Q345B板材焊接性的间接试验方法
建筑钢结构Q345B材质钢板焊接质量控制

建筑钢结构Q345B材质钢板焊接质量控制摘要:作者从多年的建筑钢结构工程实际施工经验出发,主要介绍q345b材质钢板的材料性质、焊接工艺、焊接质量及检验方式,以满足设计及工程质量验收要求,为工程的安全性及可靠性提供源头上的保障。
关键词:q345b;钢板;材料性质;焊接质量;检验方式随着我国经济的高速增长,传统意义上的建筑结构已经越来越不能满足人们的艺术品位和审美需求,在满足建筑物使用功能的同时,追求造型独特、超高、超大跨度的地标性建筑成为21世纪的潮流。
钢结构以其自身的强度大大减轻结构自重、优越的抗震性能及绝对优于混凝土抗拉性能等能力,成为这些建筑中结构形式的不二选择。
q345b材质钢材是目前建筑钢结构工程中的主要使用原材料。
焊接作为钢结构工程中构件连接的主要方式,q345b材质钢材的性能及焊接性能是其是否能广泛应用的主要因素,对工程质量也产生深远的影响。
一、材料特征:1、材料种类:q345b材质钢材属于16mn系列钢种,一般交货状态为热轧。
q345b 材质钢材具有良好的力学性能、在20℃温度下具有良好的冲击性能、冷冲压性、切削性及可焊性。
它已广泛应用于建筑工程领域。
2、材料应用范围:q345b材质钢材广泛应用于船舶、桥梁、管道、锅炉、压力容器、起重机械等领域。
目前,q345b材质钢材已广泛进入建筑钢结构领域,尤其是具有抗震性能要求的结构,主要用于钢结构中钢柱、钢梁等承重受结构件。
二、待焊构件加工工艺:1、无论哪种焊接工艺,电弧的对于厚度方向的穿透能力有限,q345b钢材特别是厚度大于16mm且要求熔透的焊缝,必须对焊接区进行坡口处理,否则完成后只能形成表面满焊、内部未熔、内部夹渣的焊接区,无法满足设计及结构的安全要求。
三、焊接工艺:1、待焊构件加工完成后并拼装完成后,进入焊接工艺段,对于新材料、新工艺等,邀请行业专家进行必要的焊接工艺评定,为焊接工艺的合理和焊接质量的保证提供源头上的保障。
2、根据钢板的材质、厚度等不同,需要对焊接区域进行预热处理,以利于氢的溢出,降低焊接质量缺陷。
西安工业大学设计型综合试验焊接试验报告分析

XI'AN TECHNOLOGICAL UNIVERSITY实验报告实验课程名称设计性综合实验(Q345B钢焊接性能研究)专业:金属材料工程班级—邓紫棋姓名—邓紫棋学号—邓紫棋实验学时:4吉i指导教师:成绩:2016 年11月焊接综合实验报告----Q345B钢板焊接性能研究摘要为了研究汽车起重机吊臂所用的一种材料Q345B钢的焊接性能。
针对Q345B钢板的焊接性能进行焊接试验、力学性能检测和金相分析的等一系列的试验及研究。
试验结果表明Q345B钢板不仅有好的力学性能,还具有良好的焊接性能。
关键词 Q345B钢板焊接性能实验研究ii目录0 前言 ........................................................................................................................................ 3...1.................................................................................................................................. 低合金高强钢焊接性概述..................................................................................................................... 3..2.................................................................................................................................. 焊接工艺试验..........................................................................................................................................3...2.1焊接基材.........................................................................................................................3...2.2实验焊接方法 ................................................................................................................ 4..2.2.1焊材......................................................................................................................... 4...2.2.2焊接接头形式 ......................................................................................................... 4..2.2.3相关参数................................................................................................................. 4..2.2.4常见问题及其解决方法........................................................................................ 5..2.2.5常见缺陷:夹杂,气孔,未熔合....................................................................... 5.2.2.6焊接注意事项 .......................................................................................................... 6..3.................................................................................................................................. 检验及分析.............................................................................................................................................. 6...3.1Q345B 钢板理论分析.................................................................................................. 6..3.2焊后观察......................................................................................................................... 7...3.3焊接区硬度测定............................................................................................................ 7..3.4金相检验......................................................................................................................... 7...3.4.1金相检验过程及注意事项.................................................................................... 7.3.4.2实验观察到的焊缝组织形态 ................................................................................ 7.参考文献 1..2.3.5拉伸试验..................................................................................................................... 1..0.3.5.1拉前准备............................................................................................................. 1..03.5.2焊接接头的强度和塑性.................................................................................... 1.14............................................................................................................................... 结论.................................................................................................................................................... 1..1.0前言重型机械在工程建设中起着十分重要的作用,起重起重机吊臂在物料搬用中占据重大比例。
Q345B材料性能参数
Q345B材料性能参数以下是Q345B材料的一些主要性能参数:1. 密度:Q345B的密度约为7.85 g/cm³,较为常见的普通碳素钢密度。
2.屈服强度:Q345B的屈服强度为≥345MPa,屈服强度是指在试验过程中材料开始塑性变形的最低应力值,也是材料的一种塑性指标。
Q345B的屈服强度较高,使得该材料在承受压力和负荷时具有很好的强度和刚度。
3.抗拉强度:Q345B的抗拉强度为470-630MPa,是指试样在受拉状态下抵抗破坏的能力。
相对于很多普通碳素钢和低合金钢,Q345B具有更高的抗拉强度,能够提供更大的承载能力。
4.伸长率:Q345B的伸长率为≥21%,是指在抗拉试验中材料拉伸至断裂前的变形量。
伸长率反映了材料的延展性和塑性,在设计和制造过程中具有重要的参考价值。
5.冲击韧性:Q345B的冲击韧性较好,具有较高的吸能能力,能够在受冲击载荷作用下吸收能量,避免或减少破坏。
这在一些需要抵抗冲击和振动负荷的应用中非常重要。
6.刚度:Q345B具有较高的刚度,即抗弯刚度和抗扭刚度。
7.焊接性能:Q345B具有较好的可焊性,可以通过常见的焊接方法(如电弧焊、埋弧焊、气保焊等)进行连接和修补。
然而,在高端应用中可能需要采取特殊的焊接工艺和材料预热措施,以确保焊接接头的质量。
总结起来,Q345B材料具有较高的屈服强度、抗拉强度和冲击韧性,以及较好的可焊性和刚度。
在结构领域的应用非常广泛,特别适合承受较大荷载和冲击负荷的场合。
为了确保使用的Q345B材料符合要求,建议从正规的生产商、供应商购买,并根据具体应用需求进行合理的材料选择和加工工艺。
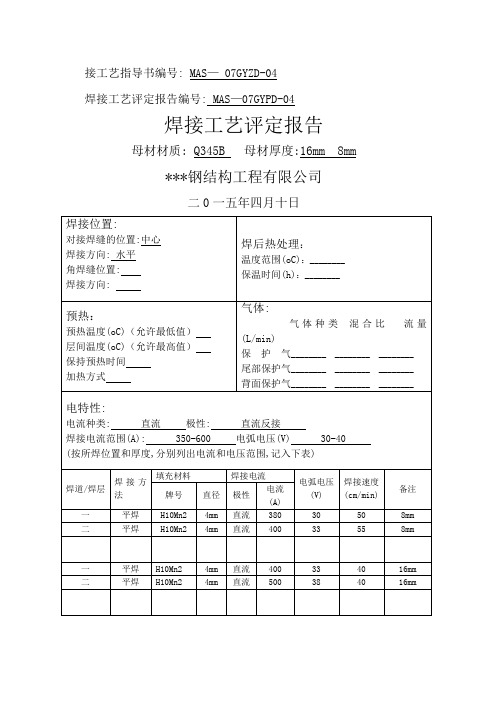
焊接工艺评定报告(Q345B)
焊工代号
施焊日期
编
制
日
期
审
核
日
期
批
准
日
期
H10Mn2
4mm
直流
400
33
55
8mm
一
平焊
H10Mn2
4mm
直流
400
33
40
16mm
二
平焊
H10Mn2
4mm
直流
500
38
40
16mm
16mm
钨极类型板直径:__________________________喷嘴直径(mm)________________________
熔滴过度形式:___________________________焊丝送进速度(cm/min)随电流大小自动调整
焊接方法埋弧焊机械化程度(手工、半自动、自动)半自动
焊接接头:
坡口形式:V型、X型
衬垫(材料及规格):焊剂J431
其他:______________________
简图:(接头形式、坡口形式及尺寸、焊层、焊道布置及顺序)
母材:
标准号GB/1591-94钢 号Q345B
厚度范图:
母材:对接焊缝16mm与16mm/ 8mm与8mm角焊缝
(mm)
弯心直径
(mm)
弯曲角度
(o )
试验结果
冲击试验试验报告编号:_______________
试样编号
试样尺寸
缺口类型
缺口位置
试验温度
(℃)
冲击吸收功
备注
金相检验(角焊缝):
根部:(焊透、未焊透)_______________,焊缝:(熔合、未熔合)___________________,
Q345B钢两种常用焊接方法接头力学性能对比分析

