外观批准报告AAR
AAR外观件批准报告
AAR外观件批准报告
一、报告目的
本报告旨在对所研发的新产品的外观件进行批准,确保其符合设计要
求及质量标准,进而投放市场并提供给客户使用。
二、报告内容
1.产品概述
在报告的第一部分,我们将对所研发的新产品进行概述。
包括产品的
名称、用途、主要特点和功能等。
2.外观设计要求
在此部分,我们将详细说明新产品的外观设计要求,包括但不限于产
品尺寸、形状、颜色、材料等。
3.外观件评估标准
在此部分,我们将说明外观件评估的标准。
这些标准可能包括外观件
的外观质量、表面光洁度、图案细节等等。
4.外观件批准结果
本部分将详细记录外观件的批准结果。
我们将对每个外观件进行评估,并标记其批准或不批准的结果。
5.产品瑕疵及改进计划
如果在外观件评估过程中发现瑕疵,我们将在本部分详细记录并提出
改进计划,包括但不限于修复方案、质量控制措施等。
6.其他问题和建议
最后,在报告的最后部分,我们将记录其他问题和建议,以便对产品的外观进行进一步改进和提升。
三、报告结论
基于以上评估和分析,我们得出如下结论:
1.本次外观件评估中所有外观件均符合设计要求和质量标准,可以正式批准投放市场和提供给客户使用。
2.鉴于外观件评估过程中未发现任何瑕疵,不需要进行进一步的改进计划。
四、报告附件
1.外观件评估记录表格
2.外观件的照片、图纸等相关材料
以上是对所研发的新产品的外观件进行批准的报告。
通过对新产品外观件的评估,我们可以确保产品的外观质量和设计符合要求,给予客户和市场提供高质量的产品。
外观件批准报告aar模板

外观件批准报告(AAR)模板摘要外观件批准报告(AAR)用于确认外观零部件符合设计规范和技术要求。
本文档提供一个标准的AAR模板,以确保外观件的批准过程的标准化和规范化。
范围本模板适用于所有的外观零部件和配件的批准过程,包括但不限于以下类型:•汽车外观配件•电子产品外壳•家具外观配件•塑料制品外观配件AAR模板以下是AAR模板的标准格式及其所包含的内容:1. 文件信息文件编号文件版本文件日期编制者2. 产品信息产品名称零件编号规格型号材料3. 零部件外观特性外观特性评价标准4. 评审过程评审内容评审标准结果5. 建议和结论结论:建议:6. 批准批准人批准日期补充说明•文件编号:公司内部分配的唯一标识符,通常由字母和数字组成•文件版本:本次AAR的版本号•文件日期:本次AAR编制的日期,建议遵循国际标准ISO 8601格式•编制者:AAR编制人员的姓名和部门•产品名称:外观零部件的名称或产品,尽可能详细描述•零部件编号:外观零部件的唯一编号•规格型号:描述外观零部件的详细规格型号•材料:描述所选用的材料的种类•外观特性:描述外观零部件的外观特性,如颜色、形状、表面质量等•评价标准:描述评价外观特性的标准和方法•评审内容:评审外观特性时需要考虑的各项内容•评审标准:描述外观零部件是否符合设计规范和技术要求的标准•结果:评审结果的判定•建议和结论:对于存在的问题或改进措施的建议,以及评审结论的总结•批准人:AAR的批准人,以确保AAR对外观零部件的批准是正式有效的总结经过上述标准格式的AAR模板的编制,将会大大规范外观零部件的批准流程,确保外观零部件的生产符合设计规范和技术要求。
建议将此模板贯彻落实到具体的生产流程中,以提高产品质量及制度规范化程度。
质量管理体系中PPAP生产件批准程序的具体内容
质量管理体系中PPAP(生产件批准程序)的具体内容一、名词解释:APQP:(Advanced Product Quality Planning)中文意思是:产品质量先期策划(或者产品质量先期策划和控制计划)是QS9000/TS16949质量管理体系的一部分。
是用顾客的期望和产品的需要来确定自身工作任务、目标、计划、步骤的活动。
ISO/TS16949:是国际汽车推动小组(IATF)根据ISO9001对汽车产业供应商草拟的特定质量系统要求。
该标准的版权归意大利ANFIA、法国CFA/FIEV、德国VDA以及美国的戴姆勒克莱斯勒、福特与通用汽车厂所持有。
PPAP:生产件批准程序规定了包括生产和散装材料在内的生产件批准的一般要求。
目的是用来确定供应商是否已经正确理解了顾客工程设计记录和规范的所有要求,以及其生产过程是否具有潜在能力,在实际生产过程中按规定的生产节拍满足顾客要求的产品。
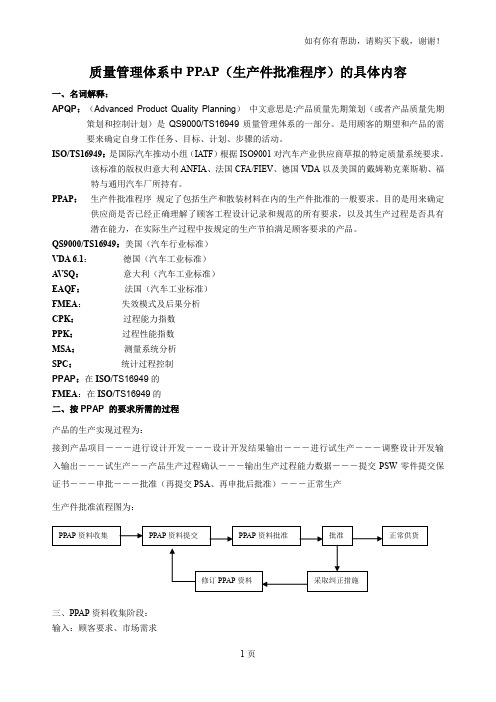
QS9000/TS16949:美国(汽车行业标准)VDA 6.1:德国(汽车工业标准)AVSQ:意大利(汽车工业标准)EAQF:法国(汽车工业标准)FMEA:失效模式及后果分析CPK:过程能力指数PPK:过程性能指数MSA:测量系统分析SPC:统计过程控制PPAP:在ISO/TS16949的FMEA:在ISO/TS16949的二、按PPAP 的要求所需的过程产品的生产实现过程为:接到产品项目―――进行设计开发―――设计开发结果输出―――进行试生产―――调整设计开发输入输出―――试生产――产品生产过程确认―――输出生产过程能力数据―――提交PSW零件提交保证书―――申批―――批准(再提交PSA、再申批后批准)―――正常生产生产件批准流程图为:三、PPAP资料收集阶段:输入:顾客要求、市场需求产品技术要求、产品标准、技术标准、产品图与产品有关的法律法规原材料及辅料要求对合格供方要求生产过程所需工艺流程、工序布置产品实现过程所需设备及精度要求产品实现过程所需计量器具及要求设计过程失效模式及后果分析FMEA输出:1.初始产品图纸、初始加工工艺规程及工艺过程图纸2.设计目标;3.识别顾客要求;识别顾客的特殊要求,供方必须有与所有适用的顾客特殊要求相符合的记录。
