林肯焊机软件介绍
林肯焊机说明书
林肯焊机说明书Ⅰ.机械安装1.机头安装安装应牢固以防起弧时机头移动,注意机头与工作电缆应与地绝缘。
根据需要,可装在垂直调节器/水平调节器/行走小车上,所定的机头出厂前根据用户的订购模式安装送丝比率,当改变焊丝直径时需改变送丝轮和导向管。
对不同直径的焊丝需调节随动轮压力调节螺丝,焊丝分两档0.9-2.4mm和3.0-5.6mm。
根据需要调节,对较软的焊丝,压力宜小一点。
出厂时送丝轮设为正转(如图所示方向),但安装板可转动180º,并对换校直器和导电杆,送丝轮转动方向通过改变控制箱内接线上626,627号线来实现。
一般用25kg送丝盘。
NA-3S/NA-4/NA-3SF出厂时所装焊丝校直器的焊丝直径大于2mm以上。
机头安装好后,通过校直器和送丝导向管安装焊丝(其入口处为倒圆)而出丝导向管入口处为倒角)。
2.控制箱安装控制箱在标准行走小车或其它的机架上,当装在其它机架上时,打开控制箱后盖,按照控制箱底板上的安装孔固定控制箱。
3.导电杆组件国内一般常用K231 和K226●K231 导电杆组件:一般用于600A,更高电流可能引起导电嘴磨损坏。
适用于Ф2.4-5.6mm,对不同焊丝需不同导电嘴。
对Ф2.0-2.4mm焊丝还需导电嘴选配件和导丝管。
把工件电缆控制接到导电杆上,用螺栓拧紧,不用完全校直焊丝,以保持良好的电接触。
把焊剂漏斗的软管接到锥形组件的开口处。
要注意经常更换坏的导电嘴。
●K226 压钳式导电杆:一般用于600-1000A。
K226-T 由两个锥形夹组成用于Ф2.4-3.2mm。
K226R由一个锥形夹和一个方形夹组成,用于Ф3.2-5.6mm。
导电杆装在机头的下部,注意锥形夹的斜坡应朝向工件移动方向。
压钳应与导向管对直,通过调节夹钳一侧的螺丝来调节。
Ⅱ.电气安装1.电缆连接需600W,115V/50AC(其中,350W 给送丝电机和控制电路,250W 给行走电路)●从机头到控制箱:所有的工件电缆都接到控制箱后部,每个机头都带1.2m 长电机电缆和1.2m 长焊剂斗电缆,插到控制箱一侧对应的接口内。
林肯V350-PRO焊机产品说明书
E5.91PC Page 2 of 2 4/00
V350-PRO’s LED’s are bright and easy to read.
V350-PRO has easier set-ups.
Yes 5 modes
Similar.
V350-PRO has custom pipe welding output.
Arc control
Yes
Yes
Yes
Vt range.
V350-PRO has input voltage flexibility to go anywhere.
at 350 Amp output V350-PRO gives
50/25 Amps
power cost savings.
No. Handles on top. Machine hits knees when carrying
17 x 12.5 x 24
Weight
77 lbs.
76 lbs.
Thermal 400 GMS
Yes
Yes, Lift-Start™
Yes
No
Yes
Plastic overhang, no door protection Exposed on front
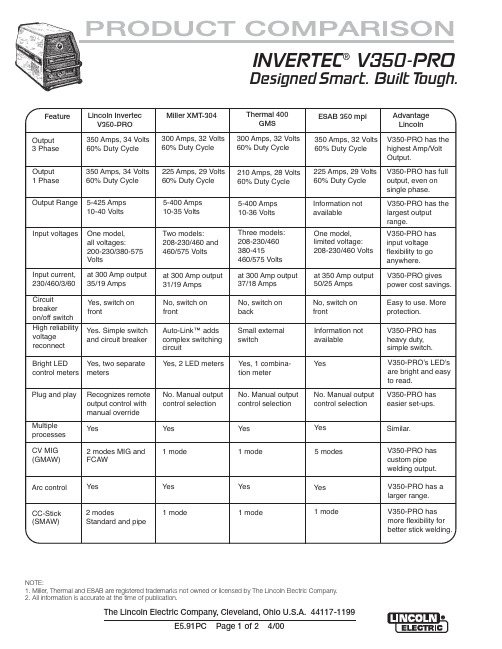
INVERTEC® V350-PRO
Designed Smart. Built Tough.
Feature
Output 3 Phase
Lincoln Invertec V350-PRO
350 Amps, 34 Volts 60% Duty Cycle
林肯电焊机操作手册说明书

SP-100OPERA TOR'S MANUALFor use with machines having Code Number 9284 and above .Sales and Service through Subsidiaries and Distributors WorldwideWorld's Leader in Welding and Cutting Products Premier Manufacturer of Industrial MotorsIM366-BNovember 1993Safety Depends on YouLincoln arc welding equipment is designed and built wit h safet y in mind. However, your overall safety can be increased by proper instal-lat ion ... and t hought ful operat ion on your part.DO NOT INSTALL OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READ-ING THIS MANUAL AND THE SAFETY PRECAUTIONS CON-TAINED THROUGHOUT.And,most importantly, think before you act and be careful.9284; 9429; 9521; 9522; 9725;9726; 9794; 9795; 10050Thank Youfor selecting a QUALITY product by Lincoln Electric.We want you to take pride in operating this Lincoln Electric C ompany product ••• as much pride as we have in bringing this product to you!Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection. The level of seriousness to be applied to each is explained below:PRODUCT DESCRIPTIONThe SP-100, Type K462, is a complete semiautomatic constant voltage DC arc welding machine. Included is a solid state controlled, single phase constant voltage transformer/ rectifier power source and a wire feeder for feeding .023 – .030" (0.6 – 0.8 mm) solid steel electrode and .035" (0.9 mm) cored electrode.The SP-100 is ideally suited for individuals having access to 115 volt AC input power, and wanting the ease of use, quality and dependability of both gas metal arc welding or GMAW (also known as MIG welding) and the Innershield®electrode process (self-shielded flux-cored or FC AW). A convenient chart is mounted inside the wire feed section door for setting welding procedures for 24 gauge through 12 gauge (0.6 – 2.5 mm) mild steel (Chart also may be found in this manual). The SP-100 is a rugged and reliable machine that has been designed for dependable ser-vice and long life.RECOMMENDED PROCESSES AND EQUIPMENTThe SP-100 can be used for welding mild steel using the GMAW, single pass, process which requires a supply of shielding gas or it can be used for the self-shielded, Innershield electrode process.The recommended gas and electrode for GMAW is welding grade CO2gas and .025" (0.6 mm) diameter Lincoln L-56 mild-steel welding wire [supplied on 12 1/2 lb (6 kg) spools]. For 14 gauge (2.0 mm) and thin-ner, CO2gas is recommended because it gives equal or better performance than a blended gas at a lower cost. A mixed gas consisting of 75 to 80% Argon and 20 to 25% CO2is recommended for welding on heav-ier gauge [12 gauge (2.5 mm) for example] steel.The recommended electrode for the self-shielded process is .035" (0.9 mm) diameter Lincoln Innershield NR-211-MP on 10 lb (4.5 kg) spools. This electrode can be used for all position welding of 20 gauge through 5/16" (1.0 – 8.0 mm) thick steel [multi-ple passes are required for 1/4" and 5/16" (6.0 and 8.0 mm)].OPTIONAL ACCESSORIES1.K463 CO2G as Regulator and Hose Kit—Includes a preset, nonadjustable pressure and flow regulator for use on C O2cylinders. Also included is a 10 foot (3.0 m) gas hose which con-nects to the rear of the SP-100.2.K499 Ar-Mixed Gas Regulator and Hose Kit—Includes a preset, nonadjustable pressure and flow regulator for use on argon-mixed gas cylin-ders. Also included is a 10 foot (3.0 m) gas hose which connects to the rear of the SP-100.3..035 (0.9 mm) Innershield®Welding Kit —Includes a contact tip, a gasless nozzle and a cable liner to permit the SP-100 gun and cable to use a .035" (0.9 mm) diameter flux-cored elec-trode. Also included is a spool of .035 (0.9 mm) Innershield®NR-211-MP.Two kits are available:K549-1 kit is for use with the Magnum™100L gun (with red trigger).K464 kit is for use with the original Lincoln Electric®gun (with black trigger).4.M15448-1 Reversible Drive Roll with doubleknurled grooves for .035 cored electrode.5.K467 Input Line Cord — Same as line cord sup-plied with the SP-100 but has a NEMA type 5-20P plug for use on 25 amp branch circuits.To install optional features refer to instructions included with the kit, and/or in this manual.INSTALLATIONDESCRIPTION OF CONTROLSBecome familiar with the SP-100 controls and compo-nents before attempting to weld. Refer to illustrations and lettered items below for brief descriptions.A.Wire speed — Controls the wire speed from 50 –400 in./min (1.3 – 10 m/min). The control can be preset on the dial to the setting specified on the SP-100 Application Chart located on the inside of the wire feed section door. Wire speed is not affected when changes are made in the voltage control. The control is marked (“olo”)B.Power ON/OFF switch — When the power is on,the fan motor will run and air will be exhausted out the louvers in the front of the machine. The welding output and wire feeder remain off until the gun trigger is pressed.C.Voltage control — A continuous control that givesfull range adjustment of power source output volt-age. Can be adjusted while welding.D.Thumbscrew — secures gun and cable assembly.E.Positive (+) and negative (–) output terminals.F.Shielding gas hose (factory installed, not shown)— routed from gas solenoid inside rear of machine to gun connector block.G.Gun trigger lead connectors.H.Circuit breaker — Protects machine from damageif maximum output is exceeded. Button will extend out when tripped. (Manual reset.)I.Wire spool spindle.J.Gas solenoid inlet fitting.K.Power cord.L.Spring loaded pressure arm — adjusts pressureof idle roll on wire.M.Wire feed gearbox and gun connector block.N.Wire feed section door — With application chartfor machine setting procedures.O.Gun cable and control lead access hole.P.Work cable access hole.LOCATIONLocate the welder in a dry location where there is free circulation of clean air into the louvers in the back and out the front. A location that minimizes the amount of smoke and dirt drawn into the rear louvers reduces the chance of dirt accumulation that can block air pas-sages and cause overheating.WORK CABLE AND CLAMP INSTALLATIONWork Clamp InstallationAttach the work clamp to the work cable per the fol-lowing:1.Unplug the machine or turn the power switch to the “Off” position.2.Insert the work cable terminal lug with the larger hole through the strain relief hole in the work clamp as shown below.3.Fasten securely with the bolt and nut provided.Work cableWork clampWork Cable Installation1.Open the wire feed section door on the right side ofthe SP-100.2.Pass the end of the work cable that has the termi-nal lug with the smaller hole through the hole (holeD) next to the louvers in the case front.3.Route the cable under and around the back of thewire feed unit.ing wing nut provided, connect the terminal lugto the negative (–) output terminal located above the wire feed unit; item M (make certain that both wing nuts are tight).NOTE: This connection gives the correct electrode polarity for the GMAW process. If using Innershield, see Output Polarity C onnection Section below for negative electrode polarity connection. OUTPUT POLARITY CONNECTIONThe SP-100, as shipped, is connected for positiveelectrode polarity.To connect for negative electrode polarity (required for the Innershield process), connect the short cable attached to the gun connector block to the negative (–) output terminal and the work cable to the positive (+) terminal using the provided wing nuts (make cer-tain that both wing nuts are tight).GUN INSTALLATIONAs shipped from the factory, the SP-100 gun is ready to feed .023, .024 or .025" (0.6 mm) wire. If .030" (0.8 mm) wire is to be used, install the .030" (0.8 mm) con-tact tip. .023 – .025" contact tip is stenciled .025 and/or 0.6 mm and .030" contact tip is stenciled .030 and/or 0.8 mm. See Maintenance Section for instruc-tions to change contact tip.If .035" (0.9 mm) Innershield flux cored wire is to be used, see Maintenance Section for instructions to change contact tip, cable liner, and gas nozzle.C onnect the gun cable to the SP-100 per the follow-ing:1.Unplug the machine or turn power switch to the off“O” position.2.Pass the insulated terminals of the gun trigger con-trol leads, one at a time, through the rectangular “keyhole” opening (item F) in the case front. The leads are to be routed under the wire feed unit and through the cable hanger on the inner panel.3.Insert the connector on the gun conductor cablethrough the large hole in the SP-100 case front.Make sure the connector is all the way in the metal connector block to obtain proper gas flow. Rotate the connector so control leads are on the underside and tighten the thumbscrew in the connector block.4.Connect the insulated control lead terminals to thetwo insulated 1/4" (6.4 mm) tab connector bushings located above the “Gun Trigger C onnection” decal in the wire feed section. Either lead can go to either connector. Form the leads so that they are as close as possible to the inside panel.WIRE FEED DRIVE ROLLThe SP-100 drive roll has two grooves; one for .023 –.025" (0.6 mm) solid steel electrode and the other for .030" (0.8 mm) solid and .035" (0.9 mm) flux-cored steel electrode. As shipped, the drive roll is installed in the .023/.025" (0.6 mm) position (as indicated by the stenciling on the exposed side of the drive roll).Replace the washer and retaining screw.connectors{Brass connectorIdle roll armRetaining ScrewWELDING WIRE LOADINGThe machine power switch should be turned to the OFF (“O”) position before working inside the wirefeed enclosure.------------------------------------------------------------------------The machine is shipped from the factory ready to feed 8" (200 mm) diameter spools [2.2" (56 mm) max. width]. These spools fit on a 2" (50 mm) diameter spindle that has a built-in, adjustable* friction brake to prevent overrun of the spool and excess slack in theWARNINGK499 Argon-Mixed Gas Regulator and Hose Kit Install the pressure-flow regulator and gauge to a cylinder according to the instructions in Section 1.10.C onnect one end of the 10 foot (3.0 m) hose to the SP-100 gas inlet fitting and the other end to the regu-lator fitting.The K499 argon-mixed gas pressure-flow regulator is preset by the manufacturer to deliver a nominal flow of 30 cubic feet per hour (14 1/min) of argon or argon-mixed gas. This setting cannot be changed..035" (0.9 mm) Innershield Welding KitIncludes a contact tip, gasless nozzle, and a cable liner to permit the SP-100 gun and cable to use .035 (0.9 mm) diameter flux-cored electrode. Also included is a spool of .035 (0.9 mm) Innershield®NR-211-MP. The K549-1 Kit is for use with the Magnum™100L gun (with red trigger). The fitting on the end of the liner is stenciled with the maximum rated wire size (.045"/1.2 mm).The K464 Kit is for use with the earlier “Lincoln Electric®” gun (with black trigger). The end of the brass fitting on the end of the liner for .035 (0.9 mm) wire is color coded green. The .023-.030 (0.6-0.8 mm) factory installed liner is color coded orange.See Maintenance and Troubleshooting Section for instructions on installing liner and contact tip in gun.K467 Input Line CordSame as line cord supplied with the SP-100 but has a NEMA type 5-20P plug for use on a 25 amp branch circuit with a nominal voltage rating of 115 volts to 125 volts, 60 hertz. Install per the following:1.Turn the SP-100 Power Switch to OFF (“O”).2.If connected, remove the line cord plug from powersupply receptacle.3.Remove the two screws that hold the line cordreceptacle in the SP-100 flanged inlet connector and disconnect the line cord from the SP-100.4.C onnect the S18410 input line cord receptacle tothe SP-100 and replace the retaining screws.OPERATING INSTRUCTIONS1.Decrease stickout2.Increase WFS (wire feed speed) (“oIo”)3.Decrease voltage (“V”)4.Increase speed5.Decrease drag angle6.Check for correct gas, if usedIf Arc Blow Occurs (in order of importance) (NOTE: Try different ground connection locations before adjusting procedures)1.Decrease drag angle2.Increase stickout3.Decrease voltage (“V”)4.Decrease WFS (wire feed speed) (“oIo”) andvoltage (“V”)5.Decrease travel speedTo Eliminate Stubbing (in order of importance)1.Increase voltage (“V”)2.Decrease WFS (wire feed speed) (“oIo”)3.Decrease stickout4.Increase drag angleStubbing occurs when the electrode drives through the molten puddle and hits the bottom plate tending to push the gun up.PROPER GUN HANDLINGMost feeding problems are caused by improper han-dling of the gun cable or electrodes.1.Do not kink or pull the gun cable around sharp cor-ners.2.Keep the gun cable straight as practical when weld-ing.3.Do not allow dolly wheels or trucks to run over thecables.4.Keep the cable clean per maintenance instructionsin this Operation Manual.5.Innershield electrode has proper surface lubrica-tion. Use only clean, rust-free electrode.6.Replace the contact tip when it becomes worn orthe end is fused or deformed.Low or no gas flow Cylinder valve closed Open cylinder valveGas flow not set correctly Set proper flow rateCylinder out of gas Get new cylinder of gasLeak in gas line Inspect and replaceClog or Leak in gun Check for obstruction or defective sealsArc unstable Wrong welding polarity Check polarity - Refer to proper sectionErratic or Intermittent Wrong size, worn and/or Replace tip - remove any spatter on end of tip Arc - Poor Starting melted contact tip"Hunting" ArcWorn work cable or poor connections Inspect - repair or replace as necessaryLoose electrode connections Be sure electrode lead is tight, gun cable tight inwire feeder contact block, gun nozzle and guntip tightM 16576S P 100 W I R I N G D I A G R A MNow Available...12th Edition The Procedure Handbook of Arc WeldingWith over 500,000 copies of previous editions publishedsince 1933, the Procedure Handbook is considered by many tobe the “Bible” of the arc welding industry.This printing will go fast so don’t delay. Place yourorder now using the coupon below.The hardbound book contains over 750 pages of weldinginformation, techniques and procedures. Much of this materialhas never been included in any other book.A must for all welders, supervisors, engineers anddesigners. Many welding instructors will want to use the bookas a reference for all students by taking advantage of the lowquantity discount prices which include shipping by4th class parcel post.