≤02 .
≤O5 .5
08 ~11 .O .5
1 一 . . 16 O
1 0 .5 . ~1 4 8
≤00 . 4
00 5 .2
≤00 .4
00 5 3
焊 丝 E O 6 0 0 ~ .5 R5 一 .6 O 1
焊 条J0 57
01 .2
06 .O
09 .0
表 3 焊 接 工 艺 参 数 焊 条 电 弧 焊 试 板 编号 1 2 3 4
5
C 体 保 护 焊 O气 试验项 目
试板尺寸/ mm
打 底 层 焊 接 电 流 / 填 充 层 焊 接 电 流 , 盖 面 层 焊 接 电 流, A A A
2 0 O × O ×10 6 20 0 6 o ×1x 10 3 x1 2 x0 0 2 0 1o 6 O ×0x
切 削性 均 好 。在 我 国应 用 极 广 ,常 用 于 制造 大 型 船 舶 、铁 路 车 辆 、桥 梁 、管 道 、锅 炉 、压 力容 器 、石
表 1 母 材 及 焊 丝 、焊 条 化 学 成 分 ( 量 分 数 ) ( 质 %
C s i Mn P S
母 材 Q3 5 4B
7 5
9 O 1O 1
8 0
10 0
6
2 o lo 6 o×0x
7 5
8 0
拉 伸
收 稿 日期 :2 1-1— O 0 1 13
We i e h o g o.1 N . J n 2 1 l n T c n1 Y V 1 o u 。 0 2 d g 0 4 6
00 5 .3
00 5 .3
表 2 母 材 及 焊 丝 焊条 力 学性 能
Q345B焊接工艺规程sdf(HP07-15)

共2页第1页焊接性能试验编号:S006-XGH-2014-00011焊接方法:GMAW 自动化等级:手工技术标准:《锅规》接头(焊缝和坡口的具体尺寸见图纸)接头形式:角接衬垫:/ 衬垫材料:/成型块:/ 焊剂或电弧保护圈:/母材:类别号组别号型号或牌号母材1 I 2 Q345B母材2 I 2 Q345B母材3 / /母材厚度范围(mm)母材1 母材2 母材3坡口焊缝/ / /角焊缝8 16 /其他/填充金属:焊剂牌号/类别号组别号型号或牌号规格(mm)1 2 ER50-6 Ø1.2 焊丝焊剂分类/溶化性填塞/其他:适用坡口焊缝厚度范围(mm)/适用角焊缝厚度范围(mm)5-32任意焊道厚度不大于12mm其他预热及后热最小预热温度(℃)100 (32≤T≤100mm) ;150(100≤T)最大层间温度(℃)350预热保持方式/后热(℃/h)(焊后或焊接中断立即进行)焊后热处理:热处理方式:A 温度(℃)时间(小时)冷却方式/ / // / /其他:/共2页第2页气体:/ 位置:平焊气体百分比流量(L/min)坡口焊缝位置/保护气体CO2 20%12-15角焊缝位置/保护气体Ar 80%12-15焊接方向/尾部保护气体/ / / 其它/背面保护气体/ / /电特性:焊层焊接方法填充金属电流电压范(V)焊接(mm/mim) 型号和牌号规格(mm)焊剂种类极性范围(A)1 GMAW ER50-6 Ø1.2 DCEP 240-280 25-30 150-200钨极类型和尺寸/ 电流衰减时间/ 磁控电流/金属过渡方式熔滴过渡电源型号/其他操作技术:焊前清理方法:采用打磨、钢丝刷方法,将焊接坡口及两侧清理干净,使之露出金属光泽。
直道或摆动:直道机械摆动:// 喷嘴尺寸:/多道或单道:多道单丝或多丝:单丝锤击:/导电嘴至工件距离:25-30min 焊剂堆高:/ 渣池深度:/顶堆载荷:/ 提弧高度:/ 电极角度:/顶锻时间: / 销钉最大插入量:/ 转速:/刹车时间:/ 转动能量:/ 顶锻量:/夹紧压力:/ 摩擦时间:/ 摩擦压力:/焊道间的清理方式:风铲或钢丝刷压道量:/背面清根方法:碳弧气刨及打磨其他:当H型角焊缝焊角高度超过14mm时,要求焊两层。
Q345B宽厚钢板材质分析及钢板焊接性能

