套盘类零件加工工艺共23页
盘类零件加工工艺
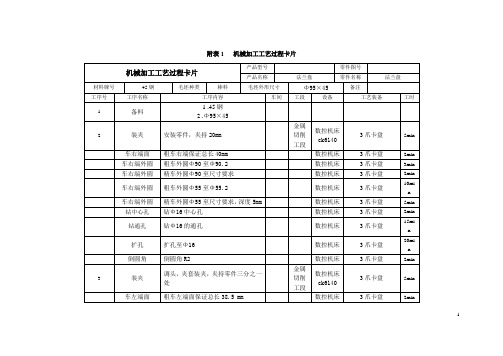
附表1 机械加工工艺过程卡片1附表2 机械加工工艺过程卡片23附表3 机械加工工艺过程卡片4附表4 数控加工工序卡5附表5 数控加工工序卡6附表6 数控加工工序卡7附表7 数控加工工序卡8附表8 数控加工刀具卡片9附表9 数控加工刀具卡片10附表10 数控加工刀具卡片11附表11 数控加工进给路线图廓12附表12 数控加工进给路线图廓13附表13 数控加工进给路线图廓14附表14 数控加工进给路线图03 钻Φ32孔数控机床ck6140O0002 3爪卡盘乳化液数控加工15附表15 数控加工进给路线图04 钻铰所有孔立式加工中心XH714O0003 专用夹具乳化液数控加工16附表16 数控加工进给路线图05 钻铰Φ11孔立式加工中心XH714O0004 专用夹具乳化液数控加工17附录17 数控加工程序O0001:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.7181 Y.4098 S0 M03 N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.0 N0070 X.7139 Y.417N0080 X.0042 Y-.8268N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0050 G43 Z.1969 H00N0060 G83 Z-1.7717 R.1969 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y-1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y1.2104N0120 G80N0130 M02O0003:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M02O0004:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.018N0070 X-.7181 Y.4098N0080 X.7139 Y.417N0090 G80N0100 M02O0005:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03 N0050 G43 Z1.1811 H00N0060 G83 Z-1.5748 R1.1811 F9.8 Q0.0 N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988 N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0006:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0060 G83 Z-.9843 R1.1811 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M021920。
盘套类零件加工工艺 PPT

案例教学
一单元 盘套类零件的功用、结构特点、技术要求、材料与毛坯
(一)盘类零件 1、盘类零件的功用及结构特点
盘类零件在机器中主要起支承、连接作用。 主要由端面、外圆、内孔等组成,一般零件直 径大于零件的轴向尺寸,如齿轮、带轮、法兰盘、 端盖、模具、联轴节、套环、轴承环、螺母、垫圈 等。 一般用于传递动力、改变速度、转换方向或起 支承、轴向定位或密封等作用。 零件上常有轴孔;常设计有凸缘、凸台或凹坑 等结构;还常有较多的螺孔、光孔、沉孔、销孔或 键槽等结构;有些还具有轮辐、辐板、肋板以及用 于防漏的油沟和毡圈槽等密封结构。 各类盘类零件见图2-3(1)(2)所示。
