外观件批准报告范例
外观件批准报告批准模板

外观件批准报告批准模板
1. 引言
外观件批准报告是制造企业向客户专业提交的批准文件,也是供应商向顾客申请外观件生产任务、获得批准的重要手续,因此撰写一个规范的批准模板显得非同一般的重要。
本文将介绍外观件批准报告的撰写要点及范本。
2. 批准内容
•产品名称:_______
•规格型号:_______
•制造商名称:_______
•生产日期:_______
•批准部门:_______
•批准日期:_______
3. 批准内容详情
3.1 外观品质
3.1.1 外观参数
•尺寸:_______
•颜色:_______
•光泽度:_______
•清晰度:_______
•表面润滑度:_______
•表面硬度:_______
3.1.2 外观品质要求
如何检验,外观标准(按照标准条款标明)。
3.2 包装要求
包装箱材质、制作要求、标识要求等。
4. 批准过程
本该批准人进行的评审、审核、签字等过程的记录,以及返工需要批准人的授权等。
5. 批准声明
包括:批准人、单位名称、联系方式、地址等。
6. 结论
以上即为一个基本的外观件批准报告。
根据自己公司情况补充。
精编R外观件批准报告

9018)
公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
ARR-001
外观件批准报告
表号:FM26-02 报告编号 Report Number:
Appearance Approval Report
零件号 零件(名P称art N供um(应beP商ra)r名t:称 (提NSa交umpe原p)l因i:e:r
红 黄 绿 蓝 淡 深 灰 清晰 高 低 高 低
说明:
供应商代表: 日期:
顾客代表: 日期:
面N预am处e)理:
图样号 工提Seuv交pepl保l)i证e:r书
□第一批C发od运e):
□特殊样品
适用产品 (更Ap改pl日ic期ation V电(eh话Cihc及alne地gse)址: (DaTteel□).&再:提交
□工程更改 Add.)□:其它
□表
外观评价
供应商表面加工资料
表面预处理
评
价
顾客代表签字 外观评定工程师
纠正并继续
纠正和再提交
表面特性合格
颜色评价
颜 色 下 注
三色数据
标准 标准样 样品 品批准 代号 日期
材 料 类 型
材 料 来 源
色彩
色调
色品度
亮度
金属 光泽
颜色 供货 标志
零 件 交 接
DL Da Db DE CM ****C
生产件批准程序(PPAP)培训资料

二、PPAP的过程要求
2.2.8测量系统分析研究
组织必须对所有新的或改进后的量具、测量和 试验设备进行测量系统分析研究,如:量具的重复 性与再现性、偏倚、线性和稳定性研究。(见《测 量系统分析》参考手册)。 注1:《测量系统分析》参考手册中定义了量具重复 性与再现性的接收准则。 注2:对于散装材料,测量系统分析可以不适用,但 要获得顾客同意。
注:如果组织对新零件的共通性已经过评审,同一份 过程图可适用于相似零件家族的生产过程。
二、PPAP的过程要求
2.2.6过程失效模式及后果分析(过程FMEA)
组织必须按照顾客特殊要求,进行相应的过程 FMEA开发(例如,《潜在失效模式及后果分析》 参考手册)。 注1:如果组织对新零件的通用性已经过评审,同一 份过程FMEA可适用于相似零件或材料族系的生产 过程。 注2:对于散装材料,见附录F。
二、PPAP的过程要求
注1:对于任何可销售的产品、零件或组件,无论谁具有设计 职责,应只有唯一的设计记录。设计记录可引用其它的文件 来形成该设计记录的部分。
注2:单一的设计记录可以表示多种零件或装配结构,例如: 有许多孔的一个支架可以有不同的用途。
注3:对于定义为黑盒子的零件,设计记录要规定和其它件的 配合关系和性能要求。
注4:对于标准目录零件,设计记录可能只包含功能规格或者 认可的行业标准的参考要求。
注5:对于散装材料,设计记录可以包括原材料的标识、配方、 加工步骤和参数,以及最终的产品规范和接受准则。如果度 量结果不适用,那么CAD/CAM的要求也将不适用。
二、PPAP的过程要求
2.2.1.1零件材质报告 组织必须提供证据表明已经完成顾客要
二、PPAP的过程要求
2.2.9全尺寸测量结果
外观批准报告
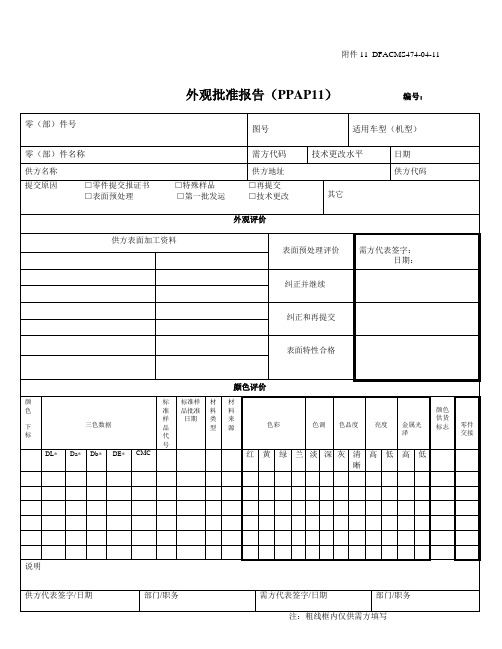