Q345B宽厚钢板材质分析及钢板焊接性能
1、Q345B钢板简介
Q345B是一种低合金高强度结构钢。
Q345B不仅是高强度钢,它还是低碳钢。
Q345B具有较高的屈服强度,良好的抗疲劳性能;高韧性和低的脆性转变温度;良好的冷成型性能和焊接性能;具有较好的耐腐蚀性能和一定的耐磨性能。
2、Q345B钢板执行标准:GB/T1591—2008。
3、Q345B钢板交货状态:钢板以热轧、控轧、正火、正火轧制、正火加回火、热机械轧制(TMCP)或热机械轧制加回火状态交货
4、Q345B钢板尺寸、外形、重量及允许偏差
Q345B钢板尺寸、外形、重量及允许偏差应符合GB/T 709相应标准的规定。
5、Q345B钢板化学成分:
6、Q345B钢板力学性能
7、Q345B钢板冲击试验
8、Q345B钢板应用范围
Q345B适应于电力铁塔、各类起重吊车、重型汽车、石油井架、高温风机、大型电铲、自卸车及钻机、煤矿液压支架、钢结构等。
浅谈42CrMo与Q345B焊接难点分析及操作技巧

浅谈42CrMo与Q345B焊接难点分析及操作技巧摘要:42CrMo中碳调制钢具有良好的强度、韧性以及淬火变形小的特点,常用于载荷较大的工程机械受力结构件中。
但是当对其与其他金属材料焊接时,焊接性低劣的特点则显现无疑。
本文以42CrMo与Q345B焊接工艺为研究对象,对其焊接难点进行分析。
关键词:中碳调制钢、淬透性、热裂纹、冷裂纹引言:我公司承接的某地下工程设备,在主要承载受力件部位,是由42CrMo、30CrMo、Q345B等材质构成,其配件厚均超过20mm。
根据ISO 15614焊接工艺评定覆盖原则,本文以42CrMo与Q345B焊接为研究对象进行操作技术及工艺分析。
一、母材焊接性能分析:1.42CrMo焊接性分析42CrMo 中碳调质高强钢,其化学成分如表1所示。
由此可以看出碳当量Ceq 为0. 91 。
热裂纹敏感系数 Hcs=9.56。
42CrMo 中的合金元素含量高,焊道在凝固结晶的时候,结晶温度区间跨度大,偏析倾向严重,容易在焊缝金属中形成热裂纹。
结合计算的 42CrMo 热裂纹敏感系数 Hcs=9.56,得出结论42CrMo 具有较强的热裂纹倾向。
42CrMo 钢的 Ms 点低,在母材的热影响区易产生淬硬组织,并且工件愈厚,淬硬倾向愈大,在工件冷却过程中淬硬区易产生冷裂纹。
结合计算的 42CrMo 的碳当量 =0.9,得出结论 42CrMo 具有较强的冷裂纹倾向。
表 142CrMo 的化学成分(%)2.Q345B焊接性分析表 2 为合金钢 Q345B 的化学成分。
Q345B 碳当量 Ce=0.49 > 0.45,具有一定的淬硬倾向,在焊接需要前对工件进行适当的预热,即可可有效地防止了裂纹的产生。
焊接性能相对良好。
表 2 Q345B 的化学成分(%)w/!结合上述,42CrMo 有强烈的高淬硬倾向,且焊接冷裂性十分明显。
但是,Ms不是很高。
焊接时,马氏体组织中的含碳量也不少,此时过热区非常可能会脆化。
Q345B厚钢板对接接头显微组织分析及力学性能测试

Q345B厚钢板对接接头显微组织分析及力学性能测试张笈玮1李宏佳2冯忠志1方洪渊2(1.中国人民解放军63926部队;2.哈尔滨工业大学先进焊接与连接国家重点试验室,哈尔滨150001)摘要为评价Q345B厚钢板焊接接头的力学性能,使用M AG焊和埋弧焊工艺对67 mm厚的试板进行焊接,并对焊接接头各区域进行金相组织分析及力学性能测试,包含拉伸、弯曲、常温冲击和低温冲击测试。
结果表明,焊接工艺得到的焊接接头成形良好,缺陷较少,其中埋弧焊焊缝呈现粗大的柱状晶,为先共析铁素体和针状铁素体,MAG焊焊缝为先共析铁素体和针状珠光体,埋弧焊层间组织晶粒较均匀,为片状珠光体及铁素体;焊接接头屈服强度平均值为349 MPa,抗拉强度平均值为440 MPa,断后伸长率平均为29.3% ;弯曲角90°时,不同位置的弯曲试样均未出现裂纹;除存在气孔的试样外,常温冲击吸收功大于1〇〇J,低温冲击吸收能量大于65 J。
总体来看,该工艺得到的焊接接头力学性能良好,能够满足技术要求。
关键词:Q345B钢多层多道焊显微组织力学性能中图分类号:TG407〇序 言Q345B钢属于低碳合金钢,其综合力学性能良好,具有优良的焊接性,广泛应用于中低压容器、车辆、起 重机和桥梁等焊接结构中[1_2]。
厚钢板的焊接多采用多层多道焊,文中Q345B厚 钢板应用于大尺寸平台结构,采用MAG焊和埋弧焊相 结合的方式拼焊而成。
文中根据实际焊接工艺制备了 67 mm厚钢板对接接头,并进行了金相组织分析及拉 伸、弯曲、常温和低温冲击等试验,以评价该种工艺下 焊接接头的力学性能。
1试验方法试验板由两块300 mm X300 mm X67 m m的Q345 B厚钢板拼焊而成,开不对称X形坡口,上坡口占 板厚的2/3,下坡口占板厚的1/3,坡口角度为45°,钝 边和装配间隙均为2 mm。
焊接过程使用M A G焊和埋弧焊两种焊接方法,其 中M A G焊丝型号为E R50 - 6,采用A r + C02混合气体 保护,埋弧焊丝型号为H10Mn2,选用CHF101氟碱型 烧结焊剂。
Q345B和0Cr18Ni10Ti异种钢焊接工艺试验

