚乙烯(PE)的材料,具有更好的 强度、耐热性和透明性。
模具设计调整
针对新材料的特点,优化了模具结构 设计,如增加热流道、改进冷却系统 等。
工艺参数优化
根据新材料的特性,调整了注射温度、 注射压力、模具温度等工艺参数,提 高了成型效率和制品性能。
智能化模具设计实践案例
塑料成型与模具课程设计
塑料成型与模具课程设计一、课程目标知识目标:1. 学生能理解并掌握塑料成型的基本概念、原理及常用工艺参数。
2. 学生能了解不同类型的模具结构及其在塑料成型中的应用。
3. 学生掌握模具设计的基本流程和注意事项,具备分析模具结构合理性的能力。
技能目标:1. 学生能运用CAD软件进行简单的模具设计,并能够进行模具零件的拆分和组装。
2. 学生通过实际操作,掌握注塑机的基本操作流程,具备独立完成塑料件成型的能力。
3. 学生能够运用所学知识,解决塑料成型过程中出现的问题,并提出改进措施。
情感态度价值观目标:1. 学生培养对塑料成型及模具设计专业的兴趣,激发创新意识,提高实践能力。
2. 学生通过课程学习,认识到模具在制造业中的重要性,增强对我国制造业的自豪感。
3. 学生在课程实践中,培养团队合作精神,提高沟通与协作能力。
本课程针对高年级学生,结合学科特点和教学要求,注重理论与实践相结合,以提高学生的实际操作能力和解决问题的能力。
课程目标具体、可衡量,旨在使学生能够掌握塑料成型及模具设计的基本知识,具备模具设计与制造的基本技能,同时培养良好的职业素养和价值观。
二、教学内容1. 塑料成型基本原理:包括聚合物熔融、流动、冷却、固化等过程,以及成型过程中压力、温度、时间等参数对成型质量的影响。
教材章节:第一章 塑料成型理论基础2. 常用塑料成型工艺:介绍注塑、挤塑、吹塑等常用塑料成型工艺的特点和应用。
教材章节:第二章 塑料成型工艺3. 模具结构及设计:分析不同类型的模具结构,如两板模、三板模、热流道模等,讲解模具设计的基本流程和注意事项。
教材章节:第三章 模具结构与设计4. 模具CAD设计:教授CAD软件在模具设计中的应用,进行实际操作演练。
教材章节:第四章 模具CAD/CAM技术5. 注塑机操作与调试:介绍注塑机的结构、工作原理及基本操作流程,并进行实际操作。
教材章节:第五章 注塑机与设备6. 塑料件成型与质量控制:分析成型过程中可能出现的缺陷及原因,讲解质量控制方法。
塑料成型工艺与模具设计名词解释

1名词解释1.注射成型:将粒状或粉状塑料从注射机的料斗送入高温的料筒内加热熔融塑化,使其成为粘流态熔体,然后在注射机柱塞或螺杆的高压推动下,以很大的流速通过喷嘴,注入模具型腔,经一定时间的保压冷却定型后,开启模具便可从型腔中脱出具有一定形状和尺寸塑料制件的成型方法,主要用于成型热塑性塑料件2.压缩成型:将粉状、粒状等的热固性塑料原料直接加入敞开的模具加料室内,然后在加热和加压的作用下,使塑料熔融充满型腔,并发生交联固化反应,硬化定型形成塑件,主要用于成型热固性塑料件3.压注成型:压注成型又称传递成型,其成型原理如图所示,先将固态成型物料加入加料腔内,使其受热软化转变为粘流态,并在压力机柱塞压力作用下,经过浇注系统充满型腔,塑料在型腔内继续受热受压,产生交联反应而固化定型4.挤出成型:挤出成型是将颗粒状塑料加入挤出机料筒内,经外部加热和料筒内螺杆机械作用而熔融成粘流态,并借助螺杆的旋转推进力使熔料通过机头里具有一定形状的孔道(口模),成为截面与口模形状相仿的连续体,经冷却凝固则得连续的塑料型材制品。
5.中空吹塑成型:将挤出或注射出来的熔融状态的管状坯料置于模具型腔内,借助压缩空气使管坯膨胀贴紧于模具型腔壁上,冷硬后获得中空塑件,这种成型方法称中空吹塑成型。
6.塑料:以高分子合成树脂为主要成份、在一定温度和压力下具有塑性和流动性,可被塑制成一定形状,且在一定条件下保持形状不变的材料。
7.热塑性塑料:具有线型分子链成支架型结构加热变软,冷却固化可逆的塑料。
8.热固性塑料:具有网状分子链结构加热软化,固化后不可逆。
9.塑化压力(背压)指螺杆式注射成型时,螺杆头部熔体在螺杆转动后退时所受到的阻力。
(背压一般不大于2MPa )10.注射压力:注射压力是指柱塞或螺杆顶部对塑料熔体所施加的压力。
11.保压压力型腔充满后,注射压力的作用在于对模内熔体的压实,此时的注射压力也可称为保压压力。
12.型腔压力型腔压力是注射压力在经过注射机喷嘴、模具的流道、浇口等的压力损失后,作用在型腔单位面积上的压力。
冲压与塑料成型设备试卷A知识讲解