$15.00postage paid U.S.A. Mainland How To Read Shop Drawings The book contains the latest information and application data on the American Welding Society Standard Welding Symbols. Detailed discussion tells how engineers and draftsmen use the “short-cut” language of symbols to pass on assembly and welding information to shop personnel.Practical exercises and examples develop the reader’s abilityto visualize mechanically drawn objects as they will appearin their assembled form.187 pages with more than 100 illustrations. Size 8-1/2” x 11”Durable, cloth-covered board binding.$4.50postage paid U.S.A. Mainland New Lessons in Arc Welding Lessons, simply written, cover manipulatory techniques;machine and electrode characteristics; related subjects,such as distortion; and supplemental information on arc welding applications, speeds and costs. Practice materials,exercises, questions and answers are suggested for each lesson.528 pages, well illustrated, 6” x 9” size, bound in simulated,gold embossed leather.$5.00postage paid U.S.A. Mainland Need Welding Training?The Lincoln Electric Company operates the oldest andmost respected Arc Welding School in the United States at itscorporate headquarters in Cleveland, Ohio. Over 100,000stu-dents have graduated. Tuition is low and the training is“hands on”For details write: Lincoln Welding School 22801 St. Clair Ave.Cleveland, Ohio 44117-1199.and ask for bulletin ED-80 or call 216-383-2259 and ask for the Welding School Registrar.Lincoln Welding School BASIC COURSE$700.005 weeks of fundamentals There is a 10%discount on all orders of $50.00 or more for shipment at one time to one location.Orders of $50 or less before discount or orders outside of North America must be prepaid with charge, check or money order in U.S. Funds Only.Prices include shipment by 4th Class Book Rate for U.S.A. Mainland Only.Please allow up to 4 weeks for delivery.UPS Shipping for North America Only.All prepaid orders that request UPS shipment please add:$5.00For order value up to $49.99$10.00For order value between $50.00 & $99.99$15.00For order value between $100.00 & $149.00For North America invoiced orders over $50.00 & credit card orders, if UPS is requested, it will be invoiced or charged to you at cost.Outside U.S.A. Mainland order must be prepaid in U.S. Funds. Please add $2.00 per book for surface mail or $15.00 per book for air parcel post shipment.METHOD OF PAYMENT:(Sorry, No C.O.D. Orders)CHECK ONE:Name:_______________________________________________Please Invoice (only if order is over $50.00)Address:_______________________________________________Check or Money Order Enclosed, U.S. Funds only_______________________________________________Credit Card - Telephone:_______________________________________________Signature as it appears on Charge Card:Account No.Exp Date |_|_||_|_|______________________Month Year USE THIS FORM TO ORDER:Order from:BOOK DIVISION, The Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199BOOKS OR FREE INFORMATIVE CATALOGSTelephone: 216-383-2211 or, for fastest service, FAX this completed form to: 216-361-5901.Lincoln Welding School Titles:Price Code Quantity Cost (ED-80)New Lessons in Arc Welding $5.00L Seminar Information Procedure Handbook “Twelfth Edition”$15.00PH (ED-45)How to Read Shop Drawings $4.50H Educational Video Information Incentive Management $5.00IM (ED-93)A New Approach to Industrial Economics $5.00NA James F. Lincoln Arc WeldingThe American Century of John C. Lincoln $5.00AC Foundation Book Information Welding Preheat Calculator $3.00WC-8(JFLF-515)Pipe Welding Charts $4.50ED-89SUB TOTALAdditional Shipping Costs if anyTOTAL COSTJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.(such as loss of business, etc.) caused by the defect or Sales and Service through Subsidiaries and Distributors Worldwide22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A. Tel. (216) 481-8100Premier Manufacturer of Industrial Motorsd。
林肯电焊机说明书

MAGNUM® PRO ROBOTIC GUNS DESIGNED FOR LONG LIFE.Thru-ArmExternal DressPublication E12.03 | Issue Date 07/24/20• Patented HexConnect ™ Gun Bushing- Delivers superior mechanical and electrical connectionresulting in longer expendable life. - Resists twisting and provides more points of contactfor current flow.• Fixed Electrical Connection- Robust design resists fatigue - Lasted over 1 milliontortuous flex cycles in extreme lab testing. - Competitive rotating designs can cause micro-arcingresulting in arc instability and potential shorter gun life.Tough Teflon ® Insulation• Single Tool Center Point (TCP) - No need to re-programwhen switching between the Magnum ® PRO 350 and 550 amp expendables.• Contact Tip Technology - Copper Plus ™ - more copper for better heat dissipation.- Anti-Seize ™ thread design on contact tips and diffuser.• Aluminum- Aircraft grade aluminum outer tube extends service.• Copper- High quality copper inner tube enhances electrical conductivity.Contact Tip for up to 550 AMagnum ®PRO 550 A ExpendablesGun Tube Insulator 550 A(1) 550 only350 A and 550 A Magnum ® PRO Expendable Parts are interchangeable. Interchanging will require gun tube insulator and gas diffuser changes. Customersmay choose to change expendable parts to standardize stocking parts or to make the gun more compact for tight spaces.(2)(2)Gas Diffuser for up to 550 A Slip-onGas Diffuser for up to 550 AThread-on (2) Jump liners and wire guides are only used on Thru-arm torches with wire brake.Gas Nozzlefor 550Thread-on 1/8 in. (3.2 mm) RecessedBottleneck Gas Nozzle for 550Thread-on 1/8 in. (3.2 mm)RecessedGENERAL OPTIONSRobotic Gun Tube Straightener Used in the event of a robot crash to check and correct robotic gun tube alignment. OrderK3193-1(Compatible with all standard KP3056-XX and KP3057-XX gun tubes)K3193-2(Compatible with all standard KP3354-XX and KP3355-XX gun tubes)EXTERNAL DRESS OPTIONS External Dress Torch Mounting KitsDesigned to mount the External Dress torch in the proper orientation for the application and fixturing presented to the robot. Consult Automation Division for correct mounting kit selection assistance. OrderKP2769-2222 Degree – Lincoln Electric Tool Center Point (TCP)KP2769-4545 Degree – Lincoln Electric Tool Center Point (TCP)KP2769-180180 Degree – Lincoln Electric Tool Center Point (TCP)KP3054-2222 Degree – Tregaskiss ® TCP, FANUC ® Solid Mount KP3055-2222 Degree – Tregaskiss ® TCP, Tregaskiss ® Clutch Mount KP3499-2222 Degree - Lincoln Electric Tool Center Point (TCP)for ABB and KUKA Robot Arms KP3499-4545 Degree - Lincoln Electric Tool Center Point (TCP)for ABB and KUKA Robot Arms KP3499-180180 Degree - Lincoln Electric Tool Center Point (TCP)for ABB and KUKA Robot ArmsExternal Dress Break-Away Disks Replaceable mounting interface disk designed to protect the robot arm by absorbing the effects of any damage in the event of a robot work envelope collision. OrderKP3194-1External Dress Break-Away Disk (Fanuc iB)KP3194-2External Dress Break-Away Disk (Fanuc 50 iC)KP3194-3External Dress Break-Away Disk (Fanuc iC)KP3194-4External Dress Break-Away Disk(ABB2600)KP3194-5External Dress Break-Away Disk(KR6, KR8, KR10)THRU-ARM OPTIONSThru-Arm Break-Away Disks Replaceable mounting interface disk designed to protect the robot arm by absorbing the effects of any damage in the event of a robot work envelope collision.See specification chart below for correct part number rWire Brake PlugPlug when removing wire brake from K4307-2 Order K3563-1Nose Cone Assemblies See specification chart below for correct part numberTorch HousingsSee specification chart below for correct part numberAir Blast KitBlows spatter from the nozzle orifice. Includes 20 ft (6.1 m) hose and fitting. Order K3352-1Thru-Arm Replacement Cable AssembliesSee specification chart below for correct part numberK466-10(1) K1500-3 Gun Receiver Bushing is required for Power Feed 10 series, LF series and LN-25 PRO wire feeders.(2)Terms are tradmarks of Illinois Tool Works.[3]Included with External Dress Torch [4]Included with Thru-Arm Torch(3)(3) Note that external dress guns include a 22 degree Lincoln Electric TCP gooseneck,liner and consumables. Mounting kit is not included.®®®®®®The Lincoln Electric Company22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • U.S.A.C USTO ME R ASSI STA NC E PO LICYThe business of The Lincoln Electric Company ® is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for information or advice about their use of our products. Our employees respond to inquiries to the best of their ability based on information provided to them by the customers and the knowledge they may have concerning the application. Our employees, however, are not in a position to verify the information provided or to evaluate the engineering requirements for the particular weldment. Accordingly, Lincoln Electric does not warrant or guarantee or assume any liability with respect to such information or advice. Moreover, the provision of such information or advice does not create, expand, or alter any warranty on our products. Any express or implied warranty that might arise from the information or advice, including any implied warranty of merchantability or any warranty of fitness for any customers’ particular purpose is specifically disclaimed.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.For best welding results with Lincoln Electric equipment, always use Lincoln Electric consumables. Visit for more detail.All trademarks and registered trademarks are the property of their respective owners.。
林肯TIG-375焊机操作手册
___________________________________________________________________________________________________ 故 障 排 除…………………………………………………………………………………………………………………E部分
A-1
安装
A-1
技术参数 TIG 375(K2623-1 出口-50/60Hz)
1111111111111111111111111111111111111111111111 额定单相输入 111111111111111111111111111111111111111111111
暂载率-应用
电压 ±10%
暂载率………………………………………………………………………………………………………………….B-1 推荐的工艺及设备…………………………………………………………………………………………………….B-2 控制和设置……………………………………………………………………………………………………...B-3至B-6 内部设置控制………………………………………………………………………………………………………….B-7 手工焊焊接功能……………………………………………………………………………………………………….B-7 TIG焊接功能…………………………………………………………………………………………………………..B-7
• 领导世界焊接和切割产品的先驱 • • 子公司和经销商提供的销售和服务遍布世界 • 美国俄亥俄州克里夫兰 44117-1199 电话:1.216.481.8100 传真:1.216.486.1751 网站:
林肯全球(Lincoln Global)K2382-4 K2382-5引擎驱动焊接机说明说明书

Publication E6.96 | Issue D a te 10/10© Lincoln Global, Inc. All Rights Reserved.ENGINE DRIVEN WELDERSProcessesStick, TIG, MIG, Flux-Cored, GougingProduct NumberK2382-4K2382-5See inside for complete specs Output Range50-250A AC/DC 14-28V CV Welding11,000 Watts Peak AC Generator10,000 Watts Continuous AC GeneratorRated Output - Current/Voltage/Duty Cycle250A AC/DC CC/25V/100%250A DC CV/25V/100%Number of Cylinders2HP @ Speed (RPM)23 @ 3,600 RPMWeight/Dimensions (H x W x D)602 lbs. (273 kg)29.9 x 21.5 x 42.3 in.(759 x 546 x 1074 mm)36.2 in. (920 mm) To Top of Exhaust TubePH: +1.216-481-8100 • Maintenance and RepairWeb Update: 05/12• XTra Protection! Engine door provides machine protection and easy service access.• Kohler® Command® 23 HP CH23S OHV Gasoline Engine.• Noise at rated load:- 100.7 dB sound power (Lwa)- 76.4 dBA sound level at 23 ft. (7 m)• Remote ready! 6-pin connector and local/remote switch for remote control operation. Also for AC/DC TIG Module use with foot orhand Amptrol™.• 12 gallon (45 Ltrs) fuel capacity allows you to run an extended day.• Circuit breaker on the 12V battery circuit provides added component protection.• Convenient truck or trailer mounting with front and rear holes in base.• Electric fuel pump avoids vapor lock. Assures consistent fuel deliveryin locations having a combination of high altitude, warm ambienttemperatures, and high anti-pollution additives in gasoline.• Combination electric fuel gauge and engine hour meter located oncontrol panel. Easily check both fuel level and hour operation. Fuelgauge helps you virtually eliminate running low on fuel during criticaljobs. Hour meter helps plan for scheduled engine maintenance.• Large top fuel filler neck is easily accessed for refueling.• Electric Start Switch for easy starts. Switch combines OFF, START, and IDLER functions into one simple, compact, easy to use switch.•Oil drain valve (no tools required) with removable extension tube.[ 2 ]| Ranger® 250 GXTArc Performance• X Tra Performance! Rated 250 amps/25 volts for AC, DC and CV. All rated outputs at 100% duty cycle 104°F (40°C).• AC/DC welding output for a broad range of stick electrodes, suchas Lincoln Excalibur® 7018 (AWS E7018) and Fleetweld® 5P+ (AWSE6010). Also capable of MIG, flux-cored, and TIG welding.• C hoose DC(+) for a deep penetrating arc or DC(-) for less penetration on thin sheet metal. Select AC for general purpose welding and excellent aluminum TIG welding.• S imple Output Range Selector can be used to select one of four amperage ranges with generous overlap for Stick/TIG welding, or two wire feed welding ranges.• F ine adjustment control allows you to dial in just the right welding output for each application.• A dd productivity with self-shielded flux-cored CV wire welding. Compatible with Lincoln LN-25 PRO wire feeder for use with a variety of wire electrodes.• Arc gouge with up to 3/16 in. (4.8 mm) carbon electrode. AC Generator Performance• X Tra Power! 11,000 watts peak AC generator power. Use peak power for motor starting.• X Tra Power! 10,000 watts continuous AC generator power – Most continuous power in its class. Designed for high capacity needs such as a back-up generator, powering a plasma cutter or an Invertec® inverter welder. Use also for lights, a grinder or other power tools.• D elivers up to 42 amps from the single 120V/240V full-KVA receptacle. Standard circuit breakers protect the machine as well as your power tools.• Delivers up to 40 amps from two 120V duplex receptacles.• G et two tools in one when you use the Ranger® 250 GXT as a power generator for emergency standby power, and/or for welding.• O ptional GFCI (Ground Fault Circuit Interrupter) Kit available for additional protection from electrical shock.• S imultaneous welding and AC auxiliary power — power up to 5,100 watts while welding at 180 amps (AC auxiliary power is reduced whenwelding simultaneously per table below).FuelHoursRanger ® 250 GXT | [ 3 ]1. Electric Fuel Gauge and Engine Hour Meter2. 6 Position Output Range Selector3. Circuit Breakers4. 120 Volt AC Receptacles (NEMA 5-20R)5. Output Stud Covers6. Ground Stud7. 120/240 Volt AC Full KVA Receptacle (NEMA 14-50R) 8. 6-Pin Remote Connector 9. Local/Remote Switch 10. Polarity Switch 11. Fine Output Control12. Engine Choke Control (Stainless Steel Cable) 13.Engine Start Switch with Idler Control1.2.3.4.7.9.8.10.11.12.13.• O il dip stick, filters, spark plugs, etc. are easily accessed with left, right and top engine doors. Left and right doors are removable for service.• A djust exhaust direction with top-mounted 360º rotatable exhaust muffler. Muffler made from aluminized steel for long life.• Red and black powder paint finish offers increased durability with added protection from rust and corrosion. Also ultraviolet resistant to better retain color and gloss.• Factory option available with stainless steel roof, case sides, and engine doors.• L onger engine life, reduced noise emissions and greater fuel economy with automatic engine idler.• Conveniently located engine maintenance label under top engine door.• A utomatic engine shutdown protection for low oil pressure.• Reliable start-up with Group 58 battery with 550 cold cranking amps.• Easy access battery cover.• D ependability and long life aided by all-copper windings in rotor and stator with high quality insulation.• Approved by Canadian Standards Association (CSA).• Manufactured under a quality system certified to ISO 9001 requirements.• Three-year Lincoln Electric warranty (parts and labor) on welder (engine is warranted separately by the manufacturer).• Backed by Lincoln’s Service Parts Commitment — We will shipin-stock parts within 24 hours of receipt of the order to anywhere within the U.S.5.6.