异 种钢 焊缝化 学成 分 和组 织 与焊 接材 料 和母 材 的 稀释程 度有 关 。接 头 中 , C r , N i 分布 不 均匀 , 当N i 含量 低于5 % ~ 6 %时, 会生 成 马氏体或类 马氏体 , 形 成 不完 全混合 区 J 。C从低合 金 钢侧 向含 C r 高 的不 锈 钢 ( 焊
织, 焊接接头性能优异 。 关键 词 : 异 种 钢 焊接 镍 基 合 金
中图分类号 : T G 4 4
0 前
言
低合 金 钢 和不锈 钢 本身 物理 性 能差 异是 导致 异 种 钢接 头提前失效 的原 因。异 种金 属 的热导 率 、 比热容 和 熔 点不 同 , 可致使母 材熔化不 同步 , 影 响熔池形成 和金属 结合, 导致焊缝结 晶条件变差 , 焊缝性 能和成形不 良。
[ 1 ] 李 刚 ,周 文强 .0 C r l 3 N i 5 M o+Q 3 4 5异种 钢 焊 接 工 艺
[ J ] .焊接 , 2 0 0 3 ( 4 ) : 3 2—3 5 . [ 2 ] 叶玉芬 , 俞春尧.0 C r l 8 N i l 0 T i +1 6 Mn锻厚板的焊接 [ J ] .
1 . 3 冶 金 因素
在锅炉容器 生产 中, 为降低成本 , 常 选 用 异 种 钢
材, 因而 对 异种 钢 焊 接 的技 术 要 求 日益 提 高 。对 于低 合 金 钢 和 奥 氏体 不 锈 钢 的 焊 接 , 目前 主 要 是 选 择 E 3 0 9 L等级 的焊 接材料 J , 坡 口多采 用 V形 坡 口 2 ; 也 有采用 堆焊 过渡层 的方 法 进行 焊 接 j 。在 分析 低 合金 钢和不 锈钢 焊 接 接 头 特 点基 础上 , 选 择 了合 适 焊 接材 料、 坡 口、 焊 接参数 和热 处理 制度进 行试 验 , 效 果 良好 。
Q345钢焊接工艺评定

Q345钢焊接工艺评定Q345钢是一种常用的低合金高强度结构钢,在工业制造和建筑领域广泛应用。
为了确保焊接质量和结构的稳定性,必须对Q345钢的焊接工艺进行评定。
首先,焊接前应对钢材进行材质检验和表面处理。
通过化学成分分析和机械性能测试,确保钢材符合焊接规范的要求。
同时,对钢材表面进行清理和除氧处理,以保证焊接区域的清洁度和焊缝的质量。
其次,在选择焊接材料时,应根据具体焊接要求选用适当的填充材料和保护气体。
通常情况下,选择相同或相似化学成分的钢材作为填充材料,以确保焊缝的一致性和强度。
同时,根据具体焊接方法选择合适的保护气体,如氩气或二氧化碳,以减少焊接过程中的氧气和水分对焊缝的不良影响。
在焊接过程中,应控制焊接参数以确保焊接质量。
包括焊接电流、焊接电压、焊接速度等参数。
焊接参数的选择应基于焊材的规格和厚度,保证焊缝的充实度和强度。
并严格遵守焊接规程和安全操作规范,确保操作人员的安全。
最后,在焊接完成后,应对焊接接头进行无损检测和力学性能测试。
无损检测方法可以采用超声波检测、射线检测或磁粉检测等,以检测焊缝中可能存在的缺陷。
力学性能测试可以检测焊缝和母材的强度、韧性和冲击性能,以验证焊接的可靠性和结构的安全性。
总之,Q345钢的焊接工艺评定是确保焊接质量和结构安全的关键步骤。
通过严格的材质检验、适当的材料选择、控制合适的焊接参数和进行全面的焊后检测,可以保证焊接接头的质量和整体结构的稳定性。
同时,确保焊接操作人员的安全和设备的正常运行,以提高焊接工艺的可靠性和效率。
为了保证Q345钢的焊接质量,需要对焊接工艺进行评定。
焊接工艺的评定是通过一系列的试验和检测来确定所选择的焊接参数和工艺的可行性和有效性。
下面将进一步探讨与Q345钢焊接工艺评定相关的内容。
在焊接工艺评定中,首先需要确定适合Q345钢焊接的焊接方法。
常用的焊接方法包括手工电弧焊、埋弧焊、氩弧焊和气体保护焊等。
根据具体的焊接要求和工程需求,选择适合的焊接方法。
(完整版)Q345对接工艺
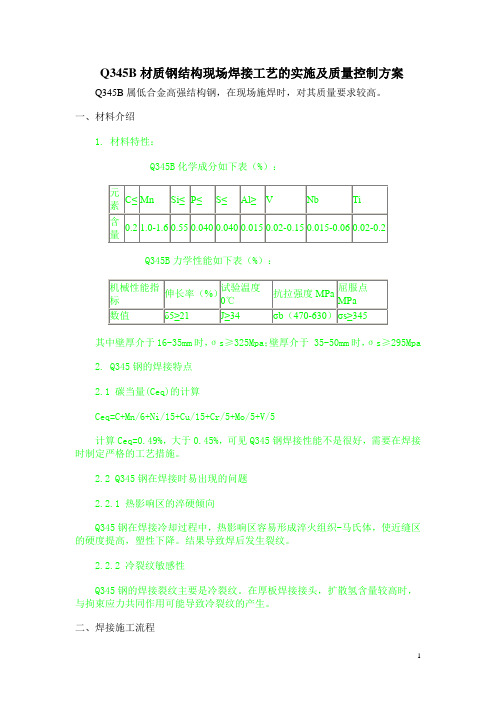
Q345B材质钢结构现场焊接工艺的实施及质量控制方案Q345B属低合金高强结构钢,在现场施焊时,对其质量要求较高。
一、材料介绍1.材料特性:Q345B化学成分如下表(%):Q345B力学性能如下表(%):其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于 35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
在厚板焊接接头,扩散氢含量较高时,与拘束应力共同作用可能导致冷裂纹的产生。
二、焊接施工流程坡口准备→点固焊→预热→焊道施焊→焊道清理→焊后热处理→自检/专检→无损检验三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用采用CO气体保护焊时,焊丝牌号选用的是JM-56(GB ER50-6),其材质为2H08Mn2Si。
JM-56 熔敷金属化学成分见下表(%):JM-56熔敷金属力学性能见下表:焊条手工电弧焊,选用低氢型碱性焊条E5015 (J507)或E5016(J506)型电焊条。
手工电弧焊电焊条性能见下表:2.焊条的烘干:低氢型焊条烘干温度应为350~380℃,保温时间应为1.5~2小时,烘干后缓冷放置于110~120℃的保温箱中存放待用,焊条重复烘干次数不宜超过两次。
3.坡口形式:(根据图纸和设备供货)柱与柱对接翼缘对接破口及梁柱连接翼缘对接破口形式::柱与柱对接腹板对接破口形式:4. 焊接方法:采用手工CO 2气体保护焊,手工电弧焊。
q345b钢板标准