盘套类零件加工工艺的设计与实施
重点:
1. 盘套类零件的加工工艺分析; 2. 盘套类零件的定位基准确定; 3. 盘套类零件的加工路线的确定; 4. 加工经济性分析。
难点:
盘套类零件的加工路线的确定及加工经济性分析。
盘套类零件加工工艺的设计与实施
第二部分 过程设计描述
该情境的学习与工作流程如下图:
资讯
分组点评 每小组选派4人(含组长),对前期所进行的资讯内容中的1、2、
3项进行畅谈。最后由老师进行归类评述,并对资讯方法进行点评 和指导。
学习情景2 常规特征零件的数控车削加工
大家有疑问的,可以询问和交流
精品课程
可以互相讨论下,但要小声点
9
盘套类零件加工工艺的设计与实施
第三部分 学习情境
步骤一:资讯
图2-4 套筒类零件案例
a)滑动轴承 b)滑动轴承 c)钻套 d)衬套 e)气缸 套 f)油缸
盘套类零件加工工艺的设计与实施
第三部分 学习情境
步骤一:资讯
案例教学 一单元 盘套类零件的功用、结构特点、技术要求、材料与毛坯
精选盘套类零件加工工艺
盘套类零件加工工艺的设计与实施
第三部分 学习情境
步骤一:资讯
案例教学
一单元 盘套类零件的功用、结构特点、技术要求、材料与毛坯
(二)套类零件
2、套类零件的主要技术要求 几何形状精度: 内孔的形状精度,应控制在孔径公差以内,有些精密轴套控制在孔径公差的1/2~1/3,甚至更严。对于长的套件除了圆度要求外,还应注意孔的圆柱度。 外圆表面的形状精度控制在外径公差以内。 相互位置精度: 当内孔的最终加工是在装配后进行时,套类零件本身的内外圆之间的同轴度要求较低;如最终加工是在装配前完成则要求较高,一般为0.01~0.05mm。当套类零件的外圆表面不需加工时,内外圆之间的同轴度要求很低。 套孔轴线与端面的垂直度精度,当套件端面在工作中承受载荷,或虽不承受载荷但其作为加工中的定位基准面和装配中的装配基准时,其要求较高,一般为0.01~0.05mm。 表面粗糙度: 为保证套类零件的功用和提高其耐磨性,内孔表面粗糙度Ra值为2.5—0.16µm,有的要求更高达Ra0.04µm。外径的表面粗糙度达Ra5~0.63µm。
盘套类零件加工工艺的设计与实施
第三部分 学习情境
步骤一:资讯
案例教学
一单元 盘套类零件的功用、结构特点、技术要求、材料与毛坯
(二)套类零件
1、套类零件的功用及结构特点 套筒类零件是一种应用范围很广的常见机械零件。在机器中主要起支承和导向作用,例如,支承回转轴的各种形式的滑动轴承、夹具体中的导向套、液压系统中的液压缸以及内燃机上的气缸套等,如图2-4所示。套筒零件由于功用不同,其结构和尺寸有较大差别,但也有共同之处:零件结构不太复杂,主要由有较高同轴要求的内外圆表面组成,零件的壁厚较小,易产生变形,轴向尺寸一般大于外圆直径,长径比大于5的深孔比较多。
第二节盘套类零件工艺设计第二节盘类零件的制造工艺(精)

第二节 盘、套类零件工艺设计一、盘、套类零件特点(一)盘类零件1、功用盘类零件在机器中主要起支承、连接作用。
2、结构特点盘类零件主要由端面、外圆、内孔等组成,一般零件直径大于零件的轴向尺寸。
3、技术要求盘类零件往往对支承用端面有较高平面度及轴向尺寸精度及两端面平行度要求;对转接作用中的内孔等有与平面的垂直度要求,外圆、内孔间的同轴度要求等。
(二)套类零件1、功用套类零件在机器中主要起支承和导向作用。
2、结构特点零件主要由有较高同轴要求的内外圆表面组成,零件的壁厚较小,易产生变形,轴向尺寸一般大于外圆直径。
