林肯焊机Invertec CV 500服务培训-2009.12.30-测试部分
林肯电气焊接设备操作手册说明书

MUL TI-SOURCEOPERATOR’S MANUALFor use with machines Code 10668October, 2000IM692Safety Depends on YouLinco ln arc welding equipment is designed and built with safety in mind. However, your overall safety can be increased by proper instal-latio n ... and tho ughtful o peratio n on your part.DO NOT INSTALL,OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READ-ING THIS MANUAL AND THE SAFETY PRECAUTIONS CON-TAINED THROUGHOUT.And,most importantly, think before you act and be careful.Copyright © 2000 Lincoln Global Inc.This manual covers equipment which is nolonger in production by The Lincoln Electric Co. Speci cations and availability of optional features may have changed.Mar ‘95Mar ‘95Mar. ‘93for selecting a QUALITY product by Lincoln Electric. We want you to take pride in operating this Lincoln Electric Company product ••• as much pride as we have in bringing this product to you!Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.The level of seriousness to be applied to each is explained below:vvOther indicator lights include the amber Thermal light that signals when the long term output current limit has been exceeded. This limit is determined by a ther-mostat sensing the temperature of the negative output lead from the secondary coils. The white Power light indicates when the Control board is energized. The three lights are high intensity LEDs for improved visi-bility in daylight.The Output Power display uses high intensity LEDs to indicate the percentage of full rated output the machine is supplying.Two additional thermostats protect the machine in the case of fan failure or blocked air flow. The SCR heat sink thermostat responds first to loss of air flow at nor-mal output loads. This thermostat will disable the machine output. The transformer iron rear thermostat senses that the lamination (and thus the coil insula-tion) is over heating (which can happen even if the output is disabled). This thermostat will interrupt power to the Control board causing the input contactor to open until the iron cools.The only user controls are an on-off toggle Power switch that energizes the machine and a 10 A circuit breaker protecting the fan auxiliary against short cir-cuits.DESIGN FEATURES - ALL MODELSSPECIFICATIONS,DESIG N FEATURES AND ADVANTAGESCase parts are predominantly stainless steel, the PC boards are potted in trays, the controls are sealed, all machine coils are copper and the whole transformer is varnish dipped to maximize environmental withstand capability. The coils are all conservatively rated for long life.The Multi-Source output regulates against wide changes in output loading and input line voltage varia-tions to supply a consistently stable voltage high enough to allow the Multi-Welds to provide good man-ual electrode capability.SAFETY PRECAUTIONSGENERAL DESCRIPTIONThe Multi-Source is designed to supply power to the Multi-Weld welders. It has a wide range three phase AC input and can be operated on 50 or 60 Hz. The Multi-Source output peak voltage regulates against wide changes in output loading and input line voltage variations to supply a consistently stable voltage high enough to allow the Multi-Welds to provide good man-ual electrode capability.Primary input voltage taps are selected by a single movable link on the reconnect panel. Main trans-former auxiliary windings power the firing circuit and fan motor. The control auxiliary transformer has a sin-gle, wide range primary and is not reconnectable.The Fan As Needed feature is activated by an output current of 20 Adc or a thermostat on the main trans-former iron.An independent safety circuit on the Control board monitors the voltage peaks and opens the input con-tactor if the limit is exceeded. The green Safe Output light indicates when the machine output voltage isFACTORY INSTALLED OPTIONS / ACCESSORIESThere are no factory installed options.FIELD INSTALLED OPTIONS / ACCESSORIESK1735-1 Multi-Weld 350, Multi-process controller.K857, K857-1 Remote Control, Control Multi-Weldremotely (25 or 100 ft.).K1736-1 Distribution Box, Connects up to 10 Multi-Welds.K449 LN-25, Across the arc wire feeder.K1788-1 Roll Cage, Protect power source, facilitate moving, store cable.K1806-1 Multi-Weld Four Pack, Mounting / lift rack for M-S and four M-Ws.K1807-1 Multi-Weld Eight Pack, Mounting / lift rack for M-S and eight M-Ws.S20428Paralleling Kit,Allows two machines toequally share double load.MACHINE CALIBRATION SPECIFICATIONThe Multi-Source digital display is controlled by a cur-rent sensing circuit on the Control board. The display reads 100 when machine output is a little over 40 kW. To recalibrate the display, the machine output may loaded with Multi-Weld welders or resistive grids or a combination of both to obtain an output of 533 Adc as read by a calibrated standard ammeter. Trimmer resistor R49 may be adjusted to cause the display to read 100.This Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine is exhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE” liststhe obvious external possibilities that may contribute to the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________5. LEDs 1 through 6 indicate gate signals are being sent to the main SCRs 1 through 6 respectively. If LED2 on the Control board is bright, along with LEDs 7, 8, and 9 on Firing board, and LEDs 1through 6 are unequal in brightness, check to make sure lead 231 between Control board and Firing board is not broken. (If lead 231 is removed while the machine output is at open circuit, the output voltage peaks may be unregulated and cause the over-voltage protection circuit to open the input contactor. The over-voltage protection circuit may disabled by disconnecting lead 222D at the nega-tive output stud or at pin 1 of P2. NOTE: Themachine may not be used for welding with the pro-tection circuit disabled.6. If one or more of LEDs 1 through 6 are off, LEDs 7,8, and 9 are on and the voltage on lead 231 from the Control board (pin 13, P5 to pin 12, P5) is 3 to 13Vdc replace the Firing PCB.PC BOARD TROUBLESHOOTING GUIDE - FIRING P .C.BOARD1. LEDs 1 through 9 must be lit when the Multi-Source is turned on and the Control board is sending an enable signal to the Firing board (pin 7 in P8 is low in reference to common at pin 12 in P5).2. LEDs 7, 8, and 9 indicate AC power being supplied to the P.C. board from auxiliary windings on the main transformer (T1). If a LED is not on, turn the machine off and unplug P8 from the firing board.Turn the machine back on and check the following voltages:3. If all voltages are present, turn power off, and plug P5 back into J5. Turn power back on. If LEDs 7, 8or 9 are still not lit, replace Firing PCB.4. If voltages were not present, check the circuit back through the external dropping resistors to the auxil-iary windings for a possible open resistor or wire.PC BOARD TROUBLESHOOTING GUIDE - CONTROL P .C.BOARD1. The white Power light on the machine control panel indicates that the Control board power supply is being supplied by rectified secondary voltage from the Control transformer (T2) by way of the Power switch and transformer iron rear thermostat.2. LED1 indicates machine output voltage. At normal output voltages, LED1 will be brightly lit.3. LED2 indicates the level of the control signal to the Firing board. The brightness of LED2 is inversely proportional to machine output because the control signal increases as the machine output decreases.4. LED3 lights when the current amplifier senses an output current over about 10 amps and sends a sig-nal to turn the cooling fan on. If LED3 is on but the fan is not , there could be a problem with the fan motor or the fan motor drive circuit (see LED6).5. LED4 says that some signal, either thermostat, out-put current or output over-current is calling for the fan to operate.6. LED5 tells us that the current signal from the shunt is too high. If LED5 is lit for 5-8 seconds, the enable signal to the Firing board is made high to shut off the output SCRs. In the case of a short duration current overload, LED5 may only be briefly litbecause, in normal operation, the machine output immediately goes to zero. Once disabled, the out-put will remain off for about 75 seconds.7. LED6 indicates that the input to the fan motor opto triac driver has been energized. LED6 should be on as long as the fan motor runs. LED6 and the fan motor will be on for about 5 minutes after LED4goes off.8. LED7 will light when the shorted SCR circuit acti-vates. A positive voltage on the negative output stud (AC instead of DC on the output studs) will activate a circuit causing the input contactor to open. This circuit is active only when the enable signal to the Firing board is high (the output is off).The contactor will remain open (and the whitePower light will remain on) until the Power switch is turned off (or the input power to the machine is oth-erwise removed) for about 1 second and then turned on again.9. The green Safe Output light on the control panel when the machine output voltage is present and safe. It lights when the machine output is between 40 Vdc and 113 volts peak. 10. The yellow Thermal light on the front panel lightswhen the open thermostat signal is sent to the fan control and output disable circuits.Now Available...12th EditionThe Procedure Handbook of Arc WeldingWith over 500,000 copies of previous editions published since 1933, the Procedure Handbook is considered by many to be the “Bible” of the arc welding industry.This printing will go fast so don’t delay. Place your order now using the coupon below.The hardbound book contains over 750 pages of welding information, techniques and procedures. Much of this material has never been included in any other book.A must for all welders, supervisors, engineers and designers. Many welding instructors will want to use the book as a reference for all students by taking advantage of the low quantity discount prices which include shipping by 4th class parcel post.$15.00postage paid U.S.A. MainlandHow To Read Shop DrawingsThe book contains the latest information and application data on the American Welding Society Standard Welding Symbols. D etailed discussion tells how engineers and draftsmen use the “short-cut” language of symbols to pass on assembly and welding information to shop personnel.Practical exercises and examples develop the reader’s ability to visualize mechanically drawn objects as they will appear in their assembled form.187 pages with more than 100 illustrations. Size 8-1/2” x 11”Durable, cloth-covered board binding.$4.50postage paid U.S.A. MainlandNew Lessons in Arc WeldingLessons, simply written, cover manipulatory techniques;machine and electrode characteristics; related subjects,such as distortion; and supplemental information on arc welding applications, speeds and costs. Practice materials,exercises, questions and answers are suggested for each lesson.528 pages, well illustrated, 6” x 9” size, bound in simulated,gold embossed leather.$5.00postage paid U.S.A. MainlandNeed Welding Training?The Lincoln Electric Company operates the oldest and most respected Arc Welding School in the United States at its corporate headquarters in Cleveland, Ohio. Over 100,000stu-dents have graduated. Tuition is low and the training is “hands on”For details write:Lincoln Welding School 22801 St. Clair Ave.Cleveland, Ohio 44117-1199.and ask for bulletin ED-80 or call 216-383-2259 and ask for the Welding School Registrar.Lincoln Welding SchoolBASIC COURSE $700.005 weeks of fundamentalsThere is a 10%discount on all orders of $50.00 or more for shipment at one time to one location.Orders of $50 or less before discount or orders outside of North America must be prepaid with charge, check or money order in U.S. Funds Only.Prices include shipment by 4th Class Book Rate for U.S.A. Mainland Only.Please allow up to 4 weeks for delivery.UPS Shipping for North America Only.All prepaid orders that request UPS shipment please add:$5.00For order value up to $49.99$10.00For order value between $50.00 & $99.99$15.00For order value between $100.00 & $149.00For North America invoiced orders over $50.00 & credit card orders, if UPS is requested, it will be invoiced or charged to you at cost.Outside U.S.A. Mainland order must be prepaid in U.S. Funds. Please add $2.00 per book for surface mail or $15.00 per book for air parcel post shipment.METHOD OF PAYMENT:(Sorry, No C.O.D. Orders)CHECK ONE:Name:_______________________________________________Please Invoice (only if order is over $50.00)Address:_______________________________________________Check or Money Order Enclosed, U.S. Funds only _______________________________________________Credit Card - Telephone:_______________________________________________Signature as it appears on Charge Card:Account No.Exp Date|_|_||_|_|______________________Month YearUSE THIS FORM TO ORDER:Order from:BOOK DIVISION, The Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199BOOKS OR FREE INFORMATIVE CATALOGS Telephone: 216-383-2211 or, for fastest service, FAX this completed form to: 216-361-5901.Lincoln Welding School Titles:Price Code QuantityCost(ED-80)New Lessons in Arc Welding $5.00L Seminar Information Procedure Handbook “Twelfth Edition”$15.00PH (ED-45)How to Read Shop Drawings $4.50H Educational Video Information Incentive Management $5.00IM (ED-93) A New Approach to Industrial Economics $5.00NA James F. Lincoln Arc Welding The American Century of John C. Lincoln $5.00AC Foundation Book Information Welding Preheat Calculator $3.00WC-8(JFLF-515)Pipe Welding Charts $4.50ED-89SUB TOTALAdditional Shipping Costs if anyJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.。
林肯焊机说明书
林肯焊机说明书Ⅰ.机械安装1.机头安装安装应牢固以防起弧时机头移动,注意机头与工作电缆应与地绝缘。
根据需要,可装在垂直调节器/水平调节器/行走小车上,所定的机头出厂前根据用户的订购模式安装送丝比率,当改变焊丝直径时需改变送丝轮和导向管。
对不同直径的焊丝需调节随动轮压力调节螺丝,焊丝分两档0.9-2.4mm和3.0-5.6mm。
根据需要调节,对较软的焊丝,压力宜小一点。
出厂时送丝轮设为正转(如图所示方向),但安装板可转动180º,并对换校直器和导电杆,送丝轮转动方向通过改变控制箱内接线上626,627号线来实现。
一般用25kg送丝盘。
NA-3S/NA-4/NA-3SF出厂时所装焊丝校直器的焊丝直径大于2mm以上。
机头安装好后,通过校直器和送丝导向管安装焊丝(其入口处为倒圆)而出丝导向管入口处为倒角)。
2.控制箱安装控制箱在标准行走小车或其它的机架上,当装在其它机架上时,打开控制箱后盖,按照控制箱底板上的安装孔固定控制箱。
3.导电杆组件国内一般常用K231 和K226●K231 导电杆组件:一般用于600A,更高电流可能引起导电嘴磨损坏。
适用于Ф2.4-5.6mm,对不同焊丝需不同导电嘴。
对Ф2.0-2.4mm焊丝还需导电嘴选配件和导丝管。
把工件电缆控制接到导电杆上,用螺栓拧紧,不用完全校直焊丝,以保持良好的电接触。
把焊剂漏斗的软管接到锥形组件的开口处。
要注意经常更换坏的导电嘴。
●K226 压钳式导电杆:一般用于600-1000A。
K226-T 由两个锥形夹组成用于Ф2.4-3.2mm。
K226R由一个锥形夹和一个方形夹组成,用于Ф3.2-5.6mm。
导电杆装在机头的下部,注意锥形夹的斜坡应朝向工件移动方向。
压钳应与导向管对直,通过调节夹钳一侧的螺丝来调节。
Ⅱ.电气安装1.电缆连接需600W,115V/50AC(其中,350W 给送丝电机和控制电路,250W 给行走电路)●从机头到控制箱:所有的工件电缆都接到控制箱后部,每个机头都带1.2m 长电机电缆和1.2m 长焊剂斗电缆,插到控制箱一侧对应的接口内。
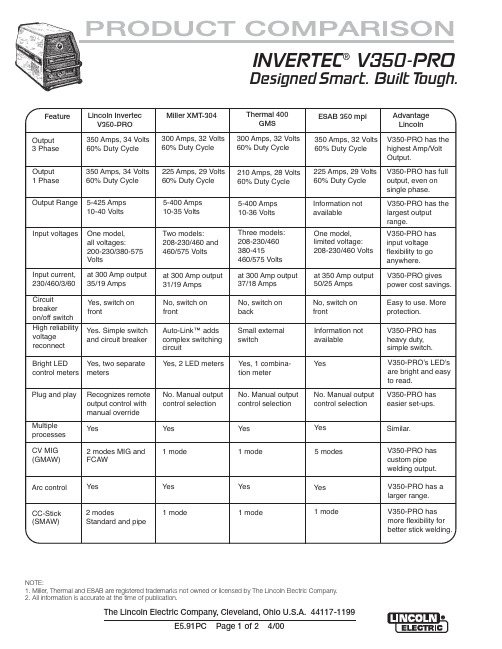
林肯V350-PRO焊机产品说明书
E5.91PC Page 2 of 2 4/00
V350-PRO’s LED’s are bright and easy to read.
V350-PRO has easier set-ups.
Yes 5 modes
Similar.
V350-PRO has custom pipe welding output.
Arc control
Yes
Yes
Yes
Vt range.
V350-PRO has input voltage flexibility to go anywhere.
at 350 Amp output V350-PRO gives
50/25 Amps
power cost savings.
No. Handles on top. Machine hits knees when carrying
17 x 12.5 x 24
Weight
77 lbs.
76 lbs.
Thermal 400 GMS
Yes
Yes, Lift-Start™
Yes
No
Yes
Plastic overhang, no door protection Exposed on front
INVERTEC® V350-PRO
Designed Smart. Built Tough.