纠正并继续
纠正和再提交
表面特性合格
颜色评价
颜色
下标
三色数据
标准样品代号
标准样品批准日期
材料类型
材料来源
色彩
色调
色品度
亮度
金属光泽
颜色供货标志
零件交接
DL*
Da*
Db*
DE*
CMC
红
黄
绿
兰
淡
深
灰
清晰
高
低
高
低
说明
供方代表签字/日期
部门/职务
需方代表签字/日期
部门/职务
注:粗线框内仅供需方填写
附件11 DFACMS474-04-11
外观批准报告(PPAP11)编号:
零(部)件号
图号
适用车型(机型)
零(部)件名称
需方代码
技术更改水平
日期供方名称供方地址供方代码提交原因□零件提交报证书□特殊样品□再提交
□表面预处理□第一批发运□技术更改
其它
外观评价
供方表面加工资料
表面预处理评价
需方代表签字:
PPAP手册(第四版)

※在相应的网站上登载顾客指南,提供现行的顾客要求(例如:OEM网站和IAOB网站www,)。
※更新了货车OEM的要求,将其移到附录H。
※PSW(零件提交保证书)修订如下:
·提供了一个更符合逻辑的流程,来描述零件/设计的信息;
·供方的地址栏适用于全球范围;
第1部分-------总则
1.1PPAP的提交
下列情况,组织必须获得经授权的顾客代表的批准(见5.2.1)。
1一种新的零件或产品(即:从前未曾提供给某个顾客的某种零件、材料或颜色)。
2对以前所提供不符合零件的纠正。
3由于设计记录、规范或材料方面的工程变更而引起产品的改变。
4第1.3部分要求的任一种情况。
注4:标准目录内的零件(例如,螺栓),通过功能规格或认可的行业标准来识别和/或定购。
实施
“必须”(shall)表示强制的要求。“应该”(should)表示一种建议。
标有“注”(NOTE)的段落是理解或澄清有关要求的指南。“注”中的“应该”(should)只有指导性的含义。
ISO/TS16949和PPAP的词汇表,均给出了PPAP相关的术语和定义。
PPAP的目的仍然是用来确定组织是否已经正确理解了顾客工程设计记录和规范的所有要求,以及该制造过程是否有潜力在实际生产运行中,依报价时的生产节拍,持续生产满足顾客要求的产品。
第四版PPAP包含以下变化:
※PPAP和ISO/TS16949过程方法相一致的内容包括:
·PPAP的规定和汽车产品的开发及制造过程联系起来;
除非你的顾客另有规定,PPAP第三版将于2000年2月1日生效,同时第二版作废。
1999年9月
第二版前言
本文件是克莱斯勒、福特和通用汽车公司生产件批准程序(PPAP)文件的第二版。它是根据各公司代表提出的意见,对初版PPAP进行了修改和完善。特别是采纳了各公司欧洲附属公司的建议,以便PPAP和QS-9000在欧洲实施。
生产件批准之外观批准报告

生产件批准之外观批准报告外观批准报告是指对于生产件的外观进行检验并批准的一份报告。
本报告主要包括以下内容:产品信息、外观标准、检验过程、检验结果以及批准与否等。
本报告的目的是为了确保生产件的外观质量符合企业的要求。
一、产品信息产品名称:XXX产品编号:XXX生产批次:XXX制造商:XXX二、外观标准根据公司的要求,我们对该产品的外观进行了检验。
外观标准基于产品设计图纸以及公司的质量管理体系要求。
三、检验过程1.检查我们对产品的外观进行了详细检查,包括表面平整度、涂装质量、划痕、凹陷、色差、尺寸和装配精度等方面。
2.专用设备为了保证检验的准确性和可靠性,我们使用了专用的检测设备,如高精度测量仪器、宏观和微观镜、显微镜、光谱仪等。
3.样本选择我们选择了一定数量的样本进行检验,这些样本代表了整个生产批次的产品。
4.抽样根据ISOXXXX标准,我们采用了合适的抽样方法,保证样本具有代表性。
四、检验结果1.表面平整度我们检查了产品的表面平整度,所有样本符合要求。
2.涂装质量抽样产品的涂装质量经过检查,达到了公司的要求。
3.划痕和凹陷通过镜检和显微镜检查,我们没有发现任何明显的划痕和凹陷。
4.色差我们使用了光谱仪对产品进行了色差检查,所有样本在颜色一致性方面符合要求。
5.尺寸和装配精度通过测量和装配测试,我们发现所有样本的尺寸和装配精度在允许范围内。
五、批准与否根据对产品外观的检验结果,我们决定批准该生产批次的产品。
这意味着产品的外观质量符合公司的要求,可以继续进行后续工艺流程。