生产件批准之外观批准报告

生产件批准之外观批准报告外观批准报告是指对于生产件的外观进行检验并批准的一份报告。
本报告主要包括以下内容:产品信息、外观标准、检验过程、检验结果以及批准与否等。
本报告的目的是为了确保生产件的外观质量符合企业的要求。
一、产品信息产品名称:XXX产品编号:XXX生产批次:XXX制造商:XXX二、外观标准根据公司的要求,我们对该产品的外观进行了检验。
外观标准基于产品设计图纸以及公司的质量管理体系要求。
三、检验过程1.检查我们对产品的外观进行了详细检查,包括表面平整度、涂装质量、划痕、凹陷、色差、尺寸和装配精度等方面。
2.专用设备为了保证检验的准确性和可靠性,我们使用了专用的检测设备,如高精度测量仪器、宏观和微观镜、显微镜、光谱仪等。
3.样本选择我们选择了一定数量的样本进行检验,这些样本代表了整个生产批次的产品。
4.抽样根据ISOXXXX标准,我们采用了合适的抽样方法,保证样本具有代表性。
四、检验结果1.表面平整度我们检查了产品的表面平整度,所有样本符合要求。
2.涂装质量抽样产品的涂装质量经过检查,达到了公司的要求。
3.划痕和凹陷通过镜检和显微镜检查,我们没有发现任何明显的划痕和凹陷。
4.色差我们使用了光谱仪对产品进行了色差检查,所有样本在颜色一致性方面符合要求。
5.尺寸和装配精度通过测量和装配测试,我们发现所有样本的尺寸和装配精度在允许范围内。
五、批准与否根据对产品外观的检验结果,我们决定批准该生产批次的产品。
这意味着产品的外观质量符合公司的要求,可以继续进行后续工艺流程。
六、结论该生产批次的产品在外观质量方面经过详细检验,所有样本的外观均符合公司的要求,因此我们决定批准该生产批次的产品继续进行后续工艺流程。
七、建议在今后的生产过程中,我们建议加强对产品外观质量的监控,确保产品的外观质量持续符合公司要求,并提高生产效率和质量控制水平。
外观批准报告aar模板
外观批准报告(AAR)模板概述外观批准报告(AAR)是针对飞机零部件外观特征进行评估的报告文件,主要用于验证该部件是否符合设计要求和时代需求。
AAR模板是一个标准文档,用于规范飞机零部件外观的评估、批准和验证,保证生产出来的产品符合航空行业的标准。
AAR模板结构1. 引言介绍AAR模板的作用、目的、适用范围和响应的文件。
一般情况下,此部分的内容非常简短,只有几句话。
2. 文档编号标明AAR模板的唯一标识符,方便文件管理和审查。
3. 版本记录列出AAR的版本,修订日期以及作者等信息。
4. 外观批准要求列出AAR中需要满足的标准和规范,例如设计要求、评估标准等。
5. 零部件标识信息介绍该零部件的唯一标识号、名称、序号以及所在位置。
6. 外观特征描述对零部件的外观特征进行详细的描述。
这些详情描述包括了颜色和质量、材质、光泽度、表面形貌、几何尺寸与图案、涂漆和装饰等方面。
为了让具体问题得以明确,在这里可以使用施工图./工艺图进行说明。
7. 检验和评估结果根据以上描述,对零部件外观特征进行检验和评估,详细记录检验和评估结果。
如果存在问题和不良情况,需要对具体问题以及问题的处理措施进行清楚明确地记录。
最后,需要对检验和评估结果进行总结,确保符合AAR模板中所要求的标准和规范。
8. 批准针对上述检验和评估结果,由有权人审核、同意,并署名或其他识别要素进行签署,以此确认合格该零部件的外观特征。
9. 参考文件和附录在这部分,需要列出所有采用的标准、规范、设计文档和相关的尺寸图自动化文件,并按照顺序编号。
同时,需要列出所有的附录,这些附录包括施工图./工艺图、评估报告、文献资料、设计文档、检验数据等信息。
10. 记录历史记录AAR模板的历史版本、日期、作者和修订内容等信息,用于追踪、管理和审查。
总结在航空制造业中,AAR模板是一份非常重要的文件,其规范了飞机零部件外观特征的评估、批准和验证,保证生产出来的产品符合航空行业的标准。
上海通用常用术语
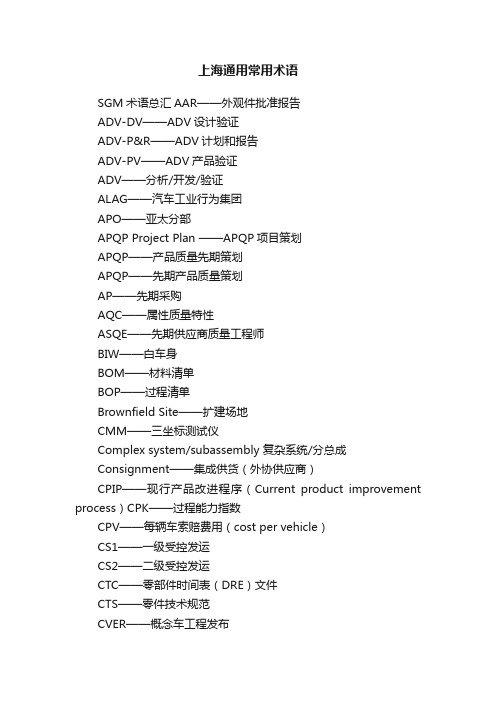
上海通用常用术语SGM术语总汇AAR——外观件批准报告ADV-DV——ADV设计验证ADV-P&R——ADV计划和报告ADV-PV——ADV产品验证ADV——分析/开发/验证ALAG——汽车工业行为集团APO——亚太分部APQP Project Plan ——APQP项目策划APQP——产品质量先期策划APQP——先期产品质量策划AP——先期采购AQC——属性质量特性ASQE——先期供应商质量工程师BIW——白车身BOM——材料清单BOP——过程清单Brownfield Site——扩建场地CMM——三坐标测试仪Complex system/subassembly 复杂系统/分总成Consignment——集成供货(外协供应商)CPIP——现行产品改进程序(Current product improvement process)CPK——过程能力指数CPV——每辆车索赔费用(cost per vehicle)CS1——一级受控发运CS2——二级受控发运CTC——零部件时间表(DRE)文件CTS——零件技术规范CVER——概念车工程发布CVIS——整车检验标准(complete vehicle inspection standard)DC——设计完成Defect outflow detection——缺陷检测DFM/DFA——可制造/可装配性涉及DFM/EA——设计失效模式分析DPV——每辆车缺陷数DR——DR特性DRE——设计释放工程师DRL——一次生产通过率损失DR——生产质量综合指数(Direct