石家庄职业技术学院[年] -[年] 学年第[?] 学期[课程代号] 冲压与塑料成型设备试卷(A)一、填空题(1×30=30分)1.冲压是利用压力机和冲模对材料施加压力,使其分离或产生塑性变形,以获得一定形状和尺寸的制品的一种少无切削加工工艺。
2.曲柄压力机按工艺用途可分为通用压力机和专用压力机。
3.曲柄压力机一般主要由工作机构、传动系统、操纵系统、能源系统、支承部件等部分组成。
4.注射机成型的一个工作循环包含如下主要工序:塑料预塑、合模注射、保压冷却、开模顶出制品。
5.注射机合模装置的形式按其实现锁模力的方式可分为液压式和液压-机械(组合)式两大类。
6.双动拉深压力机按传动方式可分为机械双动拉深压力机和液压双动拉深压力机,而机械双动拉深压力机按传动系统布置又可分为上传动和下传动两种。
7.液压机按传动形式可分为泵直接传动液压机和泵蓄能器传动液压机。
8.在塑料挤出成型设备中,通常将挤出主机、辅机和控制系统三部分统称为挤出机组。
9.挤出机的主机主要由挤出系统、传动系统、加热冷却系统、机身等组成。
10.塑料注射机的顶出装置可分为机械顶出和液压顶出两种形式。
二、名词解释(3×5=15分)1.压力机:是用来为模具中的材料实现压力加工提供动力和运动的设备。
2.J11-50:机械压力机,开式单柱固定台压力机,公称力为500KN 3.挤出机最高产量:指加工某种塑料时每小时挤出的最大塑料量,是一个表征机器生产能力的参数,单位为Kg/h4.注射速率:是指单位时间内注射出熔料的容积。
5.分离工序:是指被加工材料在外力作用下,沿一定的轮廓形状剪切破裂而分离的冲压工序,简称冲裁。
三、简答题(5×3=15分)1.压力机的封闭高度、装模高度及调节量的含义是什么?答:装模高度:指滑块在下止点时,滑块下表面到工作台垫板上表面的距离。
最大装模高度:指装模高度调节装置将滑块调整到最高位置时,对应的装模高度。
塑料成型工艺与模具设计 名词解释

1名词解释1.注射成型:将粒状或粉状塑料从注射机的料斗送入高温的料筒内加热熔融塑化,使其成为粘流态熔体,然后在注射机柱塞或螺杆的高压推动下,以很大的流速通过喷嘴,注入模具型腔,经一定时间的保压冷却定型后,开启模具便可从型腔中脱出具有一定形状和尺寸塑料制件的成型方法,主要用于成型热塑性塑料件2.压缩成型:将粉状、粒状等的热固性塑料原料直接加入敞开的模具加料室内,然后在加热和加压的作用下,使塑料熔融充满型腔,并发生交联固化反应,硬化定型形成塑件,主要用于成型热固性塑料件3.压注成型:压注成型又称传递成型,其成型原理如图所示,先将固态成型物料加入加料腔内,使其受热软化转变为粘流态,并在压力机柱塞压力作用下,经过浇注系统充满型腔,塑料在型腔内继续受热受压,产生交联反应而固化定型4.挤出成型:挤出成型是将颗粒状塑料加入挤出机料筒内,经外部加热和料筒内螺杆机械作用而熔融成粘流态,并借助螺杆的旋转推进力使熔料通过机头里具有一定形状的孔道(口模),成为截面与口模形状相仿的连续体,经冷却凝固则得连续的塑料型材制品。
5.中空吹塑成型:将挤出或注射出来的熔融状态的管状坯料置于模具型腔内,借助压缩空气使管坯膨胀贴紧于模具型腔壁上,冷硬后获得中空塑件,这种成型方法称中空吹塑成型。
6.塑料:以高分子合成树脂为主要成份、在一定温度和压力下具有塑性和流动性,可被塑制成一定形状,且在一定条件下保持形状不变的材料。
7.热塑性塑料:具有线型分子链成支架型结构加热变软,冷却固化可逆的塑料。
8.热固性塑料:具有网状分子链结构加热软化,固化后不可逆。
9.塑化压力(背压)指螺杆式注射成型时,螺杆头部熔体在螺杆转动后退时所受到的阻力。
(背压一般不大于2MPa )10.注射压力:注射压力是指柱塞或螺杆顶部对塑料熔体所施加的压力。
11.保压压力型腔充满后,注射压力的作用在于对模内熔体的压实,此时的注射压力也可称为保压压力。
12.型腔压力型腔压力是注射压力在经过注射机喷嘴、模具的流道、浇口等的压力损失后,作用在型腔单位面积上的压力。
大学模具设计与制造专业学习内容和课程有哪些
大学模具设计与制造专业学习内容和课程有哪些一、模具设计与制造专业学习内容和课程具有识读和绘制模具零件图和装配图的能力;具有设计中等复杂程度冲压模具和塑料模具,操作、运维、管理、保养典型模具加工设备和冲压、塑压等成型设备的能力;具有产品测绘、三维数字化建模及操作快速成型设备的能力;具有模具零件制造工艺编制,模具装配与调试、维修、保养的能力;具有模具智能制造加工单元操作及管控的能力;具有产品成型工艺规划、质量检测、生产组织管理的能力;具有适应产业数字化发展需求的数字技术和信息技术的应用能力;具有模具设计与制造相关的技术标准运用、安全生产、绿色制造、质量管理、产品创新设计等的意识;具有探究学习、终身学习和可持续发展的能力。