六、结论该生产批次的产品在外观质量方面经过详细检验,所有样本的外观均符合公司的要求,因此我们决定批准该生产批次的产品继续进行后续工艺流程。
七、建议在今后的生产过程中,我们建议加强对产品外观质量的监控,确保产品的外观质量持续符合公司要求,并提高生产效率和质量控制水平。
PPAP表格范例

生产件最终批准程序文件报告编号原则1、报告编号由四组数据组成,完整的零件编号形式如下:尾注顺序号供应商代码产品部各科室代码其中□表示字母,表示○阿拉伯数字。
PPAP文件报告编号不能重复。
编号:XXXXXXXXX-05编号:XXXXXXXXX-06编号:XXXXXXXXX-07奇瑞质保部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给奇瑞公司质保部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
第页共页Page of Pages编号:XXXXXXXXX-08第页共页Page of Pages第页共页Page of Pages奇瑞质保部:注:1、本表格由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给奇瑞公司质保部;2、二级供应商变化时,应及时通过奇瑞质保部,以确定是否进行生产件批准。
第页共页Page of Pages编号:XXXXXXXXX-111、本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给奇瑞公司质保部;2、本表是最终批准的重要输入之一,如有变动应及时通知奇瑞质保部。
奇瑞采购部:奇瑞采购部:注:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表;3.SQE 尽量携带本表去供应商现场确认;4.在不适用的选项的 ”。
奇瑞采购部:2、版面不够,可附页;3、任何产品变更、物流/运输方式变化导致包装改变时,应向奇瑞物流部门确认是否进行重新认可。
编号:XXXXXXXXX-26第一联汽研院第二联采购部第三联质保部。
外观批准报告范文
外观批准报告范文一、引言我们是一家专注于生产高质量家用电器的公司,现根据市场调研和客户需求,设计了一款全新的家用电器产品。
为了确保产品外观与用户需求相匹配,我们进行了一系列外观审核和批准工作。
本报告将对这一过程进行详细介绍,并对最终批准的外观进行描述。
二、市场调研我们首先进行了市场调研,了解消费者对家用电器外观的需求和趋势。
通过问卷调查和面对面访谈,我们收集到了大量有关消费者喜好和审美趋势的信息。
据市场调研结果显示,消费者普遍偏好简约、现代、时尚的设计风格,并注重产品的人性化设计和细节处理。
三、外观设计根据市场调研结果,我们组建了一个外观设计团队,由行业专家和设计师组成。
设计团队充分汲取消费者需求,并进行创新思维,最终确定了产品的整体设计理念。
我们的设计目标是做出一款外观简约、现代时尚、人性化的家用电器产品。
四、设计草图和模型制作在确定设计理念后,我们开始进行设计草图和模型制作工作。
设计师根据设计理念和用户需求,制作了多个设计草图,以便评估各种设计方案的可行性和效果。
优秀的设计方案被选择进入下一阶段,制作了真实大小的模型。
五、外观审核我们邀请了一组专业的外观审核团队对设计草图和模型进行审核。
审核人员包括设计专家、市场专家和消费者代表,他们对外观设计方案的可行性、与市场需求的匹配性、用户体验等方面进行了综合评估。
六、用户测试在外观审核后,我们进行了用户测试,目的是验证外观设计是否符合用户需求和期望。
我们从目标用户群中选取了一些代表性的消费者进行测试,他们对产品的外观进行评分和反馈。
通过用户测试,我们得到了宝贵的用户意见和改进建议,并对外观设计进行了相应调整。
七、最终批准的外观经过多轮的外观审核和用户测试,我们最终确定了一款符合市场需求和用户期望的外观设计。
该外观设计体现了产品的简洁、现代时尚、人性化的特点,完美地结合了消费者的审美趋势和实际使用需求。
八、结论通过市场调研、外观设计、外观审核和用户测试等一系列工作,我们成功地完成了产品的外观批准。
PPAP生产件批准程序(培训材料)

(3)生产材料(Production Material):由顾客给定一
个生产件编号,且直接运给顾客的材料。
一、 PPAP概述
6、哪些公司需实施PPAP
哪些公司需实施 PPAP ?如何实施 PPAP ?这