[ 4 ] | Ranger ® 250 GXT(1) D C constant voltage capability provides convenience and added safety when welding in electrically hazardous conditions. (2)W h en welding, available auxiliary power will be reduced. Output voltage is with in +\- 10% at all loads up to rated capacity. (3) 120V will operate either 60 Hz or 50/60 Hz power tools, lights, etc.(4) Circuits cannot be wired in parallel to operate the same device.(5)Kohler ® warranty is 3 years.GENERAL OPTIONSPower Plug Kit (20 amp)Provides four 120V plugs rated at 20 amps each, and one dual voltage, full KVA plug rated at 120/240V, 50 amps. 120V plug may not be compatible with common household receptacles. Order K802NFull-KVA Power PlugOne dual voltage plug rated at 120/240V, 50 amps. (NEMA 14-50P) Order T12153-9Full - KVA Adapter Kit Provides convenient connection of Lincoln Electric equipment having a 240V AC 1-phase plug(NEMA 6-50P) to the full-KVAreceptacle on engine-driven welders. Order K1816-1GFCI Receptacle KitIncludes one UL approved 120V ground fault circuit interrupter duplex type receptacle andinstallation instructions. Replaces the factory-installed 120V duplex receptacle. Each receptacle of the GFCI duplex is rated at 20 amps. Maximum total current from the GFCI duplex is limited to 20 amps. Two kits required for all 120V receptacles on Ranger ® and Commander ® products. Order K1690-1Spark Arrestor KitAttaches to muffler exhaust tube. Virtually eliminates spark emissions. Order K1898-1Canvas CoverTo protect the engine drive when not in use. Made from attractive red canvas material that is flame retardant, mildew resistant and water repellent. Order K886-2All-Terrain UndercarriageFor moving by hand. Overall width27 in. (0.7 m). Includes heavy-duty puncture-resistant (inner tube andsealant) tires.Order K1737-1Factory UndercarriageFor moving by hand on smooth surface floors. Heavy-duty,puncture-resistant (inner tube andsealant) tires and front caster. Convenient steering handle. Order K1770-1Welding Gas Cylinder/LPG Tank HolderHolds welding gas cylinder or LPG tank (for products with LPG engine). For LPG: Use one holder for LPG tank and a second holder for welding gas cylinder. Both holders will attach to the K1770-1 undercarriage. Order K1745-1Small Two Wheel Welder TrailerFor heavy-duty road, off-road, plantand yard use. Includes pivoting jackstand, safety chains, and 13 in. (330mm) wheels. Stiff .120 in. (3.0 mm) welded rectangular steel tube frame construction is phosphate etched and powder coat painted for superior rust and corrosion resistance. Low sway suspension gives outstanding stability with manageable tongue weight. Wheel bearings are packed with high viscosity, high pressure, low washout Lubriplate ® grease. Includes a Duo-Hitch ™, a 2 in. (51 mm) ball/lunette eyecombination hitch. Overall width 60 in. (1524 mm) Overall length 110 in. (2794 mm). Order:K2635-1 TrailerK2639-1F ender & Light Kit K2640-1 Cable RackSTICK OPTIONSAccessory KitFor stick welding. Includes 35 ft. (10.7 m) #2/0 electrode cable with lug, 30 ft. (9.1 m) #2/0 work cable with lugs, headshield, filter plate, work clamp and electrode holder. 400 amp capacity. Order K704Accessory KitFor stick welding. Includes 20 ft. (6.1 m) #6 electrode cable with lug, 15 ft. (4.6 m) #6 work cable with lugs, headshield, filter plate, work clamp, electrode holder and sample pack of mild steel electrode. 150 amp capacity. Order K875Remote Control KitConsists of a control box with choice of two cable lengths. Permits remote adjustment of output.Order K857 for 25 ft. (7.6 m) Order K857-1 for 100 ft. (30.5 m)Remote Output Control with 120V AC ReceptaclesRemote weld output control box with two 120V AC receptacles having GFCI (ground fault circuit interrupter) protection. One cord for both remote and power. 100 ft. (30.5 m) length. Permits remote adjustment of weld output and power for tools (such as a grinder) at the work. (20 amp capacity). Order K2627-2TIG OPTIONSPro-Torch ™ PTA-26 TIG Torch Air-cooled 200 amp torch (2 piece separate power conductor and a braided gas hose). Order K1783-4Magnum ® Parts Kit for PTA-26V Provides all the torch accessories you need to start welding. Parts kit provides collets, collet bodies, a back cap, alumina nozzles and tungstens in a variety of sizes, all packaged in an easy to carry reclosable pack. Order KP509TIG ModulePortable, high frequency unit with gas valve for TIG welding. Rated at 300 amps/60% duty cycle. Order K930-2Control CableConnects TIG Module to power source. Comes with 9-pin TIGModule connector and power source 6-pin connector and 120V plug. Order K936-3Control Cable Extension Allows the TIG Module to be operated at distances up to 200 ft. (61 m) from the power source. Available in 45 ft. (13.7 m) sections. Order K937-45Hand Amptrol ™Provides 25 ft. (7.6 m) of remote current control for TIG welding. (6 pin plug connection). Velcro straps secure torch.Order K963-3 (one size fits all Pro-Torch ™ TIG torches).Foot Amptrol ™Varies current while welding for making critical TIG welds and crater filling. Depress pedal to increase current. Depressing pedal fullyachieves maximum set current. Fully raising the pedal finishes the weld and starts the afterflow cycle on systems so equipped. Includes 25 ft. (7.6 m) control cable. Order K870Contactor KitInstalls in the K930-2 TIG Module for use with welders without a contactor. Makes the TIG torch electrode electrically “cold” until the Amptrol ™ is activated. Order K938-1Docking KitSecures TIG Module to top of flat-roofed power source. Order K939-1Ranger ® 250 GXT | [ 5 ]120VWIRE FEEDER OPTIONSLN-25 PRO Wire FeederP ortable CC/CV unit for flux-cored and MIG welding with MAXTRAC®wire drive system. Includes gas solenoid and internal contactor. Order K2613-5K126 PRO Innershield® GunFor self-shielded wire with 15 ft. (4.5 m) cable. For .062-5/64 in. (1.6-2.0 mm) wire. Includes K466-10 Connector Kit.Order K126-12Drive Roll and Guide Tube KitFor cored or solid steel wire. Order KP1697-068for .068-.072 in. (1.8 mm) Order KP1697-5/64for 5/64 in. (2.0 mm)Magnum® PRO 350 Ready-Pak®15 ft., .035-5/64 in.Magnum® PRO MIG/flux-cored welding guns are rated 100% duty cycle. The guns are designed for high amperage, high duty cycle applications in extreme environments where heat-resistance and fast serviceability are key. Order K2652-2-10-45 Drive Roll and Guide Tube KitFor .035-.045 in. (0.9-1.1 mm) solidsteel wire.Order KP1696-1POWER MIG® 180CPremium compact wire welder withcontinuous voltage control for MIGand flux-cored welding. 30 to 180amp output range. Get input powerfrom the AC generator of the engine-driven welder with the K1816-1 Full-KVA Adapter Kit (required). Add theK2532-1 Magnum® 100SG SpoolGun for aluminum MIG welding.Order K2473-1Magnum® 100SG Spool GunDesigned to easily feed 4 in. (102mm) diameter 1 lb. (0.45 kg) spoolsof .030 in. (0.8 mm) or .035 in.(0.9 mm) diameter SuperGlaze®aluminum MIG wire. Includes gun,adapter kit, .035 in. (0.9 mm)contact tips (qty. 3), gas nozzle,and a 1 lb. (0.45 kg) spool ofSuperGlaze® 4043 .035 in. (0.9 mm)MIG wire. Packaged in a convenientcarrying case.Order K2532-1PLASMA CUTTINGTomahawk® 1000Cuts metal using the AC generatorpower from the engine-drivenwelder. Requires the T12153-9 Full-KVA Power Plug (1-Phase).Order K2808-1。
POWER WAVE S700 强波焊机操作手冊说明书

操作手冊註冊您的機器:/register 授權維修服務商及經銷商位置查詢:/locatorIMC10144-C| 發行日期5月17日© Lincoln Global, Inc. All Rights Reserved.適用機型編號:11957, 12503, 12740如需幫助,請撥打1.888.935.3877詢問維修服務代表營業時間:週一至週五上午8:00 至下午6:00 (美國東部時間)非營業時間:請登錄 ,使用「向專家詢問」服務。
林肯維修服務代表會在不晚於下一個工作日之前與您聯絡。
要獲得美國以外的維修服務,請發送電子郵件至:電子郵件地址:*********************************請保存備查購買日期編號: (例:10859)序列號:(例: U1060512345)vi目錄vi頁碼安裝..............................................................................................................................第A部分技術規範.......................................................................................................................A-1, A-2安全注意事項........................................................................................................................A-3合適的位置,起吊.........................................................................................................A-3疊放...............................................................................................................................A-3倾斜...............................................................................................................................A-3輸入與接地連接.............................................................................................................A-3機器接地........................................................................................................................A-3輸入連接...............................................................................................................................A-4輸入端熔斷器和電源線..................................................................................................A-4輸入電壓選擇.................................................................................................................A-4重新連接圖...........................................................................................................................A-5高頻保護........................................................................................................................A-5系統概述與接線圖.................................................................................................................A-5接線圖..............................................................................................................A-6 至A-13建議的工件電纜規格....................................................................................................A-14輸出電纜指南......................................................................................................................電纜電感及其對焊接的影響.......................................................................................................A-16遠程感應引線技術規範................................................................................................A-16多電弧系統的電壓感應注意事項..................................................................................A-17圓周型應用..................................................................................................................A-18控制電纜連接......................................................................................................................A-19 ________________________________________________________________________________操作..............................................................................................................................第B部分安全注意事項........................................................................................................................B-1電源啟動次序.................................................................................................................B-1占空比...........................................................................................................................B-1圖形符號................................................................................................................B-1, B-2產品描述...............................................................................................................................B-3建議工序和設備....................................................................................................................B-3設備限制...............................................................................................................................B-3設計特點...............................................................................................................................B-4機箱前部控制裝置.................................................................................................................B-5機箱後部控制裝置.................................................................................................................B-6常用焊接工序.............................................................................................................B-7 至B-9 ________________________________________________________________________________附件................................................................................................................第C部分套件、選配件和附件..............................................................................................C-1現場安裝選項.........................................................................................................C-1 ________________________________________________________________________維護................................................................................................................第D部分安全注意事項........................................................................................................................D-1目視檢查...............................................................................................................................D-1日常維護...............................................................................................................................D-1定期維護...............................................................................................................................D-1校準的技術規範....................................................................................................................D-1 ________________________________________________________________________________故障處理...............................................................................................................第E部分安全注意事項.........................................................................................................E-1如何使用故障處理指南...........................................................................................E-1借助LED 狀態燈進行系統問題的故障排除...................................................................E-2, E-3故障處理指南..................................................................................................E-4, E-5 ________________________________________________________________________________接線圖及尺寸示意圖.............................................................................................第F部分________________________________________________________________________零件資訊頁......................................................................................................................P-721 系列_______________________________________________________________________________POWER WAVE ®S700技術規範- POWER WAVE® S700建議輸入電線和熔斷器規格輸入電壓/ 三相/ 頻率380/3/50460/3/60500/3/60575/3/60延時型熔斷器或斷路器2電流強度(安培)9080706075C 型管路銅線(AWG美規)(IEC)40C 規格電線(104°F) 環境溫度6 (16)6 (16)8 (10)8 (10)最大輸入安培75625750額定輸出電源- 輸入電壓和電流型號K3279-1K3279-2占空比100% 額定值工序GMAWGMAW-PGTAWSMAW (手弧焊)FCAW-GSFCAW-SS輸入安培55/46/42/38待機功率(瓦)205W (關閉風扇時)360W (啟用風扇時)額定輸出時的功率因素0.95輸入電壓±10%380-415/440-460/500/5751. 基於美國國家電氣規範2. 也被稱為「逆時」或「熱/磁性」斷路器;具有延遲跳閘功能的斷路器跳閘作用隨著電流的增強而降低。
林肯电子公司的高压电焊机说明书
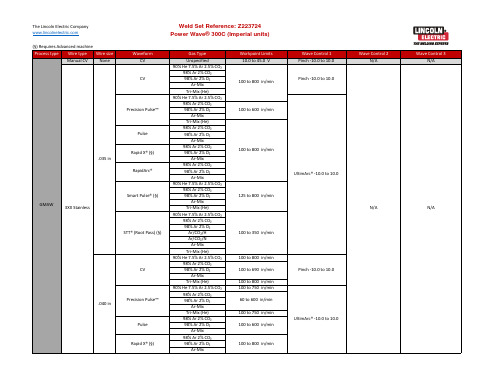
Ar-Mix Tri-Mix (He) 90% He 7.5% Ar 2.5% CO₂ 98% Ar 2% CO₂ 98% Ar 2% O₂
100 to 625 in/min
75 to 500 in/min
75 to 495 in/min
75 to 780 in/min
75 to 760 in/min
100 to 510 in/min
90 to 225 in/min
Wave Control 1 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0
100 to 600 in/min
100 to 645 in/min 100 to 625 in/min 100 to 645 in/min 90 to 250 in/min 125 to 700 in/min 150 to 750 in/min 125 to 800 in/min
Wave Control 1 UltimArc® -10.0 to 10.0
林肯焊机Power Wave ACDC 1000操作手册(中文版)
2.PF10A各项焊接参数的设置
2.6 起弧、收弧设置-Arc delay time 默认情况下,按一下按钮2,则指示灯start option亮,此时,显示屏上显示Arc delay time,拨动旋钮1可进行延迟时间的设置(0-5s),OFF表示0S。
2.PF10A各项焊接参数的设置
2.6 起弧、收弧设置-Arc strike 设定好ARC DELAY TIME 后再按一下按钮2,指示灯start option及WFS闪烁,显示 屏1上显示Arc strike,此时可拨动旋钮2进行起弧时送丝速度设置(10-200)
2.PF10A各项焊接参数的设置
2.6 起弧、收弧设置-crater time填弧坑时间 Start time设置完成后,再按一下按钮2,显示屏上显示crater time, 旋转旋钮1进行 熄弧时间设置(0-10s),OFF表示熄弧时间为0s,该设置不为0时,可拨动旋 钮2和旋钮3分别进行收弧电流及电压的调节
5.2.4按住储存按钮组的一号按钮2-5秒,将数据保存。
5.焊接实例 5.3.调整埋弧焊机头的角度和位置 焊丝干伸长32mm 焊枪角度0-3° 推角焊枪与底板的夹角:40°
5.4.设定焊接速度为22-23 Inch/min.
5.5.按下启动按钮开始焊接。
5.6.按下停止按钮停止焊接.