专业基础课程:机械制图及计算机绘图、机械设计基础、公差配合与测量技术、工程材料及热处理、模具零件普通机械加工技术、电工电子技术、液压与气压传动。
专业核心课程:冲压工艺及模具设计、塑料成型工艺及模具设计、冲压与塑料成型设备及自动化、模具数控加工和电切削加工、模具精密检测技术、智能制造单元操作与管控、模具数字化设计与制造。
二、模具设计与制造专业未来发展方向面向机械工程技术人员、工装工具制造加工人员等职业,模具设计、模具制造、模具成型工艺管控、模具生产管理、产品检验和质量管理等岗位(群)。
三、模具设计与制造专业开设的大学有哪些序号专业名称学校名称所在省份1 模具设计与制造北京工业职业技术学院北京2 模具设计与制造北京信息职业技术学院北京3 模具设计与制造北京电子科技职业学院北京4 模具设计与制造天津市职业大学天津5 模具设计与制造天津电子信息职业技术学院天津6 模具设计与制造天津机电职业技术学院天津7 模具设计与制造天津轻工职业技术学院天津8 模具设计与制造秦皇岛职业技术学院河北9 模具设计与制造河北机电职业技术学院河北10 模具设计与制造廊坊燕京职业技术学院河北11 模具设计与制造承德应用技术职业学院河北12 模具设计与制造晋城职业技术学院山西13 模具设计与制造山西机电职业技术学院山西14 模具设计与制造晋中职业技术学院山西15 模具设计与制造包头职业技术学院内蒙古16 模具设计与制造辽宁省交通高等专科学校辽宁17 模具设计与制造沈阳职业技术学院辽宁18 模具设计与制造辽宁轨道交通职业学院辽宁19 模具设计与制造辽宁机电职业技术学院辽宁20 模具设计与制造渤海船舶职业学院辽宁21 模具设计与制造辽宁装备制造职业技术学院辽宁22 模具设计与制造大连装备制造职业技术学院辽宁23 模具设计与制造辽宁轻工职业学院辽宁24 模具设计与制造长春汽车工业高等专科学校吉林25 模具设计与制造吉林电子信息职业技术学院吉林26 模具设计与制造吉林工业职业技术学院吉林27 模具设计与制造吉林科技职业技术学院吉林28 模具设计与制造黑龙江职业学院黑龙江29 模具设计与制造黑龙江农业工程职业学院黑龙江30 模具设计与制造明达职业技术学院江苏31 模具设计与制造无锡职业技术学院江苏32 模具设计与制造镇江市高等专科学校江苏33 模具设计与制造南通职业大学江苏34 模具设计与制造沙洲职业工学院江苏35 模具设计与制造扬州市职业大学江苏36 模具设计与制造常州信息职业技术学院江苏37 模具设计与制造江苏联合职业技术学院江苏38 模具设计与制造无锡科技职业学院江苏39 模具设计与制造苏州工业职业技术学院江苏40 模具设计与制造南京交通职业技术学院江苏41 模具设计与制造江苏电子信息职业学院江苏42 模具设计与制造常州纺织服装职业技术学院江苏43 模具设计与制造苏州工业园区职业技术学院江苏44 模具设计与制造炎黄职业技术学院江苏45 模具设计与制造常州工业职业技术学院江苏46 模具设计与制造江苏信息职业技术学院江苏47 模具设计与制造常州机电职业技术学院江苏48 模具设计与制造江阴职业技术学院江苏49 模具设计与制造苏州健雄职业技术学院江苏50 模具设计与制造昆山登云科技职业学院江苏51 模具设计与制造江苏城市职业学院江苏52 模具设计与制造宁波职业技术学院浙江53 模具设计与制造温州职业技术学院浙江54 模具设计与制造浙江工商职业技术学院浙江55 模具设计与制造台州职业技术学院浙江56 模具设计与制造浙江工贸职业技术学院浙江57 模具设计与制造浙江机电职业技术学院浙江58 模具设计与制造浙江工业职业技术学院浙江59 模具设计与制造丽水职业技术学院浙江60 模具设计与制造杭州科技职业技术学院浙江61 模具设计与制造嘉兴南洋职业技术学院浙江62 模具设计与制造台州科技职业学院浙江63 模具设计与制造安徽职业技术学院安徽64 模具设计与制造芜湖职业技术学院安徽65 模具设计与制造安徽水利水电职业技术学院安徽66 模具设计与制造铜陵职业技术学院安徽67 模具设计与制造合肥通用职业技术学院安徽68 模具设计与制造合肥职业技术学院安徽69 模具设计与制造滁州职业技术学院安徽70 模具设计与制造安徽机电职业技术学院安徽71 模具设计与制造安徽国防科技职业学院安徽72 模具设计与制造安徽工业职业技术学院安徽73 模具设计与制造马鞍山职业技术学院安徽74 模具设计与制造安徽现代信息工程职业学院安徽75 模具设计与制造漳州职业技术学院福建76 模具设计与制造福州职业技术学院福建77 模具设计与制造福建信息职业技术学院福建78 