Feature
Output 3 Phase
Lincoln Invertec V350-PRO
350 Amps, 34 Volts 60% Duty Cycle
林肯电焊机操作手册说明书

SP-100OPERA TOR'S MANUALFor use with machines having Code Number 9284 and above .Sales and Service through Subsidiaries and Distributors WorldwideWorld's Leader in Welding and Cutting Products Premier Manufacturer of Industrial MotorsIM366-BNovember 1993Safety Depends on YouLincoln arc welding equipment is designed and built wit h safet y in mind. However, your overall safety can be increased by proper instal-lat ion ... and t hought ful operat ion on your part.DO NOT INSTALL OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READ-ING THIS MANUAL AND THE SAFETY PRECAUTIONS CON-TAINED THROUGHOUT.And,most importantly, think before you act and be careful.9284; 9429; 9521; 9522; 9725;9726; 9794; 9795; 10050Thank Youfor selecting a QUALITY product by Lincoln Electric.We want you to take pride in operating this Lincoln Electric C ompany product ••• as much pride as we have in bringing this product to you!Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection. The level of seriousness to be applied to each is explained below:PRODUCT DESCRIPTIONThe SP-100, Type K462, is a complete semiautomatic constant voltage DC arc welding machine. Included is a solid state controlled, single phase constant voltage transformer/ rectifier power source and a wire feeder for feeding .023 – .030" (0.6 – 0.8 mm) solid steel electrode and .035" (0.9 mm) cored electrode.The SP-100 is ideally suited for individuals having access to 115 volt AC input power, and wanting the ease of use, quality and dependability of both gas metal arc welding or GMAW (also known as MIG welding) and the Innershield®electrode process (self-shielded flux-cored or FC AW). A convenient chart is mounted inside the wire feed section door for setting welding procedures for 24 gauge through 12 gauge (0.6 – 2.5 mm) mild steel (Chart also may be found in this manual). The SP-100 is a rugged and reliable machine that has been designed for dependable ser-vice and long life.RECOMMENDED PROCESSES AND EQUIPMENTThe SP-100 can be used for welding mild steel using the GMAW, single pass, process which requires a supply of shielding gas or it can be used for the self-shielded, Innershield electrode process.The recommended gas and electrode for GMAW is welding grade CO2gas and .025" (0.6 mm) diameter Lincoln L-56 mild-steel welding wire [supplied on 12 1/2 lb (6 kg) spools]. For 14 gauge (2.0 mm) and thin-ner, CO2gas is recommended because it gives equal or better performance than a blended gas at a lower cost. A mixed gas consisting of 75 to 80% Argon and 20 to 25% CO2is recommended for welding on heav-ier gauge [12 gauge (2.5 mm) for example] steel.The recommended electrode for the self-shielded process is .035" (0.9 mm) diameter Lincoln Innershield NR-211-MP on 10 lb (4.5 kg) spools. This electrode can be used for all position welding of 20 gauge through 5/16" (1.0 – 8.0 mm) thick steel [multi-ple passes are required for 1/4" and 5/16" (6.0 and 8.0 mm)].OPTIONAL ACCESSORIES1.K463 CO2G as Regulator and Hose Kit—Includes a preset, nonadjustable pressure and flow regulator for use on C O2cylinders. Also included is a 10 foot (3.0 m) gas hose which con-nects to the rear of the SP-100.2.K499 Ar-Mixed Gas Regulator and Hose Kit—Includes a preset, nonadjustable pressure and flow regulator for use on argon-mixed gas cylin-ders. Also included is a 10 foot (3.0 m) gas hose which connects to the rear of the SP-100.3..035 (0.9 mm) Innershield®Welding Kit —Includes a contact tip, a gasless nozzle and a cable liner to permit the SP-100 gun and cable to use a .035" (0.9 mm) diameter flux-cored elec-trode. Also included is a spool of .035 (0.9 mm) Innershield®NR-211-MP.Two kits are available:K549-1 kit is for use with the Magnum™100L gun (with red trigger).K464 kit is for use with the original Lincoln Electric®gun (with black trigger).4.M15448-1 Reversible Drive Roll with doubleknurled grooves for .035 cored electrode.5.K467 Input Line Cord — Same as line cord sup-plied with the SP-100 but has a NEMA type 5-20P plug for use on 25 amp branch circuits.To install optional features refer to instructions included with the kit, and/or in this manual.INSTALLATIONDESCRIPTION OF CONTROLSBecome familiar with the SP-100 controls and compo-nents before attempting to weld. Refer to illustrations and lettered items below for brief descriptions.A.Wire speed — Controls the wire speed from 50 –400 in./min (1.3 – 10 m/min). The control can be preset on the dial to the setting specified on the SP-100 Application Chart located on the inside of the wire feed section door. Wire speed is not affected when changes are made in the voltage control. The control is marked (“olo”)B.Power ON/OFF switch — When the power is on,the fan motor will run and air will be exhausted out the louvers in the front of the machine. The welding output and wire feeder remain off until the gun trigger is pressed.C.Voltage control — A continuous control that givesfull range adjustment of power source output volt-age. Can be adjusted while welding.D.Thumbscrew — secures gun and cable assembly.E.Positive (+) and negative (–) output terminals.F.Shielding gas hose (factory installed, not shown)— routed from gas solenoid inside rear of machine to gun connector block.G.Gun trigger lead connectors.H.Circuit breaker — Protects machine from damageif maximum output is exceeded. Button will extend out when tripped. (Manual reset.)I.Wire spool spindle.J.Gas solenoid inlet fitting.K.Power cord.L.Spring loaded pressure arm — adjusts pressureof idle roll on wire.M.Wire feed gearbox and gun connector block.N.Wire feed section door — With application chartfor machine setting procedures.O.Gun cable and control lead access hole.P.Work cable access hole.LOCATIONLocate the welder in a dry location where there is free circulation of clean air into the louvers in the back and out the front. A location that minimizes the amount of smoke and dirt drawn into the rear louvers reduces the chance of dirt accumulation that can block air pas-sages and cause overheating.WORK CABLE AND CLAMP INSTALLATIONWork Clamp InstallationAttach the work clamp to the work cable per the fol-lowing:1.Unplug the machine or turn the power switch to the “Off” position.2.Insert the work cable terminal lug with the larger hole through the strain relief hole in the work clamp as shown below.3.Fasten securely with the bolt and nut provided.Work cableWork clampWork Cable Installation1.Open the wire feed section door on the right side ofthe SP-100.2.Pass the end of the work cable that has the termi-nal lug with the smaller hole through the hole (holeD) next to the louvers in the case front.3.Route the cable under and around the back of thewire feed unit.ing wing nut provided, connect the terminal lugto the negative (–) output terminal located above the wire feed unit; item M (make certain that both wing nuts are tight).NOTE: This connection gives the correct electrode polarity for the GMAW process. If using Innershield, see Output Polarity C onnection Section below for negative electrode polarity connection. OUTPUT POLARITY CONNECTIONThe SP-100, as shipped, is connected for positiveelectrode polarity.To connect for negative electrode polarity (required for the Innershield process), connect the short cable attached to the gun connector block to the negative (–) output terminal and the work cable to the positive (+) terminal using the provided wing nuts (make cer-tain that both wing nuts are tight).GUN INSTALLATIONAs shipped from the factory, the SP-100 gun is ready to feed .023, .024 or .025" (0.6 mm) wire. If .030" (0.8 mm) wire is to be used, install the .030" (0.8 mm) con-tact tip. .023 – .025" contact tip is stenciled .025 and/or 0.6 mm and .030" contact tip is stenciled .030 and/or 0.8 mm. See Maintenance Section for instruc-tions to change contact tip.If .035" (0.9 mm) Innershield flux cored wire is to be used, see Maintenance Section for instructions to change contact tip, cable liner, and gas nozzle.C onnect the gun cable to the SP-100 per the follow-ing:1.Unplug the machine or turn power switch to the off“O” position.2.Pass the insulated terminals of the gun trigger con-trol leads, one at a time, through the rectangular “keyhole” opening (item F) in the case front. The leads are to be routed under the wire feed unit and through the cable hanger on the inner panel.3.Insert the connector on the gun conductor cablethrough the large hole in the SP-100 case front.Make sure the connector is all the way in the metal connector block to obtain proper gas flow. Rotate the connector so control leads are on the underside and tighten the thumbscrew in the connector block.4.Connect the insulated control lead terminals to thetwo insulated 1/4" (6.4 mm) tab connector bushings located above the “Gun Trigger C onnection” decal in the wire feed section. Either lead can go to either connector. Form the leads so that they are as close as possible to the inside panel.WIRE FEED DRIVE ROLLThe SP-100 drive roll has two grooves; one for .023 –.025" (0.6 mm) solid steel electrode and the other for .030" (0.8 mm) solid and .035" (0.9 mm) flux-cored steel electrode. As shipped, the drive roll is installed in the .023/.025" (0.6 mm) position (as indicated by the stenciling on the exposed side of the drive roll).Replace the washer and retaining screw.connectors{Brass connectorIdle roll armRetaining ScrewWELDING WIRE LOADINGThe machine power switch should be turned to the OFF (“O”) position before working inside the wirefeed enclosure.------------------------------------------------------------------------The machine is shipped from the factory ready to feed 8" (200 mm) diameter spools [2.2" (56 mm) max. width]. These spools fit on a 2" (50 mm) diameter spindle that has a built-in, adjustable* friction brake to prevent overrun of the spool and excess slack in theWARNINGK499 Argon-Mixed Gas Regulator and Hose Kit Install the pressure-flow regulator and gauge to a cylinder according to the instructions in Section 1.10.C onnect one end of the 10 foot (3.0 m) hose to the SP-100 gas inlet fitting and the other end to the regu-lator fitting.The K499 argon-mixed gas pressure-flow regulator is preset by the manufacturer to deliver a nominal flow of 30 cubic feet per hour (14 1/min) of argon or argon-mixed gas. This setting cannot be changed..035" (0.9 mm) Innershield Welding KitIncludes a contact tip, gasless nozzle, and a cable liner to permit the SP-100 gun and cable to use .035 (0.9 mm) diameter flux-cored electrode. Also included is a spool of .035 (0.9 mm) Innershield®NR-211-MP. The K549-1 Kit is for use with the Magnum™100L gun (with red trigger). The fitting on the end of the liner is stenciled with the maximum rated wire size (.045"/1.2 mm).The K464 Kit is for use with the earlier “Lincoln Electric®” gun (with black trigger). The end of the brass fitting on the end of the liner for .035 (0.9 mm) wire is color coded green. The .023-.030 (0.6-0.8 mm) factory installed liner is color coded orange.See Maintenance and Troubleshooting Section for instructions on installing liner and contact tip in gun.K467 Input Line CordSame as line cord supplied with the SP-100 but has a NEMA type 5-20P plug for use on a 25 amp branch circuit with a nominal voltage rating of 115 volts to 125 volts, 60 hertz. Install per the following:1.Turn the SP-100 Power Switch to OFF (“O”).2.If connected, remove the line cord plug from powersupply receptacle.3.Remove the two screws that hold the line cordreceptacle in the SP-100 flanged inlet connector and disconnect the line cord from the SP-100.4.C onnect the S18410 input line cord receptacle tothe SP-100 and replace the retaining screws.OPERATING INSTRUCTIONS1.Decrease stickout2.Increase WFS (wire feed speed) (“oIo”)3.Decrease voltage (“V”)4.Increase speed5.Decrease drag angle6.Check for correct gas, if usedIf Arc Blow Occurs (in order of importance) (NOTE: Try different ground connection locations before adjusting procedures)1.Decrease drag angle2.Increase stickout3.Decrease voltage (“V”)4.Decrease WFS (wire feed speed) (“oIo”) andvoltage (“V”)5.Decrease travel speedTo Eliminate Stubbing (in order of importance)1.Increase voltage (“V”)2.Decrease WFS (wire feed speed) (“oIo”)3.Decrease stickout4.Increase drag angleStubbing occurs when the electrode drives through the molten puddle and hits the bottom plate tending to push the gun up.PROPER GUN HANDLINGMost feeding problems are caused by improper han-dling of the gun cable or electrodes.1.Do not kink or pull the gun cable around sharp cor-ners.2.Keep the gun cable straight as practical when weld-ing.3.Do not allow dolly wheels or trucks to run over thecables.4.Keep the cable clean per maintenance instructionsin this Operation Manual.5.Innershield electrode has proper surface lubrica-tion. Use only clean, rust-free electrode.6.Replace the contact tip when it becomes worn orthe end is fused or deformed.Low or no gas flow Cylinder valve closed Open cylinder valveGas flow not set correctly Set proper flow rateCylinder out of gas Get new cylinder of gasLeak in gas line Inspect and replaceClog or Leak in gun Check for obstruction or defective sealsArc unstable Wrong welding polarity Check polarity - Refer to proper sectionErratic or Intermittent Wrong size, worn and/or Replace tip - remove any spatter on end of tip Arc - Poor Starting melted contact tip"Hunting" ArcWorn work cable or poor connections Inspect - repair or replace as necessaryLoose electrode connections Be sure electrode lead is tight, gun cable tight inwire feeder contact block, gun nozzle and guntip tightM 16576S P 100 W I R I N G D I A G R A MNow Available...12th Edition The Procedure Handbook of Arc WeldingWith over 500,000 copies of previous editions publishedsince 1933, the Procedure Handbook is considered by many tobe the “Bible” of the arc welding industry.This printing will go fast so don’t delay. Place yourorder now using the coupon below.The hardbound book contains over 750 pages of weldinginformation, techniques and procedures. Much of this materialhas never been included in any other book.A must for all welders, supervisors, engineers anddesigners. Many welding instructors will want to use the bookas a reference for all students by taking advantage of the lowquantity discount prices which include shipping by4th class parcel post.$15.00postage paid U.S.A. Mainland How To Read Shop Drawings The book contains the latest information and application data on the American Welding Society Standard Welding Symbols. Detailed discussion tells how engineers and draftsmen use the “short-cut” language of symbols to pass on assembly and welding information to shop personnel.Practical exercises and examples develop the reader’s abilityto visualize mechanically drawn objects as they will appearin their assembled form.187 pages with more than 100 illustrations. Size 8-1/2” x 11”Durable, cloth-covered board binding.$4.50postage paid U.S.A. Mainland New Lessons in Arc Welding Lessons, simply written, cover manipulatory techniques;machine and electrode characteristics; related subjects,such as distortion; and supplemental information on arc welding applications, speeds and costs. Practice materials,exercises, questions and answers are suggested for each lesson.528 pages, well illustrated, 6” x 9” size, bound in simulated,gold embossed leather.$5.00postage paid U.S.A. Mainland Need Welding Training?The Lincoln Electric Company operates the oldest andmost respected Arc Welding School in the United States at itscorporate headquarters in Cleveland, Ohio. Over 100,000stu-dents have graduated. Tuition is low and the training is“hands on”For details write: Lincoln Welding School 22801 St. Clair Ave.Cleveland, Ohio 44117-1199.and ask for bulletin ED-80 or call 216-383-2259 and ask for the Welding School Registrar.Lincoln Welding School BASIC COURSE$700.005 weeks of fundamentals There is a 10%discount on all orders of $50.00 or more for shipment at one time to one location.Orders of $50 or less before discount or orders outside of North America must be prepaid with charge, check or money order in U.S. Funds Only.Prices include shipment by 4th Class Book Rate for U.S.A. Mainland Only.Please allow up to 4 weeks for delivery.UPS Shipping for North America Only.All prepaid orders that request UPS shipment please add:$5.00For order value up to $49.99$10.00For order value between $50.00 & $99.99$15.00For order value between $100.00 & $149.00For North America invoiced orders over $50.00 & credit card orders, if UPS is requested, it will be invoiced or charged to you at cost.Outside U.S.A. Mainland order must be prepaid in U.S. Funds. Please add $2.00 per book for surface mail or $15.00 per book for air parcel post shipment.METHOD OF PAYMENT:(Sorry, No C.O.D. Orders)CHECK ONE:Name:_______________________________________________Please Invoice (only if order is over $50.00)Address:_______________________________________________Check or Money Order Enclosed, U.S. Funds only_______________________________________________Credit Card - Telephone:_______________________________________________Signature as it appears on Charge Card:Account No.Exp Date |_|_||_|_|______________________Month Year USE THIS FORM TO ORDER:Order from:BOOK DIVISION, The Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199BOOKS OR FREE INFORMATIVE CATALOGSTelephone: 216-383-2211 or, for fastest service, FAX this completed form to: 216-361-5901.Lincoln Welding School Titles:Price Code Quantity Cost (ED-80)New Lessons in Arc Welding $5.00L Seminar Information Procedure Handbook “Twelfth Edition”$15.00PH (ED-45)How to Read Shop Drawings $4.50H Educational Video Information Incentive Management $5.00IM (ED-93)A New Approach to Industrial Economics $5.00NA James F. Lincoln Arc WeldingThe American Century of John C. Lincoln $5.00AC Foundation Book Information Welding Preheat Calculator $3.00WC-8(JFLF-515)Pipe Welding Charts $4.50ED-89SUB TOTALAdditional Shipping Costs if anyTOTAL COSTJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.(such as loss of business, etc.) caused by the defect or Sales and Service through Subsidiaries and Distributors Worldwide22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A. Tel. (216) 481-8100Premier Manufacturer of Industrial Motorsd。
林肯电焊机

林肯电气PWF-4 & 2 送丝机的送丝速度为 1.5米/分钟 到 20米/分钟 , 和PANA 相类似. POWERPLUS II 500 在全程输出范围内可以进行精确的控制.