2.PF10A各项焊接参数的设置
2.6 起弧、收弧设置-burn back焊丝回烧时间 Crater time设置完成后,再按一次按钮2,可在0-2s间进行Burn back设置,再按 一下按钮2,则start option灯亮,显示屏上显示为arc delay time,回到默认状态。
3.焊接操作介绍
4.与设备相关的焊接资料
林肯焊机资料1
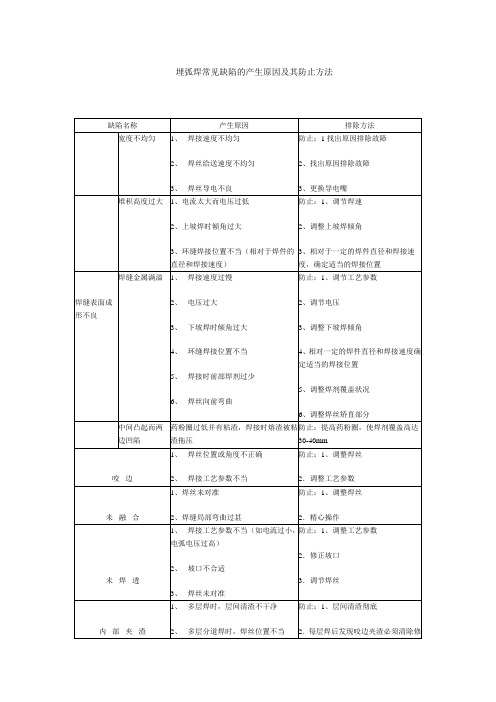
埋弧焊常见缺陷的产生原因及其防止方法林肯PowerPlus 系列焊机说明 (2010/07/12 16:45)(引用地址:未提供)目录: 公司动态浏览字体:大 中 小1PowerPlus 系列焊机 DIP 开关功能说明在处理客诉和回访时,发现很多客户对这些功能不太了解,有些客户在不了解的情况下 设置了这些开关,造成了设备使用上的故障。
这里对DIP 开关的功能作进一步说明。
一、位置和顺序复气 孔1、 焊剂未清理干净2、 焊剂潮湿3、 焊剂中有垃圾4、 焊剂覆盖层厚度不当或焊剂斗阻塞5、 焊丝表面清理不够6、 电压过高防止:1、接头必须清理干净 2.焊剂按规定烘干3.焊剂必须过筛、吹灰、烘干4.调节焊剂覆盖层高度,疏通焊剂斗 5.焊丝必须清理清理后应尽快使用 6.调整电压裂 纹1、 焊件焊丝焊剂等材料配合不当2、 焊丝中含碳、硫量较高3、 焊接区冷却速度过快而致热影响区硬化4、 多层焊的第一道焊缝截面过小5、 焊缝成形系数太小6、 焊接顺序不合理防止:1、合理选配焊接材料 2.选用合格焊丝3.适当降低焊速以及焊前预热和焊后缓冷4.调整工艺参数和改变极性 5.合理安排焊接顺序DIP 功能开关设在焊机主板上,面对焊机,从右手向左手数依次为1,2,3,4,5,6,7,8,该开关设置在上边为关,即OFF 状态;开关打在下边位置为开,即ON 状态。
下图为全关状态。
二、出厂设置1.PowerPlus 355/505 的标准出厂设置:DIP 开关从1 到8 分别为:关,关,关,开,开,开,关,关。
8 ONOFF7 6 5 4 3 2 18 ONOFF7 6 5 4 3 2 12该标准设置下的程序图如图1:2.PowerPlus II 的标准出厂设置:DIP 开关从1 到8 分别为:关,关,关,开,开,关,开,关。
注意:如果中继电缆长度小于10米应关闭第七个开关。
标准设置见下:8 ONOFF7 6 5 4 3 2 1焊枪开关ONOFFON送气输出电压ON送丝速度焊接电流OFFOFF焊接收弧回烧图1 焊接时序图(4步)3该标准设置下的焊接时序图如图2:三、注意事项每次重设DIP 开关时,要先关闭机器。
林肯焊机PowerWaveACDC1000操作手册中文版

2.PF10A各项焊接参数的设置
2.3焊接电流、送丝速度设置 当选定一个焊接程序后,拨动电流调节旋钮(旋钮2)进行焊接电流的调节。
2.PF10A各项焊接参数的设置
2.4焊接电压、Trim设置 当选定一个焊接程序后,拨动电压调节旋钮(按钮3)进行焊接电压的调节。
2.PF10A各项焊接参数的设置
2.5Arc control(弧控)设置 -frequency 默认情况下,按一下按钮1,Arc control(弧控)指示灯亮,显示屏1上显示当前 频率(图示为60Hz),此时拨动旋钮1,可以调整输出电流频率图示为62Hz;
4.与设备相关的焊接资料
4.1 焊接程序选择说明
在PF10A中,焊接程序号有着特定的含义,保护盖上有说明,其中
焊丝尺寸为英制显示。
第一位数字:表示所使用焊丝的尺寸
2 - 7/32’’ (5.6mm)
3 -3/16’’ (4.8mm)
4 -5/32’’ (4.0mm)
5 - 1/8’’ (3.2mm)
2.PF10A各项焊接参数的设置
2.5 Arc control(弧控)设置 -balance 将频率设为希望的值后,再按一下按钮1,显示屏1上显示当前Balance (含义在 后面讲),拨动旋钮1可以在25-75之间设定;
2.PF10A各项焊接参数的设置
2.5 Arc control(弧控)设置 -dc offset 将Balance设定完成后,再按一下按钮1,显示屏1上显示DC OFFSET(见图), 拨动旋钮1可以在-25,25之间进行设置。(对于单弧系统,设置完成后按一 下按钮1,则指示灯回复weld mode)
旋钮3 回抽丝 冷送丝
存储按钮组
显示屏1 起弧 收弧
林肯电子Vantage 300多功能焊接机说明书

© Lincoln Global, Inc. All Rights Reserved.300ENGINE DRIVEN WELDERSProcessesStick, TIG, MIG, Flux-Cored, Gouging Product Number K2409-3See back for complete specsShown: K2409-3PH: +1.216-481-8100 • Output Range See Back PageRated Output Current/Voltage/Duty Cycle 300A/32V/100% 350A/28V/100%Number of Cylinders 4HP @ Speed (RPM) 22 HP @ 1800 RPM Weight/Dimensions (H x W x D) 1035 lbs. (469 kg) 35.9 x 25.3 x 60.0 in. (913 x 642 x 1524 mm) 44.3 (1124 mm) To Top ofExhaust Tubethe U.S.A. and Canada.Chopper Technology® delivers extremely fast response for tighter output control.VRD™ portion of nameplatewith green light on.Vantage ® 300 | [ 3 ]Single-side engine access with lockable sliding door.Fuel, oil pressure and engine temperature gauges help you monitor performance.Latched and lockable radiator cap cover.Convenient battery tray below control panel.Handy oil drain valve and tube makes oil changes neat.Output automatically switches toremote mode when remote device is connected. For the CC-stick,downhill pipe and Touch Start TIG ®modes, the machine output dial becomes a maximum current limit for more fine tuning with the remote control dial or Amptrol ™.1. Glow Plug Button2. Weld Mode Selector Switch3. Run/Stop Switch4. Hour Meter5. Start Pushbutton6. Engine Idler Switch7. Fuel Level, Engine Temperature and Oil Pressure Gauges 8. Engine Protection Light 9. Engine Battery Charging Light 10. 120 VAC Circuit Breakers 11. 120 VAC Receptacles12. Covered Weld Output Terminals + and - 13. Sealed GFCI Modules 14. Ground Stud15. 120/240 VAC Full-KVA 1-Phase Receptacle 16. 240 VAC Full-KVA 3-Phase Receptacle 17. Full-KVA 1- & 3-Phase Circuit Breaker 18. 14-Pin Wire Feeder Connector 19. 6-Pin Remote Control Connector20. Arc Force & Inductance/Pinch Control Dial 21. Welding Terminals Control Switch 22. Wire Feeder Voltmeter Polarity Switch 23. Digital Amps and Volts Output Meters 24. VRD ™ Indicator Lights 25. Output Control DialNote: Control panel door not shown.211232221201917161514181********• Simple Controls – Keeps training time to a minimum. The flip-down control panel door keeps less frequently used dials out of the way. Scratch-resistant Lexan ® nameplate.• Digital meters for amps and volts output make it easy to precisely set your procedures.• Large 20 gallon (76 liter) fuel tank provides run time for an extended day – over 16 hours of welding at 300A/32V/100% duty cycle output, or 49 hours at high idle.• The Kubota ® V1505 engine is a 22 horsepower, water-cooled, 4cylinder diesel engine with an automatic idler for greater fuel economy and reduced noise. • Engine hour meter makes it easy to schedule maintenance.• LN-25 Ironworker ™ arcoss-the-arc wire feeder is a recommended option.• 14-pin connector for Lincoln Electric wire feeders with control cables: LF-72, LF-74, LN-8, LN-15, LN-25 PRO Dual Power, and LN-742. Also compatible with Magnum ® SG spool gun system.• Two Vantage ® 300 units can be paralleled in the CC-stick mode to increase output.• Kilowatts available for Multi-Weld ® 350 use: 4.8 KW @ 60 VDC, 7.0 KW @ 58 VDC.KEY CONTROLS[ 4 ] | Vantage ® 300• Simple wire harnessing keeps connections to a minimum for greater reliability. Lead and harness strain reliefs on all control connections help ensure trouble-free performance.• Engine protection system includes automatic shutdown for low oil pressure or high engine temperature.• Indicator light turns on for low oil pressure or high engine temperature. A second indicator light turns on if the engine battery charging system malfunctions.• Circuit breaker protection on the battery ignition system provides added component protection.• Environmental friendly engine! The engine has a closed breathersystem to keep the engine compartment and ground clean. This system eliminates oil mist from collecting inside the engine compartment, especially on surfaces that would lower engine cooling efficiency.• Self-bleeding engine simplifies startup if your fuel tank runs dry.• Kubota ® engine camshaft is gear-driven. No timing belt maintenance.• Printed circuit boards are environmentally-shielded using Lincoln Electric’s engineered potting and protective frame trays.• Dependability and long life are aided by all-copper windings in rotor and stator with high quality insulation.• Standard stainless steel roof, side panels and engine-access doordeliver added protection, durability and corrosion-resistance. Eliminates the need to paint or replace rusting panels.• Manufactured under a quality system certified to ISO 9001 requirements and ISO 14001 environmental standards.• Canadian Standards Association (CSA) certified.• Three-year Lincoln Electric warranty (parts and labor) on welder(engine is warranted separately by the manufacturer).(1)High Altitude: For maximum rating, derate the output 2.5% to 3.5% for every 1,000 ft. (300 m). High Temperature: For maximum rating, derate 2 volts for every 18°F (10°C) above 104°F (40°C).(2) DC Constant Voltage capability provides convenience and added safety when welding in electrically hazardous conditions.(3) When welding, available AC generator power will be reduced. Output voltage is within +/- 10% at all loads up to rated capacity.(4) 120V will operate either 60 Hz or 50/60 Hz power tools, lights, etc.(5) Circuits cannot be wired in parallel to operate the same device.(6)Kubota ® warranty is 2 years/2,000 hours for machines shipped within the U.S., Canada, Pacific Ocean region and Western Europe. Warranty is 1 year/1,000 hours for Central and South America, Asia, Africa and Middle East.Vantage ® 300 |[ 5 ]One-Pak ® Welding PackageOrder a Lincoln Electric One-Pak ® and get everything you need to complete a welding package - all with one order number.(Package requires assembly.)Unassembled Package Contains:• Vantage ® 300• Medium Welder Trailer (K2636-1)• Duo-Hitch ™ 2 in. (51 mm) Ball/Lunette Eye Hitch (included)• Fender and Light Kit (K2639-1)• Cable Rack (K2640-1)• Cable Connectors - two (K2487-1)• Electrode Cable 2/0, two 50 ft. (15.3 m) lengths (K2485-2)• Electrode Cable 2/0, 10 ft. (3 m) (K2483-2)• Work Cable 2/0, 50 ft. (15.3 m) (K2484-2)• 300A Electrode Holder (K909-7)• 300A Work Clamp (K910-1)Order:K2452-3 Vantage ® 300 Kubota ® One-Pak ® PackageReady-Pak ® Welding PackageOrder a Lincoln Electric Ready-Pak ® Package and get an assembled welding pletely Assembled Package Contains:• Vantage ® 300• Medium Welder Trailer (K2636-1)• Duo-Hitch ™ 2 in. (51 mm) Ball/Lunette Eye Hitch (included)• Fender and Light Kit (K2639-1)• Cable Rack (K2640-1)• Cable Connectors - two (K2487-1)• Electrode Cable 2/0, two 50 ft. (15.3 m) lengths (K2485-2)• Electrode Cable 2/0, 10 ft. (3 m) (K2483-2)• Work Cable 2/0, 50 ft. (15.3 m) (K2484-2)• 300A Electrode Holder (K909-7)• 300A Work Clamp (K910-1)Order:K2453-3 Vantage ® 300 Kubota ® Ready-Pak ®PackageK2636-1 Medium Welder TrailerVantage ® 300Duo-Hitch ™ 2 in. (51 mm) Ball/Lunette Eye Hitch(included)K2640-1 Cable RackCompletely Assembled Ready-Pak ®Pkg.[ 6 ] | Vantage ® 300GENERAL OPTIONSPower Plug Kit (20A)Provides four 120V plugs rated at 20 amps each, and one dual voltage, full KVA (1-Phase) plug rated at 120/240V, 50 amps. 120V plug may not be compatible with common household receptacles. Order K802NFull-KVA Power Plug (1-Phase) One dual voltage plug rated at120/240V, 50 amps. NEMA 14-50P. Order T12153-9Full-KVA Power Plug (3-Phase) One plug rated at 240V, 50 amps. NEMA 15-50P. Order T12153-10Full - KVA Adapter Kit (1-Phase) Provides convenient connection of Lincoln Electric equipment having a 240V AC 1-phase plug (NEMA 6-50P) to the full-KVA receptacle on Lincoln engine-driven welders. Order K1816-1Medium Welder TrailerFor heavy-duty road, off-road, plant and yard use. Includes pivoting jack stand, safety chains, and 13 in. (330 mm) wheels. Stiff .120 in. (3.0 mm) welded rectangular steel tube frame construction is phosphate etched and powder coat painted for superior rust and corrosion resistance. Low sway suspension gives outstanding stability with manageable tongue weight. Wheel bearings are packed with high viscosity, high pressure, low washout Lubriplate ® grease. Includes a Duo-Hitch ™ – a 2 in. (51 mm) Ball/Lunette Eyecombination hitch. Overall width 60 in. (1524 mm). Overall length 124 in. (3150 mm). Order:K2636-1 TrailerK2639-1 Fender & Light Kit K2640-1 Cable RackFour-Wheeled Steerable Yard TrailerFor off-road, plant and yard use. Includes an automatically engaging drawbar lock when the drawbar is raised to the verticle position. 13 in. (330 mm) wheels. Wheel bearings are packed with high viscosity, high pressure, low washout Lubriplate ® grease. Stiff 3/16 in. (4.8 mm) welded rectangular steel frame construction is phosphate etched and powder-coat painted for superior rust and corrosion resistance. Also includes aDuo-Hitch ™ – a 2 in. (51 mm) Ball/Lunette Eye combination hitch. Overall width 55 in. (1397 mm). Overall length 124 in. (3150 mm). Order K 2641-2Spark Arrestor KitMounts to muffler exhaust tube. Virtually eliminates spark emissions. Order K1898-1Digital Weld Meters Kit Easy-to read digital meters for volts and amps. Easy to install. (For K2409-1 and K2499-1). Order K2467-1Polarity/Multi-Process Switch For easy polarity switching. Example: DC-stick root pass on pipe & DC+ stick for hot, fill and cap passes. Also for an easy process change. Example: DC+ stick root pass on pipe and DC- Innershield ® self-shielded flux-cored wire for hot, fill and cap passes. 6 & 14-pin remote connections can be made to this unit. For all Lincoln ElectricChopper Technology ® engine-driven welders. Mounts on roof with K2663-1 Docking Kit. Order K2642-1Docking KitSecures the K2642-1 Polarity/Multi-Process Switch to the engine-driven welder roof. Release latch permits removal of K2642-1 Polarity/Multi-Process Switch. Made from stainless steel for rust-free operation. For all Lincoln Electric ChopperTechnology ® engine-driven welders.Order K2663-1STICK OPTIONSAccessory KitIncludes 35 ft. (10.7 m) 2/0 electrode cable with lug, 30 ft. (9.1 m) 2/0 work cable with lugs, headshield, filter plate, cover plate, work clamp and electrode holder. 400 amp capacity. Order K704Remote Output ControlConsists of a control box with choice of two cable lengths. Permits remote adjustment of output.Order K857 for 25 ft. (7.6 m) K857-1 for 100 ft. (30.5 m)Remote Output Control with 120VAC ReceptaclesRemote weld output control box with two 120V AC receptacles having GFCI (Ground Fault Circuit Interrupter) protection. One cord for both remote and power. 100 ft. (30.5 m) length. Permits remote adjustment of weld output andpower for tools (such as a grinder) at the work. 20 amp capacity. Order K2627-2TIG OPTIONSPro-Torch ™ PTA-26V TIG Torch Air-cooled 200 amp torch (2 piece) equipped with valve for gas flow control. 25 ft. (7.6 m) length. Order K1783-9Magnum ® Parts Kit for PTA-26V TIG TorchMagnum ® Parts Kit provides all the torch accessories you need to start welding. Parts Kit provides collets, collet bodies, a back cap, alumina nozzles and tungstens in a variety of sizes, all packaged in an easy to carry reclosable sack. Order KP509Foot Amptrol ™Provides 25 ft. (7.6 m) of remote output control for TIG welding. (6-pin plug connection). Order K870Hand Amptrol ™Provides 25 ft. (7.6 m) of remote current control for TIG welding. 6-pin plug connection). Velcro straps secure torch. Order K963-3(one size fits all Pro-Torch ™ TIG Torches)Square Wave ™ TIG 175For AC TIG Welding with square wave performance, use the AC generator of the engine-driven welder to supply the power (full rated output may not be available). Easy setup. Includes torch, foot Amptrol ™ and gas regulator and hose. Requires the K1816-1 Full KVA Adapter Kit. Order K1478-5Invertec ® V205-T AC/DC One-Pak ® Pkg.For AC TIG welding with square wave performance, use the AC generator of the engine-driven welder to supply the power. Easy setup. Includes torch, parts kit, regulator and hose kit, Twist Mate ™ torch adapter, work cable with Twist Mate ™ end and Foot Amptrol ™. Requires K1816-1 Full-KVA Adapter Kit.Order K2350-2WIRE FEEDER OPTIONSLN-25 Ironworker™ Wire Feeder P ortable CV unit for flux-cored and MIG welding with MAXTRAC® wiredrive system. Includes digital metersfor wire feed speed/amperageand voltage, gas solenoid, internalcontactor and 5/64 in. (2.0 mm)drive roll kit for cored wire. Has 83%reduced wire feed speed capabilityfor 6 o’clock pipe welding withInnershield® wire.Order K2614-9K126 PRO Innershield® GunFor self-shielded wire with 15 ft.(4.5 m) cable. For .062-5/64 in.(1.6-2.0 mm) wire. IncludesK466-10 Connector Kit.Order K126-12Drive Roll and Guide Tube KitFor .068-.072 in. (1.7-1.8 mm)cored or solid steel wire.Order KP1697-068Magnum® PRO 350 Ready-Pak®15 ft., .035-5/64 in.Magnum® PRO MI G/flux-coredwelding guns are rated 100%duty cycle. The guns are designedfor high amperage, high dutycycle applications in extremeenvironments where heat-resistanceand fast serviceability are key.Order K2652-2-10-45Drive Roll and Guide Tube KitFor .035 in. and .045 in.(0.9-1.1 mm) solid steel wire.Order KP1696-1Magnum® SG Spool GunHand held semiautomatic wirefeeder. Requires SG Control Moduleand Input Cable.Order K487-25SG Control ModuleThe interface between the powersource and the spool gun. Providescontrol of the wire speed and gasflow. For use with a spool gun.Order K488Input Cable(For SG Control Module)For Lincoln Electric engine powersources with 14-pin MS-typeconnection, separate 115V NEMAreceptacles and output studconnections.Order K691-10PLASMA CUTTINGTomahawk® 1000Cuts metal using the AC generatorpower from the engine-drivenwelder. Requires the T12153-9Full-KVA Power Plug (1-Phase).Order K2808-1Vantage® 300 | [ 7 ]C U S T O M E R A S S I S T A N C E P O L I C YThe business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for information or advice about their use of our products. Our employees respond to inquiries to the best of their ability based on information provided to them by the customers and the knowledge they may have concerning the application. Our employees, however, are not in a position to verify the information provided or to evaluate the engineering requirements for the particular weldment. Accordingly, Lincoln Electric does not warrant or guarantee or assume any liability with respect to such information or advice. Moreover, the provision of such information or advice does not create, expand, or alter any warranty on our products. Any express or implied warranty that might arise from the information or advice, including any implied warranty of merchantability or any warranty of fitness for any customers’ particular purpose is specifically disclaimed.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.For best welding results with Lincoln Electric equipment,always use Lincoln Electric consumables. Visit for more details.。
林肯DC1000焊机中文说明书
林肯DC1000焊机中文说明书IDEALARC DC-1000 IM420-A配合以下代码的机器使用:9919-9925 和10293注意安全,重在自己林肯电弧焊接和切割设备是以安全第一为准则进行设计和制造的。
但是,正确安装和操作更有利于保障您的人身安全。
禁止在没有通读此手册和所包含的安全规章情况下安装,使用或维修此设备。
更重要的是,客户在进行上述操作之前应考虑得当。
1安全!警告请确保所有的安装,操作,维护以及修理过程均由合格人员执行。
1.h. 为了防止烫伤,当发动机仍然热时严禁打开散热器压力盖!内燃机类设备1.a.在排除故障和维修前,应关闭发动机,除非维修工作需要它运转。
1.b.在开放,通风良好的地方操作发动机,或者将废气排到室外。
1.c.禁止在焊接电弧附近或当发动机运转时添加燃料。
在添加燃料前应使发动机停止转动并使其冷却,防止溅出的燃料挥发与热态的发动机部件接触而燃烧。
若燃料溅出,需擦净后才能启动发动机。
1.d.应使所有设备的安全防护罩,盖子和装置在适当位置并检修正常。
当起动,使用或维修设备时,手,头发,衣物和工具应远离V型皮带,齿轮,风扇和所有其它运动部件。
1.e.有些情况,需要拆除防护罩进行必要的维修。
切记只有在必要时才能拆下防护罩并且当维修结束后请迅速将其复原。
在运动部件附近工作时要格外小心。
1.f.禁止用手接近风扇。
当发动机工作时,禁止不顾调速器或空转轮而强行推动节气阀控制杆。
1.g.在维修时,当转动发动机或焊接电源时,为了防止意外起动汽油发电机,请断开火花塞接线,点火分配器顶盖或电磁发动机接线及其它。
电磁场对人体有害2.a.流过任何导体的电流会产生电磁场(EMF) 。
焊接电流在焊接电缆和焊机附近将产生EMF。
2.b. 在EMF区内心脏起搏器会受到干扰,带有心脏起搏器的焊工在焊接前应向医生咨询。
2.c.在焊接时暴露于EMF区情况下将对身体健康产生其它未知影响。
2.d. 所有焊工需执行下述步骤以减小焊接回路EMF区的暴露程度。
林肯 NA-5N,NA-5F,NA-5S,NA-5SF 全自动焊接系统

• 送丝速度及电弧电压能在焊接前或焊接过程中“设定”, 同时在焊接过程中可以读出“实际”数值。 • 不论输入电压波动,送丝力、电源负载和环境温度变化 或回路中产生压降,送丝速度及电弧电压均能保持不变。
• 行走机构既可当停止按钮按下、息弧时、也可在收弧或 回烧(由用户选择)结束时停止行走。
林肯NA-5全自动焊接系统
设计用于恒压运行的各种工艺——药芯焊丝自保护焊、埋弧焊以及其它明弧焊接。能用于相关工艺,配用控制界 面选配件用于多功能遥控操作,具有完美的自动控制系统。
型号:NA-5N,NA-5F,NA-5S,NA-5SF
产品说明
全自动焊接设备中的一个新概念 ——“一经设定,长久使用”。起 弧之前在数字表上设定电弧电压和 送丝速度,设定的参数在日复一日 的使用中始终保持精确不变。
DC-400(1) K1308 400DC
40
100%
DC-600(2) K1288 600DC
44
100%
电流 范围(A)
60-500 70-850
所需 电源
3相 3相
DC-1000 K1298 1000DC 50 100% 150-1300 3相
样本 编号
E5.20 E5.40 E5.50
型号
类型
自保护Twinarc双丝焊 • K239—送进两根3/32英寸 (2.4毫米)的自保护焊丝在12 规格及更厚的板上进行高速焊
保护焊及其它明弧焊接工艺。DC-400及DC-600同时也适用于手工焊。
Idealarc CV-400(4)能与NA-5一起使用。但当利用NA-5冷态起弧及感应 特性时应使用二极管选配件(订K1346-7)。CV-400 为直流恒压弧焊 电源。
林肯 Ranger 305D 引擎驱动焊接机说明书

Advantage LincolnThe Ranger 305D is a powerful stick, TIG, and wire welding engine driven welder that is ready for all day, everyday performance on construction, maintenance or pipe applica-tions. Rugged and dependable, the Ranger 305D is built through the entire day. Lincoln’s Ranger 305D ... it’s ready for a workout.Ranger ®305D•Diesel Engine-Driven Welder-A powerful 300 amp DC CC/CV diesel engine-driven welder. All rated outputs at 100% duty cycle 104°F (40°C).•Multi-Process Welding-Excellent DC multi-process welding for general purpose stick, downhill pipe (stick), TIG, cored-wire, MIG (CO 2and blended gas) and arc gouging.•Digital Weld Meters-Digital weld meters for amps and volts makes it easy to precisely pre-set your procedures and monitor actual welding output.•-arc, low spatter and excellent bead appearance.•Plenty of AC Generator Power-A portable powerhouse – delivers 10,000 watts peak (9,500 watts continuous) of 120V/240V AC generator power. Enough power to run lights, tools, and weld at the same time!•Skewed Rotor Design-Skewed rotor design provides AC power waveshape suitable for operating Lincoln Pro-Cut ® plasma cutters and inverter power sources. Lincoln was first in the welding industry with this feature.•One-Pak ™Package-Convenient way to order a welding system. See inside.•Three-Year Warranty-Three-year Lincoln warranty on welder (engine is warranted separately by the engine manufacturer).300 Amp DC Diesel Engine Driven WelderStick, TIG, MIG, Flux-Cored, GougingProcessesOutputInputPERFORMANCEWelding Performance•Provides superior DC arc welding performance for stick, TIG, cored-wire, MIG and arc gouging.••CC-Stick mode is optimized for general purpose stick using E7018 low hydrogen electrode.•Downhill Pipe welding mode excellent for cellulosic electrodes,such as Fleetweld ® 5P +.Fast travel speeds, especially on fillpasses. Arc control adjustment for a softer, buttery arc, or a more forceful, digging arc.•Arc force control provides a soft or more forceful digging arc in CC-stick or downhill pipe mode and inductance/pinch control in CV wire mode.•Built-in “hot” start for easier starts and restrikes minimizing the electrode “sticking” to the work.•Arc gouging with up to 3/16” carbons.•Touch-Start DC TIG ™ – lift tungsten to start the arc.AC Generator Performance•Two 120V 20A GFCI (ground fault circuit interrupter) duplex receptacles with weather resistant covers. Circuit breaker protection for, among tools, up to 9” grinder.•Up to 40 amps at 240V from the 120V/240V receptacle with weather resistant covers. Circuit breaker protection.•Maximum generator power (while not welding) is available at any weld dial setting.•Skewed rotor design provides AC power waveshape suitable for operating Lincoln Pro-Cut ® plasma cutters and inverter power sources.FEATURES•Simple Controls - Keep training time to a minimum with thestraightforward control panel of the Ranger 305D. The flip-down control panel door keeps less frequently used controls out of the way.• Single, full-range output control dial. No confusion with taps and controls!• 4 welding modes: CC-Stick, Downhill Pipe, CV-Wire, and T ouch-Start TIG™.• Dual digital output meters for presetting weld amps for stick, TIG or downhill pipe modes, or voltage for CV wire mode. Also displays actual outputs while welding. Memory feature holds output read-ings for 7 seconds after welding stops for viewing by the operator.• Output at welding terminals controlled by electronic contactor. Can be switched to "On", or to "Remotely Controlled". •Remote is auto-activated when plugged into a 6-pin connector.• Compatible with many Lincoln wire feeders including the LN-15, LN-25, LN-23P , LF-72, LF-74, LN-7, LN-7 GMA, LN-742, LN-8, and Cobramatic™ wire feeders, Magnum SG and Prince Spool Guns.•Wire feed voltmeter switch matches polarity of wire feeder volt meter to polarity of electrode.• T op-of-the-line water-cooled Kubota ®18.8HP D722 diesel engine.•Fully enclosed case for equipment protection and low noise. Lower noise than partially-enclosed welders of comparable size. Y ou can hear the difference! Noise at rated load:– 104.2 dB sound power (Lwa)– 80.6 dBA sound level at 23 ft. (7m)•Glow plugs for rapid starting down to 5°F (-15°C).•Electric fuel pump and automatic air-bleed system virtually eliminates manual air bleeding if fuel tank is run dry. Activated when glow plug button is pressed.QUALITY AND RELIABILITY•Printed circuit boards are environmentally-shielded using Lincoln's engineered potting and protective frame trays.•Oil dip stick, filters, spark plugs, etc. are easily accessed with left, right and top engine doors. Left and right doors are removable.•Adjust exhaust direction with top-mounted 360º rotatableexhaust muffler. Muffler made from aluminized steel for long life.•Attractive red and black powder paint finish offers increased durability with added protection from rust and corrosion.• Longer engine life, reduced noise emissions and greater fuel economy with automatic engine idler.•Conveniently located engine maintenance label under top engine door.•Engine hour meter for scheduled maintenance.• Circuit breaker protection on the battery ignition system provides added component protection.• Reliable start-up with Group 58 battery with 550 cold cranking amps.•Automatic engine shutdown protection for low oil pressure or high engine temperature. Indicator light on control panel.•Dependability and long life aided by all-copper windings in rotor and stator with high quality insulation.• Approved by Canadian Standards Association (CSA).•Manufactured under a quality system certified to ISO 9001 requirements and ISO 14001 environmental standards.• Three year Lincoln warranty. (Engine is warranted separately by the manufacturer.)FEATURES CONT.•Engine closed breather system keeps engine compartment clean! Eliminates oil mist from collecting inside enginecompartment, especially on radiator surfaces, which wouldlower engine cooling efficiency. Also prevents oil drips to a truck bed or the ground from an open breather discharge.• 12 gallon fuel capacity allows you to run an extended day. 20% longer than the nearest competitor!• Electric fuel gauge located on control panel makes it easy to check the fuel level during operation and refueling. Helps you eliminate running low on fuel during critical jobs.• Large top fuel filler neck is easily accessed for refueling.• Electric start. Engine battery charging system light to indicate abnormal charging.• Oil drain valve (no tools required) with removable extension tube.• Convenient truck or trailer mounting with front and rear holes in base.27453Printed circuit boards areenvironmentally-shielded using Lincoln's engineered potting and protective frame trays.(1) DC constant voltage capability provides convenience and added safety when welding in electrically hazardous conditions.(2)When welding, available auxiliary power will be reduced. Output voltage is within +\- 10% at all loads up to rated capacity.(3)120V will operate either 60 Hz or 50/60 Hz power tools, lights, etc.(4)Circuits cannot be wired in parallel to operate the same device.(5)Height is to top of exhaust elbow. Enclosure height is 30" (762 mm).(6) Kubota warranty is 2 years/2,000 hours for machines shipped within the U.S., Canada, Pacific Ocean region and Western Europe.Warranty is 1 year/1,000 hours for Asia, Africa and Middle East.SYSTEM SELECTIONOne-Pak™ Welding PackageOrder a Lincoln One-Pak™ and get everythingyou need to complete a welding package - allwith one order number.(Package is not assembled.)Each UNASSEMBLED Package Contains:•Ranger 305D (K1727-2)•Accessory Kit (K704)•LN-25 Wire Feeder (K449)•Gun and Cable (K126-2)•Drive Roll Kit (KP653-3/32)•.072” NR-232 25 Lb. Spool (ED030644)Order:K2352-1K449 LN-25 Wire FeederK126-2 Gun and Cable.072” NR-232 25 Lb. SpoolKP653-3/32 Drive Roll KitK704 Accessory KitRanger 305DGENERAL OPTIONSPower Plug KitProvides four 120V plugs rated at 20 amps each, and one dual voltage, full KVA plug rated at 120/240V , 50 amps. 120V plug may not be compatible with common household receptacles.Order K802NPower Plug KitProvides four 120V plugs rated at 15 amps each, and one dual voltage, full KVA plug rated at 120/240V , 50 amps. 120V plug is compatible with common household receptacles.Order K802RFull-KVA Power PlugOne dual voltage plug rated at120/240V , 50 amps. NEMA 14-50P .Order T12153-9Spark Arrester KitAttaches between muffler and exhaust elbow. Virtually eliminates spark emissions.Order K1898-1Roll CageImproves damage protection and includes built-in cable rack.Attaches to K957-1 trailer.Order K1789-1Cold Weather Operation Kit For extreme cold conditionswhere engine glow plug starting is not sufficient. Includes oil pan heater, engine water heater and radiator grill tarp.Order K2174-1Small Two Wheel Welder Trailer For heavy-duty road, off-road, plant and yard use. Includes wheeled jack, safety chains, 12” wheels,and large rear bumper. Stiff 3/16”steel frame is prime painted using the e-coat process and finished with powder coating technology for superior rust and corrosion resist-ance. Low sway suspension gives outstanding stability with manage-able tongue weight. E-Z Lube™Axle-pack wheel bearings with a grease gun. Compact and maneu-verable, with 47” max. width for narrow aisles and doors.Order:K957-1TrailerK958-12” Ball HitchK958-2 Lunette Eye Hitch K959-2 Fender & Light Kit K965-1 Cable RackSTICK OPTIONSAccessory KitIncludes 35 ft. (10.7m) #2/0 elec-trode cable, 30 ft. (9.1m) #2/0work cable, headshield, work-clamp and electrode holder. 400amp capacity. Order K704Accessory KitFor Stick welding. Includes 20 ft.(6.1m) #6 electrode cable with lug,15 ft. (4.6m) #6 work cable with lugs, headshield, filter plate, work clamp, electrode holder and sam-ple pack of mild steel electrode.150 amp capacity.Order K875Remote Control KitConsists of a control box with choice of two cable lengths.Permits remote adjustment of output.Order K857for 25 ft. (7.6m)K857-1for 100 ft. (30.5m)TIG OPTIONSPro-Torch ®PTA-26V TIG Torch Air-cooled 200 amp torchequipped with valve for gas flow control. 25 ft. (7.6m) length. Order K1783-9Foot Amptrol®Varies current while welding for making critical TIG welds and crater filling. Depress pedal to increase current. Depressingpedal fully achieves maximum set current. Fully raising the pedal fin-ishes the weld and starts the afterflow cycle. Includes 25 ft.(7.6m) control cable.Order K870Hand AmptrolProvides 25 ft. (7.6m) of remote current control for TIG welding. (6pin plug connection). Velcro straps secure torch.Order K963-3 (one size fits all Pro-Torch TIG torches).Magnum Parts Kit for PTA-26V TIG TorchMagnum Parts Kit provides all the torch accessories you need to start welding. Parts kit provides collets, collet bodies, a back cap,alumina nozzles and tungstens in a variety of sizes, all packaged in an easy to carry reclosable pack.Order KP509120V120VTIG OPTIONS CONT.Precision TIG 185 Ready-Pak For AC TIG welding with square wave performance use the AC generator of the engine-driven welder to supply the power. Easy setup. Includes torch, foot amp-trol, gas regulator and hose.Requires the K1816-1 Full KVA Adapter Kit.Order K2347-1Invertec V205-T AC/DC One-Pak™ PackageFor AC TIG welding with square wave performance use the AC generator of the engine-driven welder to supply the power. Easy setup. Includes torch, parts kit,regulator and hose kit, Twist-Mate™ torch adapter, work cable with Twist-Mate end, and foot Amptrol®. Requires the K1816-1Full-KVA Adapter Kit.Order K2350-1Full-KVA Adapter KItProvides convenient connection of Lincoln Electric equipment with NEMA 6-50R plug to LIncoln engine-driven welders having a Full-KVA receptacle.Order K1816-1WIRE FEEDERSLN-25 Wire FeederPortable CC/CV unit for flux-cored and MIG welding. Includes gas solenoid & internal contactor. For spools up to 44 lbs. (19.9 kg).Order K449LN-15 Across-The-Arc Wire FeederPortable CC/CV unit for flux-cored and MIG welding. Includes gas solenoid, adjustable flow meter and internal contactor. For 10-15 lb. (4.5-6.8 kg) spools.Order K1870-1Remote Voltage Control (LN-25)Provides 25 ft. (7.6m) of remote output control and output jumper (2 and 4) for machines having 6-pin MS-type connector.Order K444-1Magnum® 350 Innershield Gun (for LN-25)For self-shielded wire with 15 ft.(4.5m) cable. For .062-3/32” (1.6-2.4mm) wire.Order K126-2WIRE FEEDERS CONT.Drive Roll and Guide Tube Kit (for LN-25)For .068-3/32” (1.8-2.4mm) cored or solid steel wire.Order KP653-3/32Drive Roll and and Wire Guide Kit (for LN-15)For 1/16” (1.6mm) cored wire. Order KP1697-1/16CGun Receiver Bushing(For LN-15)For use with K126-2 Magnum 350Innershield Gun. Order K1500-1Magnum® 300 MIG GunFor .035-.045” (0.9-1.2mm) gas-shielded wire with 15 ft. (4.5m)cable.LN-25Order K1802-1(includes Connector Kit)LN-15Order:K470-2 Magnum 300 MIG Gun K466-10 Connector Kit Drive Roll and Guide Tube Kit (for LN-25)For .035-.040” (0.9-1.0mm) solid steel wire Order KP653-035SDrive Roll and Wire Guide Kit (for LN-15)For .035 (0.9mm) solid steel wire. Order KP1696-035SLN-23P Wire FeederPortable CV unit for Innershield pipe welding. Control cable operates contactor inside Wire Feed Module for “cold” electrode.Includes drive rolls and guide tubes. Requires LN-23P Adapter Kit (K350-1) and Gun and Cable Assembly.Order K316L-1LN-23P Adapter KitRequired to adapt LN-23P to any Lincoln power source. Makes 14pin connection at power source.Order K350-1Magnum® 250 Innershield Gun (for LN-23P)For lighter weight and easier handling. Rated 250 amps, 60%duty cycle. For .068 - 5/64” (1.7 -2.0 mm) Innershield wire andincludes reduced speed switch. For pipe welding, a KP1909-1 62°gun tube is recommended.Order K355-10。
林肯电气 电弧焊机操作手册 Power Wave
操作员手册请注册您的机器:/register 搜索授权维修商和分销商: /locatorIM C 10370 | 发布日期 2016年9月Lincoln Global, Inc. 保留所有权利。
使用本手册的机器代码是:12643!˖保持供未来参考购买日期代码:(如:10859)序列号:(如: U1060512345)目录产品描述 (3)设备局限 (3)设计特点 (3)安装 .......................................................................A部分技术规格 .........................................................................A-1机器接地 .........................................................................A-2位置与冷却通风 ....................................................................A-2高频保护 .........................................................................A-2升举.........................................................................A-2堆垛 .........................................................................A-2倾斜.........................................................................A-2环境局限性.........................................................................A-2箱前控制 .........................................................................A-3箱后控制 .........................................................................A-4电弧焊的推荐焊条和作业电缆尺寸 .....................................................A-7控制电缆与电压传感连接.............................................................A-8TYPICA;集成系统(单ARM)...........................................................A-9操作 .......................................................................B部分通电顺序 .........................................................................B-1负载周期.........................................................................B-2常见焊接工艺.......................................................................B-3配件 .......................................................................C部分维护 .......................................................................D部分目视检查 .........................................................................D-1例行维护 .........................................................................D-1定期维护 .........................................................................D-1故障排除 .......................................................................E部分如何使用故障排除指南...............................................................E-1用状态灯解决系统问题...............................................................E-2POWER WAVE的错误代码 ..............................................................E-3图 ...........................................................................F部分零部件清单可能会在未给出通知的情况下修改或升级内容/详情。
林肯全球自动焊接系统NA-5 焊接机说明书
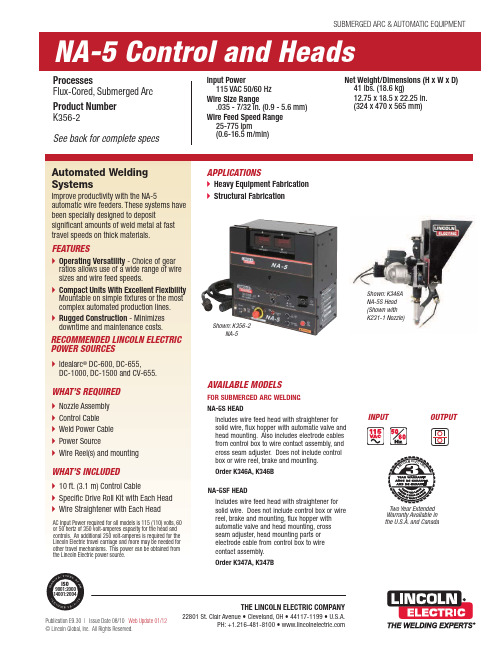
Publication E9.30 | Issue D a te 08/10 Web Update 01/12© Lincoln Global, Inc. All Rights Reserved.SUBMERGED ARC & AUTOMATIC EQUIPMENTProcessesFlux-Cored, Submerged Arc Product Number K356-2See back for complete specs Input Power115 VAC 50/60 Hz Wire Size Range.035 - 7/32 in. (0.9 - 5.6 mm)Wire Feed Speed Range 25-775 ipm(0.6-16.5 m/min)Net Weight/Dimensions (H x W x D)41 lbs. (18.6 kg)12.75 x 18.5 x 22.25 in.(324 x 470 x 565 mm)PH: +1.216-481-8100 • Shown: K356-2NA-5[ 2]|NA-51.Control Power Switch –Turns wire feeder input power on and off. Also serves as an emergency stop switch.2.Pilot Light –Shows when the electrode is "hot".3.Inch Pushbuttons –Feed electrode up and down when not welding.4.Start and Stop Pushbuttons –Control welding cycles.5.Meter Value Pushbutton –Monitor either the preset values or the actual values.6.Timer Control –For burnback and/or wire react time.7.Crater Module (optional) –Controls procedure for anadjustable period of time to regulate bead size or fill craters at the end of the weld.8.Weld Timer (optional) –Eliminates the need to press stop pushbutton.9.Lockable Cover –Lockout procedure controls when necessary.10.Digital Display –Monitor wire feed speed and voltage on separate meters.11.Start Module (optional) –Controls penetration, bead size, or other factors for an adjustable time at the start of the weld.12.WFS and Voltage Preset Controls –Preset wire feed speed and voltage prior to and during welding. These controlseliminate returning to the power source for routine procedure changes.13.Travel Switch –Controls the travel mechanism for automatic starting and stopping when welding, travel without welding during setup and travel off.12345678910111213K299 Reel and Mounting – Order separately.NA-5 Control K356-2DC Power Source –Constant Voltage type with on-off control of power source output.4 ft. (1.2 m) Motor Cord –Included with K346.4 ft. (1.2 m) Electrode CablesContact Nozzle (optional)K335-26 Extension – Motor, flux hopper and electrode cables. Optional when more than 4 ft. (1.2 m) is required.Work Cable – Two or more 4/0NA-5S and NA-5SFFor Submerged Arc WeldingTwo 4/0 electrode cables and the multi-conductor control cable.Flux Hopper –Included with K346.Solid Wire Straightener Head4 ft. (1.2 m) Flux Hopper Cord –Included with K346.REQUIRED EQUIPMENTSolenoid AssemblyValve to automatically control water flow when using cooling attachment on K148 contact assemblies. Can also be used to control gas. Order K223Starting or Crater Module Permits additional settings of wire feed speed and voltage for an adjustable period of time (10 seconds max). Can be used for either a starting procedure or a crater fill procedure. If both are required, two assemblies must be ordered.Order K334Remote Interface ModulePermits remote operation of theNA-5 Inch Up, Inch Down, Start andStop Functions by either of thefollowing user-supplied externalsignals and provides electricalisolation of the NA-5 control circuitryfrom these signals:- SwitchesMomentary closure of contactsrated for 24 volts,5 milliamperes, DC.-24 Volt SignalsMomentary application of 24volt ±10% AC or DC signalcapable of 5 milliamperessteady state. (.15 amp peakcapacitive in rush) per input.This module can be used withall codes of NA-5 Controls andreplaces the earlier K336Remote Pushbutton InterfaceModule, which provided for onlyexternal switch closure signals.Order K336Weld Timer ModulePermits setting of weld time for anadjustable period of time. Eliminatesneed to press stop pushbutton. Thetimer unit is adjustable from 0.00 -9.99 seconds.Order K337-10Control To Head ExtensionCable AssemblyThe standard head is equipped withcables which permit the head to bemounted up to four feet from thecontrols. "F" models, however, donot include electrode cables. Whenthe head is mounted further awayfrom the control, extension cableassemblies must be purchased. Forthe NA-5S head: Includes motor,tachometer, and flux valve leadextensions with polarized plugs andelectrode. 26 ft. length.Order K335-26Recommended for the NA-5N, andSF heads. It is the same as the K335without the flux valve lead extension.Available in 46 ft. lengths.Order K338-46Mounting KitFor use if the NA-5 control box is tobe mounted on the carriage.Order T14469SINGLE ELECTRODESubmerged Arc Contact NozzleAssembly for 3/32 in. (2.4 mm),1/8 in. (3.2 mm) and 5/32 in.(4.0 mm) electrodes.For 5/64 in. (2.0 mm), 3/16 in.(4.8 mm) or 7/32 in. (5.6 mm) sizes,order additional appropriate KP1962tips. Outer flux cone gives full fluxcoverage with minimumconsumption.(Rated up to 650 amps.)Order K231-1K231 nozzle tipsDesigned for long life.OrderKP1962-1B1for 1/8 in. (3.2mm) wireKP1962-2B1for 3/16 in. (4.8 mm) wireKP1962-3B1for 3/32 in. (2.4 mm) wireKP1962-4B1for 5/32 in. (4.0 mm) wireKP1962-5B1for 7/32 in. (5.6 mm) wireKP2082-2B1for 5/64 in. (2.0 mm) wireNarrow Gap Deep Grove NozzleFor single arc 3/32 in. (2.4 mm)diameter wire welding on thickwalled steel plate with nearlyparallel-sided, narrow gap jointpreparations.Order K386Contact Jaw AssemblySingle arc contact jawassembly for 1/8-7/32 in.(3.2-5.6 mm) diameter wire. Ruggedcontact jaws for maximum life atcurrents over 600 amps.Order K226RTWINARC®Tiny Twinarc®Wire StraightenerStraightens wire diameters .045 thru3/32 in. (1.2 thru 2.4 mm).Particularly valuable on longerelectrical stickout procedures.Order K281Tiny Twinarc®Feeds two 1/16, 5/64, or 3/32 in.(1.6, 2.0, or 2.4 mm) electrodes forhigh speed submerged arc welds onthin gauge (1.89 mm) to heavy plate.Includes contact nozzle, wire guides,drive rolls and guides, and a secondwire reel and mounting bracket.Order K129-1/16K129-5/64K129-3/32Large Wire Twinarc®Contact AssembliesFeeds two 5/64 in. (2.0 mm),3/32 in. (2.4 mm) or 1/8 in. (3.2 mm)wires for submerged arc weldingon "Fast-Fill" joints or hardfacingbeads.Order K225GENERAL OPTIONSConcentric FluxCone AssemblyFor use with K148B, Positive ContactNozzle Assembly. Gives concentricflux coverage around the electrode.Order K285Positive Contact AssemblyFor single arc welding at highcurrents (optional T12928 watercooling attachment recommendedwhen welding over 600 amps).Order K148A(for 3/32 to 1/8 in. wire)Order K148B(for 5/32 to 3/16 in. wire)ESO (Extended Stick-Out)ExtensionLinc-Fill long stickoutextension for K148A Single ArcPositive Contact Nozzle Assembly.Required for long stickout technique.Order K149-5/325 in. Nozzle ExtensionExtends the wire for subarc nozzlesby 5 inches [up to 1/4 in. (6.4 mm)diameter wire].Order KP2721-1Horizontal Head AdjusterProvides crank adjustment of headposition. Has 2 in. (51 mm)horizontal travel.Order K96Vertical Lift AdjusterProvides 4 in. (102 mm) hand crankadjustment of vertical head position.It also includes up to 3-3/4 in.(95.2 mm) in-and-out horizontaladjustment with stops that can bepreset for simple repetition of thesame adjustment.Order K29SpreadArc OscillatorOscillates head across the line oftravel. Calibrated dwell time andoscillation speed controls permit theSpreadArc to cover large areasquickly with smooth beads ofminimum admixture.Order K278-1TC-3 Self-PropelledTravel CarriageThe TC-3 travel carriage allows themounting of up to two feed heads/controllers and wire reels to a beamfor basic hard automationinstallations.Order K325 HCS(for 5-75 ipm)NA-5| [ 3]Automatic Flux Hopper Assembly Flux Hopper for MAXsa ™29 Heads (included standard on the MAXsa ™22 Heads). Order K219Wire Reel Assembly for 50-60 lb. CoilsAccommodates 50 lb. (22.7 kg) or 60 lb. (27.2 kg) coils of wire on automatic wire feeders. The unit includes a wire reel mountingspindle and braking system. Cannot be used with K2462-1.Order K299Tandem ReelsTwo Wire Reel Mounting for TC-3. Order K390Tandem Arc FrameworkProvides mountings with desired positioning adjustments for two standard Automatic Wire Feed Heads. Includes insulation and hardware to permit direct mounting to a high capacity TC-3 Carriage, or to the user's gantry or fixture for either direction of travel.Order K387Flux HopperTandem Arc Flux Hopper for K387 mountings. Order K389Wire Straightener (Subarc) up to 7/32 in. (5.6 mm)Includes a three roll wire straightener with adjustable pressure. (1 included with each tractor and MAXsa ™Feed Head.) Order K1733-5(1)For the K347 Head, order the K338 extension.(2)For gear ratios shown.C U S T O M E R A S S I S T A N C E P O L I C YThe business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. Onoccasion, purchasers may ask Lincoln Electric for information or advice about their use of our products. Our employees respond to inquiries to the best of their ability based on information provided to them by the customers and the knowledge they may have concerning the application. Our employees, however, are not in a position to verify the information provided or to evaluate the engineering requirements for the particular weldment. Accordingly, Lincoln Electric does not warrant or guarantee or assume any liability with respect to such information or advice. Moreover, the provision of such information or advice does not create, expand, or alter any warranty on our products. Any express or implied warranty that might arise from the information or advice, including any implied warranty of merchantability or any warranty of fitness for any customers’ particular purpose is specifically disclaimed.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.For best welding results with Lincoln Electric equipment, always use Lincoln Electric consumables. Visit for more details.。
林肯(Lincoln)电子Viking TM自动遮挡焊机1740系列操作员手册说明书

LOS GRÁFICOS PUEDEN VARIARManual del OperadorRegistre su máquina:/registerLocalizador de Servicio y Distribuidores Autorizados: /locatorGuardar para referencia futuraFecha de CompraCódigo (ejem: 10859)TABLA DE CONTENIDO PáginaADVERTENCIAS DE SEGURIDAD – LEAANTES DE USAR 1 INFORMACIÓN DE LA CARETA 2 ESPECIFICACIONES 3 INSTRUCCIONES DE OPERACIÓN 4 OPERACIÓN/CARACTERÍSTICAS DEL CARTUCHO 5CONFIGURACIONES DE LA GUÍADE OBSCURECIMIENTO 6 REEMPLAZO DEL LENTE Y CARTUCHO 7LOCALIZACIÓN DE AVERÍAS8 INFORMACIÓN DE GARANTÍA 9 PARTES DE REEMPLAZO 9ADVERTENCIAS DE SEGURIDAD – LEA ANTES DE USARLos Rayos del ARCO pueden lesionar los ojos y quemar la piel• Antes de soldar, inspeccione siempre la careta y lente de filtro para asegurarse de que están ajustados adecuadamente, están en buenas condiciones y sin dañar.• Revise para ver que el lente transparente está limpio y montado en forma segura en la careta .• Siempre utilice lentes o lentillas de seguridad bajo la careta de soldadura y ropa protectora para proteger su piel contra la radiación, quemaduras y salpicaduras .• Asegúrese de que la radicación óptica de los demás arcos de soldadura en el área que le rodea no entren delante o detrás de la careta y el filtro de auto-ob-scurecimeinto . .Nota: Los Filtros de Auto-Obscurecimiento en las caretas de Lincoln están diseñados para proteger al usuario contra los rayos ultravioleta e infrarrojos tanto en un estado claro como oscuro. No importa en qué sombra estéconfigurado el lente, la protección UV/IR siempre está presente .o acero cadmium plated y otros metales o revestimientos que producen gases altamente tóxicos, expóngase lo menos posible y dentro de los límites de las normas OSHA PEL y ACGIH TLV aplicables utilizando un es-cape local o ventilación mecánica. Es posible que se requiera un respi-rador bajo algunas circunstacias o en espacios confinados. Asimismo, e requieren precauciones adicionales al soldar en acero galvanizado.1Visite /safety para concoer información adicional de seguridad.INFORMACIÓN DE LA CARETAEsta Careta de Soldadura de Auto-Obscurecimiento cambiará automática-mente de un estado claro (sombra DIN3.5) a uno oscuro (sombra DIN9-13) cuando inicie una soldadura con arco.El filtro regresa automáticamente a un estado claro cuando el arco se detiene.Haga que su aplicación de soldadura corresponda con la sombra indicada en la tabla de sombras. (Vea la Página 6)• Temperatura de Operación: -10°C ~ 55°C (14°F ~ 131°F).• No utilice o abra el filtro de auto-obscurecimiento si está dañado por im-pacto, vibración o presión.• Mantenga los sensores y celdas solares limpios. Limpie el cartucho de filtro utilizando una solución de agua jabonosa y trapo suave que puede estar húmedo mas no saturado.Esta Careta de Soldadura de Auto-Obscurecimiento está diseñada para usarse con soldadura GMAW, GTAW, MMAW, o corte con Arco de Plasmas o Arco de Aire Carbón.El cartucho proporciona protección contra radiación UV e IR dañina, en ambos estados oscuro y claro..El cartucho contiene dos sensores para detector la luz del arco de soldadura, dando como resultado el oscurecimiento del lente a una sombra de soldadura seleccionada.• No utilice solventes o detergentes de limpieza abrasivos.• Si el lente de cubierta está salpicado o cubierto con suciedad, deberáreemplazarse inmediatamente.• Si el lente de cubierta está salpicado o cubierto con suciedad, deberá reem-plazarse inmediatamente.• No utilice la careta sin los lentes de cubierta interno y externo instalados adecuadamente.2ESPECIFICACIONES(1)El cumplimiento con ANSI Z87.1 del dispositivo para la cabeza es sin la badana in-stalada.3Clase óptica Área de Visión LCD Tamaño del Cartucho Protección UV/IR Sensores de Arco Sombra de Estado Claro Sombras de Soldadura VariableRutina Modo Control de Sombra Fuente de Energía Advertencia de Batería bajaBatería Encendido/Apagado Tiempo de Cambio de Claro a OscuroControl de Sensibilidad Control de Demora (Oscuro a Claro)Capacidad Nominal TIG Temperatura de Operación Temperatura de AlmacenamientoPeso Total Cumplimiento (1)1/1/1/196 x 42.5mm (3.78 x 1.67in.)110 x 90mm (4.33 x 3.54 pulg)Hasta Sombra DIN 16 en todo momento2DIN 3.5DIN 9 a 13 DIN 4Marque el botón - Ajuste completo Celdas solares - con baterías reemplazablesLuz RojaAAA alcalinas (se requieren 2)Totalmente Automático 0.00004 sec. (1/25,000 sec.)Variable0.1 seg mín. ~ 1.0 seg. máx.5 amps-10°C ~ 55°C (14°F ~ 131°F)-20°C ~ 70°C (-4° ~ 158°F)528g (18.6 Oz)ANSI Z87.1/CSA Z94.3INSTRUCCIONES DE OPERACIÓNempujando hacia adentro la perilla del trinquete y dando vuelta para ajustar para que haya el tamaño cabeza. Esta perilla está situada en la parte posterior del casco. El AJUSTE de la CORONILLA del CABEZA es hecho ajustando según comodidad y encajando a presión el perno hacia el agujero para tra-barse con seguridad en el lugar.INCLINACIÓN: El ajuste de la inclinación se encuentra sobre el derecho delcasco. Afloje la perilla derecha de tensión del cabeza y empuje el extremo su-perior de palanca ajuste hacia fuera hasta la lengüeta de la parada de palanca despeja las muescas. Entonces gire la palanca adelante o de nuevo a la posi-ción deseada de la inclinación. La parada enganchará automáticamente otra vez cuando está lanzada trabando el casco en la posición. DELANTERO/A POPA AJUSTE:Ajusta la distancia entre la cara del usuarioy la lente. Para ajustar, aflojar las perillas exteriores de la tensión y resbalar adelante o de nuevo a la posición deseada y volverlas a apretar. NOTA:Cer-ciórese de que ambos lados estén colocados igualmente para la operación apropiada.4OPERACIÓN/FUNCIONES DEL CARTUCHO Control de Sombra VariableL a sombra puede ajustarse de la 9 a la 13 con base en el proceso o aplicación desoldadura (consulte a la tabla de selección de Sombras en la página 6). La perilla de control variable de sombra se localiza en el cartucho ADF como se muestramás adelante.Perilla de SensibilidadAjuste la sensibilidad de la luz girando la perilla de SENSIBILIDAD a la izquierda o derecha como se muestra en la siguiente figura. Cuando se utiliza el casco la perilla totalmente a la derecha este es el ajuste alto. Cuando se utiliza el casco en presencia de exceso de luz ambiente o con otra máquina de soldadura cerca, se puede obtener un desempeño mejorado de la careta con una configuración más baja, girando la perilla a la izquierda para reducir la sensibilidad.Perilla de Tiempo de DemoraEste control está diseñado para proteger los ojos del soldador contra rayos fuertes residuales de-spués de soldar. Cambiar la perilla de Tiempo de Demora variará el tiempo de oscuro a claro entre .1 segundo (mínimo) a 1.0 segundo (máximo). Girar la perilla de Tiempo de Demora a la izquierda es el máximo (1.0 segundo). Esta configuración se recomienda para aplicaciones de alto amperaje donde el charco de soldadura es todavía muy brillante después de que el arco de soldadura ha cesado y para situaciones donde el filtro se puede bloquear temporalmente por verel arco de soldadura.EnergíaEste cartucho del ADF de originales es accionado por las baterías reemplazables y la energía solar. Las baterías están situadas sobre la cima del cartucho de ADF. Substituya las baterías cuando se enciende la luz BAJA BATERÍA. Vea la carta de la especificación en la página 3 para el tipo de baterías requeridas.SOLDAR / RUTINA InterruptorCambiar a establecer en SOLDAR para la operación de soldadura. Marco GRIND se destina para la molienda no sólo para la soldadura.Oprima y mantenga así al botón de prueba para ver previamente la selección de la sombra antes de soldar. Cuando se suelta, la ventana de visión regresaráautomáticamente al estado claro (Sombra 3.5).5SIEMPRE PROBAR SER QUE EL CARTUCHO SE CARGA ADF ANTES DE SOLDAR.El botón de prueba para que el usuario verifique que el cartucho está oscureciendo ADF correctamente. Si el cartucho no está oscureciendo correctamente, reemplace las pilas por pilas nuevas y comprobar de nuevo antes de su uso. Mientras que la soldadura, la célula solar y arco mantendrá el ADF cargos.Si su careta no incluye ninguna de las sombras mencionadas anteriormente, se recomienda que utilice la siguiente sombra más oscura.6REEMPLAZO DEL CARTUCHO Y DE LA LENTEReemplazo de la lente de la cubierta clara frontal: Reemplace la lente de la cubierta frontal si está dañada. Retire el ensamble del sujetador ADF de acuerdo con las Figura 1 que se muestran a continuación. Retire la lente de la cubierta frontal del ensamble de la careta. Retire cuidadosa-mente el empaque de la lente de la cubierta. Instale un nuevo lente de cubierta en el empaque y ensamble la careta nuevamente. Asegúrese de ensamblar la lente de la cubierta y el empaque en la careta de la misma forma que fue retirado.Reemplace el Lente de Cubierta Interno: Reemplace la lente clara interna si está dañada. Quite el montaje del ADF por el figura 1. Quitan el cartucho de la cortina de ADF originales. Coloque su clavo del dedo en el hueco sobre la vista del cartucho y flexione el lente hacia arriba hasta soltarlo de los bordes de la ventana de vista de cartucho.Cambie el Cartucho de Sombra:Retire el ensamble de sujetador ADF del recubrimiento de la careta. Vea la figura 1 para saber cómo retirarlo. Flexione un extremo del sujetador ADF para permitir que el cartucho ADF salga del marco. Instale un cartucho ADF en el marco como se muestra en la figura 2 más adelante. Asegúrese de que el cartucho ADF se inserte en el sujetador ADF de la manera correcta según se muestra. Instale el sujetador ADF en la cubierta de la careta.INSTALACIÓN DE UNA LENTE QUE MAGNIFICA DEL MERCADO DE ACCESORIOS:Resbale simplemente la lente que del carril corto situado en los lados del ADF del alimentador de originales por el figura 3. El cartucho de la cortina se debe quitar ADF de originales para instalar la magnifique lente.Limpieza:Limpie la careta con un trapo suave. Limpie las superficies del cartucho regularmente.No utilice soluciones de limpieza fuertes. Limpie los sensores y celdas soldares con una solución de agua jabonosa y trapo limpio, y seque con un trapo libre de pelusa. NO sumerja el cartucho de sombra en agua u otra solución.7GUÍA DE LOCALIZACIÓN DE AVERÍASPruebe su cartucho de sombra antes de soldar dirigiendo el frente del mismo hacia una fuente brillante de luz, y después cubra y descubra los sensores ráp-idamente con sus dedos. El cartucho se oscurecerá momentáneamente a me-dida que se expone el sensor. También es posible utilizar una antorcha.8INFORMACIÓN DE GARANTÍA: Consulte IMWS1 incluido en la documentación. LA GARANTÍA NO CUBRE DAÑOS POR SALPICADURA:No utilice este producto sin los lentes de cubierta transparentes protectores correctos instalados adecuadamente a ambos lados del Cartucho de Filtro de Auto-Obscurecimiento (ADF). Los lentes de cubierta proporcionados con esta careta son del tamaño adecuado para trabajar con este producto y deberán evitarse substitutos de otros proveedores.*No se ilustra9CANT.11111111PARTE NÚM.KP3046-100 KP3046-125 KP3046-150 KP3046-175 KP3046-200 KP3046-225 KP3046-250 KP3047-1DESCRIPCIONLENTE DE AUMENTO, AMPLIFICACIÓN DEL 1.00 LENTE DE AUMENTO, AMPLIFICACIÓN DEL 1.25 LENTE DE AUMENTO, AMPLIFICACIÓN DEL 1.50 LENTE DE AUMENTO, AMPLIFICACIÓN DEL 1.75 LENTE DE AUMENTO, AMPLIFICACIÓN DEL 2.00 LENTE DE AUMENTO, AMPLIFICACIÓN DEL 2.25 LENTE DE AUMENTO, AMPLIFICACIÓN DEL 2.50 ADAPTADOR DE CASCO PROTECTOR ACCESORIOS OPCIO NALESARTÍCULO12345*678CANT.11111111 PARTE NÚM.KP3043-1KP3284-2KP3283-1KP4100-1KP2930-1S27978-95S27978-58S27978-55DESCRIPCIÓNL ENTES DE CUBIERTA EXTERNOS (PAQ. CANT. 5)CARTUCHO ADFLENTES DE CUBIERTA INTERIORES(PAQ. CANT. 5)ENSAMBLE DEL DISPOSITIVO PARA LA CABEZA (INCLUYENDO BADANA)BADANA(PAQ. CANT.: 2)RECUBRIMIENTO DE REEMPLAZOSELLO DELLENTE CLARO EXTERNOSUJETADOR ADFPOLÍTICA DE ASISTENCIA AL CLIENTEEl negocio de The Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte. Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden solicitar consejo o información a Lincoln Electric sobre el uso de nuestros productos. Respondemos a nuestros clientes con base en la mejor información en nuestras manos en ese momento. Lincoln Electric no esta en posición de garantizar o certificar dicha asesoría, y no asume responsabilidad alguna con respecto a dicha información oguía. Renunciamos expresamente a cualquier garantía de cualquier tipo, incluyendo cualquier garantía de aptitud para el propósito particular de cualquier cliente con respecto a dicha información o consejo. Como un asunto deconsideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o corregir dicha información o asesoría una vez que se ha brindado, y el hecho de proporcionar datos y guía tampoco crea, amplía o altera ninguna garantía con respecto a la venta de nuestros productos.Lincoln Electric es un fabricante receptivo pero la selección y uso de los productos específicos vendidos por Lincoln Electric está únicamente dentro del control del cliente y su responsabilidad exclusiva. Muchas variables más allá del control de Lincoln Electric afectan los resultados obtenidos en aplicar estos tipos de métodos de fabricación y requerimientos de servicio.Sujeta a Cambio – Esta información es precisa según nuestro leal saber y entender al momento de la impresión. Sírvase consultar para cualquier dato actualizado.。
林肯电子Idealarc DC-400电缆电压焊机操作说明书

Operator’s ManualRegister your machine:/registerAuthorized Service and Distributor Locator: /locatorIM10107-B| Issue D a te Mar-19For use with machines having Code Numbers:11829, 11831, 11833, 11834Save for future referenceDate PurchasedCode: (ex: 10859)SAFETY* Use only Bussmann Super-Lag fuses specified. Other fuses may not protect the welder and may cause overheating and possible fire damage.Insulation class 155(F)INSTALLATION OF FIELD INSTALLED OPTIONSRemote Output Control (K857 or K857-1 with K864 Adapter)An optional “remote out control” is available. TheK857 or K857-1 are the same remote control options that are used on other Lincoln power sources. TheK857 or K857-1 consist of a control box with 25 feet (7.6 meters) or 100 feet (30.3 meters).The K857 and K857-1 have a 6-pin connector andK857 require a K864 adapter cable which connects to the 14-pin connector on the case front.INSTALLATION OF EQUIPMENT REQUIRED FOR RECOMMENDED PROCESSESWIRE FEEDER CONTROL CABLE CONNECTIONS For control cable with 14-pin connector:Connect control cable to 14-pin connector on the front panel of the machine. See the appropriate connection diagram for the exact instructions for the wire feeder being used. Refer to Operation Section B (Auxiliary Power and Control Connections) for connector pin functions.For control cable with terminal strip connectors:The control cable from the wire feeding equipment is connected to the terminal strips behind the control panel*. A strain relief box connector is provided for access into the terminal strip section. A chassis ground screw is also provided below the terminal strip marked with the symbol for connecting the auto-matic equipment grounding wire. See the appropriate connection diagram for the exact instructions for the wire feeder being used.A cover (Lincoln Electric Part Number S17062-3) is available for the unused 14-pin connector to protect it against dirt and moisture.* See Terminal Strip Connections section for access to the terminal strips.CONNECTION OF DC-400 TO LN-22 OR LN-25a) Turn off all power.b) Place output terminals switch into the “ON” posi-tion.c) Connect the electrode cable to the output terminal of polarity required by electrode. Connect the work lead to the other terminal.d) Place the OUTPUT CONTROL Switch at “LOCAL”position unless a Remote Control is connected to the DC-400.e) Place MODE SWITCH in “CONSTANT VOLTAGE (FCAW, GMAW)”.NOTE: The output terminals are energized at alltimes.MEANINGS OF GRAPHIC SYMBOLS The DC-400 nameplate has been redesigned to use international symbols in describing the function of the various components. Below are the symbols used.POWER ON-OFF SWITCHInput (Power)OnOff OUTPUT CONTROL DIALOutput (Control)Increase/Decrease ofOutput (Voltage orCurrent)OUTPUT CONTROL “LOCAL-REMOTE” SWITCH CIRCUIT BREAKERTHERMAL PROTECTION LIGHTARC CONTROL SWITCHCircuit BreakerHigh TemperatureGas Metal ArcWeldingIncrease/Decreaseof InductanceLow InductanceHigh InductanceRATING PLATEConstant Current CharacteristicSubmerged Arc WeldingThree Phase AC PowerTransformerRectifierRectified DC OutputConstant Voltage CharacteristicLine ConnectionShielded Metal Arc WeldingDesignates Welder can be used in environments withincreased hazard of electric shock. (IEC model only)Flux Cored Arc WeldingDegree of protection provided by the enclosureIP21SGENERAL MACHINE DESCRIPTION The DC-400 is an SCR controlled three phase DC power source. It is designed with a single range potentiometer control.RECOMMENDED PROCESSES& EQUIPMENTThe DC-400 model is designed for all open arc processes including Innershield®and GMAW all solid wire and gas procedures within the capacity of the machine, plus the capability of stick and TIG welding and air carbon arc gouging up to 5/16” (8mm) diame-ter. A mode switch selects CV (FCAW, GMAW), CV Submerged Arc, or CC (Stick/TIG). Stick welding per-formance is similar to that of the R3R-500. The DC-400 is designed to be used with the LN-7, LN-7 GMA, LN-8, LN-9, LN-9 GMA, LN-10, DH-10, LN-23P, LN-25, LF-72, LF-74 or LN-742 semiautomatic wire feeders, the NA-3, NA-5 and NA-5R automatics, and the LT-56 and LT-7 tractors, within the 400 ampere capacity of the machine. The DC-400 Diode Kit option is required to utilize the cold start and cold electrode sensing features of the NA-3, NA-5 and NA-5R.OPERATIONAL FEATURES & CONTROLSARC CHARACTERISTICSThrough the unique combination of the transformer, three phase semiconverter rectifier, capacitor bank, arc control choke, and the solid state control system, outstanding arc characteristics are achieved on con-stant voltage.In addition, an arc force control enables the DC-400 to stick weld as well as the R3R-500.OUTPUT CONTROLThe OUTPUT control, a small 2 watt potentiometer, is calibrated from 1 to 10. The OUTPUT control serves as a voltage control in the CV position and a current control in the CC position.MACHINE OUTPUT CONTROL SWITCH “LOCAL”OR “REMOTE”The machine output can be controlled by either the OUTPUT control on the machine control panel, the output control on the wire feed unit, or an optional “remote control” that is available. This switch selects the mode of control, either “LOCAL” or “REMOTE”.OUTPUT TERMINALS “ON” OR OUTPUT TERMI-NALS “REMOTE”This switch provides an alternative to the “2 to 4”jumpering function by energizing the machine’s output regardless of whether “2 or 4” is jumpered or not. POLARITY SELECTIONPolarity selection is made by appropriately connecting the electrode and work welding cables to either the “+“ stud or to the “-” stud. Select “VOLTMETER”switch for “+” or “-” electrode, for the remote (#21) work sensing lead.VOLTMETER SWITCH “+” ELECTRODE OR “-”ELECTRODEThis switch selects electrode polarity for the remote (#21) work sensing lead of automatic or semiautomat-ic equipment.115 VOLT POWER SWITCHThe power input contactor operates from an auxiliary 115 volt transformer that is energized through the POWER toggle switch on the machine control panel.“ I “ is on and “0” is off.PILOT LIGHTA white light on the machine control panel indicates when the power source input contactor is closed. This means the main power transformer and all auxiliary and control transformers are energized.THERMAL PROTECTION LIGHTAn amber light on the machine control panel indicates when either of the two protective thermostats have opened. Output power will be removed but input power will still be applied to the machine.INPUT CONTACTORThe power source is equipped with an input contactor.OUTPUT CONTROL “LOCAL-REMOTE” SWITCH©The OUTPUT CONTROL toggle switch on the control panel labeled “LOCAL-REMOTE” gives the operator the option of controlling the output at the machine control panel or at a remote station. For remote con-trol, the toggle switch is set in the “REMOTE” position and controlled at the wire feed unit control, or by con-necting a K775 control to terminals 75, 76, and 77 on the terminal strip at the front of the machine, or by connecting a K857 control to the 14-pin connector on the front of the machine. For control at the machine control panel, the toggle switch is set in the “LOCAL”.(Exception: When used with an LN-9, LN-9 GMA or NA-5 wire feeder, the OUTPUT CONTROL switch must be in the “REMOTE” position or automatic shut-down of the LN-9 or NA-5 may occur.)POLARITY SELECTIONPolarity selection is made by appropriately connecting the electrode and work welding cables to either the “+” stud or to the “-” stud. Select “VOLTMETER”switch for “+” or “-” electrode for the remote (#21) work sensing lead.VOLTMETER SWITCHSelect “+” for positive electrode or “-” for negative electrode polarity for the remote (#21) work sensing lead of automatic or semiautomatic equipment. THERMAL PROTECTION LIGHTThe amber thermal protection light will be lit if either of the two protective thermostats have opened. The out-put power will be disabled but input power will still be applied to the welder. (Refer to Machine and Circuit Protection section).MODE SWITCHThe large MODE SWITCH on the left side of the machine, labeled “Constant Voltage (Submerged Arc), Constant Voltage (F CAW/GMAW) and Constant Current (Stick/TIG)”, is used to select the proper welder characteristics for the process being used. The CV (FCAW/GMAW) Mode permits the DC-400 to produce essentially a flat output characteristic that can be varied from approx. 12 to 42 volts.GENERALK2149-1 -Work Lead PackageK804-1 -Multi-Process SwitchK841 -UndercarriageK843 -Amptrol Adaptor KitTIG OPTIONSK1798 - Terminal Strip Adapter CableK586-1 - Deluxe Adjustable Gas Regulator and Hose KitK775 -Remote Limit SwitchK828-1 -Capacitor Discharge CircuitK864 -Remote Control AK870 -Foot Amptrol™K930 - 2 - TIG ModuleK936 - 1 Control Cable - 9 to 14K937 - 45 - TIG Module Control Cable ExtensionK939 - 1Docking KitK963 - 3 - Hand Amptrol™STICKK857 -Remote Output Control - 25 ft. (7.6 m)K857-1 -Remote Output Control - 100 ft. (30.5 m)K864 - Remote Control AdapterK704 -Accessory Kit - 400 Amp WIRE FEEDERK2327-4 - LF-72 Wire Feeder, Base Model (No Gun) K2327-5 -LF-72 Wire F eeder, Bench Model, Standard DutyK2327-6 -LF-72 Wire F eeder, Bench Model, Heavy DutyK2327-7 -LF-72 Wire F eeder, Bench Model, Heavy Duty (No Gun)This Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptoms that the machine may exhibit. F ind the listing that best describes the symptom that the machine is exhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE” lists the obvious external possibilities that may contributeto the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric F actory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. F or your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________2. Power Diode Testa) Establish the polarity of the ohmmeter leads and set to X10 scale.b) Connect the ohmmeter positive lead to anode and negative lead to cathode.c) Reverse the leads of the ohmmeter from Step b.d) A shorted diode will indicate zero or an equally low resistance in both directions. An open diode will have an infinite or high resistance in both directions and a good diode will have a low resistance in Step b and Step a much high-er resistance in Step c.3. Power Silicon Controlled Rectifier Testa) Connect the ohmmeter (set to m X10 scale)leads to the anode and cathode.b) Reverse the leads of the ohmmeter from Step a.c) A shorted SCR will indicate zero or an equally low resistance in one or both directions.d) Establish the polarity of the ohmmeter.Connect the positive lead to the gate and the negative lead to the cathode.e) An open gate circuit will have an infinite or high resistance. A good gate circuit will read a low resistance, but not zero ohms. If gate circuit reads zero ohms, check gate harness for shorts between gate leads and 204 before replacing SCR.ATENÇÃOJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.ATENÇÃOJapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.CUSTOMER ASSISTANCE POLICYThe business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose, with respect to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or correcting any such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of our products.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Sub arc Cell Config
Sub arc Cell Config(埋弧单元配置)是整套林肯焊机中的配置软件。
将多台焊机的通讯连接好之后,可以通过该软件进行配置,将我们需要用到的焊
机分为一组,同时生成一个配置文件。
该配置文件可在Command Center中被调用,从而达到控制该组焊机的目的。
双击软件图标,出现配置对话框。
对话框上部是所有已通讯的焊机,可以
通过单机点选某台焊机,并点击向下箭头的方式把该焊机选入下部的配置框内。
当把所有需要用到的焊机全部选入配置框内后,点击“NEXT”,之后选择“NO”进入确认界面,选择“OK”后开始生成配置文件,生成结束点击“Finish”进
行确认。
Command Center
Command Center(指令中心)软件是焊接时主要使用的可以设置焊接参数、焊接模式、控制焊接启停及实时监控并记录焊接数据的多功能软件。
通过该软
件可以调用“SubarcCellConfig”中已保存的焊机配置,选择焊接模式,输入
焊接参数来完成对焊接的控制。
双击软件图标进入(如图一)。
如首次使用该软件,则会自动弹出选择焊
机配置的对话框;如非首次使用则直接进入上次关闭时的配置。
如需更改,请
点击“File”(文件)下拉菜单中的“Connect”(连接)选项,在弹出的文件选择对话框中进行选择(如图二)。
图一
图二
选择好焊机配置后,在“Arc Balance”(电弧平衡)中选择所需的焊接模式(如图三)。
“CC”为恒流,可设置焊接电流和电压;“CV”为恒压,可设
置送丝速度和电压。
“DC-”为直流正接,“DC+”为直流反接,“Sine Wave”为交流正弦波,“Square Wave”为交流方波。
若选择交流还可以调整“Offset”(偏移)和“Balance”(占空比)。
偏移设置的范围为-25%~25%,数值越小熔深越小,熔敷率越高;占空比设置的范围为25%~75%,数值越小熔深越小,熔
敷率越高,搅动效果越低。
图三
选择好所需的焊接模式后,在“Set Point”(设定值)中输入所需的焊接参数(如图四),包括Strike引弧,Start启弧,Upslope爬坡,Welding焊接,Down-slope下坡,Crater填坑,Burnback回烧,Restrike重新引弧8种
状态,其中建议Strike,Welding,Crater,Burnback,Restrike赋予设定数值,其他状态可根据具体情况选择是否设定数值。
在设定好焊接模式和焊接参数后,在“File”中选择“Save machine setting”通过生成设备设置来保存该设置,便于以后调用。
若需调用已有的设备设置,则可直接点击“Restore machine settings”,在弹出的文件路径选择对话框中选择。
图四
软件中的“Charts”(图表)为焊接时电流,电压,送丝速度的实时监控
曲线画面,通过该画面可以有效的观察整个焊接过程中各参数是否出现过大的
起伏,从而检测焊接电弧是否稳定。
“System Status”(系统状态)可以显示焊机状态,确认焊机是否准备就绪;当出现问题时,可以显示出现问题的原因。
软件“File”(文件)选项下拉菜单中的“Preferences”(偏好设置)中可更改多种个性化设置。
分为一般设置,数据日志,杂项设置,如图五、图六、图七所示。
需要注意的是一般设置中,如选择被动模式,即整个软件仅作为监
控软件而无法进行焊接控制,无法启停焊接,也无法更改数据。
图五
图六 图七。