q345b钢板标准Q345B钢板是一种常用的结构钢,具有良好的可焊性、冷弯性和热加工性能,广泛应用于建筑、桥梁、机械制造等领域。
Q345B钢板的生产和使用需要遵循一定的标准,下面将对Q345B钢板的标准进行详细介绍。
首先,Q345B钢板的标准是GB/T 1591-2008《低合金高强度结构钢标准》,该标准规定了Q345B钢板的化学成分、力学性能、技术要求、试验方法等内容。
根据该标准,Q345B钢板的化学成分应符合以下要求,碳含量不超过0.20%、硅含量不超过0.55%、锰含量在1.00-1.60%之间、磷含量不超过0.040%、硫含量不超过0.040%。
同时,Q345B钢板的力学性能也有严格的要求,如屈服强度、抗拉强度、延伸率等指标都需符合标准规定。
其次,Q345B钢板的生产和加工也需要按照相关标准进行。
在生产过程中,需要严格控制炉温、轧制温度、轧制工艺等参数,确保产品的质量稳定可靠。
在加工过程中,需要采用适当的焊接工艺和热处理工艺,避免产生焊接裂纹和组织不均匀等缺陷。
此外,Q345B钢板的质量检验也是非常重要的环节。
根据标准规定,Q345B钢板需要进行化学成分分析、力学性能测试、冲击性能测试、显微组织分析等多项检测,确保产品符合标准要求。
同时,还需要对产品的外观质量、尺寸偏差、表面平整度等进行全面检查。
最后,Q345B钢板的使用应符合设计规范和施工规范。
在建筑结构中,需要根据设计要求选择合适的Q345B钢板规格和厚度,合理设计结构连接和焊接节点,确保结构的安全可靠。
在机械制造中,需要根据工程要求选择合适的Q345B钢板,严格控制加工工艺,确保产品的质量和性能。
综上所述,Q345B钢板的标准涉及到材料的化学成分、力学性能、生产加工、质量检验、使用等多个方面,对于生产厂家和使用单位来说,都需要严格遵守相关标准要求,确保产品质量和使用安全。
希望本文能对Q345B钢板的标准有所帮助,谢谢阅读!。
钢材检验与检测方案

钢材检验与检测方案(一)、主控项目的检验与检测1、性能检测指标(1)、应符合现行国家产品标准和设计要求。
本工程主要采用Q345B钢材,其质量标准应符合现行国家标准《低合金高强度结构钢》(GB/T1591-94)、《建筑结构用钢板》(GB/T19879-2005) 的要求, 应保证材料的抗拉强度、伸长率、屈服点、冷弯试验、冲击韧性合格。
当有厚度方向性能要求时,尚应符合《厚度方向性能钢板》(GB/T5313-85)的要求。
(2)、应满足《建筑抗震设计规范》(GB50011)的要求,钢材的屈服强度实测值与抗拉强度实测值的比值对Q345钢不应大于0.83;钢材应具有明显的屈服台阶,且伸长率δ5应大于20%;钢材应具有良好的焊接性和合格的冲击韧性;同时应具有冷弯试验的合格保证。
(3)、当设计对钢板厚度方向性能有要求时,厚度t≥40mm时,其沿板厚方向截面收缩率应符合国家标准《厚度方向性能钢板》GB/T 5313关于Z15级的规定值。
2、化学成分检测(1)、化学成分要求钢材碳、硫、磷的化学成分要求:(2)、试验方法①、按国家标准《钢的化学分析用试样取样法及成品化学成分允许偏差》(GB222)规定进行复验取样。
②、按国家标准《钢铁及合金化学分析方法》(GB223)和《碳素钢和中低合金钢的光电发射光谱分析方法》(GB4336)的规定进行试验。
3、力学性能检测(1)、钢材力学性能指标(2)、试验方法①每批钢材力学性能取样数量为拉伸——1个;冲击——3个;弯曲——1个;厚度方向性能——3个;拉伸、冲击和弯曲按国家标准《钢材力学及工艺性能试验取样规定》(GB2975)规定进行取样,厚度方向性能按《厚度方向性能钢板》(GB5313)规定进行取样。
②拉伸试验按国家标准《金属拉伸试验方式》(GB228)的规定进行试验;夏比冲击试验按国家标准《金属夏比缺口冲击试验方法》(GB229)的规定进行试验;弯曲试验按国家标准《金属弯曲试验方式》(GB232)的规定进行试验;4、钢材的复验建筑钢材的组批及抽样规则按同一炉号、同一批号、同一品种规格不超过60吨为一批对材料进行抽样复验。
Q345B