一切,应由顾客确定。 PPAP 生产件批准程序对 PPAP 的适用范围有 规定:向顾客(指克莱斯勒、福特、通用汽车公 司及其他要求供应商实施PPAP的企业)提供散装
二、PPAP的过程要求 2.1 有效的(Significant Production Run) 生产
对于生产件,用于PPAP的产品,必须取自有效的生产 (Significant Production Run)。该生产过程必须是1小 时到8小时的量产,且规定的生产数量至少为300件连续生 产的零件,除非有经授权的顾客代表的另行规定。 该有效的生产(Significant Production Run),必须 在生产现场使用与量产环境同样的工装、量具、过程、材料 和操作人员。来自每个生产过程的零件,如:可重复的装配 线和/或工作站、一模多腔的模具、成型模、工具或模型的 每一个位置,都必须进行测量,并对代表性零件进行试验。
●塑料件重量至少100g(ISO 11469/1043-1) ●合成橡胶件的重量至少200g(ISO 11469/1629) 注:ISO 11469中用到的专业用语和缩略词,聚合物 可参见ISO 1043-1,填料和强化物可参见ISO 1043-2。
二、PPAP的过程要求 2.2.2任何授权的工程变更文件 对于任何尚未录入设计记录中,但已在
4、PPAP的适用性
PPAP必须适用于提供生产件、服务件、生产原料或散装材料的组织的 内部和外部现场。散装材料不要求 PPAP,除非由经授权的顾客代表规 定。 提供标准目录中的生产件或服务件的组织必须符合 PPAP,除非由经授 权的顾客代表正式弃权。 注1:参见顾客特殊要求中的附加信息。有关PPAP的所有问题均应向经授 权的顾客代表提出。 注2:顾客可以正式放弃对一个组织的 PPAP要求。该弃权要求只能由经授 权的顾客代表提供。 注3:请求PPAP弃权的组织或供方,应该联络经授权的顾客代表,以获得 同意弃权的文件。 注4:标准目录内的零件,通过功能规格或认可的行业标准来识别和 /或定 购。
PPAP第四版

确认的过程(PSO /按节拍生产)
顾客引起的零.......................................................................................................................................7 目的........................................................................................................................................... 7 适用性....................................................................................................................................... 7 实施........................................................................................................................................... 7
第 1 部分――――― 总则.............................................................................................................8 1.1 PPAP的提交 .......................................................................................................................8
外观批准报告

外观批准报告尊敬的领导:我将向您提交一份有关外观批准的报告。
该产品的外观已经经过审查,并且已准备开始生产。
该产品是一款高端电视机,设计精美,外观独特。
在外观设计的过程中,我们目标是制造出一款既时尚又现代的产品,能够满足消费者对美观外观的需求。