POWERPLUS ll 500
测试结果 稳定的输出 – 高 & 低
The Current Range
POWERPLUSTM II 500
附件
气表
国内: 36V CO2 加热器 出口: 220V CO2 加热器
遥控电压盒
和LN-25 送丝机相连的远程电压控制盒.
安装脚轮组件
备有4个脚轮,销子,支架和安装螺丝. 作为选配件可以方便的安装在焊机底部.
POWERPLUS ll 500
林肯电气中国荣幸地向大家发布最新一代性能可靠的 POWERPLUS 焊接电源. 我们的研发工程师根据现场用户的大量使用情况和市场反馈,设 计了此 POWERPLUS焊接电源. 焊接电源产品一些关键的因素如:成本,焊接性能和可靠性是我 们首先关注的问题.
精准的控制
POWERPLUSTM II 500
前面板特征:
电压 / 电流表: 新的数字表,经过校准,当电弧结束后,电压 / 电流表 能保留几秒的焊接参数显示. 收弧电压 / 电流 2/4 步 选择 检气 / 焊接 选择 过热指示灯 — 过载保护: 故障代码可以在电压 / 电流表上显示,为维修带来极 大的方便.
4 步 / 2 步 焊接控制
4 步控制
2 步控制
POWERPLUSTM II 500
收弧控制
POWERPLUSTM II 500
PWF 送丝机
PWF-2 PWF-4 PWF-2 Plus PWF-4 Plus PWF-2 (带1米快速接头, 船厂专用)
林肯电子公司的高压电焊机说明书
Ar-Mix Tri-Mix (He) 90% He 7.5% Ar 2.5% CO₂ 98% Ar 2% CO₂ 98% Ar 2% O₂
100 to 625 in/min
75 to 500 in/min
75 to 495 in/min
75 to 780 in/min
75 to 760 in/min
100 to 510 in/min
90 to 225 in/min
Wave Control 1 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0
100 to 600 in/min
100 to 645 in/min 100 to 625 in/min 100 to 645 in/min 90 to 250 in/min 125 to 700 in/min 150 to 750 in/min 125 to 800 in/min
Wave Control 1 UltimArc® -10.0 to 10.0
林肯Invertec CV 500服务培训-2011.04.15-精编版

交流(30,000Hz) 高电压 + 低电流
直流
主电流示意图
20
半波整流 输入
-
输出
•二极管只能单向导通,只有在阳极电位高于
+ -
+
+
+
+
阴极时二极管才导通
•反向电压加于二极管两端时,电流被 阻止不能通过二极管,此时没有输出
单相桥式整流
+ + +
负载
+
输出
+
•单相桥式全波整流使用了4只二极管
•每次两个二极管导通
10 OHM
2~ -5
207
21
空气开关
L1 U L2 V L3 W
20B
380VAC 电压 L1
L2 L3 W V
G1
L1
SWITCH 21A
19
F2 4A/500V
209 SW ITCH
INPUT RECTIFIER
1~ +4 2~
一次整流(三相全波整流)
1~
19 209
209
Main Transform er
18
脉宽调制
最小输出 (+)
(-) 1 µ sec
1µ sec 33 µ sec
最大输出 (+)
(-)
15.5µsec
15.5µsec 33 µ sec
开通的条件: 1,栅极对发射极承受正向电压 2,集电极对发射极承受正向电压
19
直流
高频交流
3f 380 V/A C
主变压器
• • •
直流 高电压 低电流
• •
什么时候建议焊工打开重复收弧功能(参数等同于收弧电流电压)? 当焊工抱怨收弧不好,还存在弧坑时。
305G林肯汽油自发电电焊机
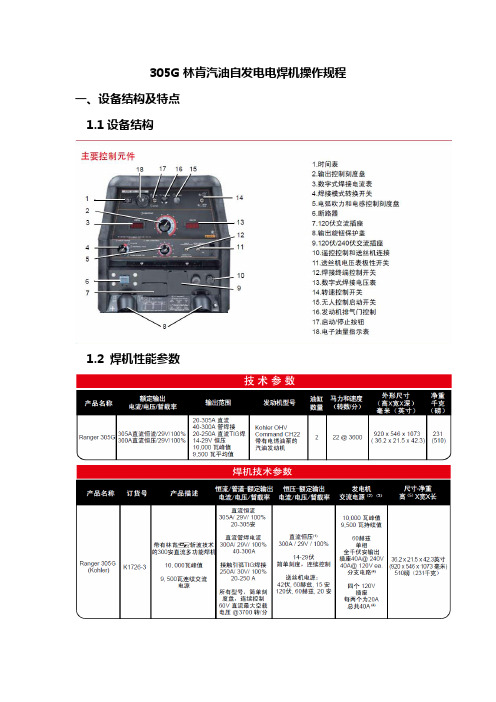
305G林肯汽油自发电电焊机操作规程一、设备结构及特点1.1设备结构1.2 焊机性能参数1.3 发动机性能参数1.4设备的特点:1、采用无刷发电机,维护保养简单。
2、焊接特点优异,可适合各种焊接需要。
3、采用钥匙启动或停机,高,低速运行也由开关控制。
4、装有怠速装置,节约能源。
怠速装置能在焊接作业或使用电源中稍适休息时自动调低发动机转速,达到节约能源,降低噪音的效果。
怠速装置不论对焊接作业还是交流电源都起作用,只要把IDLE 开关放在“ON”上即可。
三、操作方法3.1 启动前的检查:3.1.1、检查机油:发动前必须检查机油,机油位置应在上限FULL和下限ADD之间,检查时油标要完全插入,机油过多会造成发动机破损,必须十分注意。
运行中不得拔出油标尺,机油会喷出来,十分危险。
请使用API类SC级以上的机油,推荐使用SAE10W30全季节机油。
低质机油会影响发动机寿命。
不同品牌的机油不得混合使用。
3.1.2、检查燃料:请再启动前检查并加满燃料。
请用汽车用无铅汽油。
低质汽油会影响出力或造成故障。
3.1.3、检查电瓶:请每天检查电瓶液,定期清除电瓶端子的腐蚀情况。
电瓶液溅在身上或衣服上要立即冲洗。
3.1.4、检查线路:经常检查线路接头部有无松脱,断线,绝缘破损,以便及时处置。
以上检查完成后,启动机器,再注意一下有无漏油处。
3.2操作方法:1、将交流电开关设为OFF状态,使设备在无负荷状态下启动。
怠速开关拨至自动,焊接作业时,只要焊条接触母材,发动机瞬间即可升至额定转数。
当焊接中断7秒钟之后,发动机自动进入低速运转。
2、设备开关拨至START。
检查燃油油位及仪表是否指示正常。
3、拉开风门环。
4、按动启动按钮,设备启动后松手。
5、关闭风门环,怠速状态下暖机5分钟。
6、根据实际情况通过旋钮选择适合的焊接电流方式与电流大小,进行焊接。
7、工作中注意焊机是否有异常振动、声音或气味,电缆连接处是否有过热现象。
8、焊接作业完成后,设备开关拨至STOP,设备停止。
林肯电子熔断电缆焊接和切割设备操作手册说明书

Ranger 250 LPG OPERATOR’S MANUAL IM829-AAugust, 2021Safety Depends on You Lincoln arc welding and cutting equipment is des igned and built with safety in mind. However, your overall safety can be increased by proper installation ... and thought-ful operation on your part.DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT.And, mo t importantly, think before you actand be careful.Mar ‘95Mar ‘95Mar. ‘93vvfor selecting a QUALITY product by Lincoln Electric. We want you to take pride in operating this Lincoln Electric C ompany product ••• as much pride as we have in bringing this product to you!Page Installation.......................................................................................................................Section A Technical Specifications.......................................................................................................A-1 Machine Specifications........................................................................................................A-2 Safety Precautions...............................................................................................................A-3 Location and Ventilation................................................................................................A-3Stacking........................................................................................................................A-3Angle of Operation........................................................................................................A-3Lifting.............................................................................................................................A-3Additional Safety Precautions.......................................................................................A-3High Altitude Operation.................................................................................................A-3High Temperature Operation........................................................................................A-3Towing...........................................................................................................................A-3Vehicle Mounting...........................................................................................................A-4 Pre-Operation Engine Service..............................................................................................A-4 Fuel...............................................................................................................................A-4Oil..................................................................................................................................A-5Engine Coolant..............................................................................................................A-5Battery Connections......................................................................................................A-5Muffler Outlet Pipe........................................................................................................A-5Spark Arrester...............................................................................................................A-5High Frequency Generators for TIG Applications.........................................................A-5Remote Control.............................................................................................................A-5 Electrical Connections..........................................................................................................A-6 Machine Grounding.......................................................................................................A-6Welding Terminals........................................................................................................A-6Welding Output Cables.................................................................................................A-6Cable Installation...........................................................................................................A-6 Auxiliary Power Receptacles and Plugs...............................................................................A-7 Standby Power Connections................................................................................................A-7 Premises Wiring...................................................................................................................A-8 Connection of Lincoln Electric Wire Feeders.......................................................A-9 thru A-10 ________________________________________________________________________________ Operation.........................................................................................................................Section B Safety Precautions ..............................................................................................................B-1 General Description..............................................................................................................B-1 Design Features...................................................................................................................B-1 Engine Operation..........................................................................................................B-1 Welding Controls..................................................................................................................B-2 Engine Controls....................................................................................................................B-3 Starting and Stopping the Engine.................................................................................B-3Stopping .......................................................................................................................B-4 Welding Operation................................................................................................................B-4 Duty Cycle.....................................................................................................................B-4DC Stick Welding..........................................................................................................B-4Constant Current (Stick) Welding..................................................................................B-4Pipe Welding.................................................................................................................B-4Fuel Consumption.........................................................................................................B-4TIG Welding..................................................................................................................B-5Wire Welding-CV...........................................................................................................B-5Typical Current Ranges for Tungsten Electrodes.........................................................B-5Arc Gouging..................................................................................................................B-6Auxiliary Power.............................................................................................................B-6Simultaneous Welding and Auxiliary Power Loads.......................................................B-6Extension Cord Recommendations...............................................................................B-6 ________________________________________________________________________________ Accessories.....................................................................................................Section C Recommended Optional Equipment.....................................................................C-1 ________________________________________________________________________TECHNICAL SPECIFICATIONS - RANGER 250 LPG ( K2336-1)1. Output rating in watts is equivalent to volt-amperes at unity power factor. Output voltage is within ±10% at all loads up torated capacity. When welding, available auxiliary power will be reduced.shown below:Capacity Cylinder Weight Foot ring LP-Gas Volume Empty Outside (LBS.)(Cu. In.)(LBS.)Diameter 33.5221922.59 3/8”43.5287325.59 3/8”The Ranger 250 LPG cannot be used with vapordraw LP gas cylinders such as those used for recreation vehicles, trailers, grills, and boats.CONNECTION OF LINCOLN ELEC-TRIC WIRE FEEDERSConnection of LN-7 or LN-8 to the RANGER 250 LPG1. Shut the welder off.2. Connect the LN-7 or LN-8 per instructions on theappropriate connection diagram in Section F3. Set the "WIRE FEEDER VOLTMETER" switch toeither "+" or "-" as required by the electrode being used.4. Set the "MODE" switch to the "C V WIRE " posi-tion.5. Set the "ARC CONTROL" knob to "0" initially andadjust to suit.6. Set the "WELD TERMINALS" switch to the"REMOTELY CONTROLLED" position.7. Set the "IDLE" switch to the "HIGH" position. Connection of LN-15 Wire Feeder to the RANGER 250 LPGThese connections instructions apply to both the LN-15 Across-The-Arc and C ontrol C able models. The LN-15 has an internal contactor and the electrode is not energized until the gun trigger is closed. When the gun trigger is closed the wire will begin to feed and the welding process is started.a. Shut the welder off.b. For electrode Positive, connect the electrode cableto the "+" terminal of the welder and work cable to the "-" terminal of the welder. For electrode Negative, connect the electrode cable "-" terminal of the welder and work cable to the "+" terminal of the welder.c. Across-The-Arc Model:Attach the single lead from the front of the LN-15 to work using the spring clip at the end ofthe lead. This is a control lead to supply cur-rent to the wire feeder motor; it does not carrywelding current.Control Cable Model:C onnect C ontrol C able between EngineWelder and Feeder.d. Set the MODE switch to the "CV-WIRE " position.e. Across-The-Arc Model:Set the "WELD TERMINALS" switch to"WELD TERMINALS ON"Control Cable Model:Set the "WELD TERMINALS" switch to"REMOTELY CONTROLLED"f. Set the "WIRE FEEDER VOLTMETER" switch to either "+" or "-" as required by the electrode polarity being used.g. Set the "ARC CONTROL" knob to "0" initially andadjust to suit.h. Set the "IDLE" switch to the "AUTO IDLE" position.Connection of Prince Spool Gun to the RANGER 250 LPGC onnection of the Prince XL Spool Gun requires the use of the K1849-1 Adapter Module.1. Shut the Welder off.2. For electrode Positive, connect the electrode cable to the "+" terminal of the welder and work cable to the "-" terminal of the welder. For electrode Negative, connect the electrode cable "-" terminal of the welder and work cable to the "+" terminal of the welder.3. Connect the Control Cable of the Spool Gun to the Adapter Module and connect the Control Cable of the Adapter Module to the Welder.4. Connect the Gas Hose.5. Set the MODE switch to the "CV-WIRE " position.6. Set the "WELD TERMINALS" switch to "WELD TERMINALS ON"7. Set the "ARC CONTROL" knob to "0" initially and adjust to suit.8. Set the "IDLE" switch to the "High" position.Connection of the LN-25 to the RANGER 250 LPG The LN-25 with or without an internal contactor may be used with the RANGER 250 LPG. See the appropriate connection diagram in Section F.Note: The LN-25 (K431) Remote C ontrol Module and (K432) Remote Cable are not recommended for use with the RANGER 250 LPG.1. Shut the welder off.2. For electrode Positive, connect the electrode cable from the LN-25 to the "+" terminal of the welder and work cable to the "-" terminal of the welder. For elec-trode Negative, connect the electrode cable from the LN-25 to the "-" terminal of the welder and work cable to the "+" terminal of the welder.3. Attach the single lead from the front of the LN-25 to work using the spring clip at the end of the lead. This is a control lead to supply current to the wire feeder motor; it does not carry welding current.4. Set the MODE switch to the "CV-WIRE " position.5. Set the "WELD TERMINALS" switch to "WELD TER-MINALS ON"6. Set the "ARC C ONTROL" knob to "0" initially and adjust to suit.7. Set the "IDLE" switch to the "AUTO" position. When not welding, the RANGER 250 LPG engine will be at the low idle speed. If you are using an LN-25 with an internal contactor, the electrode is not energized until the gun trigger is closed.8. When the gun trigger is closed, the current sensing circuit will cause the RANGER 250 LPG engine to go to the high idle speed, the wire will begin to feed and the welding process started. When welding is stopped, the engine will revert to low idle speed after approximately 12 seconds unless welding is resumed.Connection of LN-742, K487-25 Spool Gun, and Cobramatic to the RANGER 250 LPG 1. Shut the welder off.2. C onnect per instructions on the appropriate con-nection diagram in Section F.WELDING CONTROLS:1. OUTPUT CONTROL: The C ONTROL dial pro-vides continuous control of the welding current or weld-ing voltage depending on the