模具设计与制造厦门海洋职业技术学院福建79 模具设计与制造三明医学科技职业学院福建80 模具设计与制造宁德职业技术学院福建81 模具设计与制造江西工业职业技术学院江西82 模具设计与制造九江职业大学江西83 模具设计与制造九江职业技术学院江西84 模具设计与制造江西交通职业技术学院江西85 模具设计与制造江西应用技术职业学院江西86 模具设计与制造江西工业工程职业技术学院江西87 模具设计与制造江西机电职业技术学院江西88 模具设计与制造江西科技职业学院江西89 模具设计与制造宜春职业技术学院江西90 模具设计与制造江西生物科技职业学院江西91 模具设计与制造抚州职业技术学院江西92 模具设计与制造江西制造职业技术学院江西93 模具设计与制造江西农业工程职业学院江西94 模具设计与制造赣西科技职业学院江西95 模具设计与制造江西冶金职业技术学院江西96 模具设计与制造青岛职业技术学院山东97 模具设计与制造山东劳动职业技术学院山东98 模具设计与制造莱芜职业技术学院山东99 模具设计与制造烟台职业学院山东100 模具设计与制造山东科技职业学院山东101 模具设计与制造淄博职业学院山东102 模具设计与制造山东工业职业学院山东103 模具设计与制造青岛求实职业技术学院山东104 模具设计与制造烟台工程职业技术学院山东105 模具设计与制造潍坊工商职业学院山东106 模具设计与制造山东铝业职业学院山东107 模具设计与制造泰山职业技术学院山东108 模具设计与制造烟台汽车工程职业学院山东109 模具设计与制造青岛工程职业学院山东110 模具设计与制造河南职业技术学院河南111 模具设计与制造开封大学河南112 模具设计与制造黄河水利职业技术学院河南113 模具设计与制造河南水利与环境职业学院河南114 模具设计与制造平顶山工业职业技术学院河南115 模具设计与制造济源职业技术学院河南116 模具设计与制造河南工业职业技术学院河南117 模具设计与制造郑州电子信息职业技术学院河南118 模具设计与制造永城职业学院河南119 模具设计与制造郑州职业技术学院河南120 模具设计与制造郑州电力职业技术学院河南121 模具设计与制造新乡职业技术学院河南122 模具设计与制造郑州理工职业学院河南123 模具设计与制造河南机电职业学院河南124 模具设计与制造许昌电气职业学院河南125 模具设计与制造洛阳职业技术学院河南126 模具设计与制造河南轻工职业学院河南127 模具设计与制造武汉职业技术学院湖北128 模具设计与制造黄冈职业技术学院湖北129 模具设计与制造长江职业学院湖北130 模具设计与制造湖北工业职业技术学院湖北131 模具设计与制造鄂州职业大学湖北132 模具设计与制造武汉城市职业学院湖北133 模具设计与制造湖北职业技术学院湖北134 模具设计与制造荆州职业技术学院湖北135 模具设计与制造武汉工程职业技术学院湖北136 模具设计与制造随州职业技术学院湖北137 模具设计与制造湖北水利水电职业技术学院湖北138 模具设计与制造湖北开放职业学院湖北140 模具设计与制造湖北工程职业学院湖北141 模具设计与制造天门职业学院湖北142 模具设计与制造襄阳汽车职业技术学院湖北143 模具设计与制造湖南工业职业技术学院湖南144 模具设计与制造湖南信息职业技术学院湖南145 模具设计与制造湖南科技职业学院湖南146 模具设计与制造湖南生物机电职业技术学院湖南147 模具设计与制造郴州职业技术学院湖南148 模具设计与制造张家界航空工业职业技术学院湖南149 模具设计与制造湖南机电职业技术学院湖南150 模具设计与制造潇湘职业学院湖南151 模具设计与制造湘西民族职业技术学院湖南152 模具设计与制造湖南财经工业职业技术学院湖南153 模具设计与制造益阳职业技术学院湖南154 模具设计与制造湖南九嶷职业技术学院湖南155 模具设计与制造湖南国防工业职业技术学院湖南156 模具设计与制造湖南工商职业学院湖南157 模具设计与制造顺德职业技术学院广东158 模具设计与制造广东轻工职业技术学院广东159 模具设计与制造私立华联学院广东160 模具设计与制造广州番禺职业技术学院广东161 模具设计与制造广东松山职业技术学院广东162 模具设计与制造佛山职业技术学院广东163 模具设计与制造广东机电职业技术学院广东164 模具设计与制造广东岭南职业技术学院广东165 模具设计与制造罗定职业技术学院广东166 模具设计与制造阳江职业技术学院广东167 模具设计与制造河源职业技术学院广东168 模具设计与制造揭阳职业技术学院广东169 