首先,设计团队对市场进行了调研,了解了消费者对电视机外观的偏好。
调研结果表明,消费者喜欢简洁大方、线条流畅的设计,同时也希望产品更加轻薄。
基于这些调研结果,设计团队开始了外观设计的工作。
外观设计团队吸取了大量的灵感,并与制造团队紧密合作,以确保设计的可制造性。
最终,他们设计了一款全新的外观,采用了纤薄的金属材料,以及简洁而流畅的线条。
这种设计不仅使电视机看起来更加现代高端,还提升了整体产品的质感和品质。
在制造过程中,我们使用了先进的生产设备和技术来确保产品的质量和一致性。
我们严格遵循了设计团队制定的生产标准和流程,并进行多轮的产品测试和质量控制。
在生产过程中,我们确保每个细节都得到了严格的把控,以确保最终产品的外观与设计一致。
在完成生产之后,我们进行了最终的外观审查。
我们邀请了专业的设计师和产品质检团队,对产品进行了全面的评估和测试。
他们对产品的外观进行了仔细的检查,并与设计团队的设计文件进行了对比。
最终,在他们的认可下,我们得出了产品外观审查通过的结论。
经过我团队的努力,产品的外观设计已经经过批准。
我们相信,该款电视机的外观将满足消费者的需求,并赢得市场的好评。
我们将继续努力,确保产品的质量与外观的完美结合,并始终与市场保持同步,跟进消费者的变化和需求。
谢谢您对外观批准工作的支持和信任。
我们期待着为您提供更多优质的产品和服务,以及与您的进一步合作。
此致敬礼。
精选国际汽车行业质量管理技术应用培训系列三PPAP
国际汽车行业质量管理技术应用培训系列讲作(三)
2.1 有效的生产2.1.2 散装材料——“零件”没有具体数量的要求。——提交的样品必须出自“稳定的”加工过程。注:对于散装材料,通常可以用现有产品的生产记录,来估计初期过程能力或新的类似产品的性能。注:如果在生产记录中不存在类似散装材料的产品或技术,则在证实其过程能力或性能足够达到量产之前,可实施揭制计划,除非顾客另有规定。
第2部分 PPAP过程要求
国际汽车行业质量管理技术应用培训系列讲作(三)
2.2 PPAP要求2.2.4 设计FMEA 有产品设计责任的组织,必须按照顾客的要求开发设计FMEA。 注:同一份设计FMEA可以适用于相似零件或材料族系。 注:对散装材料,参见附录F。2.2.5 过程流程图——组织必须使用组织规定的格式开发过程流程图,清楚地描述生产过程的步骤和流程,以满足顾客规定的需要、要求和期望。——对于散装材料,过程流程描述文件和过程流程图等效。 注:如果组织对新零件的共用性已经过评审,同一份过程流程图可适用于相似零件家族的生产过程。
引言
国际汽车行业质量管理技术应用培训系列讲作(三)
实施“必须(shall)”表示强制性的要求。“应该(should)”表示一种建议。“注(Note)”是理解或澄清有关要求的指南。“注”中的“应该(should)”只有指导性含义。
引言
国际汽车行业质量管理技术应用培训系列讲作(三)
1.1 PPAP提交下列情况,组织必须获得经授权的顾客代表的批准:一种新的零件或产品(即:以前未曾提供给某个顾客的某种零件、材料或颜色)。对以前提供不符合零件的纠正。由于设计记录、规范或材料方面的工程更改引起产品的改变。第3.2部分要求中的任一种情况。任何有关生产件批准的问题,请与经授权的顾客代表联系。
PPAP第四版
顾客过程设计 要求
顾客的规范
顾客物流要求
PPAP过程流程图示例
项目负责人和 小组
收集信息
PPAP表4.1的 要求
组织
完成PPAP要求的 项目
提交(或重新) 提交PSW
完成PSW
供方引起的变更
批准PSW
注:1.所示全部活动不是每次都出现。 2.记录可以以各种载体形式,保存在不同地点。
-3-
顾客 批准的PSW记录
向顾客提交向顾客提交证据的等级证据的等级41提交等级表41等级1仅向顾客提交保证书对指定的外观项目提供一份外观批准报告等级2向顾客提交保证书和产品样品及有限的相关支持资料等级3向顾客提交保证书和产品样品及完整的相关支持资料等级4提交保证书和顾客规定的其它要求等级5保证书产品样品和完整的相关支持资料都保留在组织制造厂供审查时使用向顾客提交向顾客提交证据的等级证据的等级组织必须使用等级3作为默认等级进行全部提交
第 2 部分――――― PPAP的过程要求.........................................................................................9 2.1 有效的(S