selected welding mode. This control is not active in the CC-STICK, DOWNHILL V-WIRE modes when a remote control or wire feeder with remote control is connected to either the 6 pin or 14 pin Amphenol.2. WELD MODE SELECTOR SWITCH: (Provides four selectable welding modes)DOWNHILL PIPETOUCH START TIG3. ARC CONTROL:ONTROL WIRE/STIC K dial is active in theK and DOWNHILL PIPE modes, and has different functions in these modes. This control is not active in the TIG mode. C C-STIC K mode: In this mode, the ARCsets the short circuit current (arc-force) during stick welding to adjust for a soft or crisp arc. Increasing the number from -10(soft) to +10(crisp) increases the short circuit current and prevents sticking of the electrode to the plate while welding. This can also increase spatter. It is recommended that the ARC C ONTROL be set to the minimum number without electrode sticking. Start with a setting at 0.DOWNHILL PIPE MODE: In this mode, the ARC CONTROL dial sets the short circuit current (arc force) during stick welding to adjust for a soft or a more forceful digging arc (crisp). Increasing the number from -10(soft) to +10(crisp) increases the short circuit current which results in a more forceful digging arc. Typically a forceful digging arc is pre-ferred for root and hot passes. A softer arc is preferred for fill and cap passes where weld puddle control and deposition (“stacking” of iron) are key to fast travel speeds. It is recom-mended that the ARC CONTROL be set initially at 0.CV-WIRE mode: In this mode, turning the ARC CONTROL clockwise from –10 (soft) to +10 (crisp) changes the arc from soft and washed-in to crisp and narrow. It acts as an induc-tance control. The proper setting depends on the procedure and operator preference. Start with a setting at 0.WELDER OPERATIONDUTY CYCLEDuty Cycle is the percentage of time the load is being applied in a 10 minute period. For example, a 60%duty cycle represents 6 minutes of load and 4 minutes of no load in a 10 minute period.DC Stick WeldingThe RANGER 250 LPG can be used with a broad range of DC stick electrodes.The MODE switch provides two stick welding settings as follows:Constant Current (CC-STICK) WeldingThe C C -STIC K position of the MODE switch is designed for horizontal and vertical-up welding with all types of electrodes, especially low hydrogen. The out-put C ONTROL dial adjusts the full output range for stick welding.The ARC CONTROL dial sets the short circuit current (arc-force) during stick welding to adjust for a soft or crisp arc. Increasing the number from -10(soft) to +10(crisp) increases the short circuit current and pre-vents sticking of the electrode to the plate while weld-ing. This can also increase spatter. It is recommended that the ARC CONTROL be set to the minimum num-ber without electrode sticking. Start with the dial set at 0.DOWNHILL PIPE WeldingThis slope controlled setting is intended for "out-of-position" and "down hill" pipe welding where the oper-ator would like to control the current level by changing the arc length. The output CONTROL dial adjusts the full output range for pipe welding. The ARC C ON-TROL dial sets the short circuit current (arc-force) dur-ing stick welding to adjust for a soft or more forceful digging arc (crisp). Increasing the number from-10(soft) to +10(crisp) increases the short circuit cur-rent which results in a more forceful digging arc.Typically a forceful digging arc is preferred for root and hot passes. A softer arc is preferred for fill and cap passes where weld puddle control and deposition (“stacking” of iron) are key to fast travel speeds. This can also increase spatter. It is recommended that the ARC CONTROL be set to the minimum number with-out electrode sticking. Start with the dial set at 0.RECOMMENDED OPTIONAL EQUIPMENTK957-1 HEAVY DUTY, TWO WHEEL TRAILER FOR SMALL WELDERS - For road, off-road and in-plant and yard towing. (For highway use, consult applicable federal, state and local laws regarding requirements for brakes, lights, fenders, etc.). Order:K957-1 TrailerK958-1 Ball HitchK958-2 Lunette Eye HitchK959-2 Fender & Light KitK965-1 Cable Storage RackK1737-1 FOUR WH EEL ALL-TERRAIN UNDER-CARRIAGE - For moving by hand at construction sites. Heavy duty puncture resistant pneumatic tires. K1770-1 UNDERCARRIAGE (FACTORY)For moving by hand on a smooth surface. Heavy duty puncture resistant pneumatic tires and front caster. One or two gas cylinders can be mounted on the rear of the undercarriage with the installation of K1745-1 Cylinder Holder(s).K1739-1 CABLE CARRIER KIT- For use on K1737-1 and K1770-1 Undercarriages.K1745-1 GAS CYLINDER H OLDER- Holds welding gas cylinder or LPG Tank. (For products with LPG Tank). Can use either one or two holders with K1770-1 under carrage.K2361-1 LPG TANK HOLDER KIT- Mounts to K1745-1 gas cylinder holder to secure LPG tank.K886-2 CANVAS COVER - Protects machine when not in use.K1898-1 SPARK ARRESTER- Mounts inside exhaust pipe.K704 ACCESSORY KIT- 400 Amp Stick welding Accessory Kit (Includes Headshield, electrode cable holder, work cable and work clamp.K875 ACCESSORY KIT-Includes 20Ft. (6.1m) #6 electrode cable, 15Ft. (4.6) #6 work cable,Headsheild, FilterPlate,Work Clamp and Electrode HolderK857 25 ft (7.5m) or K857-1 100 ft. (30.4m) REMOTE CONTROL - Portable control provides same dial range as the output control on the welder. Has a convenient 6 pin plug for easy connection to the welder.K802-N POWER PLUG KITProvides four 120 volt plugs rated at 20 amps each and one dual voltage, full KVA plug rated at 120/240 volts, 50 amps.K802-R POWER PLUG KITProvides four 120 volt plugs rated at 15 amps each and one dual voltage, full KVA plug rated at 120/240 volts, 50 amps.T12153-9 50 AMP, 120/240V POWER PLUGK1816-1 FULL KVA ADAPTER KITPlugs into the 120/240V NEMA 14-50R receptacle on the case front (which accepts 4-prong plugs) and con-verts it to a NEMA 6-50R receptacle, (which accepts 3-prong plugs.) For connection of Lincoln equipment with NEMA 6-50r plug.TIG WeldingK1783-9 TIG Torch PTA-26V (25ft.)K963-3 Hand AmptrolK870 Foot AmptrolKP509 Magnum Parts KitSpool GunK1849-1 Adapter ModuleK487-25 Magnum Spool GunK488 Magnum Control ModuleK691-10 Input CableThis Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine is exhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE” liststhe obvious external possibilities that may contribute to the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible C ause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended C ourse of Action safely, contact your local Lincoln Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________N O T E : T h i s d i a g r a m i s f o r r e f e r e n c e o n l y . I t m a y n o t b e a c c u r a t e f o r a l l m a c h i n e s c o v e r e d b y t h i s m a n u a l . T h e s p e c i c d i a g r a m f o r a p a r t i c u l a r c o d e i s p a s t e d i n s i d e t h e m a c h i n e o n o n e o f t h e e n c l o s u r e p a n e l s . I f t h e d i a g r a m i s i l l e g i b l e , w r i t e t o t h e S e r v i c e D e p a r t m e n t f o r a r e p l a c e m e n t . G i v e t h e e q u i p m e n t c o d e n u m b e r .M 19410R A N G E R 250 L P GJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.。
林肯焊机资料1
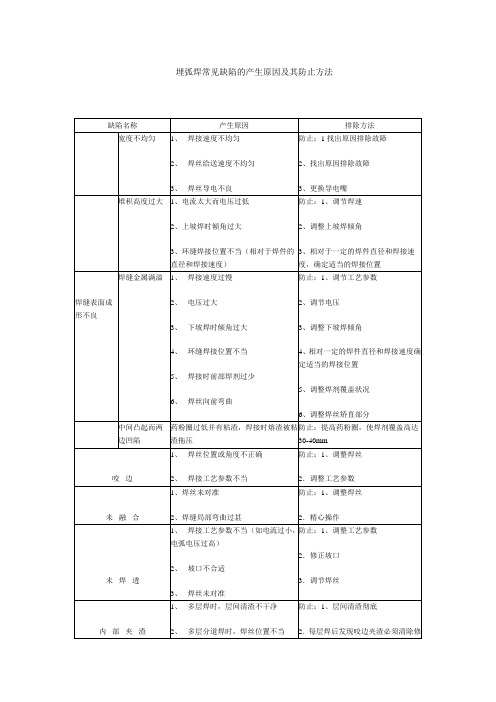
埋弧焊常见缺陷的产生原因及其防止方法林肯PowerPlus 系列焊机说明 (2010/07/12 16:45)(引用地址:未提供)目录: 公司动态浏览字体:大 中 小1PowerPlus 系列焊机 DIP 开关功能说明在处理客诉和回访时,发现很多客户对这些功能不太了解,有些客户在不了解的情况下 设置了这些开关,造成了设备使用上的故障。
这里对DIP 开关的功能作进一步说明。
一、位置和顺序复气 孔1、 焊剂未清理干净2、 焊剂潮湿3、 焊剂中有垃圾4、 焊剂覆盖层厚度不当或焊剂斗阻塞5、 焊丝表面清理不够6、 电压过高防止:1、接头必须清理干净 2.焊剂按规定烘干3.焊剂必须过筛、吹灰、烘干4.调节焊剂覆盖层高度,疏通焊剂斗 5.焊丝必须清理清理后应尽快使用 6.调整电压裂 纹1、 焊件焊丝焊剂等材料配合不当2、 焊丝中含碳、硫量较高3、 焊接区冷却速度过快而致热影响区硬化4、 多层焊的第一道焊缝截面过小5、 焊缝成形系数太小6、 焊接顺序不合理防止:1、合理选配焊接材料 2.选用合格焊丝3.适当降低焊速以及焊前预热和焊后缓冷4.调整工艺参数和改变极性 5.合理安排焊接顺序DIP 功能开关设在焊机主板上,面对焊机,从右手向左手数依次为1,2,3,4,5,6,7,8,该开关设置在上边为关,即OFF 状态;开关打在下边位置为开,即ON 状态。
下图为全关状态。
二、出厂设置1.PowerPlus 355/505 的标准出厂设置:DIP 开关从1 到8 分别为:关,关,关,开,开,开,关,关。
8 ONOFF7 6 5 4 3 2 18 ONOFF7 6 5 4 3 2 12该标准设置下的程序图如图1:2.PowerPlus II 的标准出厂设置:DIP 开关从1 到8 分别为:关,关,关,开,开,关,开,关。
注意:如果中继电缆长度小于10米应关闭第七个开关。
标准设置见下:8 ONOFF7 6 5 4 3 2 1焊枪开关ONOFFON送气输出电压ON送丝速度焊接电流OFFOFF焊接收弧回烧图1 焊接时序图(4步)3该标准设置下的焊接时序图如图2:三、注意事项每次重设DIP 开关时,要先关闭机器。
林肯电子公司焊接设备说明书
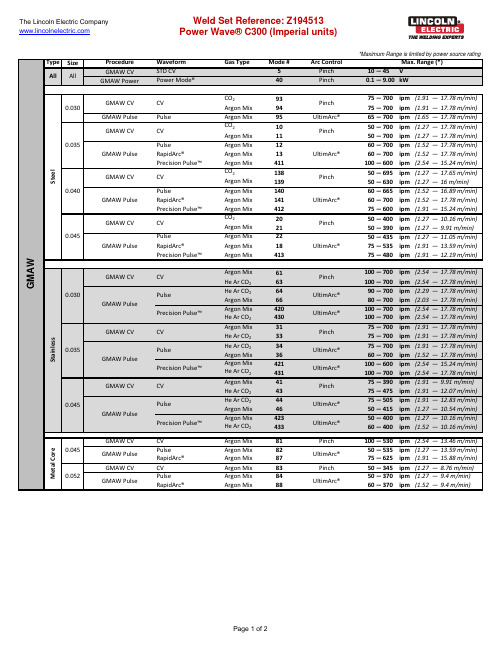
0.030
0.035
0.045 0.045 0.052
Procedure GMAW CV GMAW Power
Waveform STD CV Power Mode®
GMAW CV GMAW Pulse
GMAW CV GMAW Pulse
GMAW CV GMAW Pulse
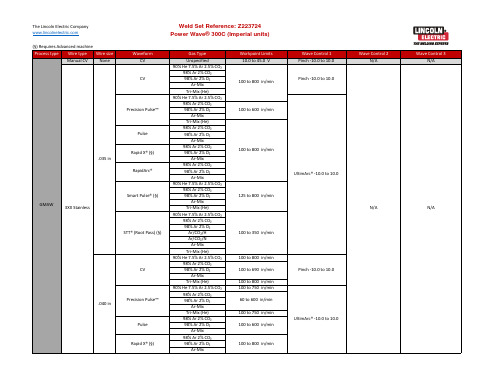
The Lincoln Electric Company
Weld Set Reference: Z194513 Power Wave® C300 (Imperial units)
GMAW
Metal Core
Stainll All
Gas Type
CO2 Argon Mix Argon Mix CO2 Argon Mix Argon Mix Argon Mix Argon Mix CO2 Argon Mix Argon Mix Argon Mix Argon Mix CO2 Argon Mix Argon Mix Argon Mix Argon Mix
ipm (2.54 ― 17.78 m/min) ipm (2.54 ― 17.78 m/min) ipm (2.29 ― 17.78 m/min) ipm (2.03 ― 17.78 m/min) ipm (2.54 ― 17.78 m/min) ipm (2.54 ― 17.78 m/min)
ipm (1.91 ― 17.78 m/min) ipm (1.91 ― 17.78 m/min) ipm (1.91 ― 17.78 m/min) ipm (1.52 ― 17.78 m/min) ipm (2.54 ― 15.24 m/min) ipm (2.54 ― 17.78 m/min) ipm (1.91 ― 9.91 m/min) ipm (1.91 ― 12.07 m/min) ipm (1.91 ― 12.83 m/min) ipm (1.27 ― 10.54 m/min) ipm (1.27 ― 10.16 m/min) ipm (1.52 ― 10.16 m/min)
林肯焊接和切割设备安全指南说明书

SQUARE WAVE TIG 255Sales and Service through Subsidiaries and Distributors Worldwide IM520-B January, 1997Mar ‘95Mar. ‘93for selecting a QUALITY product by Lincoln Electric. We want you to take pride in operating this Lincoln Electric Company product ••• as much pride as we have in bringing this product to you!Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.The level of seriousness to be applied to each is explained below:TECHNICAL SPECIFICATIONS - SQUARE WAVE TIG 255(1) Unbalanced TIG welding above 180 amps will draw higher input currents; see Supply Connections section.Read entire installation section before starting installation.Safety PrecautionsELECTRIC SHOCK can kill.•Only qualified personnel should perform this installation.•Turn the input power OFF at the disconnect switch or fuse box before working on this equipment.•Do not touch electrically hot parts.•Always connect the Square Wave TIG 255 grounding terminal (located on the bottom of the input connection box) to a good electrical earth ground.tight to reduce high frequency leakage.5.The work terminal must be connected to a groundwithin ten feet of the welder, using one of the following methods:a)A metal underground water pipe in directcontact with the earth for ten feet or more.b)A 3/4” (19mm) galvanized pipe or a 5/8”(16mm) solid galvanized iron, steel or copperrod driven at least eight feet into the ground.The ground should be securely made and the grounding cable should be as short as possible using cable of the same size as the work cable, or larger. Grounding to the building frame electrical conduit or a long pipe system can result in re-radiation, effectively making these members radiating antennas.6.Keep all access panels and covers securely inplace.7.All electrical conductors within 50 ft (15.2m) of thewelder should be enclosed in grounded rigid metallic conduit or equivalent shielding. Flexible metallic conduit is generally not suitable.8.When the welder is enclosed in a metal building,several good earth driven electrical grounds (as in5 (b) above) around the periphery of the buildingare recommended.Failure to observe these recommended installation procedures can cause radio or TV interference problems and result in unsatisfactory welding performance resulting from lost high frequencypower.INPUT CONNECTIONSBe sure the voltage, phase, and frequency of the input power is as specified on the rating plate, located on the rear of the machine.Welder supply line entry provision is in the case rear panel with a removable cover over the input connection panel area. Entry is through a 1.7 in (43mm) diameter hole in the case back. European machines have a plastic bushing good for 3 - 10mm2 conductors. For larger input conductors a customer supplied plastic bushing should be used if required by local or national code specifications.Welders are shipped connected for the highest input voltage as listed on the rating Plate. To change this connection for a different input voltage, reconnect the power strap (P) to the terminal corresponding to the input voltage used. Designations on reconnect panel,LOW, MID and HIGH correspond to the nameplate input voltages of a triple voltage welder. Dual voltage welders use only LOW and HIGH. Single voltage welders use only HIGH.EXAMPLE:On a 208/230/460 volt welder, LOW is208V, MID is 230V, and HIGH is 460V.Fuse the input circuit with the recommended super lag fuses or delay type 1circuit breakers. Choose an input and grounding wire size according to local or national codes, refer to Specification page at the beginning of this chapter. Using fuses or circuit breakers smaller than recommended may result in “nuisance”shut-offs from welder inrush currents even if not welding at high currents.Unbalanced AC TIG welding draws higher input currents than those for stick, DC TIG, or Balanced AC TIG welding. The welder is designed for these higher input currents. However, where unbalanced AC TIG welding above 180 amps is planned, the higher input currents require larger input wire sizes and fuses.Refer to Specification page at the beginning of this chapter.The Square Wave TIG 255 should be permanently wired into the power system. No plugs or connectors are necessary.1Also called “inverse time” or “thermal/magnetic”circuit breakers; circuit breakers which have a delay in tripping action that decreases as the magnitude of the current increases.TIG TORCH CONNECTIONTIG welding torches come with 12.5 ft (3.8m) and 25 ft (7.6m) cables. Use the shorter length whenever possible to minimize possible radio interference problems. With power source off, connect the torch cable to the “Electrode” stud on the welder. Connect a separate work cable to the “Work” stud of the welder. See Table 1 for recommended work cable sizes. Both work and electrode cables should be routed through the cable strain relief holes provided in the base directly below the welding output terminals.TIG torches include the necessary gas and, when designed for water cooling, water hoses. Connect the fittings on these hoses to the welder fittings. Any torch conforming to Compressed Gas Association (CGA)standards can be connected.The welder fittings have the following threads: Gas Inlet and Outlet: 5/8”-18 right-hand female; Water inlet and Outlet: 5/8”-18 left-hand female. The cylinder of inert shielding gas must be equipped with a pressure regulator and flow meter. Install a hose between the flow meter and gas inlet on the welder.OPERATING INSTRUCTIONS General WarningsSAFETY INSTRUCTIONSObserve additional Safety Guidelines detailed in the beginning of this manual.ON 2ATIG 4-STEP STICK CURRENT CONTROL OUTPUT LOCAL CURRENT CONTROL REMOTE CURRENT CONTROLINCREASEOUTPUTDECREASE HIGH FREQUENCYCONTINUOUSHIGH FREQUENCY START ONLYHIGH FREQUENCYOFFCLEAN (INCREASE POSITIVE POLARITY)PENETRATE (INCREASE NEGATIVE POLARITY)TIG PULSERAFTERFLOW /AFTERFLOWTIME GRAPHIC SYMBOLS THAT APPEAR ON THIS MACHINE OR IN THIS MANUAL&&HFOVERTEMPERATUREINPUT POWERDC+POLARITY DC-POLARITY DO NOT SWITCH WHILE WELDING WARNINGWATER (COOLANT)OUTPUT WATER (COOLANT)INPUTWORK CONNECTION GAS OUTPUT GAS INPUT ELECTRODE CONNECTION PROTECTIVE GROUND SINGLE PHASE TRANSFORMERAC & DC RECTIFIER POWER SOURCE TIG (GTAW)SINGLE PHASE PULSED PER SECOND GRAPHIC SYMBOLS THAT APPEAR ON THIS MACHINE OR IN THIS MANUAL (CONT.)AC POLARITYfAC WAVE BALANCE&&•Welding current limit can be preset from 5 to 315amps and is displayed on the Ammeter when not welding.