A3 7 和 A5 7 焊 条 的 熔 敷 金 属 的 ( ) 0 0 Ni
占=24 mm
( r , C)
Q3 5 和 O r 3 5 4B C l NiMo钢 的 ( ) ( r 当 量 均 列 于 表 1 Ni … C)
中。
图 1 三 峡 二 期 工 程 泄 洪 坝 段 深 孔 工 作 门 底 坎 、底 钢 衬 结 构 示 意 图
为 4% 。 0
利 用 S h e lr组 织 图 , 大 致 可 判 断 出 采 用 A3 7、 A 0 cafe 0 57 焊 条 焊 接 Q3 5 +OC l NiMo对 接 焊 缝 的 金 相 组 织 。 4B r3 5
6 O%
『 03M CNo ri l5
Qe s
图2 Qa 5 4 B+0 l lMo钢 接 头 形 式 Cr3NS
・ 艺 与新 技 术 ・2 工 1
Q3 5 4 B钢 与 0 r 3 5 C l NiMo钢 的 焊 接
漆卫 国
( 洲 坝 集 团 机 电 建 设 有 限公 司 ,湖 北 宜 昌 4 3 0 ) 葛 4 0 2
摘 要 : 通 过 焊 接 性 分 析 , 以 焊 接 工 艺 评 定 试 验 为 基 础 ,结 合 施 工 现 场 的 实 际 焊 接 经验 , 总结 了 0 r3 iMo马 氏体 不 锈 钢 与 Q 4B C lN5 35
焊 条 , 如 A3 7、 A5 7 现 场 采 用 的 接 头 形 式 为 带 金 属 垫 板 的 0 0。 V 形 坡 口 对 接 接 头 , 如 图 2所 示 ,Q3 5 +O r 3 5 4B C l NiMo钢 作 为 母 材 ,可 分 别 约 为 2 % 的 熔 合 比 ,两 种 母 材 的 综 合 熔 合 比 约 0
Q345B钢结构厂房焊接工艺研究

Q345B钢结构厂房焊接工艺研究随着工业化的快速发展,钢结构厂房已经成为现代工厂建设的主要选择。
相比于传统的砖混结构厂房,钢结构厂房具有施工速度快、质量稳定、造价低等优势,因此受到了广泛的应用。
在钢结构厂房的建设过程中,焊接是一个非常重要的环节,焊接质量的好坏直接关系到整个厂房的稳定性和安全性。
因此,研究钢结构厂房的焊接工艺对于提高厂房的质量和安全性具有重要意义。
一、研究背景随着我国经济的快速发展,对于大型工厂的需求不断增加,尤其是在一些工业园区和新兴产业基地,钢结构厂房的建设越来越普遍。
而钢结构厂房的焊接质量直接关系到整个建筑的使用寿命和安全性,对于保证工厂生产的正常运作具有关键性的作用。
因此,研究钢结构厂房的焊接工艺势在必行。
二、研究内容1.钢结构材料选择:钢结构厂房中常用的材料主要是Q345B钢,研究该材料的特性和选择原则,对于提高焊接质量具有重要意义。
2.焊接工艺研究:根据钢结构厂房的特点,研究不同焊接方法的适用性,包括手工焊接、自动焊接、气保焊接等,比较它们的优缺点和适用范围。
3.焊缝设计与焊接接头处理:研究钢结构厂房中常见的焊缝设计和焊接接头处理方法,包括V型焊缝、X型焊缝等,探讨如何提高焊接接头的强度和耐腐蚀性。
4.焊接质量检测方法:介绍常见的焊接质量检测方法,包括声发射检测、超声波检测、X射线检测等,探讨如何选择合适的检测方法并提高检测的准确性。
5.焊接病害与预防:分析钢结构厂房焊接中常见的病害,包括焊接裂纹、气孔、热裂纹等,研究预防和修复的方法,以保证焊接质量。
三、研究方法1.实地调研:对于已建成的钢结构厂房进行实地调研,了解实际情况并收集数据。
2.文献资料:查阅国内外相关文献,了解目前的研究进展和成果。
3.实验验证:通过实验室小样焊接实验,验证研究成果的可行性和有效性。
四、研究成果1.形成关于Q345B钢结构厂房焊接工艺的理论体系,包括材料选择原则、焊接方法、焊缝设计、焊接接头处理等方面的内容。
3m直径Q345B防腐钢管焊接技术研究
3m直径Q345B防腐钢管焊接技术研究摘要:本文就大口径Q345B防腐钢管的焊接工艺及其实际应用进行了分析和探究,从而对大口径Q345B防腐钢管在工程结构中的应用提供了理论依据。
关键词:大口径Q345B防腐钢管;焊接;工程结构钢管的材质为3m直径的Q345B。
为保证焊接施工进度和质量,决定采用氩+电联焊(即手工钨极氩弧焊打底焊,焊条电弧焊填充、盖面焊)的焊接施工方案。
氩电联焊方法既可保证焊缝质量,又可提高生产效益,也能达到节约材料的目的,同时也能保证焊缝良好的力学性能。
具体实施方案如下:1Q345B钢焊接工艺1.1焊接材料的选择选择焊接材料时必须考虑两个方面:第一,焊缝无缺陷;二是满足服务性能要求。
Q345B钢的焊缝金属在正常条件下几乎没有热裂纹和冷裂纹的倾向。
因此,在焊接Q345B钢时,选择焊接材料的主要依据是确保焊缝金属的强度、韧性、塑性等机械财产与母材相匹配。
1.2Q345B钢的焊接工艺特点适用于各种焊接方法,主要根据材料厚度、产品结构和具体施工条件选择合适的工艺参数。
焊接材料的选择应注意两个方面:确保焊缝无缺陷,满足使用性能要求。
Q345B钢必须采用相应强度等级的焊接材料进行焊接;必须同时考虑熔化率和冷却速率的影响;必须考虑热处理对焊缝机械财产的影响。
2.3焊接工艺参数的确定焊接线能量。
焊接线能量的确定主要取决于过热区的脆化和冷裂纹。
当焊接碳含量较低的Q345B时,对线性能量没有严格限制,因为这种钢对过热不敏感。
此外,它们的硬化倾向和冷裂纹敏感性也很小。
如果我们从提高过热区的塑性和韧性开始,则更有利的是降低线能。
当焊接高碳含量的Q345B时,由于淬火倾向增加,马氏体的碳含量也很高,当线能量较小时,冷裂纹倾向会增加,过热区的脆化也会变得严重,因此在这种情况下最好具有较高的线能量。
预热。
预热主要用于防止裂纹,对提高性能也有一定的作用。
2焊接施工2.1焊接前的准备2.1.1焊工焊接人员是保证焊接质量的关键。
Q345B钢板焊接热循环及实时角变形测试