模具设计与制造广东工贸职业技术学院广东170 模具设计与制造广州工程技术职业学院广东171 模具设计与制造中山火炬职业技术学院广东173 模具设计与制造茂名职业技术学院广东174 模具设计与制造广州南洋理工职业学院广东175 模具设计与制造广州华立科技职业学院广东176 模具设计与制造广东工程职业技术学院广东177 模具设计与制造中山职业技术学院广东178 模具设计与制造广州城建职业学院广东179 模具设计与制造广东南方职业学院广东180 模具设计与制造广东环境保护工程职业学院广东181 模具设计与制造广西机电职业技术学院广西182 模具设计与制造南宁职业技术学院广西183 模具设计与制造广西水利电力职业技术学院广西184 模具设计与制造广西职业技术学院广西185 模具设计与制造柳州职业技术学院广西186 模具设计与制造广西工业职业技术学院广西187 模具设计与制造广西现代职业技术学院广西188 模具设计与制造柳州城市职业学院广西189 模具设计与制造广西工程职业学院广西190 模具设计与制造广西理工职业技术学院广西191 模具设计与制造重庆工业职业技术学院重庆192 模具设计与制造重庆三峡职业学院重庆193 模具设计与制造重庆科创职业学院重庆194 模具设计与制造成都航空职业技术学院四川195 模具设计与制造四川化工职业技术学院四川196 模具设计与制造四川航天职业技术学院四川197 模具设计与制造四川机电职业技术学院四川198 模具设计与制造四川工程职业技术学院四川199 模具设计与制造四川建筑职业技术学院四川200 模具设计与制造宜宾职业技术学院四川201 模具设计与制造四川职业技术学院四川202 模具设计与制造四川信息职业技术学院四川203 模具设计与制造贵州航天职业技术学院贵州204 模具设计与制造云南机电职业技术学院云南205 模具设计与制造陕西工业职业技术学院陕西206 模具设计与制造陕西国防工业职业技术学院陕西207 模具设计与制造西安航空职业技术学院陕西208 模具设计与制造陕西航空职业技术学院陕西209 模具设计与制造酒泉职业技术学院甘肃210 模具设计与制造武威职业学院甘肃211 模具设计与制造甘肃钢铁职业技术学院甘肃212 模具设计与制造甘肃机电职业技术学院甘肃213 模具设计与制造兰州航空职业技术学院甘肃214 模具设计与制造贵州航空职业技术学院贵州。
江西工业工程职业技术学院专业介绍
江西工业工程职业技术学院专业介绍机电工程系数控技术专业本专业培养从事企业中数控设备的使用与维修工作的高级应用型人才,毕业生具备阅读电子、电气线路图的能力,具有数控设备维修,改造、数控编程加工以及CAD/CAM实践能力,能从事数控设备的安装、调试、运行、检测与技术改造等工作。
主要课程:计算机操作与应用、机械制图、机械设计基础、电子学、电机学、机械制造技术、数控机床原理、数控编程、AutoCAD、CAM技术、Pro/E、模具设计、数控机床维修数控加工工艺等。
模具设计与制造专业本专业培养从事模具设计与模具制造的高级应用型人才。
毕业生主要可从事编制冷冲压产品、塑料制品的成型工艺与冷冲压模具、塑料模具的设计及模具的制造工作;也可以从事设备维护管理与技术管理工作。
主要课程:冲压与塑料成型设备、冲压工艺与冲模设计、塑料成型工艺与模具设计、模具制造工艺学、模具材料与热处理、模具价格估算、数控机床与加工工艺、模具CAD/CAM、Pro/E等。
机电一体化技术专业本专业主要培养从事工业企业的机电设备、自动化设备与生产线的运行与维修工作的高级应用型人才,毕业生可从事本行业的机电设备、自动化设备与生产线的安装设计、运行、维修、检测与技术改造等工作,也可在其它机电技术的应用部门工作,并具有较强的CAD/CAM、数控编程的技能。
主要课程:计算机操作与应用、机械制图、机械设计基础、液压传动与气动、电工与电子技术、电机与电力拖动、机床电气控制与PLC、机械制造技术、数控机床及其应用、机械制造基础、AutoCAD、CAM技术、冷冲模设计、Pro/E、先进制造技术等。
计算机辅助设计与制造专业本专业培养在计算机辅助设计与制造领域能够具有较高的理论水平,掌握工业产品设计和制造方法,又具有较强实际操作技能的高级应用型人才,毕业生可从事机械产品的设计与制造工作,也可从事相关的技术管理工作。
主要课程:微机操作与应用、机械制图、机械设计基础、机械制造基础、电学基础、数控加工工艺、机械CAD/CAM技术、模具设计基础、Pro/E软件应用、机床数控技术及应用、现代制造技术、工业造型设计、特种加工技术等。
冲压、塑料模具课程、课程设计自选题库

一、冲压方面的设计题库1、止转板;见图1,请设计其冲压模具总装配图及模具主要零件的零件图。
图1 止转板产品图2、垫圈;见图2,厚度;t = 1.2mm,材料;Q235,生产批量为年产60万套。
请设计其冲压模具之总装配图及模具主要零件的各零件图。
图2 垫圈产品图3、变压器芯插片;见图3和图4,厚度;t = 0.5mm,材料;D21硅钢板(硬钢),生产批量为年产80万件。
请设计其冲压模具之总装配图及模具主要零件的各零件图。
图3变压器芯插片产品图4、线端子;见图5和图6,厚度;t = 1mm,材料;304(不锈钢),生产批量为年产100万件。
请设计其冲压模具之总装配图及模具主要零件的各零件图。
产品名称:线端子材料:不锈钢厚度:1mm图5 线端子产品图5、刷片;见图7和图8,厚度t = 1.5mm,材料;20钢,生产批量为年产200万件。
请设计其冲压模具之总装配图及模具主要零件的各零件图。
图7 刷片产品图6、弹簧片;图9,厚度;t =1.5MM,材料为45钢,生产批量为年产20万件。
请设计其冲压模具之总装配图及模具主要零件的各零件图。
图9 弹簧片产品图7、圆垫片;见图10和图11,厚度;t =1MM,材料为10钢,生产批量年产15万件。
请设计其冲压模具之总装配图及模具主要零件的各零件图。
图10圆垫片产品图图11 如果是选用级进模的形式进行设计,可以参考此排样图。
8、圆筒拉深件;见图12,材料;spcen,生产批量年产20万件。
请设计其冲压模具之总装配图及模具主要零件的各零件图(任选一副模具,如;首次拉深模或后续拉深模)。
图12 圆筒拉深件产品图9、插片;见图13和图14,材料;20#钢,厚度;0.5mm,生产批量年产80万件。
请设计其冲压模具之总装配图及模具主要零件的各零件图。
产品名称:插片材料:20厚度:0.5mm图13插片产品图10、图18圆垫片材料:10#钢,批量:年产80万件。
请设计其冲压模具之总装配图及模具主要零件的各零件图。
冲压与塑料成型设备问答题
冲压与塑料成型设备第二章1 、冲压用的压力机有哪几种类型?各有何特点?答:按工艺用途可分为通用压力机和专用压力机。
通用压力机适用于多种工艺用途;专用压力机用途较为单一。
按机身结构可分为开式压力机和闭式压力机。
开式压力机的机身形状类似于英文字母C;闭式压力机机身左右两侧是封闭的,只能从前后两个方向接近模具操作空间较小,操作不太方便。
2、曲柄压力机由哪几部分组成?答:曲柄压力机由以下几个部分组成:1)工作机构:其作用是将传动系统的旋转运动变换为滑块的往复直线运动。
2)传动系统3)操作系统4)能源系统5)支承部件3、压力机的封闭高度、装模高度及调节量各表示什么?答:封闭高度是指滑块在下止点时,滑块下表面到工作台上表面的距离,它和装模高度之差等于工作台垫板的厚度T; 装模高度是指滑块在下止点时,滑块下表面到工作台垫板上表面的距离;调节量是装模高度调节装置所能调节的距离。
4、曲柄压力机的滑块速度在整个行程中怎么变化?答:滑块在上止点和下止点时,其运动速度为零,而滑块在行程中点时,其运动速度最大。
5、曲柄压力机滑块的许用负荷图说明什么问题?答:其是综合考虑曲柄支承颈扭曲强度限制、曲柄颈弯曲强度限制及齿轮弯曲强度和齿面接触强度限制等而制定出来的。
6 、曲轴式、曲轴拐式和偏心齿轮式曲柄压力机有何区别?各有何特点?答:曲轴式压力机的工作条件比较复杂,行程不可调。
加工技术要求较高。
曲拐轴式曲柄滑块机构便于调节行程且结构较简单,但由于曲柄悬伸,受力情况较差。
偏心齿轮工作时只传递扭矩,弯矩由芯轴承受,因此偏心齿轮的受力比曲轴简单,芯轴只承受弯矩,受力情况也比曲轴好,且刚度较大。
7、如何调节滑块与导轨之间的间隙?间隙不合理会出现什么问题?答:导轨和滑块的导向面应保持一定的间隙,间隙过大无法保持滑块的运动精度,影响上下模具对中,承受偏心载荷时滑块会产生较大的偏斜。
间隙过小润滑条件差,摩擦阻力大,会加剧磨损,降低传动效率,增加能量损失。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料成型设备
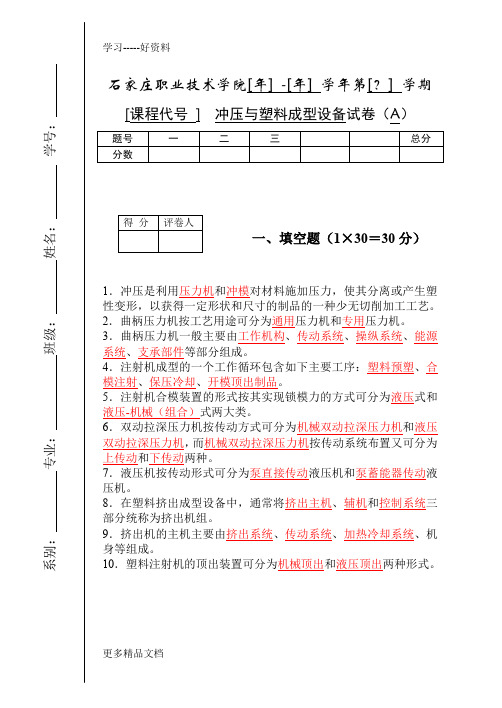
根据上述公式可作出滑块的位移S、速度υ、加速度a随曲 柄转角α变化的曲线,称为曲柄滑块机构的运动线图 曲柄滑块机构的运动线图。 曲柄滑块机构的运动线图
材料成型设备
滑块的速度直接影响加工的变形速度和生产率, 因而它也受工艺的合理速度的限制。
材料成型设备
2.2.2 曲柄压力机滑块许用负荷图
S = R + L − OB
R sin α 2 S = R (1 − cos α ) + L 1 − 1 − ( ) L
整理得
材料成型设备
一般R/L≤1/3,对于通用压力机,R/L一 般在0.1~0.2范围内,则
1− ( R sin α 2 1 R sin α 2 ) ≈ 1− ( ) L 2 L
材料成型设备
4. 最大装模高度 1及装模高度 大装模高度H 调节量∆H 调节量 1
装模高度:指滑块在下止点时, 装模高度 滑块下表面到工作台垫板上表 面的距离。 最大装模高度:指装模高度调 最大装模高度 节装置将滑块调整到最高位置 时,对应的装模高度。 最小装模高度:滑块调整到最 最小装模高度 低位置时的装模高度。 封闭高度:指滑块在下止点时, 封闭高度 滑块下表面到工作台上表面的 距离,它和装模高度之差等于 工作台垫板的厚度T 。
材料成型设备
结点正置的曲柄滑块机构的运动规律 当曲柄以角速度ω等速转动时,滑块的 位移S、速度υ、加速度α是随曲柄的转 角α的变化而改变的。 滑块位移S与曲柄转角α之间的关系:
OB = OC + CB = R cos α + L2 − ( R sin α ) 2 = R cos α + L 1 − ( R sin α 2 ) L
材料成型设备
8. 模柄孔尺寸
模柄孔尺寸d×l是“直径×孔 模柄孔 深”,冲模模柄尺寸应和模柄 孔尺寸相适应。 表2-1、表2-2是我国生产的部 分通用压力机的技术参数。
材料成型设备
2.1.4 曲柄压力机的型号 按照锻压机械型号编制方法(JB/GQ2003-84)的 用汉语拼音字母、 规定,曲柄压力机的型号用汉语拼音字母、英文 用汉语拼音字母 字母和数字表示。 字母和数字表示
R sin 2α ) 2L
式中速度v向下为正。
材料成型设备
对υ求导,得滑块加速度公式
a= dυ dυ dα d = ⋅ =− dt dα dt dα R ωR (sin α + sin 2α )ω 2L
a = −ω 2 R (cos α +
R cos 2α ) L
式中,α是滑块加速度,向下方向为 正(m/s2)。
材料成型设备
(2)曲拐驱动的曲柄滑块机构
机构组成:由曲拐轴5、偏心套6、 调节螺杆2、连杆体3和滑块1组成。 特点: 便于调节行程且结构较简单,但由 于曲柄悬伸,受力情况较差。 主要在中、小型机械压力机上应用。
材料成型设备
(3)偏心齿轮驱动的曲 柄滑块机构
机构组成:由偏心齿轮9、 芯轴10、调节螺杆7、连 杆体8和滑块6组成。 特点: 芯轴只承受弯矩,受力比 曲轴好,且刚度较大。 偏心齿轮的铸造比曲轴锻 造容易解决。 偏心齿轮机构常用于大中 型压力机。
材料成型设备
2.4.2 机身变形对冲压工艺的影响
冲压件精度取决于模具、冲压设备的精度和冲压工艺环境 的好坏。 压力机的精度和工作时的变形直接影响被加工工件的精度 及模具的寿命。
材料成型设备
材料成型设备
矩形导轨,其导向精度高,而摩擦损失小,但间隙调整 比V形导轨困难。 国内外高性能压力机均采用这一形式。
材料成型设备
在闭式压力机上,大多 数采用四面斜导轨。 其四个导轨均可通过各 自的一组推拉螺钉进行 单独调整,因而能提高 滑块运动精度,但调节 困难。
材料成型设备
八面平导轨:八个导轨面可以单独调节,每个调节面都有 一组推拉螺钉。这种结构导向精度高,调节又方便。 高速压力机上滑块导向还有采用滚针加预压负载的结构, 消除了间隙,可以保证滑块进行高速精密运转。
材料成型设备
图2-19所示也是球头连杆, 与图2-16不同的是,它的 装模高度采用机动调节。 球头式连杆结构较紧凑, 压力机高度可以降低,但 连杆的调节螺杆容易弯曲, 且球头加工也较困难。
材料成型设备
(2)柱销式连杆
如图2-20所示,连杆3是个 整体,其长度不可调节。 当驱动蜗杆蜗轮转动时, 滑块即可相对调节螺杆上 下移动,达到调节装模高 度的作用。 柱销式连杆结构没有球头 式紧凑,但加工较容易。 柱销承受很大的弯矩和剪 切力,大型压力机不宜采 用柱销式连杆结构。
材料成型设备
6. 工作台孔尺寸
工作台孔尺寸L1×B1(左右 工作台孔 ×前后)、D1(直径),如 图2-9所示。 工作台孔主要用作向下出料或 安装顶出装置的空间。
材料成型设备
7. 立柱间距 和喉深 立柱间距A和喉深 和喉深C
立柱间距:指双柱式压力机立 立柱间距 柱内侧面之间的距离。 喉深是开式压力机特有的参数, 喉深 它指滑块中心线至机身的前后 方向的距离C。 喉深直接限制加工件的尺寸, 也与压力机机身的刚度有关。
材料成型设备
有些锻压设备紧接组、型代号后面还有一个字母, 代表设备的通用特性,例如J21G-200中的“G” 代表“高速”;J92K-250中的“K”代表“数 控”。
材料成型设备
2.2 曲柄滑块机构
2.2.1 曲柄滑块机构的运动规律
结点偏置机构主要用于改善 压力机的受力状态和运动特 性,以适应工艺要求。 负偏置机构:滑块有急回特 性,其工作行程速度较小, 回程速度较大,有利于冷挤 压工艺,常在冷挤压机中采 用。 正偏置机构:滑块有急进特 性,常在平锻机中采用。
材料成型设备
装模高度和封闭高度均表示压 力机所能使用的模具高度。 模具的闭合高度应小于压力机 的最大装模高度或最大封闭高 度。 装模高度调节量∆H1:指装模 装模高度调节量 高度调节装置所能调节的距离。
材料成型设备
5. 工作台板及滑块底面尺寸
它是指压力机工作空间的平面 尺寸。 工作台板(垫板)的上平面, 工作台板 用“左右×前后”的尺寸表示, 即图2-9中的 L×B 。 滑块下平面,也用“左右×前 滑块下平面 后”的尺寸表示,即图2-9中的 a×b。 开式压力机所用模具的上模外 形尺寸不宜大于 不宜大于滑块下平面尺 不宜大于 寸。
材料成型设备
2.连杆结构及装模高度调节机构
为适应不同闭合高度模具 的安装,一般通过连杆长 度或连杆与滑块的连接件 的调节,以达到调节装模 高度的目的。 调节方式分为手动调节和 机动调节两种。手动调节 适用于小型压力机,大、 中型压力机则采用机动调 节。
材料成型设备
(1)球头式连杆
连杆由连杆体7和调节螺 杆6组成,用扳手转动调 节螺杆,即可调节连杆长 度。 为了防止装模高度在冲压 过程中因松动而改变,设 有锁紧装置。
R sin 2 α ) 2L
则有
S = R (1 − cos α +
对S求导,得滑块速度公式
υ=
d (2 R − s) ds dα d =− ⋅ =− dt dα dt dα R dα sin 2 α ) R (1 − cos α + 2L dt
dα = −ω dt
υ = ωR(sin α +
材料成型设备
第2章 曲柄压力机 章
材料成型设备
2.1 概述
2.1.3 曲柄压力机的用途和分类
1. 标称压力 g及标称压力行程Sg 标称压力F 及标称压力行程 标称压力Fg(或额定压力):指滑块所允许承受的最大 作用力。 标称压力行程Sg(或额定压力行程):指滑块到达下止 点前某一特定距离之内允许承受标称压力,这一特定距离 称为标称压力行程。 标称压力角αg(或额定压力角):指标称压力行程所对 应的曲柄转角。 标称压力是压力机的主参数,我国压力机标称压力已系 列化,如160、 200、250、315、400、500、630、800、 1000、1600、2500、3150、4000、6300 kN等。
为了不使压力机超载,规定了曲柄压力机滑块许用负荷图, 它表明压力机在满足强度要求的前提下,滑块允许承受的 载荷与行程s(或曲柄转角α)之间的关系。
材料成型设备
2.2.3 曲柄滑块机构的结构 1. 曲柄滑块机构的驱动形式
曲轴式 曲拐式 偏心齿轮式
材料成型设备
(1)曲轴驱动的曲柄滑块机构
机构组成:由曲轴9、 连杆(连杆体7和调节 螺杆6)和滑块2组成。 特点: 曲柄半径一般为定值, 滑块行程不可调。 曲轴既受弯矩,又受扭 矩作用,且不断变化。 大型曲轴锻造加工难, 在大型压力机上应用受 限。
材料成型设备
2.4 机身
2.4.1 机身的结构形式
机身结构:分开式机身和闭式机身两类,它决定于使用时 的工艺要求和自身的承载能力。
材料成型设备
闭式机身:有整体式和组合 式两种。其承载能力大,刚 度较好。从小型精密压力机 到超大型压力机大都采用这 种形式。 整体式机身一般被限制在 3000kN以下的压力机上应用。
材料成型设备
(3)柱面式连杆
工作行程时,连杆端部柱 面与滑块接触,传递载荷; 销子只在回程时承受滑块 的重量和脱模力,大大减 轻了销的负荷,销的直径 可以减小许多。
材料成型设备
(4)三点传力柱销式连杆
在调节螺杆与柱销配合面上多了 一个中间支点,工作载荷通过三 个支点传给柱销,再传给连杆, 柱销的弯矩和剪切力大为减小。 三点传力柱销式连杆既保持了柱 销式连杆加工容易的优点,又解 决了柱销受力状态恶劣的问题, 便于在中、大型压力机上应用。
材料成型设备
(5)柱塞导向连杆
连杆不直接与滑块连接,而是通 过一个导向柱塞5及调节螺杆6与 滑块连接。 优点: 偏心齿轮可被密封在机身的上梁 中浸油润滑,减少齿轮的磨损、 降低传动噪声。 导向柱塞在导向套筒4内滑动,相 当于加长了滑块的导向长度,提 高了压力机的运动精度。 广泛应用于大中型压力机。