•Auto Balance circuitry automatically provides the proper amount of cleaning and penetration when AC TIG welding. Manual AC wave balance adjust-ment is also possible.•2-Step/4-Step Arc Start Switch Capability.•TIG Pulser with On/Off Selection, and Pulses Per Second adjustment. Background current and duty cycle are automatically adjusted according to the peak welding current.•Fixed preflow time of 0.5 seconds. Preflow time is eliminated if welding restarts during gas afterflow of previous weld. This avoids unnecessary delays when making repeated welds.•Adjustable afterflow time control.•Local/Remote current selection.•Stick/TlG selection.•Continuous/Start/Off High Frequency selection.•DC+/AC/DC- Polarity Switch.•Power Factor Correction for lower input currents and smaller input wire sizes.•Remote Receptacle for Amptrol or Arc Start Switch.•Low Voltage Arc Start Switch Circuit (24 V AC) for maximum operator safety.•Gas and optional Water Valves: Inlet & outlet fittings conform to Compressed Gas Association (CGA)standards.•Built-in High Frequency Generator.•115 Volt Receptacle with 10 amp Circuit Breaker.•220 Volt European (Schuko) type receptacle with 2amp circuit breaker for water coolers (50/60Hz machines only).•Excellent arc starting and stability up through 315amps.•High resistance to AC arc rectification.•No tungsten spitting within current range of electrode.•Compact size, requires only a 19 in x 30 in (485 mm x 760 mm) footprint.GENERAL DESCRIPTIONThe Square Wave TIG 255 is a constant current,single range square wave AC/DC TIG (GTAW) arc welding power source with built-in high frequency stabilization. It also has stick (SMAW) capability. It is available from the factory in one model only; there are no factory installed options, only variations in input voltage and frequency.The Square Wave TIG 255 includes advanced features such as Auto-Balance™, 2-Step/4-Step Arc Start Switch operation and a TIG pulser. In addition,fixed preflow and variable afterflow timers are included for shielding gas and cooling water control.Recommended Processes And EquipmentThe Square Wave TIG 255 is recommended for the TIG (GTAW) and stick (SMAW) welding processes within its output capacity of 5 to 315 amps, on both AC and DC polarity. It is compatible with all Magnum TIG accessories (see Accessory section in this manual), as well as many industry standard items, such as TIG torches, hoses, and water coolers.Operational Features and ControlsThe Square Wave 255 has the following controls as standard: TIG 2-Step/TlG 4-Step/Stick modeselection, Local/Remote current control selection,Continuous/Start Only/Off high frequency selection,Auto/Manual AC wave balance selection with the manual wave balance adjustment, TIG pulser On/Off selection with frequency adjustment, afterflow adjustment, and DC+/DC-/AC polarity selection.Design Features and Advantages•Designed to NEMA EW-1 & International IEC-974 Standards.• Single output range of 5-315 amps covers the majority of all TIG welding applications.• Solid State Output Contactor: no noise, no parts to wear.•Digital Ammeter and Voltmeter for precise readings from 5 to 315 amps welding.•Strain relief holes in base for welding cables, gas and water hoses and control cables.•Easy access for input connections. Connections are simple strip and clamp of input wires (no lugs required).•Low fan noise at idle.•Modular construction for easy servicing.•Simple keypad layout allows even novice users to operate with minimal instruction.•Unused controls are automatically locked out to simplify setup. Examples: the AC wave balance control has no effect in DC; the High Frequency and gas and water valves do not operate in Stick mode; TIG Pulser is locked out in the Stick mode.•Recessed panels protect controls, output terminals gas and water fittings.•Large safety margins and protective circuits protect rectifiers from transient voltages and high currents.•Submersion dipping of assembled transformer, choke, rectifier in special sealing/insulating material gives added protection against moisture and corrosive atmospheres.•Line Voltage Compensated.•Thermostatically Protected.•Electronic Over Current Protection.•Hinged Cover over Output Panel.Welding CapabilityThe Square Wave TIG 255 is rated at 255 amps, 30 volts, at 40% duty cycle on a ten minute basis. It is capable of higher duty cycles at lower output currents. If the duty cycle(s) are exceeded, a thermal protector will shut off the output until the machine cools to a reasonable operating temperature.LimitationsArc Gouging cannot be performed with the Square Wave TIG 255.The Square Wave TIG 255 is not recommended for pipe thawing.4.AC WAVE BALANCE: These keys are active inthe AC TIG mode only. They are used to set the amount of cleaning and/or penetration produced during an AC TIG weld. Auto Balance™automatically sets the AC Wave Balance according to the welding current. If manual adjustment is desired, the Manual Balance key can be pressed,and the balance adjusted from +5 (cleaning) to -10(penetration) with the Cleaning and Penetration keys. Read the Advanced Features section for a complete explanation of the AC Wave Balance.5.TIG PULSER: These keys are active in the TIGmode only. The On/Off keys turn the TIG Pulser on and off. The Pulses Per Second keys adjust the pulsing frequency up and down, from 0.5 to 10pulses per second. Read the Advanced Features section for more information on the TIG Pulser.6.AFTERFLOW: These keys are active in the TIGmode only. They must adjust the afterflow time from 5 to 50 seconds for shielding gas and cooling water flow through solenoids located on the case front. As the Afterflow time is adjusted, the Afterflow time, in seconds, is shown in the Momentary Display.CONTROL PANEL KEYSThe keys are grouped into six areas, described below and in Figure 3. Some areas are active in both TIG and Stick, while others are active in TIG only. The red LED indicator lights are used to tell which functions are active, and the display (Item 1) is used to check the settings of the up/down keys.1.WELD MODE KEYS: These keys select the WeldMode desired: TIG 2-Step, TIG 4-Step, or Stick.Read the complete Operating Instructions section for more information on TIG 2-Step and TIG 4-Step.2.CURRENT CONTROL: This area contains theLocal/Remote keys, as well as the Amps Up/Amps Down keys. These keys are used to set the welding current from 5 to 315 amps, as well as to select Local or Remote control. Local control allows the current to be adjusted only with the Amps Up/Amps Down keys. Remote control allows the use of a hand or foot operated remote control. Read the complete Operating Instructions section for more information on Local and Remote.3.HIGH FREQUENCY: These keys are active in theTIG mode only. Select from Continuous, Start Only, or Off. Read the TIG Welding Section for information on High Frequency.7.If welding with AC polarity, select Auto Balance™.This gives the optimum ratio between cleaning and penetration, automatically adjusted for the output current. If manual adjustment of the AC Wave Balance is desired, select Manual Balance, and adjust the wave balance with the Cleaning and Penetration keys. See the Advanced Features section for more information on setting and using the AC Wave Balance.8.Select TIG Pulser On or Off. If the TIG Pulser ison, adjust the pulse frequency with the Pulses Per Second Up/Down keys. See the Advanced Features section for more information on setting and using the TIG Pulser.9.Set the Afterflow time with the Seconds Up/Downkeys. Afterflow time provides shielding gas flow (and cooling water, if used) after the weld. Use short Afterflow times with low currents and small TIG WELDING SEQUENCE OF OPERATION (2-STEP MODE)1.Connect an Arc Start Switch or an Amptrol to theRemote Receptacle.2.Turn on the welder, gas supply and water supply (ifso equipped). The Control Panel Display and red LEDS will illuminate when the power is on.3.Select the TIG 2-Step Weld Mode.4.Select Local (if using an Arc Start Switch) orRemote (if using an Amptrol) current control. Set the output current using the Amps Up/Down keys.The output current setting will be displayed on the Ammeter.5.Select Continuous High Frequency if welding withAC polarity, or Start Only High Frequency if welding with DC- polarity. High Frequency Off canOPTIONS / ACCESSORIES•Hand Amptrol (K963)•Foot Amptrol (K870)•Arc Start Switch (K814)•Magnum Cooler Horizontal TIG Mounting Bracket (K559-2)•Undercarriage (K932-1)UNDERCARRIAGE FUNCTIONThe Square Wave TIG 255 is designed to be used with a Lincoln K932-1 Undercarriage. Complete installation instructions are included with the K932-1 undercarriage. When the undercarriage is properly installed, the Square Wave TIG 255 lift bail is non-functional. Do not attempt to lift the power source with the undercarriage attached. The undercarriage is designed for hand moving only; mechanized towing can lead to injury and/or damage to the Square Wave TIG 255.INSTALLATION OF FIELD INSTALLED OPTIONS Instructions for connecting the K932-1 Undercarriage and the K559-2 Magnum Cooler Horizontal TIG Mounting Bracket are included with those accessories.Installation of the K963 Hand Amptrol, the K814 Arc Start Switch and K870 Foot Amptrol are as follows: Lift the Output Cover Door (if so equipped) on the Square Wave TIG 255. Feed the cable up through the strain relief holes in the base, and connect the 6-pin MS-type (Amphenol) connector to the Remote Receptacle (See Figure 2). Secure with the threaded collar.MAINTENANCESafety PrecautionsELECTRIC SHOCK can kill.•Only qualified personnel shouldperform this maintenance.•Turn the input power OFF at thedisconnect switch or fuse boxbefore working on thisequipment.•Do not touch electrically hotparts.1.Disconnect power supply lines to machine beforeperforming periodic maintenance.2.Periodically clean the inside of the machine with alow pressure air system. Be sure to clean thefollowing components thoroughly. See Figure 6for location of those components.• Main Transformer• Output Studs• Polarity Switch• Rectifier Assembly• Control Box Assembly• Spark Gap Assembly• Protection PC Board - (Mounted to rear of control box assembly) 3.Inspect welder output and control cables forfraying, cuts, and bare spots.4.Keep TIG torch and cables in good condition.5.The fan motor has sealed ball bearings whichrequire no maintenance.6.Inspect spark gap spacing at regular intervals tomaintain a 0.015 in (0.4mm) gap. (Smallest possible air gap consistent with good welding is desirable to minimize R.F.I. problems.) Dressing or any refinishing of the spark gap contacts is not recommended. If the contact surfaces become irregular or completely eroded, replacement of both1.MAIN TRANSFORMER 5.CONTROL BOX ASSEMBLY2.OUTPUT STUDS 6.SPARK GAP ASSEMBLYHow To Use Troubleshooting GuideThis Troubleshooting Guide is provided to help you locate and correct possible machine misadjustments.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM)Look under the column labeled “PROBLEM (SYMPTOMS)”. This column describes possible symptoms that your machine may exhibit. Find the listing that best describes the symptom that your machine is exhibiting.Step 2.PERFORM EXTERNAL RECOMMENDEDTESTSThe second column labeled “POSSIBLE AREAS OF MISADJUSTMENT(S)” lists the obvious external possibilities that may contribute to the machine symptom. Perform these tests/checks in the order listed. In general, these tests can be conducted without removing the case wrap-around cover.Step 3.CONSULT LOCAL AUTHORIZED FIELDSERVICE FACILITYIf you have exhausted all of the recommended tests in step 2, consult your local Authorized Field Service Facility.Troubleshooting Guide Observe Safety Guidelinesdetailed in the beginning of this manual.Troubleshooting Guide Observe Safety Guidelinesdetailed in the beginning of this manual.Troubleshooting Guide Observe Safety Guidelinesdetailed in the beginning of this manual.Troubleshooting Guide Observe Safety Guidelinesdetailed in the beginning of this manual.Troubleshooting Guide Observe Safety Guidelinesdetailed in the beginning of this manual.Troubleshooting Guide Observe Safety Guidelinesdetailed in the beginning of this manual.Troubleshooting Guide Observe Safety Guidelinesdetailed in the beginning of this manual.There is a 10%Orders of $50 or less before discount or orders outside of North America must be prepaid with charge, check or money order in U.S. Funds Only.JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.WA RR AN T Y S U P E S E E I M W S 1。
林肯电气Invertec V350-PIPE氧化铜焊接机操作手册说明书
INVERTEC V350-PIPEOPERATOR’S MANUALFor use with machines Code 10891IM743February, 2005™••Copyright © 2005 Lincoln Global Inc.This manual covers equipment which is nolonger in production by The Lincoln Electric Co. Speci cations and availability of optional features may have changed.Mar‘95vvfor selecting a QUALITY product by Lincoln Electric. We want you to take pride in operating this Lincoln Electric Company product ••• as much pride as we have in bringing this product to you!PARALLEL OPERATIONThe V350-PIPE are operable in parallel in CC mode. For best results, the currents of each machine should be reasonably well shared. As an example, with two machines set up in parallel for a 400 amp procedure, each machine should be set to deliver approximately 200 amps, not 300 amps from one and 100 amps from the other. This will minimize nuisance shutdown conditions. In general, more than two machines in parallel will not be effective due to the voltage require-ments of procedures in that power range.To set machine outputs, start with output control pots and arc control pots in identical positions. Use the output control pots to balance the currents and main-tain the desired voltage or current. The arc control pots should be kept identical on the two machines.5. THERMAL• This status light indicates when the power source has been driven into thermal overload. If the output terminals were "ON", the "ON" light will blink indicating that the out-put will be turned back on once the unit cools down to an acceptable temperature level. If the unit was operating in the "REMOTE" mode, the trigger will need to be opened before or after the thermal has cleared and closed after the machine has cooled down to an acceptable tempera-ture to establish output.6. CONTROL-REMOTE / LOCAL• Two status lights indicate the location of output control as pre-determined by the power sources auto-configure sys-tem.• The LOCAL display will be lit when control is at the power source.• The REMOTE display will be lit when a remote pot/control is detected.These Output Control configurations can be overridden (switched) with the CONTROL push button. When changed, the unit will power up in the configuration it was in when it was last powered down.HIDDEN MIDDLE CONTROL PANEL–PROCESS SET UP PANEL7. WELD MODE SELECT(See Figure 1.B)The Mode Control button selects from the following welding modes. CC-STICK SOFT: The Stick Soft process features continuous control ranging from 5 to 425 amps. This mode was intended for most SMAW applications, and Arc Gouging.•Arc Gouging: Setting the output of the Stick Soft mode to 425 amps will enable the arc-gouging mode. The actual output current will depend on the size of carbon used. The recommended maximum size carbon is 5/16".• The Hot Start control regulates the starting current at arc initiation. Hot Start can be adjusted from min-imum (0), with no additional current added at arc start, to maximum (10), with double the preset cur-rent or 425 amps (max of machine) added for the first second after arc initiation.•The Arc Control regulates the Arc Force to adjust the short circuit current. The minimum setting (-10) will produce a "soft" arc and will produce minimal spatter. The maximum setting (+10) will produce a "crisp" arc and will minimize electrode sticking.CC-STICK CRISP:The Stick Crisp mode features continuous control from 60 to 250 amps. This mode was intended primarily for pipe welding applications.• The Hot Start control regulates the starting current at arc initiation. Hot Start can adjust starting current up or down by 25% of the preset value. The recom-mended setting for Hot Start is 5 where the initial current is equal to the preset current.• The Arc Control regulates the Arc Force to adjust the short circuit current. The minimum setting (-10) will produce a "soft" arc and will produce minimal spat-ter. The maximum setting (+10) will produce a "crisp" arc and will minimize electrode sticking.OPTIONS / ACCESSORIES• Undercarriage – K1764-1• Valet Style Undercarriage – K1838-1K857Remote Output ControlK814 Arc Start SwitchK812 Hand Operated AmptrolK870Foot Operated AmptrolNote: All of the above remote controls connect directly to the 6-pin MS-style connector on the front of the V350-PIPE or with either a K864 or K876 adapter and connect it to either of the14 pin wire feeder MS-style connectors on the rear of the V350-PIPE. (See Diagram in Section F-1)K316L-2LN-23PK428, K446, K449LN-25K617 (-1 or -2) K618 (-1 or -2)LN-742K440 (-1), K567-1LN-7 GMAK1559-1, K1564-1LN-10K1499-1, K1521-1DH-10This Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine isexhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE ” lists the obvious external possibilities that may contribute to the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.。