3、主要技术要求孔与外圆一般具有较高的同轴度要求;端面与孔轴线(亦有外圆的情况)的垂直度要求;内孔表面本身的尺寸精度、形状精度及表面粗糙度要求;外圆表面本身的尺寸、形状精度及表面粗糙度要求等。
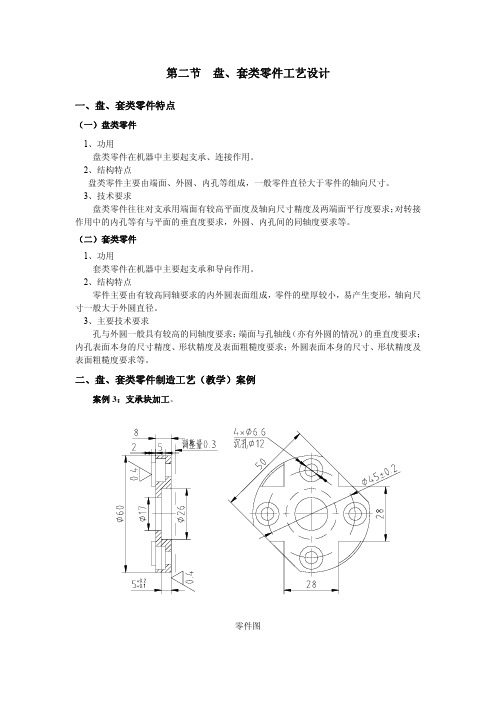
二、盘、套类零件制造工艺(教学)案例案例3:支承块加工。
零件图三维图1、零件工艺性分析(1)零件材料:45钢。
切削加工性良好。
刀具材料及几何参数选择同案例1。
(2)零件组成表面:两端面,外圆面,中间孔及沉孔,安装孔,侧面,十字槽,倒角等。
(3)零件结构分析:两端面起支承作用,光度要求高,轴向尺寸在安装后通过配磨保证两件等高。
轴向尺寸小,为典型的盘类零件。
(4)主要技术条件:端面粗糙度要求Ra0.4µm两端面保证平行。
2、零件工艺设计(1)毛坯选择按零件形状及要求,可选棒料。
(2)基准及安装方案分析该零件的主要基准无疑为两端面,安装孔及十字槽等表面加工均为端面作定位基准,侧表面位置,孔的中心考虑精度要求不高,且该零件为单件生产,采用划线确定;两平面的平行度则采用互为基准的方法保证。
(3)零件表面加工方法按端面Ra0.4µm的要求,其终加工方法选择精磨。
为确保零件安装平整,安装孔应与端面垂直,在加工安装孔,铣十字槽前先粗磨好平面,孔及槽等表面加工后再精磨平面。
侧面采用铣削,安装孔采用钻削,中间孔及沉孔可采用车削。
套类零件加工工艺
套类零件加工工艺第一节套类零件的种类和结构套类零件是指带有孔的零件,带有孔有下列几种:1. 紧定孔:这种孔是用来穿插螺栓,螺钉的。
它的孔要求不高,一般在4.5级精度以下。
2. 回转体零件上的孔。
如阶台孔,光滑孔,一般套筒的法兰盘都是这种孔。
有些孔是锥形的,有些孔内有构槽的。
这种孔精度在2-3级右左。
3. 箱体零件上的孔:床头箱轴承孔等这种孔精度要求较高,一般精度在2级或2级以上。
套类零件上也有倒角沟槽,凸肩部分,为什么会有这些部分呢?这就是为了考虑零件结构工艺性。
也就是说为了使零件便于加工和使用以及增加零件钢性。
孔内沟槽,倒角,圆弧,作用尺寸与轴尖零件相同。
第三节套类零件的精度要求套类零件精度有以下几个项目:1. 孔的位置精度1)同心度?(孔之间或孔与某些表面间的尺寸精度)2)平行度3)垂直度4)角度精度2. 圆柱孔本身精度1)孔径和长度尺寸精度2)孔的形状精度(如椭圆度,锥度,鼓形度)3)表面粗糙度(光洁度)按图纸要求第三节套类零件毛坯和加工余量1. 毛坯的材料和种类套类零件一般是用钢,铸铁,青铜,黄铜,铅等材料制成。
一般孔径小于20毫米的套筒,其他毛坯采用热轧或冷轧材料,当孔径大于20毫米,带采用钢管,模铸件,带孔铸件。
2. 工序间加工余量套类零件毛坯加工余量在铸.锻时已确定。
如果在实心材料上加工出孔来。
需经过钻孔.鏜孔.鉸孔在一个工序完成时,必须为下一个工序留出加工余量。
第四节套类零件的安装由于套类零件有各种不同形状和尺寸,精度要求也不相同,所以它也有各种不同安装方法。
1) 要保证套类零件两个端面平行度和内孔的垂直度,可以采用下面几种方法安装:2) 把工件与三爪卡盘卡爪阶台贴平。
3) 把工件套在心轴上再车端面(放三爪卡盘内)4) 应用活动档铁(可任意调长短)5) 用未经淬火软卡爪车一个卡台,固定工件。
6) 工件数量较多,可用专用夹具安装。
1.实心心轴2.胀套心轴3.橡胶心轴4.塑胶心轴5.伞形顶针6.闷头中心孔顶工釿第五节内孔表面的加工方法一. 钻孔注意以下几点:1)钻头引向端面,不可用力太大,防止断钻头和偏孔。
盘类零件加工工艺
附表1 机械加工工艺过程卡片1附表2 机械加工工艺过程卡片23附表3 机械加工工艺过程卡片4附表4 数控加工工序卡5附表5 数控加工工序卡6附表6 数控加工工序卡7附表7 数控加工工序卡8附表8 数控加工刀具卡片9附表9 数控加工刀具卡片10附表10 数控加工刀具卡片11附表11 数控加工进给路线图廓12附表12 数控加工进给路线图廓13附表13 数控加工进给路线图廓14附表14 数控加工进给路线图03 钻Φ32孔数控机床ck6140O0002 3爪卡盘乳化液数控加工15附表15 数控加工进给路线图04 钻铰所有孔立式加工中心XH714O0003 专用夹具乳化液数控加工16附表16 数控加工进给路线图05 钻铰Φ11孔立式加工中心XH714O0004 专用夹具乳化液数控加工17附录17 数控加工程序O0001:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.7181 Y.4098 S0 M03 N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.0 N0070 X.7139 Y.417N0080 X.0042 Y-.8268N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0050 G43 Z.1969 H00N0060 G83 Z-1.7717 R.1969 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y-1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y1.2104N0120 G80N0130 M02O0003:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M02O0004:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.018N0070 X-.7181 Y.4098N0080 X.7139 Y.417N0090 G80N0100 M02O0005:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03 N0050 G43 Z1.1811 H00N0060 G83 Z-1.5748 R1.1811 F9.8 Q0.0 N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988 N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0006:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0060 G83 Z-.9843 R1.1811 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M021920。
盘套类零件的加工

(2)外排屑方式 切削液的流向正好与内排屑方式相反。
第29页/共38页
套筒类零件加工特点
3)减小切削力对变形的影响
① 增大刀具主偏角和主前角,使加工时刀刃 锋利,减少径向切削力。
② 将粗、精加工分开,使粗加工产生的变形 能在精加工中得到纠正,并采取较小的切削用量。
③ 内外圆表面同时加工,使切削力抵销。
4) 热处理放在粗加工和精加工之间 这样安排可减 少热处理变形的影响。套类零件热处理后一般会 产生较大变形,在精加工时可得到纠正,但要注 意适当加大精加工的余量。
① 该零件的主要表面均为回转表面,应选用车削方法,主
要工艺路线为:粗车—调质—精车。在精车过程中,
应使孔(Ø
),小外圆(Ø
)和台阶端面在一次
装夹加工出35来00.,025 即“一刀活”55;0 0.再019 以孔定位,心轴装夹
精
车大端面,即可保证该零件的位置精度要求。
② 在精车之后钻Ø16孔,铣削宽16的圆弧槽。
➢深孔加工一般采用工件旋转,钻头轴向进送,或钻头与 工件同时反向旋转,钻头轴向进送方式进行,这两种方 式都不易使深孔的轴线偏斜,尤其后者更为有利,但设 备比较复杂。
➢若工件很大,旋转有困难,则可将工件固定,使钻头旋 转并轴向进送。当旋转轴线与工件轴线有偏斜,则加工 后 的 轴 线 也 将 有 偏 斜 。第32页/共38页
第4页/共38页
盘类零件的制造工艺和套类零件的制造工艺
Байду номын сангаас 零件加工工艺过程卡
二、盘类零件制造工艺(教学)案例
5、零件加工仿真
支承块加工仿真
二、盘类零件制造工艺(教学)案例
6、本零件加工小结 (1)零件安装 (2)表面加工 (3)主要表面保证
三、盘类零件工艺特点
1、毛坯选择 2、基准选择 3、安装方案 (1)采用三爪卡盘安装 (2)用专用夹具安装 (3)用虎钳安装 4、表面加工方法 5、典型工艺路线 下料(或备坯)→ 去应力处理 → 粗车 → 半精 车 → 平磨端面(亦可按零件情况不作安排)→ 非回转面 加工 → 去毛刺 → 中检 → 最终热处理 → 精加工主要 表面(磨或精车)→ 终检
零件加工工艺过程卡
二、套类零件制造工艺案例
3、零件加工过程
轴套加工过程
三、套类零件制造工艺特点
1、毛坯选择 2、套类零件的基准与安装 3、主要表面的加工 4、典型工艺路线 备坯→ 去应力处理 → 基准面加工 → 孔加工粗加 工 → 外圆等粗加工 → 组织处理 → 孔半精加工 → 外圆 等半精加工 → 其它非回转面加工 → 去毛刺 → 中检→ 零件最终热处理 → 精加工孔 → 精加工外圆的等 → 清洗 →终检
2 盘类零件的制造工艺
一、盘类零件特点
二、盘类零件制造工艺(教学)案例 三、盘类零件工艺特点 四、盘类零件制造工艺(应用)案例
一、盘类零件特点
1、盘类零件一般功用
2、结构特点 3、技术要求
二、盘类零件制造工艺(教学)案例
案例3:支承块加工
零 件 三 维 图
二、盘类零件制造工艺(教学)案例
零件图
四、盘类零件制造工艺(应用)案例
3、零件加工过程
连接盘加工仿真
盘套类零件的加工工艺

③切削速度的选用,在被加工直径相同的条件下, 加工内孔的切削速度应是加工外圆的切削速度的 70%~80%。
三、盘套类零件的定位和装夹方法
(1)定位基准的选择。选择粗基准时, 尽量选择不加工表面或能牢固、可靠地 进行装夹的表面。选择精基准时,最好 满足基准重合原则,采用设计基准或装 配基准作为定位基准,并且尽量与测量 基准重合。盘套类零件在加工时的定位 基准主要是外圆和内孔。
图2.1 常用盘套类零件
2.盘套零件的工艺 盘套类零件的基本工艺路线如下图2.2所示。
图2.2 基本工艺路线
二、孔加工方法及刀具 1.孔加工的常用方法及刀具 孔的加工方法通常有钻孔、扩孔、车孔和铰孔。
钻孔的常用刀具是麻花钻。钻孔属于粗加工,其尺寸精度一 般可达IT11~IT12,表面粗糙度Ra12.5~25µm。
③充分加注切削液。切削液有润滑、冷却、清洗、 防锈等作用。
④合理选择刀具几何参数和切削用量。 ⑤内孔的加工特点。加工内孔时刀具在内孔中切削,
刀杆截面租受内孔直径的影响,要求刀杆不能与工 件发生干涉,且要留有排屑的空间,故刀杆细长, 刚性较差;刀具在内孔中切削,其散热、冷却润滑、 排屑都较为困难,因此对刀具材料的要求也较高; 刀具在切削过程中不便观察、排屑困难,尺寸及表 面质量较难控制,故对操作者的操作技能要求很高; 切削内孔时,进退刀方向与切削外圆时方向相反。
图2.3 内孔车刀 (a)通孔车刀 (b)盲孔车刀 (c)双后角
(2)内孔车刀的选用。常用的内孔车刀有3种不同 截面形状的刀柄,即圆柄、矩形柄和正方形柄。普 通型和模块式的圆柄车刀多用于车削中心和数控车 床上,如图2.6(a)所示。矩形和方形柄多用于普 通车床,如图2.6(b)所示。
图2.6 不同刀柄的内孔刀 (a)圆柄 (b)方柄
盘套类零件加工工艺共46页文档
产品名称及型号____________零件名称____________零件图号____________
工艺规程号________________
材料_____________数量__________ 完工日期_________工时记录__________总页数________小组序号________
图2-3(1) 盘类零件案例
(a)支承盖
(b)法兰盘 (c)主轴承盖
图2-3(2) 盘类零件案例
精品课程
学习情景2 盘常套规类特零征件零加件工的工数艺控的车设削计加与工实施
第三部分 学习情境
步骤一:资讯
案例教学 一单元 盘套类零件的功用、结构特点、技术要求、材料与毛坯
(一)盘类零件 2、技术要求
盘类零件往往对支承用端面有较高平面度及轴向尺寸精度和两端面平行度要求; 对转接作用中的内孔等有与平面的垂直度要求,外圆、内孔间的同轴度要求等。
本情境采用单班分组方式教学,每班分3组。
精品课程
学习情景2 盘常套规类特零征件零加件工的工数艺控的车设削计加与工实施
第三部分 学习情境
步骤一:资讯
学生自由组合分成3个小组(各组选出组长1名),各组根据任务工作单和 资讯工作单完成必要的信息搜集,每组选4人准备发言。
编号:01
西京学院机械工程训练中心工艺编制任务工作单
学习情景2 盘常套规类特零征件零加件工的工数艺控的车设削计加与工实施
《机械制造---工艺工装设计》
教师: 蔺 用
精品课程
西京学院机械工程训练中心
学习情景2 盘常套规类特零征件零加件工的工数艺控的车设削计加与工实施
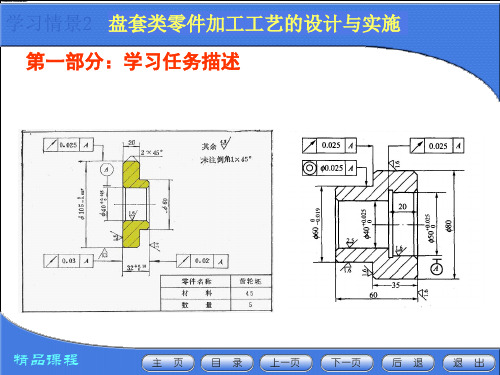
第一部分:学习任务描述
工艺科现有一批零件的工艺设计任务,其中有齿轮坯及联接套等两种零件, 科室将这两种零件的工艺设计任务交给你,要求你完成对其进行机械加工工艺编 制的任务。零件产品图如图2-1、图2-2所示:
套盘类零件加工工艺共24页文档
合的活塞上有密封圈,要求较低,一般取IT9。
外圆表面一般是套类零件本身的支承面,常以过盈配合
或过渡配合同箱体或机架上的孔连接。外径的尺寸精度通常
为IT6~IT7。也有一些套类零件外圆表面不需加工。
(2)几何形状精度
内孔的形状精度,应控制在孔径公差以内,有
些精密轴套控制在孔径公差的1/2—1/3,甚至更
(5)工序60、65 这两个工序是精加工工序。对于 外圆和内孔的精加工工序,一般常采用“先孔 后外圆”的加工顺序,因为孔定位所用的夹具 比较简单。 在工序60中,用Φ112外圆及其端面定位 用Φ112外圆夹紧。为了减小夹紧变形,故采 用均匀夹紧的方法,在工序中对A、B和D面采 用一次安装加工,其目的是保证垂直度和同轴 度。 在工序65中加工外圆表面时,采用A、B和 D面定位,由于A、B和D面是在工序60中一次安 装加工的,相互位置比较准确,所以为了保证 定位的稳定可靠,采用这一组表面作为定位基 准。
3.轴套加工工艺分析
(1)工序5、10、15 这三个工序组成粗加工阶段。 工序5采用大外圆及其端面作为粗基准,加工外圆,为下
一工序准备好定位基准,同时切除内孔的大部分余量。 工序10是加工大外圆及其端面,并加工大端内腔。这一
工序的目的是切除余量,同时也为下一工序准备定位基准。 工序15是加工外圆表面,用工序10加工好的大外圆及其
严。对于长的套件除了圆度要求外,还应注意孔的
圆柱度。
外圆表面的形状精度控制在外径公差以内。