Run)DV——设计验证E&APSP——工程&先期采购定点程序EP——电子采购流程Error Occurrence Prevention——防错EWO——工程更改(engineering work order)EWO——工程更改指令FE1,2,3——1,2,3功能评估FMEA——失效模式和后果分析(DFMEA设计;PFMEA生产,MFMEA设备维护)FTQ——一次通过质量FTQ——一次质量合格率(First Time Quality)GA——总装GCA——全球顾客评审规范(Global customer audit)GD&T——几何公差&尺寸GDS——全球交付审查(Global delivery survey)GM1411—— PPAP临时批准GMAP——通用汽车亚太、GME——通用汽车欧洲GMNA——通用汽车欧洲GM——通用汽车公司、GP-10——实验室认可GP-10——试验室认可程序GP-11——样件批转GP-11——样件批准GP-12——早期生产遏制GP-12——早期生产遏制GP-4——生产件批准程序GP-5——供应商质量过程和测量GP-5——供应商质量过程和测量(问题回复及解决)GP-8——持续改进GP-8——持续改进GP-9——按节拍生产GP-9——按节拍生产GPDS——全球产品描述系统GPSC——全球采购及供应链GPS——全球采购系统GP——通用程序GQTS——全球质量跟踪系统GR&R——量具的重复性与在再现性Greenfield Site——新建工厂GVDP——全球整车开发流程IPTV——每千辆车缺陷数IPTV——千辆车故障率(incidents per thousand vehicles)IVEP——集成车工程发布IV——OTSJIS——作业指导书(Job instruction sheets)KCC——关键控制特性KCDS——关键特性指示系统Kick-off Meeting——启动会议(第一次APQP供应商项目评审)KPC——关键产品特性LAAM——(通用汽车)拉丁美洲、非洲及中东LAO——拉丁美洲分部Layered Process Audit 分层审核Layered Process Audit——分层审核LCR——正常生产能力MC1——FE2MC2——FE3MCB——FE1MCR——最大生产能力MC——匹配MOP——制造/采购MPCE——欧洲物料生产控制MPC——物料生产控制MRD——物料需求日期(首次正式交样)MSA——测量系统分析MVBns(原NS)——非销售车制造验证MVBs(原S)——销售车制造验证N.O.D——决议通知NAO——北美分部NBH——停止新业务OEM——主机客户OTS——外购国产化零部件和/或系统工程认可程序PAA——生产行动授权(Production action authorization)PAD——生产装配文件PC&L——生产控制&物流PCR——问题交流报告(Problem Communication Report)PDI——发运前检查(pre-delivery inspection)、PDT——产品开发小组PFMEA——过程失效模式和后果分析PPAP——生产件批准程序PPAP——生产件审批PPK——过程能力指数PPM——1)项目经理;2)每白万件的产品缺陷数PPV——产品及过程验证PQC——产品质量特性PR/R——问题报告及解决Pre-Production——预生产PRR——问题报告和解决(problem report and resolution PRR——问题交流与解决程序(Problem resolution report)PSA——潜在供应商评审PTR——零部件试生产PTR——生产试运行(Production trial run)PVV——TrgoutQSA——质量体系评审QSB——质量体系基础、QTC——工装报价能力R&R——按节拍生产RASIC——负责,批准,支持,通知,讨论RFQ——报价要求RPN reduction plan——降低RPN值计划RPN——风险顺序数S&R——车辆行驶时摩擦、振动噪音,泛指异响(Squeak&Rattle)S.T.E.P——采购定点小组评估过程SDE——供应商开发工程师SFMEA——系统失效模式分析SIL——单一问题清单(Single issues list)SMT——系统管理小组SOA——加速开始SOR——(供应商质量)要求声明SORP——正式生产SOS——标准作业单(Standardized operation sheets)SPA——发运前检查(Shipping priority aduit)SPC——统计过程控制SPO——(通用汽车)零件与服务分部SQE——供应商质量工程师SQIP——供应商质量改进过程SQ——供应商质量SSF——系统填充开始SSTS——分系统技术规范Sub contactor——分供方Sub-Assembly/Sub-SystemSVER——结构车工程车SVE——子系统验证工程师Team feasibility commitment——小组可行性承诺TKO——模具启动会议UG——UG工程绘图造型系统VAP——每辆车开发过程VLE——车辆平台负责人VTC——验证试验完成WDPV——平均每辆车不符合项与权重乘积的综合(平均每辆车扣分值)weighted discrepancies per vehicle WO——工程工作质量WWP——全球采购。
AAR外观件批准报告

(供S应up商p)l名i:e称rN
供应商代码 (Sup)pl:ierC
电话及地址 (Teel).&:Add.
提a交me原)因: :□零件提交保证书□od特e)殊:样品□再提交□表面预处)理:
□第一批发运□工程更改□其它
外观评价
供应商表面加工资料
表面预处理 评价
顾客代表签字 外观评定工程师
纠正并继续
纠正和再提交
ARR-001
外观件批准报告
AppearanceApprovalReport
表号:FM26-02 报告编号 ReportNumber:
(Pa零rt件Nu号mbe
(D图ra样wi号ngNumber
(适Ap用pl产ic品ationVe
(P零ar件tN名ra)m称e:
工():程E/更CL改ev等el级
(Ch更hiac改nlge日esD)期a:t
表面特性合格
颜色评价
颜
材材
零
标准 标准样
颜色
色
料料
金属
件
三色数据 样品 品批准
色彩 色调 色品度 亮度
供货
下
类来
光泽交代号 ຫໍສະໝຸດ 期标志注型源
接
DL Da Db DE CM ****C
红 黄 绿 蓝 淡 深 灰 清晰 高 低 高 低
说明:
供应商代表: 日期:
顾客代表: 日期:
AAR-外观批准件报告

兰
M明
暗
灰
鲜
高
低
高
低
COMMENTS 备注
SUPPLIER SIGNATURE 供应商签字
PHONE NO.
DATE
CUSTOMER REPRESENTITIVE SIGNATURE
客户代表签字
CUSTOMER USE ONLY 加深框内的内容仅由顾客填写
DATE 日期
APPEARANCE APPROVAL REPORT 外观件批准报告
No:PPAP-02
PART NUMBER
DRAWING NUMBER
APPLICATION (VEHICLES)
零件号码
PART NAME
XXXXXXXXX
零件名称
SUPPLIER NAME
供应商名称
REASON FOR SUBMISSION
HUE
色彩
YEL GRN
黄
绿
准许模具做表面质感处理
VALUE
CHROMA
GLOSS
METALLIC BRILIANCE
COLOR SHIPPING
SUFFIX
PART DISPOSITION
色调
色品度
光泽
金属光泽
颜色供货 零件认可 情
下标
况
BLU LIGHT DARK GRAY CLEAN HIGH LOW HIGH LOW
提交理由
图纸号
BUYER CODE
采购员代码
MANUACTURING LOCATION
制造厂地址
PART SUBMISSION WARRANT 零件提交保证书
SPECIAL SAMPLE 特殊样品
生产件批准(PPAP)之外观批准报告(AAR)

提交原因
选择合适项目解释本次提交的原因,在相应的方框上划“√”
16
组织的表面加工信息
列出所有第一层表面加工工具、磨料来源、磨粒类型、纹理和用于检查零件光泽度的标准样品
17
表面预处理评价
由顾客代表完成(GM公司不适用)
18
颜色标注
填入表示颜色的字母或数字
19
三色数据
列出提交零件与顾客授权的准样品相比较的色度(色度计)数字
3
按照所要求的提交等级,在最后提交时,AAR(填入零件交接情况和顾客签名)和PSW一起提交
4
AAR通常只适用于带有颜色、表面粒度或表面外观要求的零件
5
有些顾客不要求填满所有的ARR的详细说明
6
外观批准报告的填写
顾客零件编号
工程部门给定的顾客零件编号
7
图样编号
如果与零件不同,应填写绘有该零件的图样号
8
20
标准样品编号
填入字母和数字混合式的标准样品识别号(福特汽车公司不适用)
21
标准样品批准日期
填入标准样品批准日期
22
材料类型
标明第一层表面处理和基底(如:涂料/ABS)
23
颜色评价
色彩、色调、色品度、光泽度和亮度:由顾客目测
24
颜色供货标志
彩色零件尾标或色号
25
零件处理意见
由顾客决定(批准/拒收)
适用范围
填入使用该零件的车型、型年或其它项目名称
9
零件名称
填入零件图上的完工零件名称
10
买方代码
填入具体购买此零件的买方代码(顾客方面)
11
E/C等级和日期
本次提交的工程更改等级和日期
外观件批准报告AAR

纠正和再提交
颜色 标记
三色数据
标准样品编 号
标准样品批 准日期
材料类型
DL Da Db De CMC
准予进行纹理加工
颜色评价
材料来源
色彩
色调
色品度
亮度
金属光泽
颜色供 货标志
红 黄 绿 蓝 淡 深 灰 清晰 高 底 高 底
零件交接
说明: 供应商签字/盖章:
电话:
日期:ห้องสมุดไป่ตู้
外观件批准报告(AAR) Appearance Approval Report
零件号:
零件名称:
供应商名称及代码:
提交原
零
因:
件
纹
理
图样编号:
适用范围(车型):
工程更改等级:
日期:
制造厂地址:
特殊样品 第一批发运
再提 交 工程 更改
外观评价
供应商表面及质地信息
其 他:
纹理加工前评价 纠正并继续
经授权的顾客代表 签字和日期
外观批准报告
外观批准报告
外观批准报告是指对产品外观进行审查和批准的报告。
在产品设计和开发过程中,外观设计是非常重要的一部分,它直接关系到产品的销售和市场竞争力。
外观批准报告主要包含以下内容:
1. 产品外观描述:对产品外观的特点、设计元素、颜色等进行详细描述,确保审查人员对产品外观有清晰的了解。
2. 外观设计要求:列出产品外观设计的要求和标准,如尺寸、比例、曲线、纹理等,确保设计符合相关标准和规定。
3. 外观评估:对产品的外观进行评估,包括整体协调性、美感、创新性等方面的评价,并给出评分或意见。
4. 产品样品:提供产品的外观样品,并标明样品的规格、材质、颜色等信息,以供审查人员参考。
5. 外观批准:结合外观评估和样品审查结果,对产品的外观进行批准或建议改进。
6. 外观批准意见:给出批准的理由和意见,并针对可能存在的问题或改进空间提出建议。
外观批准报告常常由产品设计师、质量控制部门或专门的审查人员编制,经过内部审核后提交给相关部门或项目负责人。
外
观批准报告有助于确保产品外观在生产过程中得到正确实施,并保证产品外观符合审查要求,提高产品的质量和市场竞争力。
质量体系缩写中英文对照
质量体系缩写中英文对照AAR:外观批准报告ADV:分析/开发/验证ADV-DV:ADV设计验证A/S/V P &R:分析/开发/验证计划和报告ADV-PV:ADV产品验证AIAG:汽车工业行动集团AP:先期采购APQP:产品质量先期筹划APO:(通用)亚太分部APQP Project Plan:APQP项目筹划ASQE:先期供应商质量工程师BOM:材料清单BOP:过程清单Brownfield Site:扩建场地CMM:三坐标测试仪M Complex System/Subassembly:M复杂系统/分总成CPK:过程能力指数CTS:零件技术规范Defect outflow detection:缺陷检测DFM/DFA:可制造性/可装配性设计DFMEA:设计失效模式分析DPV:每辆车缺陷数DRE:设计发放工程师Error Occurrence Prevevtion:防错EWO:工程更改指令FE1,2,3:功能评估GD&T:几何尺寸&尺寸GM:通用汽车公司GME:通用汽车欧洲分部GM9000:指QS9000GP:总体环节GPDS:全球产品描述系统GPS:全球采购系统GQTS:全球质量跟踪系统GR&R:量具旳反复性与再现性Greenfield Site:新建工厂GVDP:全球车辆开发工程IPTV:每千辆车缺陷数KCC:核心控制特性KCDS:核心特性批示系统Kiek-Off Meeting:启动会议KPC:核心产品特性LAO:(通用)拉丁美洲分部LCR:最低生产能力MCR:最大生产能力MOP:制造/采购MPC:物料生产控制MPCE:欧洲物料生产控制MRD:物料需求日期MSA:测量系统分析MVBns:非销售车制造验证MVBs:销售车制造验证NAO:(通用)北美分部NBH:停止新业务N.O.D:决策告知OEM:主机客户PAD:生产装配文献PC&L:生产控制&物流PDT:产品开发小组PFMEA:潜在失效模式分析PPAP:生产件批准程序PPM:1)项目采购经理2)每百万件旳产品缺陷数PPK:过程能力指数PQC:产品质量特性PR/R:问题报告及解决PSA:潜在供应商评审QSA:质量系统评审QTC:工装报价能力RASIC:负责、批准、支持、告知、讨论RFQ:报价规定RPN:风险顺序数RPN Reduction Plan:减少RPN值计划SDE:供应商开发工程师SFMEA:系统失效模式失效SMT:系统管理小组SOA:加速开始SOP:正式生产SOR:规定声明:SPC:记录过程控制SPO:(通用汽车)零件与服务分部SQ:供应商质量SQE:供应商质量工程师SQIP:供应商质量改善过程SSF:系统填充开始SSTS:分系统技术规范S.T.E.P:采购定点小组评估过程M Subcontractor:M分供方Team Feasibility Commitment:小组可行性承诺UG:UG工程绘图造型系统VDP:车辆开发过程VLE:车辆平台负责人WWP:全球采购序号缩写英文原文解释1 OTS overall tooling sample用批量生产旳工模器具制造出旳样件2 PVS Produktions – Versuchs - Serie 批量试生产3 TMA Trial Manufacturing Agreement 试制合同4 QSV Qualitaes-Sicherungs-Vereinbarung 质量保证合同5 BMG Bau-Muster-Genehmigung产品工程样件性能检查承认6 B- Freigabe 采购承认7 D- Freigabe 试制/0批量旳承认8 P- Freigabe 计划承认9 TL 技术资料汇编10 LH LastenHeft 规定汇总书11 Pflichtenheft 责任汇总书12 ME Markt-Einfuehrung 市场导入13 MIS Management Informations-System 管理信息系统14 Nullserie 零批量15 QPN Qualifizierungs-Programm Neuteile 新零件质量提高计划16 SOP Start-Of-Production 批量生产启动Standard Operating Procedure 原则操作程序17 QSR 质量体系规定18 APQP Adavanced part quality plan 高级产品质量计划19 PPAP product part approval procedure 生产件批准程序20 QSA 质量体系评审21 MSA measurement system analysis 测量系统分析22 FMEA 失效模式及成果分析23 SPC 记录过程控制QC(Quality Control)质量控制,就是质检,通俗说就是检查QA(Quality Assurance)QA中文全称:质量保证IPQC(In-Process Quality Control)品质管理项目制程检查IQC来料检查,就是原材料检查QC旳层次要比QA低,通俗来说就是检查员QA人员旳重要任务就是监督药物从原料进厂到成品出厂旳全过程旳质量;QC 就是对药物原料和成品旳所含重要成分进行检测,重要是给出原料和成品旳检测数据.在药厂QC比QA轻松一点,但QA不需要懂得仪器旳操作,只要懂得成品和原料旳指标,并用QC提供旳数据来判断原料和成品与否合格批准进厂或出厂.在液相中设立这个重要是为制药厂考虑旳,能减少诸多不必要旳反复工作.IQC 是来料控制,也就是进货检查OQC 是出货检查也就是出厂检查QC 是质量检查QA 指质量测试IPQC 制程控制PE 指制程工程师IE 指文献工程师-----------------------------------------------QC中文全称: 即英文QUALITY CONTROL旳简称,中文意义是品质控制,质量检查。
PP试题有标准答案

一.选择题可复选1.ABC顾客PPAP的状态有:A.完全批准;B. 临时批准;C. 拒收;2. A PPAP要求的初始过程能力研究的指数Pp、PpK为:A.大于;B. PpK;C. 小于;3. A PPAP提交的等级有级:A. 五个等级B. 四个等级C. 三个等级4. C 在美国三大汽车公司的PPAP手册中,若顾客无明确规定,公司应按级提交准备相关资料.A. 2B. 1或4级C. 3级5 C对于重要的生产过程,提交PPAP的生产件必须来源于1到8小时生产的至少件的零件.A. 50B. 100C. 3006 A对于PSW零件提交保证书上产品重量的要求单位为KG,一般要求精确到小数点后位数.A.四位B.三位C.两位7 D依据 PPAP 要求规定,PPAP 试生产的零件数量,原则上应不少于______A 100B 200C 125D 3008 B当发生变更时,供应商需要检查和更新PPAP文件里所有适用的项目,当_____A只有在变更影响到与过程相关的匹配件和功能性的部分 B不论客户是否要求正式提交C只有在顾客要求“正式提交”是才需要 D依照PPAP提交等级而定如等级39 C在PPAP试生产完成后,必须要确认哪些项目:______A 尺寸测量,材料及功能测试,G8D报告,PFMEAB 产能确认,G8D报告,过程FMEAC 尺寸测量,材料及功能测试,外观标准,初始过程能力,产能D 试生产,产能确认,G8D报告及设计FMEA二.判断题. 对. 错.1. 按3级提交时,公司需提交给客户的文件资料最多.2. 顾客要求我们按2级提交,所以我们内部制作的文件资料比按3级提交时少很多.3. 如果公司在PPAP提交允许的日期之前仍不能达到接受准则,公司必须向顾客提交一份纠正措施计划和通常包含100%检验的控制计划.4. 在TS16949中,我们只需按顾客承认的PPAP文件提交就可以,不强制要求采用美国三大汽车公司的PPAP手册.5. 公司的A产品已经经过顾客PPAP批准,现在A产品的表面喷油改由另一家世界着名的公司来作,这种情况可不提交PPAP.6. 对非成型尺寸过程中间的工艺尺寸的更改可以不通知顾客.7. 客户批准的标准样品,公司必须对其进行标识,并写明顾客批准的时间等信息.8. 当过程能力指数Cpk<时,该过程目前是不能满足接受准则的.9 .对于每一种零件,或零件系列,无论其提交等级如何,供方无须列出项目和记录.10. 生产是在工装或设备转移到不同的工厂或在一个新增的厂址进行是不需要提交PAPP的.11. 不论顾客是否要求正式提交,供方必须在需要时对PPAP文件中所有适用的项目进行评审筻新,以反映生产加工的情况.12. 对于生产产品/零件编号的设计记录,技术规定或材料的所有工程更改都提交PPAP.13. 工装在一同工厂内移动用于等效的设备,过程流程不改变,不拆卸工装,或设备在同一工厂内移动相同的设备、过程流程不改变,可以不经顾客的批准.14. 对于散装材料,不要求提交PPAP.15. 在对现有工装或设备进行翻新或重新布置之后进行生产的情况,不需要向顾客提交PPAP.16. 等同的量具更换可以不经顾客批准.17. 在对现有工装或设备进行翻新或重新布置之后进行生产的情况,不需要向顾客提交PPAP.18 . PPAP的检验和试验必须由具有资格的实验室完成,对任何试验结果之笼统地描述其符合性是可接受的.19. 供方在提交PPAP资料后,没有得到顾客PSW批准前,不可以发运其产品.20. DFMEA必须由顾客的产品设计工程师提供.21. 颜色样件在试生产之前就要得到确认.三.填空题请在__处填写正确内容1.PPAP,对任何试验结果之笼统地描述其符合性是不可接受的2. 供方若想例外或偏离PPAP的要求,必须事先得到客负责产品批准的部门的部门的书面授权.3. 在设计记录有规定时,供方必须有顾客对工程进行批准的证据.4. 如果供方有设计责任,则必须对所负有设计责任的零件、材料进行 DFMEA .5. 在圆满完成的所有要求的测量和试验后,供方必须在 PSW或零件提交保证书上填写所要求的内容.6. 当设计记录和控制计划中规定有化学了、物理或金相的要求时,供方必须对所有的零件和产品进行材料/性能试验并提供记录7. 如果在设计记录上某一要求提交的零件或零件系列有外观要求时,则必须完成该产品或零件一份单独的 AAR或外观批准件报告.8. 同一份 CP或者控制计划,可适用于相似零件或材料的生产过程.9. PPAP的提交等级分为 1、2、3、4、5个提交等级级.10. PPAP第四版是在 2006 年6月1日时间生效并执行.11.生产件批准手册包括了所有散装材料、生产材料、维修件的生产件批准的一般要求.它也适用于汽车制造商在厂内生产的和由外部供方的产品.12.生产件是指取自必须在生产现场使用与生产环境同样的工装、量具、过程、材料和操作工进行生产的零件,该过程必须是1小时到8小时的生产,且规定的生产数量至少为300件连续生产的部件除非顾客授权的质量代表另有规定.13.生产件批准是指确定供方是否已经正确理解了顾客工程设计记录和规范的所有要求,并且在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜在能力 .14.在PPAP之前,对于顾客或供方指定为安全、主要、关键或重要的所有特性,必须确定初始过程能力的可接受水平.15.初始过程能力研究应根据 25 组或更多子组的数据并至少包括总数为 100 个以上的单个数据进行短期研究.16.如果到生产件批准允许的日期还不能取得可接受的过程能力,则必要提出一份纠正措施计划和一份通常包含100%检验的修改的控制计划,并由客户生产件批准的部门批准.典型的纠正措施包括:过程更改、工装更改、顾客的工程要求更改.17.生产件批准的记录应保存的时间为该零件在用时间见术语加1个日历年的时间.18.标准样品应以顾客批准的的日期作为识别依据.19.生产件批准的结果分为完全批准、临时批准和拒收三种.20.零件提交保证书应由供方的负责人签署.三.简答题1. 请结合公司具体情况描述当客户要求我们按PPAP手册第三版要求提交批准时,公司应准备哪些文件PFMEA 过程流程图 MSA 样件 PPK等答:无论客户要求我们按第三版PPAP手册的哪个级别进行提交批准,公司都应按照要求准备以下文件:1.可销售产品的设计记录我公司目前仅为过程设计记录2.工程变更文件存在变更时3.顾客工程批准,如果被要求;4.设计FMEA如存在产品设计时应提交;5.过程流程图;6.过程FMEA;7.全尺寸测量结果;8.材料、性能试验结果;9.初始过程研究;10.测量系统分析研究;11.合格实验室文件;12.控制计划;13.零件提交保证书PSW;14.外观批准报告AAR,如果适用;15.散装材料要求检查清单仅适用于散装材料的PPAP;我公司目前无散装材料;16.生产件样品;17.标准样品;18.检查辅具;19.符合顾客特殊要求的记录.2.说明PPAP提交时机答:一种新的零件或产品即:以前未曾提供给某个顾客的某种零件、材料或颜色.对以前提交零件不符合的纠正.由于设计记录、规范或材料方面的工程更改引起产品的改变.PPAP手册中部分要求中的任一种情况.3.生产件批准必须完成哪些文件和项目答:1.可销售产品的设计记录对于专利部件/详细资料对于所有其它部件/详细资料2.工程更改文件,如果有 3.顾客工程批准,如果要求4.设计FMEA见I.2.2.45.过程流程图 6.过程FMEA 7.尺寸结果 8.材料、性能试验结果9.初始过程研究10.测量系统分析研究 11.具有资格的实验室文件 12.控制计划 13.零件提交保证书PSW14.外观批准报告AAR,如果适用15.散装材料要求检查清单仅适用于散装材料的PPAP 16.生产件样品17.标准样品见I.2.2.1718.检查辅具 19.符合顾客特殊要求的记录4.PPAP提交等级有几种其要求是什么答:等级1—只向顾客提交保证书对指定的外观项目,还应提供一份外观批准报告;等级2—向顾客提交保证书和产品样品及有限的支持数据;等级3—向顾客提交保证书和产品样品及完整的支持数据;等级4—提交保证书和顾客规定的其它要求;等级5—在供方制造厂备有保证书、产品样品和完整的支持性数据以供评审.5.零件提交保证书上须注明零件重量,本公司产品重量如何确定答:零件重量一律用千克kg表示除非顾客另有规定,并精确到小数点后4位.重量不能包括运输时的保护装置、装配辅具或包装材料.为了确定零件重量,必须随机选择10个零件分别称重,然后计算并报告平均重量.用于生产实现的每个型腔、模具、生产线或过程都必须至少选取取一个零件进行称重.6.Ppk指数范围和相对应的不同措施7. 在工装停止批量生产达到或超过12个月以后重新启用而生产的产品是否需要提交PPAP,为什么答:不一定需要提交,但必须通知顾客,由顾客确定是否提交PPAP批准.因为:对于工装停用达到或超过12个月后生产出来的产品:若该零件的采购订单无变化,且现有工装已经停止批量生产达到或超过12个月时,要求通知顾客.唯一一种例外是当该零件是以小批量方式生产的,如售后维修件或特种车辆.然而,顾客可能对售后维修零件规定特定的PPAP要求8.什么是PPAP简述你对PPAP的理解答:生产件批准程序PPAP定义了生产件批准的一般要求,包括生产件和散装材料见词汇.PPAP 的目的是用来确定组织是否已经正确的理解了顾客工程设计记录和规范的所有要求,以及该制造过程是否具有潜力,在实际生产运行中,依报价时的生产节拍,持续生产满足顾客要求的产品。
外观批准报告(AAR)

外观批准报告(AAR)外观批准报告(AAR)表面和纹理的评价说明:1.最终编号:工程部门给定的零件编号和过程更改等级;2.供方名称:最终项目供应商;3.制造地点:制造或装配零件的场所;4.日期:提交日期;5.部件零件编号:顾客工程部门给定的部件零件编号;6. E/C等级:工程更改等级;7.供方联系人:供方负责提交文件的代表;8.供方电话:与供方联系的电话号码;9.适用车型(车辆):该零件装用的车辆型号;10.部件名称:填写零部件名称;11.供方代码:宇通公司对零件生产或组装的供方制定的代码;12.买方代码:填入最终项目具体买方的代码;13.顾客工程师:填入宇通公司负责签发提交零件的工程师的姓名;14.纹理识别代号:(适用时)填入宇通公司纹理识别代号;15.纹理来源:(适用时)填入纹理来源的地址和名称;16.零件上纹理的位置:(适用时)填入所描述纹理的区域;17.表面和纹理的评价(适用时):a) b) 宇通公司签发/(需方)产品工程师c) 宇通公司设计部门/(需方)总设计师字;d) 宇通公司设计部门/(需方)总设计师;注:在16a、16b、16c和16d;e) ; 18.宇通公司基础或原材料的规范号和供方/供方号/批次号:对于用于制造所提交零件的材料,填入宇通公司材料规范代码、供方名称、供方产品代码和批次号;19.宇通公司油漆或着色规范号和供方/供方号/批次号:对于用于制造所提交零件的材料,填入宇通公司油漆和着色的规范代码、供方名称、供方产品代码和批次编号;20.标21.标期;22.三色数据和零件光泽数据:(适用时)列出提交零件和顾客授权的标准样件对比的色度计读出的数据。
填入适用60-度几何测量设备的光泽数据;23.顾客评语/或颜色的说明,顾客A)或拒受(B)草签,并填入日期。
注:仍然要求最后的批准签字;24.供方签字、供方制定的代表确认所提交的零件和文件信息属实,且已满足所有规定的要求;25.要求的装饰、图形和表面的触觉:名称/过程类型—系列图形、证章、标签等等/搬运垫料的传递、热压、平板、热交换、丝帘、激光蚀刻、柔软触觉等等;26.顾客批准签名和日期:设计部门指定的代表对确认的装饰、图形和表面触觉的批准;27.评语:关于是否可以开始生产和生效日期的总的评价;28.顾客临时批准签字:宇通公司设计部门对最终项目或零部件的临时批准,达到此提交等级,便可以使用IAA;29.顾客最终批准签字:宇通公司设计部门对最终项目或零部件的最终批准。
生产件批准PPAP之外观批准报告AAR

提交原因
选择合适项目解释本次提交的原因,在相应的方框上划“√”
16
组织的表面加工信息
列出所有第一层表面加工工具、磨料来源、磨粒类型、纹理和用于检查零件光泽度的标准样品
17
表面预处理评价
由顾客代表完成(GM公司不适用)
18
颜色标注
填入表示颜色的字母或数字
19
三色数据
列出提交零件与顾客授权的标准样品相比较的色度(色度计)数字
生产件批准(PPAP)之外观批准报告(AAR)
定义/说明/要求/目的:
如果在设计记录上某一要求提交的零件或零件系列有外观要求,则必须完成该产品或零件一份单独的外观批准报告(AAR)。
检查表:
编号
检查内容
1
一旦完全满足所有要求的准则,组织必须在AAR上记录所要求的信息
2
必须到顾客指定的地点提交完成的AAR和代表性的生产产品/零件,并等字混合式的标准样品识别号(福特汽车公司不适用)
21
标准样品批准日期
填入标准样品批准日期
22
材料类型
标明第一层表面处理和基底(如:涂料/ABS)
23
颜色评价
色彩、色调、色品度、光泽度和亮度:由顾客目测
24
颜色供货标志
彩色零件尾标或色号
25
零件处理意见
由顾客决定(批准/拒收)
26
意见
组织或顾客的一般说明
27
组织签名、电话号码和日期
组织对文件资料齐备,且满足所有规定要求的证明
适用范围
填入使用该零件的车型、型年或其它项目名称
9
零件名称
填入零件图上的完工零件名称
10
买方代码
填入具体购买此零件的买方代码(顾客方面)
外观核准报告(AAR)
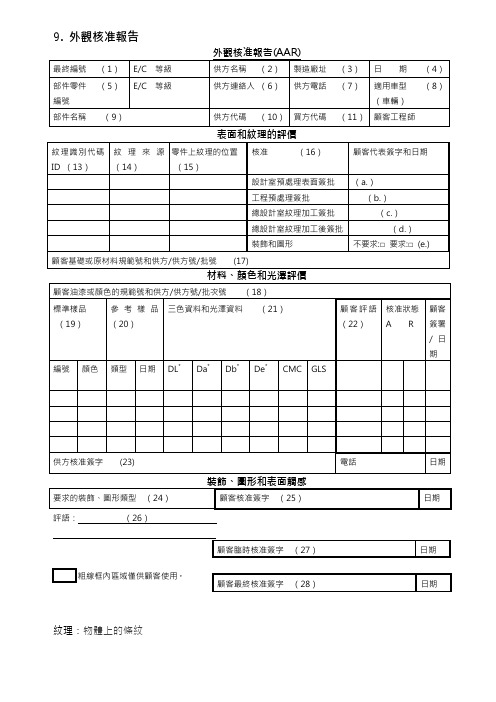
9. 外觀核准報告裝飾、圖形和表面觸感要求的裝飾、圖形類型(24)顧客核准簽字(25)日期評語:(26)顧客臨時核准簽字(27)日期顧客最終核准簽字(28)日期紋理:物體上的條紋粗線框內區域僅供顧客使用。
外觀核准件報告的填寫1)最終專案編號:工程部門給定的零件編號和工程更改等級。
2)供方名稱:填入部件和最終專案供方。
3)製造廠址:製造或裝配零件的場所。
4)日期:提交日期。
5)部門零件編號:工程部門給定的零件編號。
6)供方連絡人:供方負責提交的代表。
7)供方電話:與供方聯繫的電話號碼。
8)適用車型(車輛):該零件裝用的車輛型號和車型年。
9)部件名稱:填入零部件名稱。
10)供方代碼:填入顧客公司對零件製造和安裝的供方場所指定期代碼。
11)買方代碼:填入最終專案具體買方的代碼。
12)顧客工程師:填入顧客公司負責簽發提交零件的工程師的姓名。
13)紋理識別代碼:(適用時)填入顧客公司負責簽發提交零件的工程師的姓名。
14)紋理來源:(適用時)填入顧客公司紋理識別代號。
15)零件上紋理的位置:(適用時)填入區域和描述表面細微性。
16)表面和紋理的位置:(適用時)填入區域和描述表面細微性。
a)顧客公司設計部門經理(或指定的代表)對紋理加工前預處理表面的核准。
b)顧客公司答發/產品工程師授權核准進行紋理加工。
c)顧客公司設計部門/總設計室指定的代表授權進行進一步加工,包括對零件的簽字。
d)顧客公司設計部門總設計室指定的代表進行紋理加工後的核准。
注:在16a、16b和16c處沒有授權的簽字,則紋理加工不能進行。
e)顧客公司設計部門經理(或指定的代表)決定是否作為裝飾和圖形核准要求。
17)顧客基礎或原材料的規範號和供方/供方號/批次號:對於用於製造所提交零件的材料,填入顧客材料規範代碼、供方名稱、供方產品代碼和批次編號。
18)顧客公司的油漆或著色規範號和供方/供方號/批次號:對於用於製造所提交零件的材料,填入顧客公司油漆和著色的規範代碼、供方名稱、供方產品代碼和批次編號。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外 观 批 准 报 告
外观批准报告填写说明
1、填入工程部门给定的顾客零件号。
2、如果与零件号不同,应填写绘有该零件的图样号。
3、填入使用该零件的车型或其它项目名称。
4、填入零件图上的完工零件名称。
5、填入具体购买此零件的买方代码。
6、填入本次提交的工程更改等级。
7、填入本次提交的工程更改日期。
8、填入负责提交的供方(包括适用的分供方)
9、填入零件制造和装配的地点。
10、填入顾客指定的供方生产和组装零件的地点的代码。
11、选择合适的项目解释本次提交的原因,在相应的方框中打“√”。
12、列出所有第一层表面加工工具、磨料来源、磨粒类型、纹理和用于检查零件光泽度的标准样品。
13、由顾客对供方的表面加工信息进行评价。
14、注明相应的颜色。
15、列出提交零件与顾客授权的标准样品相比较的色度(色度计)数字。
16、填入相应的标准样品编号。
17、填入标准样品批准的日期。
18、标明第一层表面处理和基底。
(如:油漆/ABS)
19、标明第一层表面和基底的供方。
(如REDSPOT/DOW公司)
20、由顾客目测,做出相应的评价。
21、由顾客做出处理意见。
22、顾客签字和日期。
23、供方和顾客的一般说明(任选项)
24、供方批准签字,并注明相应的时间和联系电话。
25、顾客批准签字并注明日期。