林肯电气贝斯特焊接机操作手册说明书

IM303209/2016REV03CV 425 & 510 OPERATOR’S MANUALENGLISHLincoln Electric Bester Sp. z o.o.ul. Jana III Sobieskiego 19A, 58-263 Bielawa, Polandwww.lincolnelectric.euDeclaration of conformityLincoln Electric Bester Sp. z o.o.Declares that the welding machine: K14080-1A CV 425 AIR 230/400VK14081-1A CV 510 AIR 230/400Vconforms to the following directives:2014/35/EU, 2014/30/EUand has been designed in compliance with thefollowing standards:EN 60974-1:2012, EN 60974-10:201420.04.2016Piotr SpytekOperations DirectorLincoln Electric Bester Sp. z o.o., ul. Jana III Sobieskiego 19A, 58-263 Bielawa, Poland12/0512/05 THANKS! For having chosen the QUALITY of the Lincoln Electric products.∙Please Examine Package and Equipment for Damage. Claims for material damaged in shipment must be notified immediately to the dealer.∙For future reference record in the table below your equipment identification information. Model Name, Code & Serial Number can be found on the machine rating plate.Model Name: ………………………………………………………………………………………………………………………………………….Code & Serial Number: ………………………………………………………………….. …………………………………………………………………..Date & Where Purchased …………………………………………………………………. …………………………………………………………………..ENGLISH INDEXSafety (1)Installation and Operator Instructions (2)Electromagnetic Compatibility (EMC) (5)Technical Specifications (6)WEEE (7)Spare Parts (7)Electrical Schematic (7)Accessories (7)Safety11/04WARNINGThis equipment must be used by qualified personnel. Be sure that all installation, operation, maintenance and repair procedures are performed only by qualified person. Read and understand this manual before operating this equipment. Failure to follow the instructions in this manual could cause serious personal injury, loss of life, or damage to this equipment. Read and understand the following explanations of the warning symbols. Lincoln Electric is not responsible for damages caused by improper installation, improper care or abnormal operation.The manufacturer reserves the right to make changes and/or improvements in design without upgrade at the same time the operator’s manual.Installation and Operator InstructionsRead this entire section before installation or operationof the machine.Location and EnvironmentThis machine will operate in harsh environments.However, it is important that simple preventativemeasures are followed to assure long life and reliableoperation:∙Do not place or operate this machine on a surfacewith an incline greater than 15° from horizontal.∙Do not use this machine for pipe thawing.∙This machine must be located where there is freecirculation of clean air without restrictions for airmovement to and from the air vents. Do not coverthe machine with paper, cloth or rags when switchedon.∙Dirt and dust that can be drawn into the machineshould be kept to a minimum.∙This machine has a protection rating of IP23. Keep itdry when possible and do not place it on wet groundor in puddles.∙Locate the machine away from radio controlledmachinery. Normal operation may adversely affectthe operation of nearby radio controlled machinery,which may result in injury or equipment damage.Read the section on electromagnetic compatibility inthis manual.∙Do not operate in areas with an ambient temperaturegreater than 40°C.Duty cycle and OverheatingThe duty cycle of a welding machine is the percentage oftime in a 10 minute cycle at which the welder canoperate the machine at rated welding current.Example: 60% duty cycleWelding for 6 minutes. Break for 4 minutes.Excessive extension of the duty cycle will cause thethermal protection circuit to activate.MinutesordecreaseDuty CycleThe machine is protected from overheating by atemperature sensor.Input Supply ConnectionCheck the input voltage, phase, and frequency suppliedto this machine before turning it on. Verify theconnection of grounding wires from the machine to theinput source. The allowable input voltages are 3x230V50/60Hz and 3x400V 50/60Hz (3x400V: factory default).For more information about input supply refer to thetechnical specification section of this manual and to therating plate of the machine.If it is necessary to change the input voltage:∙The input cable must be disconnected from themains supply and the machine switched OFF.∙Remove the left side panel.∙Reconnect X6 according to the diagram below:indicate the machine is ready to weld.(see ”Accessories” section, Source/wire feeder cable K10347-PG-xM or K10347-PGW-xM).Use the shortest possible cable lengthsMachine and Circuit ProtectionThe CV425 / CV510 is protected against overheating, overload and accidental short-circuitsIf the machine is overheated, the thermal protection circuit will decrease the output current to 0. The thermal protection indicator [3] will turn on. The thermalprotection circuit will turn on the output current again, when the machine is cooled.section to eliminate or reduce the amount of electromagnetic disturbance generated by this machine..This machine has been designed to operate in an industrial area. To operate in a domestic area it isnecessary to observe particular precautions to eliminate possible electromagnetic disturbances. Theoperator must install and operate this equipment as described in this manual. If any electromagneticdisturbances are detected the operator must put in place corrective actions to eliminate these disturbances with, if necessary, assistance from Lincoln Electric.Before installing the machine, the operator must check the work area for any devices that may malfunction because of electromagnetic disturbances. Consider the following.∙Input and output cables, control cables, and telephone cables that are in or adjacent to the work area and the machine.∙Radio and/or television transmitters and receivers. Computers or computer controlled equipment.∙Safety and control equipment for industrial processes. Equipment for calibration and measurement.∙Personal medical devices like pacemakers and hearing aids.∙Check the electromagnetic immunity for equipment operating in or near the work area. The operator must be sure that all equipment in the area is compatible. This may require additional protection measures.∙The dimensions of the work area to consider will depend on the construction of the area and other activities that are taking place.Consider the following guidelines to reduce electromagnetic emissions from the machine.∙Connect the machine to the input supply according to this manual. If disturbances occur if may be necessary to take additional precautions such as filtering the input supply.∙The output cables should be kept as short as possible and should be positioned together. If possible connect the work piece to ground in order to reduce the electromagnetic emissions. The operator must check that connecting the work piece to ground does not cause problems or unsafe operating conditions for personnel and equipment.∙Shielding of cables in the work area can reduce electromagnetic emissions. This may be necessary for specialWARNINGTechnical SpecificationsNAME INDEXCV 425 K14080-1ACV 510 K14081-1AINPUTInput Voltage U1EMC Group / Class FrequencyCV 425 230 / 400V±10%3 - phases II / A 50 / 60 HzCV 510Input Power at Rated Cycle InputAmperesI1max cosφCV 425 23 kVA @ 60% Duty Cycle 57 A 0,89CV 510 29,2 kVA @ 60% Duty Cycle 73 A 0,89RATED OUTPUTDuty Cycle 40°C(based on a 10 min. period)Output Current Output VoltageCV 425 60% 420A 35Vdc 100% 325A 30,3Vdc CV 510 60% 500A 39Vdc 100% 385A 33,3VdcOUTPUT RANGEWelding Current Range Open Circuit VoltageCV 425 10A ÷ 420A 10 ÷ 39 VdcCV 510 10A ÷ 500A 10 ÷ 39 VdcRECOMMENDED INPUT CABLE AND FUSE SIZESFuse or Circuit Breaker Size Power Lead230V 400VCV 425 D63A D32A 4 Conductor, 6 mm2CV 510 D63A D32A 4 Conductor, 10 mm2DIMENSIONWeight Height Width LengthCV 425 152 kg 880 mm 696 mm 1020 mmCV 510 160 kg 880 mm 696 mm 1020 mmProtection Rating Operating Humidity(t=20°C)Operating Temperature StorageTemperatureIP23 ≤ 90 % from -10 ºC to +40 ºC from -25 ºC to +55 ºCWEEE07/06 Spare Parts12/05 Part list reading instructions∙Do not use this part list for a machine if its code number is not listed. Contact the Lincoln Electric Service Department for any code number not listed.∙Use the illustration of assembly page and the table below to determine where the part is located for your particular code machine.∙Use only the parts marked "●" in the column under the heading number called for in the assembly page (# indicatea change in this printing).First, read the Part List reading instructions above then refer to the "Spare Part" manual supplied with the machine, which contains a picture-descriptive part number cross-reference).Electrical SchematicRefer to the "Spare Parts" manual supplied with the machine.AccessoriesK10347-PG-xxM Source/wire feeder cable (gas). Available in 5, 10, 15m.K10347-PGW-xxM Source/wire feeder cable (gas and water). Available in 5, 10 or 15m.K14009-1 CO2 Socket Kit.K14082-1 AV Meter Kit.Kit.K14071-2 GrillK14037-1 Cooler COOLARC 25.。
林肯电气 电弧焊机操作手册 Power Wave
操作员手册请注册您的机器:/register 搜索授权维修商和分销商: /locatorIM C 10370 | 发布日期 2016年9月Lincoln Global, Inc. 保留所有权利。
使用本手册的机器代码是:12643!˖保持供未来参考购买日期代码:(如:10859)序列号:(如: U1060512345)目录产品描述 (3)设备局限 (3)设计特点 (3)安装 .......................................................................A部分技术规格 .........................................................................A-1机器接地 .........................................................................A-2位置与冷却通风 ....................................................................A-2高频保护 .........................................................................A-2升举.........................................................................A-2堆垛 .........................................................................A-2倾斜.........................................................................A-2环境局限性.........................................................................A-2箱前控制 .........................................................................A-3箱后控制 .........................................................................A-4电弧焊的推荐焊条和作业电缆尺寸 .....................................................A-7控制电缆与电压传感连接.............................................................A-8TYPICA;集成系统(单ARM)...........................................................A-9操作 .......................................................................B部分通电顺序 .........................................................................B-1负载周期.........................................................................B-2常见焊接工艺.......................................................................B-3配件 .......................................................................C部分维护 .......................................................................D部分目视检查 .........................................................................D-1例行维护 .........................................................................D-1定期维护 .........................................................................D-1故障排除 .......................................................................E部分如何使用故障排除指南...............................................................E-1用状态灯解决系统问题...............................................................E-2POWER WAVE的错误代码 ..............................................................E-3图 ...........................................................................F部分零部件清单可能会在未给出通知的情况下修改或升级内容/详情。
林肯全球自动焊接系统NA-5 焊接机说明书
Publication E9.30 | Issue D a te 08/10 Web Update 01/12© Lincoln Global, Inc. All Rights Reserved.SUBMERGED ARC & AUTOMATIC EQUIPMENTProcessesFlux-Cored, Submerged Arc Product Number K356-2See back for complete specs Input Power115 VAC 50/60 Hz Wire Size Range.035 - 7/32 in. (0.9 - 5.6 mm)Wire Feed Speed Range 25-775 ipm(0.6-16.5 m/min)Net Weight/Dimensions (H x W x D)41 lbs. (18.6 kg)12.75 x 18.5 x 22.25 in.(324 x 470 x 565 mm)PH: +1.216-481-8100 • Shown: K356-2NA-5[ 2]|NA-51.Control Power Switch –Turns wire feeder input power on and off. Also serves as an emergency stop switch.2.Pilot Light –Shows when the electrode is "hot".3.Inch Pushbuttons –Feed electrode up and down when not welding.4.Start and Stop Pushbuttons –Control welding cycles.5.Meter Value Pushbutton –Monitor either the preset values or the actual values.6.Timer Control –For burnback and/or wire react time.7.Crater Module (optional) –Controls procedure for anadjustable period of time to regulate bead size or fill craters at the end of the weld.8.Weld Timer (optional) –Eliminates the need to press stop pushbutton.9.Lockable Cover –Lockout procedure controls when necessary.10.Digital Display –Monitor wire feed speed and voltage on separate meters.11.Start Module (optional) –Controls penetration, bead size, or other factors for an adjustable time at the start of the weld.12.WFS and Voltage Preset Controls –Preset wire feed speed and voltage prior to and during welding. These controlseliminate returning to the power source for routine procedure changes.13.Travel Switch –Controls the travel mechanism for automatic starting and stopping when welding, travel without welding during setup and travel off.12345678910111213K299 Reel and Mounting – Order separately.NA-5 Control K356-2DC Power Source –Constant Voltage type with on-off control of power source output.4 ft. (1.2 m) Motor Cord –Included with K346.4 ft. (1.2 m) Electrode CablesContact Nozzle (optional)K335-26 Extension – Motor, flux hopper and electrode cables. Optional when more than 4 ft. (1.2 m) is required.Work Cable – Two or more 4/0NA-5S and NA-5SFFor Submerged Arc WeldingTwo 4/0 electrode cables and the multi-conductor control cable.Flux Hopper –Included with K346.Solid Wire Straightener Head4 ft. (1.2 m) Flux Hopper Cord –Included with K346.REQUIRED EQUIPMENTSolenoid AssemblyValve to automatically control water flow when using cooling attachment on K148 contact assemblies. Can also be used to control gas. Order K223Starting or Crater Module Permits additional settings of wire feed speed and voltage for an adjustable period of time (10 seconds max). Can be used for either a starting procedure or a crater fill procedure. If both are required, two assemblies must be ordered.Order K334Remote Interface ModulePermits remote operation of theNA-5 Inch Up, Inch Down, Start andStop Functions by either of thefollowing user-supplied externalsignals and provides electricalisolation of the NA-5 control circuitryfrom these signals:- SwitchesMomentary closure of contactsrated for 24 volts,5 milliamperes, DC.-24 Volt SignalsMomentary application of 24volt ±10% AC or DC signalcapable of 5 milliamperessteady state. (.15 amp peakcapacitive in rush) per input.This module can be used withall codes of NA-5 Controls andreplaces the earlier K336Remote Pushbutton InterfaceModule, which provided for onlyexternal switch closure signals.Order K336Weld Timer ModulePermits setting of weld time for anadjustable period of time. Eliminatesneed to press stop pushbutton. Thetimer unit is adjustable from 0.00 -9.99 seconds.Order K337-10Control To Head ExtensionCable AssemblyThe standard head is equipped withcables which permit the head to bemounted up to four feet from thecontrols. "F" models, however, donot include electrode cables. Whenthe head is mounted further awayfrom the control, extension cableassemblies must be purchased. Forthe NA-5S head: Includes motor,tachometer, and flux valve leadextensions with polarized plugs andelectrode. 26 ft. length.Order K335-26Recommended for the NA-5N, andSF heads. It is the same as the K335without the flux valve lead extension.Available in 46 ft. lengths.Order K338-46Mounting KitFor use if the NA-5 control box is tobe mounted on the carriage.Order T14469SINGLE ELECTRODESubmerged Arc Contact NozzleAssembly for 3/32 in. (2.4 mm),1/8 in. (3.2 mm) and 5/32 in.(4.0 mm) electrodes.For 5/64 in. (2.0 mm), 3/16 in.(4.8 mm) or 7/32 in. (5.6 mm) sizes,order additional appropriate KP1962tips. Outer flux cone gives full fluxcoverage with minimumconsumption.(Rated up to 650 amps.)Order K231-1K231 nozzle tipsDesigned for long life.OrderKP1962-1B1for 1/8 in. (3.2mm) wireKP1962-2B1for 3/16 in. (4.8 mm) wireKP1962-3B1for 3/32 in. (2.4 mm) wireKP1962-4B1for 5/32 in. (4.0 mm) wireKP1962-5B1for 7/32 in. (5.6 mm) wireKP2082-2B1for 5/64 in. (2.0 mm) wireNarrow Gap Deep Grove NozzleFor single arc 3/32 in. (2.4 mm)diameter wire welding on thickwalled steel plate with nearlyparallel-sided, narrow gap jointpreparations.Order K386Contact Jaw AssemblySingle arc contact jawassembly for 1/8-7/32 in.(3.2-5.6 mm) diameter wire. Ruggedcontact jaws for maximum life atcurrents over 600 amps.Order K226RTWINARC®Tiny Twinarc®Wire StraightenerStraightens wire diameters .045 thru3/32 in. (1.2 thru 2.4 mm).Particularly valuable on longerelectrical stickout procedures.Order K281Tiny Twinarc®Feeds two 1/16, 5/64, or 3/32 in.(1.6, 2.0, or 2.4 mm) electrodes forhigh speed submerged arc welds onthin gauge (1.89 mm) to heavy plate.Includes contact nozzle, wire guides,drive rolls and guides, and a secondwire reel and mounting bracket.Order K129-1/16K129-5/64K129-3/32Large Wire Twinarc®Contact AssembliesFeeds two 5/64 in. (2.0 mm),3/32 in. (2.4 mm) or 1/8 in. (3.2 mm)wires for submerged arc weldingon "Fast-Fill" joints or hardfacingbeads.Order K225GENERAL OPTIONSConcentric FluxCone AssemblyFor use with K148B, Positive ContactNozzle Assembly. Gives concentricflux coverage around the electrode.Order K285Positive Contact AssemblyFor single arc welding at highcurrents (optional T12928 watercooling attachment recommendedwhen welding over 600 amps).Order K148A(for 3/32 to 1/8 in. wire)Order K148B(for 5/32 to 3/16 in. wire)ESO (Extended Stick-Out)ExtensionLinc-Fill long stickoutextension for K148A Single ArcPositive Contact Nozzle Assembly.Required for long stickout technique.Order K149-5/325 in. Nozzle ExtensionExtends the wire for subarc nozzlesby 5 inches [up to 1/4 in. (6.4 mm)diameter wire].Order KP2721-1Horizontal Head AdjusterProvides crank adjustment of headposition. Has 2 in. (51 mm)horizontal travel.Order K96Vertical Lift AdjusterProvides 4 in. (102 mm) hand crankadjustment of vertical head position.It also includes up to 3-3/4 in.(95.2 mm) in-and-out horizontaladjustment with stops that can bepreset for simple repetition of thesame adjustment.Order K29SpreadArc OscillatorOscillates head across the line oftravel. Calibrated dwell time andoscillation speed controls permit theSpreadArc to cover large areasquickly with smooth beads ofminimum admixture.Order K278-1TC-3 Self-PropelledTravel CarriageThe TC-3 travel carriage allows themounting of up to two feed heads/controllers and wire reels to a beamfor basic hard automationinstallations.Order K325 HCS(for 5-75 ipm)NA-5| [ 3]Automatic Flux Hopper Assembly Flux Hopper for MAXsa ™29 Heads (included standard on the MAXsa ™22 Heads). Order K219Wire Reel Assembly for 50-60 lb. CoilsAccommodates 50 lb. (22.7 kg) or 60 lb. (27.2 kg) coils of wire on automatic wire feeders. The unit includes a wire reel mountingspindle and braking system. Cannot be used with K2462-1.Order K299Tandem ReelsTwo Wire Reel Mounting for TC-3. Order K390Tandem Arc FrameworkProvides mountings with desired positioning adjustments for two standard Automatic Wire Feed Heads. Includes insulation and hardware to permit direct mounting to a high capacity TC-3 Carriage, or to the user's gantry or fixture for either direction of travel.Order K387Flux HopperTandem Arc Flux Hopper for K387 mountings. Order K389Wire Straightener (Subarc) up to 7/32 in. (5.6 mm)Includes a three roll wire straightener with adjustable pressure. (1 included with each tractor and MAXsa ™Feed Head.) Order K1733-5(1)For the K347 Head, order the K338 extension.(2)For gear ratios shown.C U S T O M E R A S S I S T A N C E P O L I C YThe business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. Onoccasion, purchasers may ask Lincoln Electric for information or advice about their use of our products. Our employees respond to inquiries to the best of their ability based on information provided to them by the customers and the knowledge they may have concerning the application. Our employees, however, are not in a position to verify the information provided or to evaluate the engineering requirements for the particular weldment. Accordingly, Lincoln Electric does not warrant or guarantee or assume any liability with respect to such information or advice. Moreover, the provision of such information or advice does not create, expand, or alter any warranty on our products. Any express or implied warranty that might arise from the information or advice, including any implied warranty of merchantability or any warranty of fitness for any customers’ particular purpose is specifically disclaimed.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.For best welding results with Lincoln Electric equipment, always use Lincoln Electric consumables. Visit for more details.。
林肯电焊机INVERTEC CVCC 500产品介绍

K60056-2 25ft
客户协助政策 林肯电气公司是一家制造和销售高质量焊接设备、焊材和切割设备的企业。本公司致力于满足客户的需求并超越其期望值。有时买方可能会就使用林肯电 气公司产品的情况向本公司咨询有关信息和建议,本公司将依据我们所掌握的最佳信息及时给予答复。但是林肯电气公司对于所提供的建议信息不提供任何保 证,不承担任何责任。同时,我们也不会做任何形式的任何保证,包括对客户特别目的的适应性的保证。实际上,一旦信息或者建议被提供,当资料被更新或 者变更后,我们不承担任何责任,也不会提供更新后的信息或者建议,也不能扩大和更改产品销售上的保证。 林肯电气公司是一个积极满足客户需求的制造商,但是对林肯电气产品的选择和使用是由客户自己控制的,客户对自己的选择是要负全部责任的。超出林 肯电气公司控制范围的许多因素,会影响到应用这种类型制造方法和服务要求所产生的结果。 截止付印之前,本资料已反映了最精确的信息,如需最新信息,请参考林肯电气中文官方网站:
[3]
推荐选配件
焊枪 配备亚式焊枪接头
亚式焊枪
订货号 K60008-3 K60008-4 K60008-5
手工焊选项: 电极电缆带夹钳 用于手工焊,包括带插座电极 电缆,和电极夹钳,500安培容量。 订货号: K60057-70-3M 70mm2/3M
1
2
3
4
下端接线面板
1. 负极输出端 2. 正极输出端 3. 用于遥控控制的6针连接器 4. 用于PWFTM送丝机的6针连接器
开
1234 5 6 78 关
位于内部PC板上的直插双列开关“DIP”使您能预设功能控制,实现预 期的操作!
林肯电力欧洲有限公司(Lincoln Electric Europe S.L.)焊接线程产品说明书
B) Puesto de trabajoUtilice únicamente portaelectrodos y torchas perfectamente aislados.El operador debe estar aislado del suelo y de la pieza que va a soldar (guantes, calzado de seguridad, ropa seca, delantal de cuero, etc.).No tocar simultáneamente el hilo electrodo (o la boquilla) y la pieza.C) SeguridadEs indispensable protegerse los ojos contra los golpes de arco (deslumbramiento del arco en luz visible y radiaciones infrarroja y ultravioleta).La mascarilla de soldadura, con o sin casco, siempre debe estar equipada de un fi ltro protector, cuya graduación depende de la intensidad de la corriente del arco de soldadura (Norma EN 169).Los homos emitidos durante las operaciones de soldatura pueden ser perjudiciales para la salud. Asegurese de usar equipos de protección adecuados (Mascara con ventilación, aspiración de humo…)Option : Cabeza ajustableU tilizar una grasa que contenga cobre para un buen contacto térmico.Datos tecnicosConsignas de seguridadLe agradecemos la confi anza que ha depositado en nosotros al adquirir este aparato, que le dará total satisfacción si respeta sus condiciones de empleo y de mantenimiento.ATENCIÓN: La sociedad se exime de toda responsabilidad en caso de modifi cación, añadido de componentes o de subconjuntos, o de cualquier transformación del aparato o instalaciónefectuada por el cliente o por un tercero, sin el acuerdo previo específi co y por escrito de la propia sociedad.El arco de soldar y la cortadora de plasma pueden ser peligrosos para el operador y las personas cercanas al area de trabajo. Lea el manual operativo y las instrucciones de seguridad W000261712. Ver www.weldline.eu.A) Mantenimiento / ReparaciónAntes de cualquier verifi cación interna o reparación, debe asegurarse de que el aparato está separado de la instalación eléctrica mediante consignación (se entiende por consignación, un conjunto de operaciones destinadas a separar y mantener el aparato fuera de tensión).Al menos cada 6 meses, debe verifi car el correcto estado de aislamiento y las conexiones de los aparatos y de los accesorios eléctricos como tomas, cables fl exibles, conductos, conectores, prolongadores, pinzas de piezas, portaelectrodos o torchas.Los trabajos de mantenimiento y de reparación de las cubiertas y conductos aislantes deben realizarse minuciosamente.Las reparaciones deben ser efectuadas por un especialista, así como el cambio de las piezas defectuosas.Verifi car periódicamente si el apriete y la limpieza de las conexiones eléctricas son correctos.N°8695-8958Rev3_12/2018 - PROTIG III S AReferencia de varios modelosConexión C5B de origen, entregada con fi cha plátanoIndiceReferencia Descripción200W000279381Antorcha cuerpo doblado,en sustitución del cuerpo PROTIG 10 y PROTIG 20201W000279383 - 125 A 35%Jefe PROTIG 10202W000279384 - 145 A 35%Jefe PROTIG 20Conexión hembra M12x1. Para conectar fuentes de alimentación EN 60974-7PROTIG III S 10 - 20 - 30 - 4010LRep Referencia PROTIG III S Piezas de recambio107W00038359410-205m Canalización gas-electricidadW0003835958m W0003835965m Rep Referencia PROTIG III S Piezas de recambioW00027923010-20Piezas de desgastePiezas de recambio。
INVERTEC CV CC500 使用说明说明书

IM7005-1July, 2012Rev. 03INVERTEC ®CV/CC500For use with machine Part Number K60051-1, Code 76072• World’s Leader in Welding and Cutting•THE SHANGHAI LINCOLN ELECTRIC COMPANYNo. 195, Lane 5008, Hu Tai Rd. Baoshan, Shanghai, PRC 201907Copyright © 2009 The Shanghai Lincoln Electric CompanySafety Depends on YouLincoln arc welding and cutting equipment is designed and built with safety in mind. However, your overall safety can be increased by proper installation and thoughtful operation on you part. DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT. And, most importantly, think before you act and be careful.Declaration of conformityTHE SHANGHAI LINCOLN ELECTRIC COMPANYDesigned in conformance with the following norm:GB15579.1 EN 60974-1THE SHANGHAI LINCOLN ELECTRIC COMPANY No. 195, Lane 5008, Hu Tai Rd. Baoshan, Shanghai, PRC 201907ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR2.a Use a shield with the proper filter and cover3.a The electrode and work (or ground) circuits are electrically “hot” when the welder is on. Do not touch these “hot” p clothing. Wear dry, hole-free gloves to insulate hand. 3.b Insulate yourself from work and ground using dryinsulation. Make certain the insulation is large enough to cover your full area of physical contact with work and ground.In addition to the normal safety precautions, if welding must be performed under electrically hazardous conditions (in damp locations or while wearing wet clothing; on metal structures such as floors, grating or scaffolds; when in cramped positions such as sitting, kneeling or lying, if there is a high4.a Welding may produce fumes and gaseshazardous to health. Avoid breathing thesefumes and gases. When welding, keep yourhead out of fume. Use enough ventilation and/or exhaust at the arc to keep fumes and gases5.a Turn off input power using the disconnect switch6.a Remove fire hazards from the welding area. Ifthis is not possible, cover them to prevent thewelding sparks from starting a fire. Rememberthat welding sparks and hot materials fromwelding can easily go through small cracks andopenings to adjacent areas. Avoid welding nearhydraulic lines. Have a fire extinguisher readilyavailable.6.b When not welding, make certain no part of theelectrode circuit is touching the work or ground.Accidental contact can cause overheating andcreate a fire hazard.6.c Do not heat, cut or weld tanks, drums orcontainers until the proper steps have beentaken to insure that such procedures will notcause flammable or toxic vapors from subtances inside. They can cause an explosion eventhough they have been “cleaned”.7.a Use only compressed gas cylinders containingthe correct shielding gas for the process usedand properly operating regulators designed forthe gas and pressure used. All hoses, fittings,etc. should be suitable for the application andmaintained in good condition.7.b Always keep cylinders in an upright positionsecurely chained to an undercarriage or fixedsupport.7.c Cylinder should be located:∙Away from areas where they may be struck or subjected to physical damage.∙ A safe distance from arc welding or cutting operations and any other source of heat,sparks, or flame.7.d Never allow the electrode, electrode holder orany other electrically “hot” parts to touch acylinder.TECHNICAL SPECIFICATIONS – INVERTEC® CV/CC500For any maintenance or repair operation it is recommended to contact the nearest technical service center or directly consult machine division of the Shanghai Lincoln Electric. Maintenance or repairs performed by unauthorized service center or personnel will void the manufacturer’s warranty.SAFETY PRECAUTIONSRead the entire installation section before starting installation.ELECTRIC SHOCK can kill. ∙ Only qualified personnel should perform this installation.∙ Turn the input power OFF at the main switch or fuse boxbefore working on this equipment. Turn off the input power to any other equipment connected to the welding system at the main switch or fuse box before working on the equipment. ∙ Do not touch electrically “H ot ” parts.∙ Always connect the INVERTEC ®grounding lug (located at the rear of the case) to a proper safety(Earth) ground. INVERTEC ®is for use on a 4 wire system with earthed neutral.SELECT SUITABLE LOCATIONThis power source should not be subjected to falling water, nor should any parts of it be submerged in water. Doing so may cause improper operation as well as pose a safety hazard. The best practice is to keep the machine in a dry, sheltered area.The bottom of machine must always be placed on a firm, secure, level surface. There is a danger of the machine toppling over if this precaution is not taken.Place the welder where clean cooling air can freely circulate in through the back louvers and out through the case sides. Water,dirt, dust or any foreign material that can be drawn into the welder should be kept to a minimum. Failure to observe these precautions can result in excessive operating temperatures and nuisance shutdowns.Locate the INVERTEC ®machine away from radio controlled machinery. Normal operation of the welder may adversely affect the operation of RF controlled equipment, which may result in bodily injury or damage to the equipment.STACKINGThe INVERTEC ®machine may be stacked 3 high. Be sure to locate the machines on a firm level surface and align the pins in the roofs of the lower unit with the holes in the base of the upper unit.Two INVERTEC ®CV /CC machines can be stacked together through the two holes ( 1.1 ) and the two pins ( 1.2 ). Please see FIGURE A.1.The INVERTEC ®CV/CC machine can be moved using the handles ( 1.3 ). Please see FIGURE A.1.FIGURE A.1INPUT POWER AND GROUNDING CONNECTIONOnly a qualified electrician should connect theinput leads to the INVERTEC ®. Connections should be made in accordance with the connectiondiagram. Failure to do so may result in bodily injury or death.Open the input box on the rear of the case. Use a three-phase supply line, the three live wires should go through the three holes of the input wire holder and be securely clamped and fixed. Connect L1, L2, L3 and ground according to the Input Supply Connection Diagram decal, refer to Figure A.2 on this page.Make sure the amount of power available from the input connection is adequate for normal operation of the machine. Refer to the Technical Specifications at the beginning of this Installation section for recommended fuse and wire sizes. Fuse the input circuit with the recommended super lag fuse or delay type breakers. Using fuses or circuit breakers smaller thanrecommended may result in “nuisance” shut -offs from welder inrush currents, even if the machine is not being used at high currents.WARNINGFIGURE A.2PROCESS SELECTIONS AND CONNECTIONSELECTRIC SHOCK can kill. ∙ Only qualified personnel should perform this installation.∙ Turn the input power OFF atthe main switch or fuse box before working on this equipment. Turn off the input power to any other equipment connected to the welding system at the main switch or fuse box before working on the equipment.∙ Do not touch electrically “H ot ” parts.Always connect the INVERTEC ®grounding lug (located at the rear of the case) to a proper safety(Earth) ground. INVERTEC ®is for use on a 4 wire system with earthed neutral.WORK CONNECTIONConnect a work lead of sufficient size between the proper output stud on the power source and the work. Be sure the connection to the work makes tight metal to metal electrical contact. Poor work lead connections can result in poor welding performance.To avoid interference problems with other equipment and to achieve the best possible operation, route all cables directly to the work and wire feeder. Avoid excessive lengths and do not coil excess cable.Cable sizes are increased for greater lengths primarily for the purpose of minimizing cable drop.Minimum work and electrode cable sizes are as follows:Note: The recommended cable size may need to change depending on its quality. When the rated current flow goes through, the total voltage drop on ground cable and electrode cable must not exceed 4 volts.GMAW PROCESS ( CV MODE ) WIRE FEEDER CONNECTION1. PWF WIRE FEEDER ( FIGURE A.3 )WORKFIGURE A.32. LN-25 PRO FEEDER ( FIGURE A.4 )FIGURE A.4 3. GTAW PROCESS ( CC MODE ) CONNECTION ( FIGURE A.5 )GASREGULATORFIGURE A.54. SMAW PROCESS ( CC MODE ) CONNECTION ( FIGURE A.6 )WORKFIGURE A.6For secure electrical connection, the screwsconnecting the output terminals and cables mustbe tightened. Damage may occur to the output studor welding performance maybe compromised.6-PIN PWF WIRE FEEDER CONNECTORINSTRUCTIONPlease see FIGURE A.7 and TABLE A.2 for moredetails.6-PIN AMPHENOL CONNECTOR INSTRUCTIONCAUTIONFIGURE A.7 FIGURE A.8Read this entire section of operatinginstructions before operating the machine.ELECTRIC SHOCK can kill. ∙ Do not touch electrically live parts or electrode with skin or wet clothing.∙ Insulate yourself from work and ground.∙ Always wear dry insulating gloves.FUMES AND GASES can be dangerous.∙ Keep your head out of fumes. ∙ Use ventilation or exhaust to remove fumes from breathing zone.WELDING SPARKS can cause fire or explosion.∙ Keep flammable material away.∙ Do not weld on closed containers.ARC RAYS can burn eyes and skin.∙ Wear eye, ear and body protection.PLEASE SEE ADDITIONAL WARNINGOPERATOR’S MANUAL.DUTY CYCLEThe duty cycle of a welding machine is the percentage of time in a 10 minute cycle at which the welder can operate the machine at rated welding current.60% duty cycle:Weld for 6 minutes Break for 4 minutesExcessive extension of the duty cycle will cause the thermal protection circuit to activate.THERMAL PROTECTIONThe INVERTEC ®machine is equipped with a thermal protection device. When the machine has gone into thermal overload, the output will be turned off and the thermal indicator light will be turned “ON“. When the machine has cooled to a safe temperature, the Thermal Indicator Light will go out and the machine may resume normal operation.Note: For safety reasons the machine ’s welding output will not come on after a thermal shutdown until the output is disabled and re-enabled.WARNINGOPERATIONAL FEATURES AND CONTROLSFRONT PANEL (SEE FIGURE B.1)1. ON/OFF POWER SWITCHSwitch up power on; Switch down power off.2. THERMAL INDICATORThis status light illuminates when the power source has been driven into thermal overload. The indicator light also momentarily turns on during start up.3. WELDING MODE SELECTIONIINVERTEC CV/CC500 includes 7 following modes:∙FCAW-GS.It is for gas shielded flux cored wire arc welding. ∙GMAW STEEL CO2.It is for gas shielded solid wire arc welding with100% CO2.∙GMAW STEEL Ar/CO2.It is for gas shielded solid wire arc welding withmixed gas.∙GMAW AL.It is for gas shielded solid aluminum wire arcwelding.∙GMAW STAINLESS.It is for gas shielded stainless steel wire arcwelding.∙SMAW.It is for stick mode.∙GTAW.It is for TIG mode. INVERTEC CV/CC500 mustapply “touch start” for arc start.4. DIGITAL INDICATION CURRENT METERThis meter displays the welding current value.5. DIGITAL INDICATION VOLTAGE METERThis meter displays the welding voltage setting, the open circuit voltage or actual welding voltage. INVERTEC CV/CC500 can set output voltage from 10 to 45V.6. CRATER CURRENTThis knob sets the value of output current (wire feeding speed) when INVERTEC® CV/CC machine works at crater time.7. CRATER VOLTAGEThis knob sets the value of output voltage when INVERTEC® CV/CC 500 works at crater time.8. HOT STARTThis knob can be used for setting the additional value of output voltage or current when INVERTEC® CV/CC 500 starts arc.9. ARC CONTROLThis knob control the arc output characteristic. When it is turned clockwise, the arc is crisper. When it turned anti-clockwise,the arc is softer.10. LOCAL OUTPUT CONTROLWhen set item 11 into “LOCAL”, The output voltage ( CV mode ) or output current ( CC mode ) will bepreset and adjusted by this knob.11. CONTROL TYPE SELECTIONINVERTEC CV/CC500 includes 3 types following control methods:∙LOCAL/LN-25PRO.It is for selecting local control output, please seeitem 10. Please take more attention on thisposition, INVERTEC CV/CC500 will have OCVoutput in CV mode just like there is also OCVoutput in SMAW mode.∙PWF FEEDER.It is for welding in CV mode with PWF feeder. ∙REMOTE/LN-25PRO.It is for remote control output with a remotecontroller connected to item 16.12. WIRE DIAMETER SELECTIONINVERTEC® CV/CC500 is designed for ≤Φ1.0, Φ1.2-1.4 and ≥Φ 1.6 wires.13. 2-STEP AND 4-STEP SELECTIONThis toggle switch enables the selection of 2-STEP or 4-STEP operation mode without or with craterfunction. 2-STEP mode - no crater output after userrelease the trigger. 4-STEP mode – crater functioninitiates when uses “Clicks” trigger again afterreleasing it. Please see FIGURE B.3 and B.4 to know the more details of time sequence of INVERTEC®CV/CC 500.Irregular welding performance will occur if item 13 is in the incorrect position.14. NEGATIVE OUTPUT STUD15. POSITIVE OUTPUT STUD16. 6-PIN AMPHENOL CONNECTORPlease see the FIGURE A.8 for the details of theconnection. Recommend the standard remotecontroller for GTAW mode is K870 ( Foot amptrol );and standard remote controller for SMAW is K857 (Pot control ).17. 6-PIN PWF WIRE FEEDER CONNECTORPlease see the FIGURE A.7 for the details of theconnection.REAR PANEL (PLEASE SEE FIGURE B.2).18. INPUT BOXThis insulation box is used to cover the inputconnections.This insulation box must be secure before turning on the main power supply.19. INPUT CABLE HOLDING BRACKETThis bracket securely holds the three phase powercables in place.20. GROUND LEAD CONNECTIONConnect the ground lead to the paint-free location on the case back by securing its lug-end with the screw into the case hole.21. AUX. VOLTAGE RECEPTACLEExport type machine: This is a 220V 200W max.auxiliary power output socket, for plugging gas heater. Only Plug the correct gas heater into this receptacle. DO NOT plug other electric devices into the receptacle, otherwise damage may occure to the INVERTEC® machine. 22. FUSE AND FUSE HOLDERExport type machine: 250V 2A fuse is used to protect the auxiliary 220V power outletFIGURE B.1 FIGURE B.2FIGURE B.3 FIGURE B.4DIP SWITCH DESCRIPTIONSINVERTEC® CV/CC machine offers a DIP switch onthe control board, which allows user to have additional features. There are 8 individual switches integratedinto this DIP switch ( Please see FIGURE B.5 below ).All the initial factory settings in the OFF position.1. PREFLOW ON/OFF SWITCHThis switch enables preflow before turning on output voltage. Please see FIGURE B.3 for detail.2. CRATER INITIAL MODE SWITCHIt enables the crater output right after the arc isestablished. The initial crater output is a bufferbetween arc start and regular welding output. Thisfunction offers a smoother arc start. The welding ofthin metal or spot welding can be enhanced using this funcion. Please see FIGURE B.6 for detail.3. CRATER REPLS MODE SWITCHShould the operator find a visible crater appearingafter releasing the trigger, and within 2 seconds,activating the trigger again the power source willcontinue output at crater voltage and current to fill this crater. For more details, please see FIGURE B.6. 4. TEST MODE SWITCHIt enables a test procedure to test the control knobs and the toggle switches, when the DIP switch 4 is ON and the other DIP switches are OFF. The DIP switch should be OFF when user prepares to weld.5. RESERVED6. RESERVED7. CABLE DROP COMPENSATION ON/OFF SWITCHEnables long welding and work cable drop voltagecompensation. When the cables are longer than 20M, this function should be turned on.8. WFS CALIBRATION SWITCHWFS calibration can be achieved when DIP switch 2,3 and 8 are ON and the other DIP switches are OFF.The DIP switch should be OFF when the userprepares to weld.FIGURE B.5FIGURE B.6D-1D-1K60051-1 INVERTEC CV/CC 500 Parts List•World’s Leader in Welding and Cutting•THE SHANGHAI LINCOLN ELECTRIC COMPANYNo. 195, Lane 5008, Hu Tai Rd. Baoshan, Shanghai, PRC 201907。
林肯焊机Invertec CV 500服务培训-2009.12.30-测试部分

2009-12-301电源前面板一、通过该测试可以快速的确定各个开关是否工作正常;二、通过该测试可以能够查看最近出现过的14个历史故障代码,并能够删除这些历史故障代码2009-12-302数显表负输出端前面板状态指示灯电压表电源开关控制电缆连接口手柄认识电源前面板4数字电压表数字电流表过热指示灯控制面板部分认识电源前面板收弧模式开关检气/焊接转换开关焊丝种类选择CO2/Ar+CO2选择开关焊丝直径选择开关收弧电流电位器收弧电压电位器电弧特性控制认识电源控制面板上的开关2009-12-306冷送丝按钮检气按钮电流调节旋钮电压调节旋钮压紧轮旋钮2009-12-30控制电路板DIP 高级功能开关PC 板在焊接电源内的位置OFFON2009-12-308DIP 功能开关的位置和顺序DIP 功能开关设在焊机主板上,面对焊机,从左手向右手数依次为1,2,3,4,5,6,7,8,该开关设置在上边为开,即ON 状态;开关打在下边位置为关,即OFF 状态。
下图为全开状态。
OFFON81234567OFF ON控制板上的DIP开关的功能1 预送气(ON启用OFF关闭)2 起始弧坑模式输出(ON启用OFF关闭)3 反复填弧坑(ON启用OFF关闭)4 测试模式5 待定6 待定7 长电缆补偿(ON启用OFF关闭)8 送丝速度校正出厂设置全部在OFF位置。
2009-12-3092009-12-30104#开关:测试模式开关设置:第4#开关设置在ON 的位置,则启用了测试模式。
如下图所示:功能说明:这个开关设置在ON 的位置,其他开关设置在OFF 的位置时,可以测试面板的电位器旋钮和开关的好坏。
81234567OFF ON注意:在焊接的时候,该开关必须设置在OFF 的位置INVERTEC ®CV 500功能性测试及错误代码显示•面板上开关和电位器的位置:收弧开关-置于“关”位置气流调整/ 焊接开关-置于“焊接”位置焊丝直径置于位置电弧特性控制电位器-调至“最小”收弧电流电位器-调至“最小”保护气选择开关Ar/CO2 / CO2 -置于“Ar/CO2 ”位置收弧电压电位器-调至“最小”2009-12-3012送丝机上的电压旋钮-调至“最小”送丝机上的电流旋钮-调至“最小”功能性测试及错误代码显示•送丝机控制盒上开关和电位器的位置:开机过程顺时针旋转收弧电流电位器从0到10数值将从0到100变化左边电流表显示“1”(代表测试步骤1,下同),右边电压表即将显示0到100来表示电位器的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2009-12-301
电源前面板
一、通过该测试可以快速的确定各个开关是否工作正常;
二、通过该测试可以能够查看最近出现过的14个历史故障代码,并能够删除这些历史故障代码
2009-12-302
数显表
负输出端
前面板
状态指示灯
电压表电源开关
控制电缆连接口
手柄
认识电源前面板
4
数字电压表
数字电流表
过热指示灯
控制面板部分
认识电源前面板
收弧模式开关
检气/焊接转换开关
焊丝种类选择
CO2/Ar+CO2选择开关
焊丝直径选择开关
收弧电流电位器
收弧电压电位器
电弧特性控制
认识电源控制面板上的开关
2009-12-30
6
冷送丝按钮
检气按钮
电流调节旋钮
电压调节旋钮
压紧轮旋
钮
2009-12-30
控制电路板
DIP 高级功能开关
PC 板在焊接电源内的位置
OFF
ON
2009-12-30
8
DIP 功能开关的位置和顺序
DIP 功能开关设在焊机主板上,面对焊机,从左手向右手数依次为1,2,3,4,5,6,7,8,
该开关设置在上边为开,即ON 状态;开关打在下边位置为关,即OFF 状态。
下图为全开状态。
OFF
ON
8
1234567OFF ON
控制板上的DIP开关的功能
1 预送气(ON启用OFF关闭)
2 起始弧坑模式输出(ON启用OFF关闭)
3 反复填弧坑(ON启用OFF关闭)
4 测试模式
5 待定
6 待定
7 长电缆补偿(ON启用OFF关闭)
8 送丝速度校正
出厂设置全部在OFF位置。
2009-12-309
2009-12-30
10
4#开关:测试模式
开关设置:
第4#开关设置在ON 的位置,则启用了测试模式。
如下图所示:
功能说明:
这个开关设置在ON 的位置,其他开关设置在OFF 的位置时,可以测试面板的电位器旋钮和开关的好坏。
8
1234567OFF ON
注意:在焊接的时候,该开关必须设置在OFF 的位置
INVERTEC ®CV 500
功能性测试及错误代码显示•面板上开关和电位器的位置:
收弧开关-置于“关”位置
气流调整/ 焊接开关-置于“焊接”位置
焊丝直径置于位置
电弧特性控制电位器-调至“最小”
收弧电流电位器-调至“最小”
保护气选择开关
Ar/CO2 / CO2 -置于“Ar/CO2 ”位置
收弧电压电位器-调至“最小”
2009-12-30
12
送丝机上的电压旋钮-调至“最小”
送丝机上的电流旋钮-调至“最小”
功能性测试及错误代码显示
•送丝机控制盒上开关和电位器的位置:
开机过程
顺时针旋转收弧电流电位器从0到10数值将从0到100变化
左边电流表显示“1”(代表测试步骤1,下同),右边电压表即将显示0到100来表示电位器的位置。
旋转收弧电流电位器,其值应该在0到100之间可调,并且必须是连续可调。
下一步呢???
顺时针旋转收弧电压电位器从0到10数值将从0到100变化
左边电流表显示“2”
右边电压表即将显示0到100来表示电位器的位置。
旋转收弧电压电位器,其值应该在0到100之间可调,并且必须是连续可调
下一呢???
INVERTEC ®CV 500
步骤3: 电弧特性控制电位器连接测试
顺时针旋转电弧特性电位器从-10到0数值从0到50顺时针旋转电弧特性电位器从0到10数值从50到100
左边电流表显示“3”
右边电压表即将显示0到100来表示电位器的位置。
调节电弧特性电流电位器,其值应该在0到100之间可调,并且必须是连续可调
步骤4: 送丝机上焊接电压电位器连接测试
顺时针旋转焊接电压电位器从0到10数值从0到100
左边电流表显示“4”
右边电压表即将显示0到100来表示电位器的位置。
旋转焊接电压电位器,其值应该在0到100之间可调,并且必须是连续可调。
步骤5: 送丝机上焊接电流电位器连接测试
顺时针旋转焊接电流电位器从0到10数值从0到100
顺时针旋转焊接电流电位器
旋转焊接电流电位器,其值应该在0到100之间可调,并且必须是连续可调。
左边电流表显示“5”
右边电压表即将显示0到100来表示电位器的位置。
步骤6: 拨动开关及按钮连接测试-1
左边电流表显
示“6”所有开关都处于初始
位置时,右边电压表
即将显示“9”。
2009-12-3020
步骤6: 拨动开关及按钮连接测试-2
扣动焊枪开关,右边电压表即将显示“41”。
松开焊枪开关,右边电压表显示又会回到“9”。
按下送丝机上的检气开关按钮,右边电压表即将显示“73”。
按下红色
开关
21
按下送丝机上的冷送丝开关按钮,右边电压表即将显示“137”。
松开冷送丝开关,右边电压表显示又会回到“9”。
按一下白色开关
左边电流表显
示“6”
右边电压表显示“13”。
置于焊接位置,右边电压表显示又会回到“9”。
焊机面板上的“检气/焊接”开关置于检气位置,
下一步呢???
左边电流表显示“6”右边电压表即将显示“25”。
置于实心位置,右边电压表显示又会回到“9”。
焊机面板上的“检
气/焊接”开关置于
检气位置,下一步
INVERTEC
®CV 500步骤7: LED 灯测试热保护指示灯亮说明该指示灯正常的
电压表下面的这个电压指示灯亮;说明显示板正常
看下一步
面板电流电压显示
“8.8.8.”“8.8.8.”
INVERTEC
®CV 500步骤8: 控制板里的焊接软件版本号显示下呢???
左边电流表显示“8”
显示软件的版本
号:现在显示的Weld 的版本号
INVERTEC ®CV 500步骤9: 控制板里的马达软件版本号显示
下一步呢???
左边电流表显示“9”
显示软件的版本
号:现在显示的Motor 的版本号
步骤10: 开关板里的启动软件版本号显示
下一步呢???
左边电流表显示“10”
显示软件的版本号:现在显示的开关板里的启动软件版本号显示
步骤11: 开关板里面的主程序代码版本号显示
下一步呢???
左边电流表显示“10”
显示软件的版本号:现在显示的开关板里面的主程序代码版本号显示
•接下来显示:最近出现过的错误代码。
从E00 到E14。
E00是最近出现过的错误代码,E14是最远的错误代码。
下一步???下一步
???直到最远故障代码E14
2009-12-3031 PDF created with pdfFactory Pro trial version 。