(3)相互位置精度
当内孔的最终加工是在装配后进行时,套类零件本身的内外
圆之间的同轴度要求较低;如最终加工是在装配前完成则要求较
高,一般为0.01~0.05mm。当套类零件的外圆表面不需加工时,
《套类零件的加工》课件

使用火焰将金属加热到熔点,然后将套
类零件进行焊接。
3
氩弧焊
通过电弧和氩气的保护,将套类零件进 行高质量的焊接。
成形加工
1
冲压
使用冲床将金属板材冲压成所需形状的
拉伸
2
套类零件。
将金属材料拉伸成套类零件所需的形状 和尺寸。
加工技巧
选择合适的机床及工具
根据套类零件的要求,选择适当的机床和工具。
合理的切削参数
调整切削参数以达到最佳的加工效果和质量。
合适的夹紧方式
使用正确的夹紧方法来保持套类零件的稳定性。
加工过程中监控加工状态
密切关注加工过程中的状态和质量,进行必要 的调整和控制。
加工案例
套环零件的铣削
展示套环零件的铣削过程和加工 效果。
套筒零件的冲压
演示套筒零件的冲压加工步骤和 成品。
盘式零件的拉伸
说明盘式零件的拉伸技术和应用。
套类零件的加工
本课件介绍套类零件的加工方法、工艺和技巧,以及加工案例,总结套类零 件加工的要点和未来发展趋势。
套类零件的概念及种类
概念
了解套类零件的基本定义和用途。
种类
掌握套类零件的不同分类,例如套环、套筒和 盘式零件。
套类零件的加工特点
1 复杂度
理解套类零件加工过程中的复杂度和难度。
2 精确度
要求加工出的套类零件具有高度的准确性和精度。
3 持久性
确保套类零件具有足够的耐用性和寿命。Fra bibliotek切削加工
1
铣削
使用铣床进行套类零件的切削加工。
2
钻削
使用钻床进行套类零件的切削加工。
3
内外圆磨削
采用磨床对套类零件的内外圆进行切削和精加工。
盘 套类加工工艺
第二节 盘、套类零件工艺设计一、盘、套类零件特点(一)盘类零件1、功用盘类零件在机器中主要起支承、连接作用。
2、结构特点盘类零件主要由端面、外圆、内孔等组成,一般零件直径大于零件的轴向尺寸。
3、技术要求盘类零件往往对支承用端面有较高平面度及轴向尺寸精度及两端面平行度要求;对转接作用中的内孔等有与平面的垂直度要求,外圆、内孔间的同轴度要求等。
(二)套类零件1、功用套类零件在机器中主要起支承和导向作用。
2、结构特点零件主要由有较高同轴要求的内外圆表面组成,零件的壁厚较小,易产生变形,轴向尺寸一般大于外圆直径。
3、主要技术要求孔与外圆一般具有较高的同轴度要求;端面与孔轴线(亦有外圆的情况)的垂直度要求;内孔表面本身的尺寸精度、形状精度及表面粗糙度要求;外圆表面本身的尺寸、形状精度及表面粗糙度要求等。
二、盘、套类零件制造工艺(教学)案例案例3:支承块加工。
零件图三维图1、零件工艺性分析(1)零件材料:45钢。
切削加工性良好。
刀具材料及几何参数选择同案例1。
(2)零件组成表面:两端面,外圆面,中间孔及沉孔,安装孔,侧面,十字槽,倒角等。
(3)零件结构分析:两端面起支承作用,光度要求高,轴向尺寸在安装后通过配磨保证两件等高。
轴向尺寸小,为典型的盘类零件。
(4)主要技术条件:端面粗糙度要求Ra0.4µm两端面保证平行。
2、零件工艺设计(1)毛坯选择按零件形状及要求,可选棒料。
(2)基准及安装方案分析该零件的主要基准无疑为两端面,安装孔及十字槽等表面加工均为端面作定位基准,侧表面位置,孔的中心考虑精度要求不高,且该零件为单件生产,采用划线确定;两平面的平行度则采用互为基准的方法保证。
(3)零件表面加工方法按端面Ra0.4µm的要求,其终加工方法选择精磨。
为确保零件安装平整,安装孔应与端面垂直,在加工安装孔,铣十字槽前先粗磨好平面,孔及槽等表面加工后再精磨平面。
侧面采用铣削,安装孔采用钻削,中间孔及沉孔可采用车削。