妈據生产应用:你.e"m310.[4]王贵成,秦学功.电阻钎焊硬质合金刀具的脱焊原因分析[J].硬质合金,1997(3) :167 -170.[5]刘长军.硬质合金刀具的脱焊及其控制方法[J].辽阳石油化工高等专科学校学报,2001(2) :46 -48.[6]Yang T N,Yang L,Xiong J,et al.Brazing behavior of ul-trafine cemented carbide with stainless steel[J].Journal ofCentral South University,2014,21 (8) :2991 -2999.[7]张露菁.铜钎剂的剖析与研制[J].焊接研究与生产,1997(4) :9-10.[8] Jing Y,Yang Q Q,Xiong W H,et al.Microstructure andshear strength of brazed joints between Ti(C,N)- basedcermet and steel with Cu - Ag- Ti filler metal[J].Journalof Alloys and Compounds.2016 ,682( 1) : 525 -530.[9]樊江磊,龙伟民,王星星,等.夹杂物对Ag- Cu- Zn钎料凝固组织和性能的影响[J].焊接学报,2015,36 (5 ):1 -4.[10]薛松柏.铜基与银基钎料用膏状钎剂的研究[J].焊接,1995(9) :7-10.[11]王希敬,柴延奚,张东,等.非金属夹杂物对纯镍N6焊接接头组织性能的影响[J].材料导报,2015, 29(18) :65 -70.[12]姜锡山.钢中非金属夹杂物.北京:冶金工业出版社,2011.[13]钟群鹏,赵子华.断口学[M].北京:高等教育出版社,2006.[14]孙振超,李鹏远,潘传杰,等.ITER热锚TIG钎焊采用铜基钎料致316L不锈钢渗透裂纹的研究[J].焊接,2013(3) :34 -37.[15]王爱华.690 MPa级海洋平台用钢焊缝夹杂物对熔敷金属低温韧性影响的分析[J].焊接,2015(6) :47 -50.[16]吕士忠.钢中夹杂物的来源及性质研究[D].长沙:中南大学硕士学位论文,2007.作者简介:于学宗,1991年出生,硕士研究生。
Q345B板材焊接性的间接试验方法

Q345B板材焊接性的间接试验方法2.1 碳当量法----评估钢材冷裂纹倾向由于焊接热影响区的淬硬及冷裂纹倾向与钢种的化学成分有关,所以利用化学成分间接地评估钢材冷裂纹的敏感性。
把钢中合金元素的含量按其作用换算成碳的相当含量,作为粗略评定钢材冷裂倾向的一种参数指标,即碳当量法。
对于低台金钢的碳当量法,国际焊接学会(IIW)推荐公式:Ceq(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15,根据公式计算碳当量的数值越大,被焊钢材的淬硬倾向就越大,热影响区越易产生冷裂纹。
因此可以用碳当量的大小来评定钢材焊接性的优劣,并按焊接性的优劣提出防止产生焊接裂纹的最佳工艺条件。
当使用国际学会推荐的公式时,若Ceq(IIW)<0.4%,则淬硬倾向不大,焊接性良好,焊前不需要领热;若Ceq (IIW)=0.4%~0.6%,尤其是大于0.5%时,钢材易淬硬.说明焊接性已变差,焊时需预热才能防止焊接裂纹,随板厚增大预热温度要相应提高。
3)、斜Y型坡口焊接裂纹试验斜Y坡口焊接裂纹试验按 GB4675.1-84《斜Y坡口焊接裂纹试验方法》进行,主要用于评价厚板多层焊根部焊道的冷裂纹敏感性。
试验为试板焊前不预热,每组试验2对试板,试板厚度为30mm、40mm。
图2为试板的尺寸示意图。
施焊时,环境温度为25~30℃,环境湿度为45%~60%。
焊接试验用焊条采用Ф4.0mm的CHE507焊条(400℃×1小时烘干),采用直流反接,其焊接工艺参数:焊接电流170~180 A,焊接电压22~24 V,焊接速度150 mm/min。
试板焊后经48小时自然冷却后,对试验焊缝表面进行渗透着色检测,结果均未发现表面裂纹。
然后将试验焊缝切成4片5个断面进行裂纹检查,试验结果列于表4。
图3、图4分别断面宏观照片。
图1 试件组对要求表4 Y型坡口焊接裂纹试验结果编号试板厚度mm 预热温度℃表面裂缝率% 根部裂缝率% 断面裂缝率%图2 Q345B-1-2横断面检验照片通过Y型坡口焊接裂纹试验结果可知,室温条件下30mmQ345B试验有裂纹,裂纹率>20%,40mmQ345B试验无裂纹,30mmQ345B有冷裂倾向。
焊接工艺规程Q235b-Q345B

焊接
位置
坡口焊缝
平焊、橫焊
钨极(GTAM)类型
——
Q235B
——
GB/T700-2006
角焊缝
平焊、橫焊
焊条烘干温度/时间
——
焊接材料
焊材类别
牌号
规格
焊材标准号
立焊方向
上行()、下行()
预热和层间温度
预热温度
5℃
焊丝
ER50-6
Φ1.2
GB/8110-95
母材厚度
范围
坡口焊缝:
半自动(√)、自动()
钝边尺寸
F=3最小
+U,-0
±2
坡口形式
单面V型坡口
坡口角度
α=60º
+10º,0º
+10º,-5º
单面焊缝或双面焊缝
单面或双面焊缝
根部半径
——
——
——
有无衬垫及材料规格
——
过渡形式
短路过渡
母
材
钢号
类别号
母材标准号
背面清根
用()、不用(√)
钨极(GTAM)尺寸
——
Q345B
——
26±25%
焊丝纵或横向间隔
——
线能量(J/cm)
——
——
有无锤击
——
编制
日期
审核
日期
批准
日期
修改
日期
保温时间
2.5
小时
咸阳通润金属材料有限公司
焊接工艺规程(WPS)
焊接工艺规程编号
TRHJGY-2011-003
共2页
第2页
依据的PQR编号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q345B板材焊接性的间接试验方法
2.1 碳当量法----评估钢材冷裂纹倾向
由于焊接热影响区的淬硬及冷裂纹倾向与钢种的化学成分有关,所以利用化学成分间接地评估钢材冷裂纹的敏感性。
把钢中合金元素的含量按其作用换算成碳的相当含量,作为粗略评定钢材冷裂倾向的一种参数指标,即碳当量法。
对于低台金钢的碳当量法,国际焊接学会(IIW)推荐公式:
Ceq(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15,根据公式计算碳当量的数值越大,被焊钢材的淬硬倾向就越大,热影响区越易产生冷裂纹。
因此可以用碳当量的大小来评定钢材焊接性的优劣,并按焊接性的优劣提出防止产生焊接裂纹的最佳工艺条件。
当使用国际学会推荐的公式时,若Ceq(IIW)<0.4%,则淬硬倾向不大,焊接性良好,焊前不需要领热;若Ceq (IIW)=0.4%~0.6%,尤其是大于0.5%时,钢材易淬硬.说明焊接性已变差,焊时需预热才能防止焊接裂纹,随板厚增大预热温度要相应提高。
3)、斜Y型坡口焊接裂纹试验
斜Y坡口焊接裂纹试验按 GB4675.1-84《斜Y坡口焊接裂纹试验方法》进行,主要用于评价厚板多层焊根部焊道的冷裂纹敏感性。
试验为试板焊前不预热,每组试验2对试板,试板厚度为30mm、40mm。
图2为试板的尺寸示意图。
施焊时,环境温度为25~30℃,环境湿度为45%~60%。
焊接试验用焊条采用Ф4.0mm的CHE507焊条(400℃×1小时烘干),采用直流反接,其焊接工艺参数:焊接电流170~180 A,焊接电压22~24 V,焊接速度150 mm/min。
试板焊后经48小时自然冷却后,对试验焊缝表面进行渗透着色检测,结果均未发现表面裂纹。
然后将试验焊缝切成4片5个断面进行裂纹检查,试验结果列于表4。
图3、图4分别断面宏观照片。
图1 试件组对要求
表4 Y型坡口焊接裂纹试验结果
编号试板厚度mm 预热温度℃表面裂缝率% 根部裂缝率% 断面裂缝率%
图2 Q345B-1-2横断面检验照片
通过Y型坡口焊接裂纹试验结果可知,室温条件下30mmQ345B试验有裂纹,裂纹率>20%,40mmQ345B试验无裂纹,30mmQ345B有冷裂倾向。
4)、焊接试验
4.1焊接材料、设备
表3 焊接材料、设备
试板编号焊接方法焊接设备焊接材料
Q345B-12(30mm)
CO2焊455M/STT林肯焊机焊丝:CHW50C6、Φ1.2mm/大西洋焊材公司
Q345B-13(40mm)
4.2焊接工艺参数:
焊接工艺参数见表4。
表4 焊接工艺参数
试板编号焊接
道次
焊丝
直径
焊接电
流A
焊接电
压V
焊接速度
mm/S
焊接热输
入KJ/cm
焊缝示意图
Q345B-1-1 30 室温0 0 0 Q345B-1-2 30 室温0 20 10 Q345B-2-1 40 室温0 0 0 Q345B-2-2 40 室温0 0 0
Q 345B -12
1 Φ1.
2 165 20 / 11.0
2-7 Φ1.2 300 28.5 /
15.2 -22.8 平均
19.0
Q 345B -13
1
Φ1.2 165 20 / 10.0
2-14
Φ1.2
300
28.5
/
15.0 -22.4
平均 18.8
4.3焊接接头力学性能结果
本次焊接试验检验执行GB/T2650《焊接接头冲击试验方法》、GB/T2651《焊接接头拉伸试验方法》、GB/T2653《焊接接头弯曲及压扁试验方法》、GB/T19869.1-2005《钢、镍及镍合金的焊接工艺评定试验》、AWS D1.1-D1.1M-2008《钢结构焊接规范》。
焊接工艺评定试验钢板经外观检验合格后,经超声波检验合格(Ⅰ级)。
4.3.1焊接钢板拉伸试验
钢板焊接接头进行拉伸试验,试样横向取样。
拉伸试样采用带肩全厚度拉伸试样,分别对不同焊接工艺的对接接头进行拉伸试验。
试样拉伸试验后的实物照片见图1,拉伸试验结果分别列于表5。
表5 接头抗拉强度
试样编号 抗拉强度MPa 断裂位置 Q345B-12 560,565 母材 Q345B-13 570,572 母材 标准要求
470-630
图1 试样拉伸实物照片
4.3.2弯曲试验及结果
冷弯试验采用全厚度侧弯试样,试样厚度为10mm,侧弯试样为4件;本试验采用的侧弯试验:d=40mm,弯曲角度为180°,试验在室温下进行,试验后,用肉眼检查试样弯曲部分外侧没有出现裂纹或起层等缺陷(附照片图2),侧弯试验合格。
图2 试样弯曲实物照片
4.3.3冲击试验及结果
冲击试样采用标准的夏比V型缺口。
焊缝金属及焊接热影响区的冲击试样取样部位分别取自表面处,焊缝金属的缺口轴线位于焊缝中心线上,熔合线、热影响区线外2mm,且垂直于板厚方向。
冲击试验温度20℃,冲击试验结果分别列于表6中。
冲击试验数值满足要求。
表6 接头不同位置试件冲击结果
试样检测位置试样编号冲击值(20℃,J)
Q345B-12
焊缝中心Q345B-12-1 177+176+173=175 熔合线Q345B-12-2 174+164+169=169 HAZ 2mm Q345B-12-3 167+150+160=159
Q345B-13
焊缝中心Q345B-13-1 189+183+169=180 熔合线Q345B-13-2 217+212+214=214 HAZ 2mm Q345B-13-3 237+219+235=230
标准要求 ≥34
50100150200250焊缝中心-12焊缝中心-13熔合线-12熔合线-13H A Z 2m m -12H A Z 2m m -13
标准要求
图3 接头冲击结果
4.4 焊接接头宏观金相
图4 Q345B-13宏观金相
4.5 焊接接头不同部位金相组织图
对编号Q345B-12、13焊接试板的1/4板厚处,分别进行了焊接接头不同部位的金相组织检验。
图5分别示出了各区500倍的金相组织。
Q345B-12粗晶区 Q345B-12 细晶区
Q345B-12焊缝区Q345B-12母材
Q345B-13粗晶区Q345B-13细晶区
Q345B-13焊缝区Q345B-13母材
图5 焊态焊接接头不同部位的金相组织500X
5)、结论
通过对30mm厚和40mm厚的Q345B板进行CO2气体保护焊焊接试验,结果表明Q345B板进行平对接焊接时,在无外加拘束情况下也不进行预热,在焊接热输入为20kJ/cm的条件下焊接,焊接接头的拉伸性能、弯曲性能和冲击性能良好,但是30mm厚的Q345B在拘束度较大的情况下焊接时有一定的冷裂纹倾向,从铁研试验的结果可以体现,因此当外部环境拘束度较大时焊接30mm厚的Q345B应该进行预热。