工位器具核查验证报告表范例

好好学习社区更多优惠资料下载:德信诚培训网车型工位器具核查表零件号(工位号) 零件名称(工位名称) 工位器具供应商工位器具图纸编号生产车间生产线序号 类别 项目验证标准验证问题记录 结论 1 A:装箱定额装箱定额是否明确,实物是否满足定额要求2 B:外观外观样式 表面油漆均匀(颜色符合图纸要求)、无锈蚀、变形 3 外观样式符合图纸要求4 配件(档杆、橡胶套、胶条)齐全且符合图纸式样要求5 器具整体清洁、无油污6 结构件,如门内板、前地板,器具底部设计接油盘7 焊接、隔离、悬挂结构焊接牢固(可使用榔头敲击焊接部位验证) 8 焊接部位打磨平整,无焊瘤9 橡胶条、档杆等连接部位使用螺栓紧固,紧固部位及数量符合图纸要求10 档杆上胶条无脱落现象,挡杆应考虑设计防脱装置 11 使用钢材厚度符合图纸要求(采用测厚仪或钻孔后使用卡尺检测)12 悬挂类(门内板)装箱器具,悬挂臂必须制作支撑杆 13 顶盖、发盖、后盖类器具的隔离挡杆须灵活、便于操作 14 尺寸 质量整体框架结构(长、宽、高)符合图纸设计要求 15 各类配件(胶条长度、卡槽宽度等)符合图纸设计要求 16 上下胶条相对位置匹配良好,严禁存在错位现象 17 C:操作性静态便于装箱操作,制件装入器具时无干涉现象18 制件装箱后,件与件之间间隙合理,无干涉挤压现象 19通用类器具,调节机构便于操作,无卡死或松动现象20 制件装箱后,无倒塌、制件不允许超出器具框架范围21 悬挂类(门内板)装箱后不得有倾斜现象 22 插入类(前翼类)装箱后不得有明显晃动现象 23动态模拟运输后制件在器具不能有倒塌,叠架现象24 运输后制件与器具胶条、挡杆接触部位不得有变形存在 25D:零件防护器具支撑脚高度必须保证足够的叠架空间及支撑面,保证叉车上层器具时,不刮碰下层制件核查人员签字/日期:。
PP表单范例

PPAP资料提交范例
Q-2-08-01
Q-2-08-02
Q-2-08-03
志阳质量部:
注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给志阳公司质量部;
2、本表格作为最终批准的输入之一;
3、表格(工序栏)不够可续表;
4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
Q-2-08-04
Q-2-08-07
Q-2-08-08
注:
1、本表格由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给志阳公司质量部;
2、二级供应商变化时,应及时通知志阳质量部,以确定是否进行生产件批准。
Q-2-08-09
志阳市场部:
Q-2-08-10 控制计划
2、版面不够,可附页;
3、任何产品变更、物流/运输方式变化导致包装改变时,应向志阳市场部确认是否进行重新认可。
Q-2-08-06
零件提交的保证书(PSW)。
PPAP手册(第四版)
希望本程序能够覆盖样本提交过程中的各种情况,但在执行过程中可能还会出现一些问题。这些问题可直接向顾客的零售价零件批准部门提出。如果档知道如何与零件批准部门联系,则顾客采购的采购员将会提供帮助。
第1部分-------总则
1.1PPAP的提交
下列情况,组织必须获得经授权的顾客代表的批准(见5.2.1)。
1一种新的零件或产品(即:从前未曾提供给某个顾客的某种零件、材料或颜色)。
2对以前所提供不符合零件的纠正。
3由于设计记录、规范或材料方面的工程变更而引起产品的改变。
4第1.3部分要求的任一种情况。
※PSW(零件提交保证书)修订如下:
·提供了一个更符合逻辑的流程,来描述零件/设计的信息;
·供方的地址栏适用于全球范围;
·增加了IMDS的材料报告,以显示报告状态。
※PPAP特殊要求的更新包括:
·设计记录中的材质报告和聚合物标识的要求;
·过程能力指数的使用(Cpk和Ppk);
·标准目录零件的定义和批准,以及黑例子零件的定义。
2.1有效的生产3
2.2PPAP要求3
2.2.1设计记录4
2.2.2任何授权的工程变更文件5
2.2.3顾客工程批准5
2.2.4设计失效模式及后果分析(设计FMEA)5
2.2.5过程流程图5
2.2.6过程失效模式及后果分析(过程FMEA)5
2.2.7控制计划5
PPAP外观批准报告

零件号: 零件名称: 供方名称: 提交原因:
变
□零件提交保证书 □表面预处理
图样号: 买方代码: 制造厂地址:
□特殊样品 □第一批发运
工程更改等级:
□再提交 □工程更改
适用范围( 车型) :
0
日期:
供方/供货商代码:PCX-046
其它
材料:PA6 GF15
供方表面加工信息
外观批准件报告
说明:
供方签字:
电话:
0574-63403110 日期:
1900/1/0 经授权的顾客代表签字: 日期:
表面预处理评价 纠正并继续
经授权的顾客代表签字和日期
纠正和再提交
表面特性合格
颜色 下标
三色数据
标准样 标准样品 品编号 批准日期
DL Da* Db* DE CMC
材料类型
外观批准件报告
材料来源
色彩
色调
色品度
亮度
金属光 泽
红 黄 黑 蓝 淡 深 灰 清晰色供 货标志
零件处理 意见
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
调节手柄右
F703
标准 样品 代号 standa rd sample code CMC
颜色评价 Color evaluation
色卡 号 Color suffix 三色数据 there color data 标准样 材料类型 材料供应 品批准 material 商 sort 日期 material resource Standard sample approval date 色彩 color 色调Tinge 色品度Color degree 亮度 Brightness 金属光泽 Metal blare 颜色 顾客认可情况 供货 Customer 后缀 approval Color delive ry suffix
特殊样品
Special sample
车型/年度Mode/YearN : 1实用型 原材料供应商: 油漆供应商:
供应商名称Supplier nam Nhomakorabea:提交原因Submission level
零件提交保证书
warrant
表面预处理
首次提交
First delivery
再次提交
Secon d submis
工程更改
量产抽查
其它
others
Surface pre-treatment
Engineering modification
外观评价 Appearance eveluation
供方纹理来源及表面加工信息 Supplier texture resource and apperance machining information 序号 No. 零件号(分零件) Parts name(sub parts) 零件名称Parts name 表面处理方式 surface treating method 表面处 理供应 商surface treating supplier 顾客认可情况 Customer approval
1 2 3 4 5 6
驾座调角器外罩盖左 F703 SY6810006 SY6810010 左前座铰链外罩盖 F703
嘉龙 嘉龙 嘉龙 嘉龙 嘉龙 嘉龙
SY6810008
调节手柄左
F703
副驾座调角器外罩盖右 F703 SY6910006 SY6910010 右前座铰链外罩盖 F703
SY6910008
DL*
Da*
Db*
DE*
红R
黄Y
绿G
兰B
淡Light 深Dark灰Grey清晰Clear 高High低Low 高High低Low
说明:
供应商签字
电话
日期
顾客代表签字
日期
备注 Note:提交此表格时请同时提交经确认的《原材料/分供方清单》
加深框内的内容仅由顾客填写,其余为供应商填写
表面处理评价 顾客代表签字和日期 Customer representative sign and date Appearance treatment evaluation 纠正并继续 Correction and continue 纠正并再提交 Correction and submit again 表面特性批准 Appearance character approval
外观件批准报告Appearance approval report
零件号(总成)Part No.: 零件名称 Part name: 左/右前座椅总成 图纸号码Drawing No.: 工程更改号Engineering modification N。.: 制造厂地址Manufacturing site: