镍基合金IN718电火花线切割单脉冲放电温度场分析
镍基高温合金(waspaloy加工工艺)
镍基高温合金(如In718、Waspaloy 等)具有热稳定性好、高温强度和硬度高、耐腐蚀、抗磨损等特点,是典型的难 加工材料,常用于制作涡轮盘等发动机关键部件。
由于涡轮盘是航空发动机的关键部件之一,在应力、温度和恶劣 的工作环境条件下容易产生疲劳失效,因此涡轮盘材料及制造技术是研制高性能航空发动机的关键。
由于涡轮盘上 的异形孔由若干圆弧和直线组成,形状复杂,加工时要求各组成段位置准确、过渡圆滑而不产生加工转折痕迹,表 面粗糙度符合工艺要求,因此该高温合金异形孔的加工是涡轮盘加工的难点。
目前,航空发动机制造商均采用电火 花加工方法加工镍铬耐热合金异形孔,但是电火花加工过程中产生的热影响层难以用普通的磨削、研磨方法去除, 往往需要用磨料射流等特殊工艺去除该变质层,加工效率低,生产成本高。
因此,对高效低成本的镍基高温合金异 形孔加工方法的研究越来越受到人们的高度重视。
本文通过钻削、铳削与磨削工艺的不同组合、选用新型涂层刀具及适当的加工参数加工镍基高温合金异形孔的工艺 试验,讨论了用铳削和磨削加工方法代替电火花方法加工镍基高温合金异形孔的可行性。
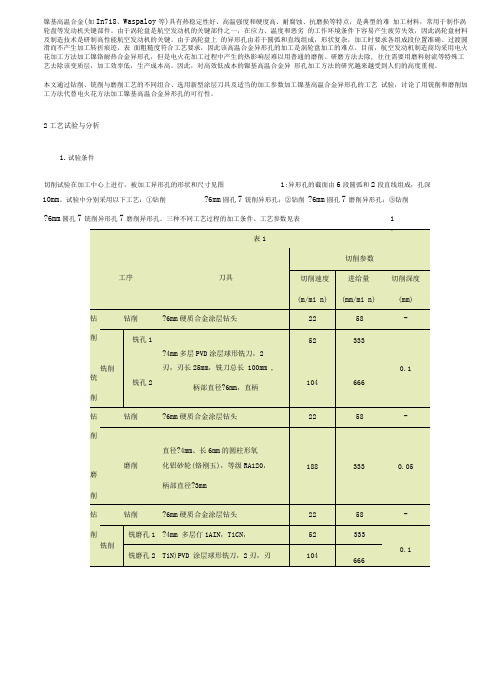
2工艺试验与分析1.试验条件10mm 。
试验中分别采用以下工艺:①钻削?6mm 圆孔7铳削异形孔;②钻削 ?6mm 圆孔7磨削异形孔;③钻削1切削试验在加工中心上进行,被加工异形孔的形状和尺寸见图1:异形孔的截面由6段圆弧和2段直线组成,孔深?6mm 圆孔7铳削异形孔7磨削异形孔。
三种不同工艺过程的加工条件、工艺参数见表精选文库铳削长25mm,铣刀总长100mm ,柄部直径?6mm,直柄磨磨削削直径?4mm、长6mm的圆柱形氧化铝砂轮(铬刚玉),等级RA120 ,柄部直径?3mm188 333 0.05工件材料:In718镍基高温合金冷却液:浓度为9%的乳化液,压力30Bar7铳削7磨削(钻削加工?6mm圆孔7低用量铳削加工异形孔7磨削异形孔小,而钻削7磨削(钻削加工?6mm圆孔7磨削异形孔)工艺所获得的异形孔表面粗糙度最大。
激光喷丸IN718镍基合金的高温晶粒演变规律及析出相分析
212013"
摘要:为了研究激光喷丸I718铢基合金的高温晶粒演变规律及其高温析出相,开展了不同功
率密度的激光喷丸强化试验,并对激光喷丸试样进行高温保持试验,对比分析了不同温度和激
光功率密度作用下试样的显微硬度以匕外,通过扫描电子显微镜(SEM)观测了试样的晶粒形貌,
并采用能谱仪(EDS)对IA718合金的高温析出相进行分析.研究结果表明,高温保持冷却后试样
基金资助项目(2018M630526);
省
“六
才高峰”高次人才
养资助项目(GDZB - 050 );
省
工
测与控制重点建设实验室开放课题
(JSKLEDC201503);江苏大学“青年骨干教师培养工程”资助项目(2016016)
第一作者简介:黄舒(1983一),女,
东 ,副研究员,
(huangshu11@ ),主要从事激光特种加工及材料疲劳特
排灌机械工程学报 Journal of Drainage and Irrigation Machinery Engineering
2019 年 8 " 第37卷第8期 Aug. 2019 Vol.37 No.8
IN718
及析
的高温晶粒 分析
黄舒,刘牧熙*,胡晓奇,李红宇,胡磊
(江苏大学机械工程学院,
中图分类号:TN249 文献标志码:A 文章编号:1674-8530(2019)08-0730-07
Do/ 10N969/j王sn.1674-8530.19因018
开放科学(资丸IN718鎳基合金的高温晶粒演变规律及析出相分析[J].排灌机械工程学报,2019,37(8) #730-736. HUANG Shu, LIU Muxi, HU Xiaoqi, rt al. Analysis of grain evolution and precipitated phase in IN718 alloy subjected to laser perf ning at elevaten temperature] J]. Joursai of drainage and irrigation machinery engineering(JDIME) , 2019,37(8) #730-736.( in Chinese)
关于718高温合金讨论解读

LRF+HT后 GA粉末成形试样的硬度测试结果:HRC 41; 40.5 GA粉末成形试样沉积态的硬度HRC17 PREP粉末成形试样沉积态的硬度测试结果HRC21 LRF+HT后PREP粉末成形试样布氏硬度值HB为401 相当于HRC43.6 锻件技术标准规定布氏硬度值HB为346~450 试样热处理(HT): 均匀处理:1080℃, 1.5 h AC 固溶处理:980℃, 1 h AC 时效处理:720 ℃, 保温8 h →炉冷56 ℃/h→620℃, 8 h AC
LRFGAIN718 +HT LRFPREPIN718 +HT Cast IN718
650℃/620 MPa
9
2.8
650℃/620 MPa
186
1.6
650℃/620 MPa
≥23
≥3
存在问题
部分力学性能的重复性和可靠性 持久塑性偏低问题的解决(δ相的控制) 疲劳及蠕变性能没有做 强化机理的近一步深入研究
固溶处理 时效处理 热处理对材料性能 材料晶粒粗化,晶界和晶内均 (1010~1065) 720℃±5℃,8h,以50 无δ相,存在缺口敏感性,但 ℃±10℃,1h,油 ℃/h炉冷至620 ±5℃,8h, 对提高冲击性能和抗低温氢脆 冷、空冷或水冷 空冷 有利 (950~980) 720℃±5℃,8h,以50 材料晶界有δ相,有利于消除 ℃±10℃,1h,油 ℃/h炉冷至620 ±5℃,8h, 缺口敏感性,是最常用热处理 冷、空冷或水冷 空冷 制度,也称为标准热处理制度 720℃±5℃,8h,以50 材料中的δ相较少,能提高材 ℃/h炉冷至620 ±5℃,8h, 料的强度和冲击性能。该制度 空冷 也称为直接时效热处理制度
IN718镍基高温合金电火花加工表面完整性初步

3479
IN718 镍 基 高 温 合 金 电 火 花 加 工 表 面 完 整 性 初 步 研 究 *
李 丽,魏修亭,程 祥,殷凤仕,侯荣国
(山东理工大学 机械工程学院,山东 淄博 255049)
摘 要: 镍 基 合 金 具 有 优 良 的 性 能 而 获 得 广 泛 的 应 用,针对切削加工中存在的问题,采用与材料 的力学性
中 图 分 类 号 : TG54
文 献 标 识 码 :A
文 章 编 号 :1001-9731(2012)24-3479-05
1 引 言
镍 基 合 金 具 有 优 良 的 高 温 蠕 变 强 度 、抗 疲 劳 性 能 、 抗氧化 和 抗 热 腐 蚀 性 能。 并 且 能 在 高 温 下 承 受 高 应 力 、保 持 较 好 的 机 械 和 化 学 性 能 ,所 以 在 航 空 、航 天 、模 具、医疗、原子能、核 反 应 堆 和 石 油 化 工 等 领 域 获 得 了 广泛应用。尤其 在 航 空、航 天 工 业 发 挥 着 至 关 重 要 的 作用,如燃气轮机的涡轮叶片、涡轮盘 等 。 [1,2] 此 外,也 可用于做核反应 堆、石 油 化 工 和 能 源 转 换 设 备 等 高 温 部件[3,4]。据保守估计镍基 合 金 部 件 年 产 值 已 超 过 78 亿美元,并 以 每 年 超 过 25% 的 速 度 快 速 增 长,其 中 中 国市场增 长 率 为 30%。 可 以 说 航 空 工 业 能 得 以 快 速 发展与这些材料 的 物 理 力 学 性 能 是 分 不 开 的,但 正 是 这些特征给机械 加 工 造 成 了 很 大 困 难,塑 性 变 形 抗 力 大,切削过程中冷 硬 现 象 严 重,刀 具 损 坏 严 重,加 工 效 率极低,因此被视为典型的难加工材料 。 [5,6]
车削加工镍基高温合金Inconel 718的加工工艺优化

车削加工镍基高温合金 Inconel 718的加工工艺优化摘要:在镍基高温合金的高速端面车削加工中,在某些特定的切削条件下,从被加工材料下分离出来的切屑会和已加工表面发生粘连,从而在工件表面上形成类似于毛刺的现象。
这种现象使得被加工表面的加工质量急剧下降,具体体现在表面光洁度的下降。
当冷却液被使用的时候,这种情况会有所改进,但是也依然存在。
用户反映在使用高温合金刀具切削 Inconel 718时,大量的工件发生此种现象,为此,在实验室开展了切削实验,对切屑的样品进行了成分分析,通过能谱分析,确定了毛刺的成分,并开展了针对不同切削参数下的切削实验,并对不同切削条件下的表面质量进行了检测。
综合以上实验和分析成果,通过对切削参数的优化,对切屑的流向和形式进行控制,从而抑制了粘接毛刺的产生,保证了产品表面质量。
关键词:高温合金高速车削毛刺工艺优化前言高温合金是指以铁、镍、钴为基,能在600℃以上的高温及一定应力作用下长期工作的一类金属材料;并具有较高的高温强度,良好的抗氧化和抗腐蚀性能,良好的疲劳性能、断裂韧性等综合性能。
高温合金为单一奥氏体组织,在各种温度下具有良好的组织稳定性和使用可靠性。
基于上述性能特点,且高温合金的合金化程度较高,又被称为“超合金”,是广泛应用于航空、航天、石油、化工、舰船的一种重要材料。
按基体元素来分,高温合金又分为铁基、镍基、钴基等高温合金。
铁基高温合金使用温度一般只能达到750~780℃,对于在更高温度下使用的耐热部件,则采用镍基和难熔金属为基的合金。
镍基高温合金在整个高温合金领域占有特殊重要的地位,它广泛地用来制造航空喷气发动机、各种工业燃气轮机最热端部件。
若以150MPA-100H持久强度为标准,而目前镍合金所能承受的最高温度〉1100℃,而镍合金约为950℃,铁基的合金〈850℃,即镍基合金相应地高出150℃至250℃左右。
所以人们称镍合金为发动机的心脏。
目前,在先进的发动机上,镍合金已占总重量的一半,不仅涡轮叶片及燃烧室,而且涡轮盘,甚至后几级压气机叶片也开始使用镍合金。
关于718高温合金讨论
报告人:赵晓明 2007.12.14
镍基高温合金的相元素组成及作用
镍基高温合金的相结构及化学计量式
镍基高温合金的两种主要强化相结构
AMS5596A标准规定IN718的成分
使用温度在540-705℃
IN718的温度时间转变(TTT)曲线
1150℃1h水淬后的(TTT)曲线
无
文献中报道的IN718热处理制度
低温固溶+时效 (927~1010℃)固溶 10-60min,空冷,718℃×8h炉冷 +620℃×18h空冷。 高温固溶+时效 (1038~1066℃)固溶 10-60min,空冷,760℃×10h炉 冷+649℃×20h空冷。 适用于初始晶粒比较大的铸造合金,不适应于晶粒较小的 锻造合金。δ相熔解会促进晶粒长大
镍基高温合金强化机理
固溶强化 沉淀强化(最高70%的沉淀相) 1.沉淀相的数量是获得强化效果的 基本条件-通过冷速的调整。 2.沉淀相大小是一个非常重要的 参 量。存在一个临界质点尺寸,临界 尺寸处可以获得最大的强化效果。 3.沉淀相的形貌和质点间距。
质点尺寸对Ni-Cr-Al-Ti 性能的影响 合金
IN718激光立体成形件
IN718薄壁试样件
IN718空心叶片
IN718激光成形、焊接性良好
不同粉末特性LSFIN718的熔凝组织
GA激光沉积试样组织
PREP激光沉积试样组织
LSF制备IN718的性能提高与改善
Material condition(25℃) GAGH4169 As-deposited LRFGAGH4169+HT LRFPREPGH4169+HT Wrought UTS[MPa] 845 1240 1360 1340 %0.2YS [MPa] 590 1133 1170 1100 %0.2YS [MPa] 935 985 930 EL[%] 11 9 18 12 EL[%] 8 21 12 RA[%] 26 16 26 15 RA[%] 13 26 15
in718合金加工参数

in718合金加工参数IN718合金是一种高温镍基合金,因其优异的抗腐蚀、抗磨损和高温性能在航空、航天、核工业等领域得到了广泛应用。
然而,IN718合金的加工却存在着一定的难度。
接下来,我们将详细介绍IN718合金的加工参数,以帮助大家更好地应对这种材料的加工挑战。
一、概述IN718合金的特点IN718合金的主要成分是镍、铁、铬、钼、钛等元素,其具有以下特点:1.良好的抗腐蚀性能:IN718合金在高温和高压环境下具有优异的抗腐蚀性,使其在化工、核工业等领域具有广泛应用。
2.抗磨损性能:IN718合金具有较高的硬度和抗磨损性能,适用于制造高磨损部件。
3.高温性能:IN718合金在高温下具有较高的强度和稳定性,可用于制造高温部件。
4.加工难度较大:IN718合金的加工硬化倾向明显,加工过程中容易产生刀具磨损、粘刀等问题。
二、加工IN718合金的难点与注意事项1.刀具选择:加工IN718合金时,应选用硬度高、耐磨损的刀具,如硬质合金刀、陶瓷刀等。
2.切削参数:合理设置切削速度、进给速度和刀具深度,以降低刀具磨损,提高加工效率。
3.冷却液选择:使用合适的冷却液,以降低加工过程中的摩擦热,减少刀具磨损。
4.加工顺序:遵循先粗加工后精加工的原则,避免在一次加工中过度切削,导致刀具磨损。
三、IN718合金加工参数的详细介绍1.切削速度:根据刀具材质和加工深度选择合适的切削速度,一般范围在80-150m/min。
2.进给速度:根据刀具材质和加工深度选择合适的进给速度,一般范围在0.1-0.5mm/rev。
3.刀具深度:初次加工时,刀具深度可设置为0.5-1mm,后续可根据实际情况调整。
4.冷却液:选用切削性能好的冷却液,如乳化液、切削油等。
四、总结:IN718合金加工的关键要点1.选用合适的刀具材质和切削参数。
2.遵循先粗加工后精加工的原则。
3.使用合适的冷却液,降低刀具磨损。
4.注意加工过程中的刀具状况,及时调整加工参数。
in718去应力退火温度
in718去应力退火温度In718合金是一种镍基高温合金,具有优异的高温强度和抗氧化性能,广泛应用于航空航天、能源和化工等领域。
在制造过程中,In718合金需要经过应力退火处理,以提高其力学性能和抗蠕变性能。
应力退火是通过对材料进行加热和冷却处理来减轻内部应力的一种方法。
在In718合金的制造过程中,应力退火温度是一个关键参数,它直接影响着合金的机械性能和微观结构。
一般来说,在In718合金的应力退火过程中,温度范围为650℃至980℃。
具体的退火温度取决于合金的组成、形状和应用要求。
一般而言,较高的退火温度可以获得更低的残余应力和更好的热稳定性,但也容易导致晶粒长大和组织的不均匀性。
在退火过程中,首先将In718合金加热到退火温度,保持一定的时间,以使合金达到热平衡状态。
然后,通过逐渐冷却来减少合金的温度,以控制晶粒的尺寸和组织的均匀性。
冷却速率的选择也是影响退火效果的重要因素之一。
较快的冷却速率可以得到细小的晶粒和均匀的组织,但可能会导致较高的残余应力。
应力退火温度的选择还需要考虑到合金的应用环境和性能要求。
较高的退火温度可以提高合金的高温强度和抗蠕变性能,适用于高温环境下的应用。
而较低的退火温度则可以减少晶粒长大和组织的不均匀性,适用于对细小晶粒和均匀组织要求较高的应用。
除了退火温度的选择,退火时间也是影响退火效果的重要因素之一。
较长的退火时间可以使合金达到更好的热平衡状态,有利于减轻内部应力和提高材料的机械性能。
然而,过长的退火时间可能会导致晶粒长大和组织的不均匀性,降低合金的性能。
总的来说,In718合金的应力退火温度是一个综合考虑多种因素的问题。
合适的退火温度可以使合金达到较好的力学性能和微观结构,提高其在高温环境下的应用性能。
然而,退火过程的具体参数还需要根据合金的组成、形状和应用要求进行调整和优化。
只有找到合适的退火温度,才能使In718合金发挥出最佳的性能,满足实际应用的需求。
镍基合金718缺陷研究

镍基合金718缺陷研究摘要本文将重点研究镍基合金718的缺陷问题。
镍基合金718是一种重要的高温合金材料,广泛应用于航空航天、能源、化工等领域。
然而,由于其特殊的化学成分和制备工艺,镍基合金718存在一定的缺陷问题,如晶间腐蚀、晶粒堆垛、夹杂物等。
通过深入研究它们的形成机理和对材料性能的影响,可以为合金的制备和应用提供指导意见,提高材料的性能和可靠性。
1.引言镍基合金718是一种具有良好高温性能和耐腐蚀性能的重要工程材料。
由于718合金的独特组织结构和化学成分,使其在高温下表现出良好的综合性能。
然而,合金718在制备过程中容易产生一系列的缺陷,对其使用和性能带来一定的负面影响。
本文将针对合金718常见的缺陷进行研究和探讨。
2.晶间腐蚀缺陷晶间腐蚀是镍基合金718常见的缺陷之一。
晶间腐蚀是指在合金晶界和晶间存在的腐蚀现象。
晶间腐蚀导致合金在高温高应力环境下出现裂纹、断裂等现象,降低了合金的抗腐蚀性能和力学性能。
本节将对合金718晶间腐蚀的成因、检测方法以及改善措施进行详细介绍。
2.1晶间腐蚀成因晶间腐蚀的形成与合金中的铁素相含量、碳化物分布、热处理工艺等因素有关。
铁素相含量过高会导致晶间腐蚀的敏感性增加,碳化物的析出也会促进晶间腐蚀的发生。
热处理工艺的不当也会引起晶界腐蚀。
2.2晶间腐蚀检测常用的晶间腐蚀检测方法包括金相显微镜观察、显微硬度测试和腐蚀试验。
金相显微镜观察可用于观察合金晶界是否存在腐蚀现象。
显微硬度测试可以检测合金晶界硬度异常情况。
腐蚀试验是检测合金晶界的敏感性和抗腐蚀性能的重要方法。
2.3晶间腐蚀改善措施为了降低合金718的晶间腐蚀敏感性,可以采取以下改善措施:优化合金化学成分,选择适当的热处理工艺,控制铁素相含量和碳化物分布,加强合金的抗氧化能力等。
3.晶粒堆垛缺陷晶粒堆垛是合金718另一个常见的缺陷问题。
晶粒堆垛是指合金中晶粒的排列有序性不佳,造成晶粒之间有空隙或间隙的现象。
晶粒堆垛会导致合金的力学性能下降和形变能力减弱,降低了合金的可靠性。
选择性激光熔化IN718合金温度场分析
密度 l g . c m。 ’
8 _ 2 4 8 . 1 4 8 . O 1 7 8 7 7 . 7 2 7 . 3 2
导热 系 数 / W/ (ml K) 1 3 . 4 5 1 7 . 5 9 21 7 7 2 5 9 6 3 O 1 8 3 0 . g 5
在 ANSY S中 ,采用热焓法处理 相变潜热 ,热焓用于定 义潜热并表示为温度的函数 :
温度 场数 值分 析
温度场 计 算平衡 公式
选择性 激光 熔化成型过程 的温度场模拟是 一个非线性的
H= f I X . , ( nc 打 ’
( 6)
H是热焓 ,单位 是 J / m , p是 材料 的密度 ,C( T)是 材料 随着温度 变化 的比热 容函 数 T是 SL M 过程 中形成 的 溶体的温度 ,单位是℃ 。
能够大大 减少模具设计  ̄ 5 , B - , J - 间和制造成 本 ,具有极大的 应用
潜力 。
作用时间 , ( X ,Y ,Z) 是 空间坐标 ,k是 粉末床的有效 热导
率 , P是材料 的密度 ,C p是材料 的比热 容 ,0则 是试样 内
部所产生的热量 。
粉末床和基质在时间 t = 0时的温度分布 定义为 :
质 量 热容 / J /(k g l K) 4 0 8 5 0 2 5 7 5 7 2 3 8 1 9 8 5 6
表 2 选 择性激光 熔化成型 I N7 1 8的工艺 参数
;
打 印扫描 速度
参 数
l
图 1 温度场有 限元模型及 扫描方式
8 0 0 mm/ s 、1 0 0 0 mm/ s 、1 2 0 0 mm/ s、1 4 0 0 mm/ s
[材料论文]Inconel_718镍基高温合金分析与研究_午虎特种合金技术部
![[材料论文]Inconel_718镍基高温合金分析与研究_午虎特种合金技术部](https://img.taocdn.com/s3/m/567e2dc669eae009581becf1.png)
【材料论文】Inconel 718镍基高温合金分析与研究-午虎特种合金技术部一、Inconel 718 概述Inconel 718合金是以体心四方的γ"和面心立方的γ′相沉淀强化的镍基高温合金,在-253~700℃温度范围内具有良好的综合性能,650℃以下的屈服强度居变形高温合金的首位,并具有良好的抗疲劳、抗辐射、抗氧化、耐腐蚀性能,以及良好的加工性能、焊接性能和长期组织稳定性,能够制造各种形状复杂的零部件,在宇航、核能、石油工业中,在上述温度范围内获得了极为广泛的应用。
该合金的另一特点是合金组织对热加工工艺特别敏感,掌握合金中相析出和溶解规律及组织与工艺、性能间的相互关系,可针对不同的使用要求制定合理、可行的工艺规程,就能获得可满足不同强度级别和使用要求的各种零件。
供应的品种有锻件、锻棒、轧棒、冷轧棒、圆饼、环件、板、带、丝、管等。
可制成盘、环、叶片、轴、紧固件和弹性元件、板材结构件、机匣等零部件在航空上长期使用。
1.1 Inconel 718 材料牌号Inconel 7181.2 Inconel 718 相近牌号Inconel 718(美国),NC19FeNb(法国)1.3 Inconel 718 材料的技术标准GJB 2612-1996 《焊接用高温合金冷拉丝材规范》HB 6702-1993 《WZ8系列用Inconel 718合金棒材》GJB 3165 《航空承力件用高温合金热轧和锻制棒材规范》GJB 1952 《航空用高温合金冷轧薄板规范》GJB 1953《航空发动机转动件用高温合金热轧棒材规范》GJB 2612 《焊接用高温合金冷拉丝材规范》GJB 3317《航空用高温合金热轧板材规范》GJB 2297 《航空用高温合金冷拔(轧)无缝管规范》GJB 3020 《航空用高温合金环坯规范》GJB 3167 《冷镦用高温合金冷拉丝材规范》GJB 3318 《航空用高温合金冷轧带材规范》GJB 2611《航空用高温合金冷拉棒材规范》YB/T5247 《焊接用高温合金冷拉丝》YB/T5249 《冷镦用高温合金冷拉丝》YB/T5245 《普通承力件用高温合金热轧和锻制棒材》GB/T14993《转动部件用高温合金热轧棒材》GB/T14994 《高温合金冷拉棒材》GB/T14995 《高温合金热轧板》GB/T14996 《高温合金冷轧薄板》GB/T14997 《高温合金锻制圆饼》GB/T14998 《高温合金坯件毛坏》GB/T14992 《高温合金和金属间化合物高温材料的分类和牌号》HB 5199《航空用高温合金冷轧薄板》HB 5198 《航空叶片用变形高温合金棒材》HB 5189 《航空叶片用变形高温合金棒材》HB 6072 《WZ8系列用Inconel 718合金棒材》1.4 Inconel 718 化学成分该合金的化学成分分为3类:标准成分、优质成分、高纯成分,见表1-1。
镍基高温合金Inconel718的超高效电火花电弧复合加工

设计 ・ 研 究
镍基 高温合金 I n c o n e l 7 1 8的超高效
电火花 电弧复合加工
王 飞 , 刘永红 , 申 泱, 唐 泽民, 王广绪 , 纪仁 杰 , 张彦 振
(中国石 油大 学( 华东) 机 电工 程学 院 , 山东东 营 2 5 7 0 6 1)
( C h i n a U n i v e r s i t y o f P e t ol r e u m, D o n g y i n g 2 5 7 0 6 1 , C h i n a)
Ab s t r a c t : T h i s p a p e r p r o p o s e d a h i g h e ic f i e n t c o mb i e d ma c h i n i n g o f e l e c t i r c a l d i s c h a r g e
金 的硬 度 随着温 度 的升 高 而升高 , 进 一步 增加 了加 工难 度 。为 了延 长 刀具 寿命 , 专 家学 者研 究 出 了低
ma c h i n i n g a n d a r e ma c h i n i n g f o r ma c h i n i n g I n c o n e l 7 1 8 . T h e p r o os p e d o we p r s u p p l y c o mp r i s e d a p u l s e g e n e r a t o r wi t h h i g h v o l t a g e a n d a DC p o we r s o u r c e wi t h h i g h c u r r e n t . B e n e f i t i n g f r o m e ic f i e n t l f u s h i n g
in718合金加工参数
in718合金加工参数摘要:1.引言2.in718 合金概述3.in718 合金的加工难点4.in718 合金的加工参数4.1 切削速度4.2 进给速度4.3 刀具选择4.4 冷却液选择5.结论正文:1.引言随着航空航天、核能等领域的高速发展,对材料的性能要求越来越高。
in718 合金作为一种镍基高温合金,因其良好的抗腐蚀性、高温强度和抗氧化性,在这些领域得到了广泛的应用。
然而,由于其具有高硬度、高韧性和高导热性,给加工带来了一定的困难。
本文旨在探讨in718 合金的加工参数,为实际生产提供参考。
2.in718 合金概述in718 合金是一种以镍为主要元素的高温合金,化学成分主要包括镍(Ni)、铬(Cr)、铁(Fe)和钼(Mo)等。
这种合金在650℃以下的高温环境中具有良好的抗氧化性、抗腐蚀性和高温强度,因此广泛应用于航空航天、核能、石油化工等领域。
3.in718 合金的加工难点in718 合金具有较高的硬度、韧性和导热性,给加工带来了一定的困难。
同时,合金在加工过程中易产生高温,导致刀具磨损加剧。
因此,合理选择加工参数对于提高加工效率和保证加工质量至关重要。
4.in718 合金的加工参数4.1 切削速度切削速度是影响加工效率的关键因素。
对于in718 合金,切削速度的选择应根据刀具材料、加工设备和加工工艺进行综合考虑。
通常情况下,切削速度可选择在30-100m/min 之间,以保证切削效率和加工质量。
4.2 进给速度进给速度的选取应考虑刀具的耐用性和加工精度。
对于in718 合金,进给速度可选择在0.05-0.5mm/转之间,以保证加工效率和加工质量。
4.3 刀具选择刀具的选择对于加工in718 合金至关重要。
应选用具有高硬度、高韧性和耐磨损的刀具材料,如硬质合金、高速钢和金刚石刀具等。
此外,刀具的几何参数也应根据加工工艺进行合理选择。
4.4 冷却液选择冷却液的选择对于降低刀具磨损和保证加工质量具有重要意义。
in718高温合金的热变形激活能

in718高温合金的热变形激活能高温合金是一类具有良好高温性能的特种材料,广泛应用于航空、航天、能源等领域。
研究高温合金的热变形激活能对于深入了解其高温行为以及加工工艺有着重要的意义。
热变形激活能是指高温合金在变形过程中所需的能量,是描述材料变形特性的重要参数。
了解热变形激活能可以为高温合金的热加工工艺设计、材料模型建立以及变形机制研究提供基础数据。
高温合金的热变形过程复杂,其激活能的确定需要综合考虑多个因素。
一般来说,热变形激活能可以通过实验测定和理论计算两种方法得到。
实验测定热变形激活能常用的方法有静压法、动态拉伸法、等温压缩法等。
这些方法需要在高温条件下进行试验,通过测量材料在不同应变速率、应变温度和应变程度下的流变应力来确定热变形激活能。
然而,由于高温合金的高温条件下的试验较为困难和昂贵,这些方法的应用受到了一定的限制。
理论计算热变形激活能的方法是一种较为经济和高效的手段。
常用的计算方法有位错理论、离子理论、晶界理论等。
这些理论通过建立数学模型来预测材料的变形行为,进而得出热变形激活能。
尽管理论计算的结果不如实验测定准确,但却可以为实验提供指导和解释。
高温合金的热变形激活能受多个因素的影响,如晶界能、位错能、扩散能等。
晶界能是晶界迁移所需的位移能,与晶界结构和结合强度有关。
位错能是位错运动所需的位移能,与材料的位错密度和类型有关。
扩散能是从一个位置扩散到另一个位置所需的能量,与材料中的扩散率和距离相关。
除了上述影响因素外,晶体结构也对热变形激活能有很大影响。
高温合金一般具有面心立方或体心立方结构,其中使面心立方结构的热变形激活能较小,因此高温合金常用面心立方结构。
总结起来,高温合金的热变形激活能是描述其高温变形特性的重要参数。
了解热变形激活能可以为材料的热加工工艺设计、理论模型建立以及变形机制研究提供重要的基础数据。
实验测定和理论计算是确定热变形激活能的两种主要方法,但由于实验困难和成本高昂,理论计算方法更加经济和高效。
Inconel718多通道放电烧蚀铣削加工技术研究
Inconel718多通道放电烧蚀铣削加工技术研究傅炯波;邱明波【摘要】为了提高高温合金lnconel718电火花放电烧蚀加工效率,改善工件表面质量,使用多通道放电烧蚀加工新方法对Inconel718进行多通道放电烧蚀铣削加工试验.研究表明:在多通道放电烧蚀加工过程中,放电通道的个数是随机的;在一个脉冲放电周期中,随着通道数目的增加,电压波形呈阶梯下降,总回路电流波形呈阶梯上升.对比常规电火花烧蚀加工,多通道放电烧蚀加工的总回路电流提高,使得材料蚀除率提高73.7%;同时,多通道放电分散放电能量,使得多通道放电烧蚀加工后工件表面粗糙度较常规电火花烧蚀加工下降14.6%,工件表面微裂纹变少,裂纹的宽度和长度变小.【期刊名称】《航空制造技术》【年(卷),期】2019(062)012【总页数】5页(P97-101)【关键词】多通道放电烧蚀;旋转多通道电极;Inconel718;表面质量;加工效率【作者】傅炯波;邱明波【作者单位】南京航空航天大学机电学院,南京210016;南京航空航天大学机电学院,南京210016【正文语种】中文高温合金Inconel718具有良好的抗疲劳、抗氧化、耐腐蚀性能,被广泛应用于航空航天、核能及石油工业中,但镍基高温合金导热性差、强度高,在传统的机械加工中存在加工硬化、刀具磨损的问题[1]。
电火花加工利用电能转化为热能去除工件材料,只与被加工对象的导电性有关,与加工对象的硬度、强度等力学性能无关,是金属加工的重要方法[2]。
Li等[3]用正交法研究了镍基高温合金电火花加工时峰值电流、脉宽、占空比、放电电压对材料去除率的影响,得出了镍基高、温合金电火花加工的最优参数。
孔令蕾等[4]采用由紫铜颗粒经高温烧结获得的多孔材料作为工具电极对Inconel718进行电火花加工,获得了比实体电极更高的材料去除率和更低的电极损耗率。
Shen等[5]用干式电火花铣削方法加工Inconel718,获得了更低的表面粗糙度,更少的表面微裂纹。
中走丝电火花线切割加工IN718参数的研究
中走丝电火花线切割加工IN718参数的研究白鹤; 李文斌【期刊名称】《《机械设计与制造》》【年(卷),期】2019(000)008【总页数】4页(P106-109)【关键词】中走丝电火花线切割; IN718; 切割速度; 表面粗糙度【作者】白鹤; 李文斌【作者单位】太原理工大学机械工程学院山西太原 030024【正文语种】中文【中图分类】TH161 引言机械加工制造业的逐步发展,用户对加工效率和表面质量的要求也随之提高。
基于高速走丝线切割机床和低速走丝线切割机床,已成功研制出中速走丝线切割机床,也就是“中走丝机”[1]。
因其加工质量在低速走丝和高速走丝之间的特点,在加工难切削材料中得到广泛应用[2]。
镍基高温合金IN718(相当于国内代号GH4169)是在高温环境中能够保持良好的化学性能和机械性能,因此在航天、航空、核能、石油等领域应用广泛[3]。
因其在切削加工中的切削温度高、切削力大和刀具磨损严重等特点,镍基高温合金IN718是一种典型的难加工材料[4]。
因此,采用中走丝电火花线切割机床加工IN718合金,研究镍基高温合金的线切割加工性能,对于提高其加工效率和表面质量具有重要的意义,为一次切割IN718合金和多次线切割的第一次切割提供很好的参数依据。
2 实验设备及实验方案本实验平台是基于江苏冬庆数控机床有限公司研制的中速走丝电火花线切割机床DK7740Z,电极丝采用φ0.2mm的钼丝,试验材料是镍基高温合金IN718,厚度为10mm,冷却液为去离子水。
研究的参数包括脉宽时间、放电间隙、运丝速度和占空比。
采用单因素实验,分析脉宽时间、放电间隙、运丝速度和占空比分别对切割速度和表面粗糙度的影响。
采用正交实验设计表格,进行极差和方差分析,从而判断各因素对切割速度和表面粗糙度的影响程度。
本实验主要考察工艺指标是切割速度和表面粗糙度。
切割速度是指单位时间内在工件上切割的面积,单位是mm2/min,本实验由加工试件的表面积除以加工时间所算出得到,加工时间是依据机床本身记录的时间;表面粗糙度是通过TR200粗糙度测量仪测量三次取平均值得到。
INCONEL 718(GH4169)高温合金的发展与工艺
INCONEL 718(GH4169)高温合金的发展与工艺齐欢【摘要】Since its invention and initial application in gas turbine components in the early 60's of 20th century at INCO Huntington Alloys (now called Special Metals Co. ), INCONEL 718 alloy (IN718) has become the most widely used nickel based superalloy in the aircraft engine industry. It was used in many critical aircraft engine components, accounting for over 30% of the total finished component mass of a modern aircraft engine. This article reviews IN718 alloy development history, its mechanical properties, long-term thermal stabilities, industrial processing methods, and current developing substitute alloys for enhanced thermal stability.%INCONEL 718合金(IN718)自从20世纪60年代初在美国的INCO Huntington Alloys(现为Special Metals Co.)被发明并应用于涡轮零部件制造后,已成为航空发动机历史上应用最为广泛的镍基高温合金材料.现代飞机发动机上超过30%(质量分数)的关键零部件由718合金制成.本文回顾了718合金在航空发动机上的应用历史,对该合金的基本力学性能、高温稳定性,以及目前国外应用的铸、锻制造工艺现状做了综述.对国外正在研究的新型IN718衍生替代合金的发展现状进行了介绍.【期刊名称】《材料工程》【年(卷),期】2012(000)008【总页数】9页(P92-100)【关键词】INCONEL 718;镍基合金;718Plus;航空发动机【作者】齐欢【作者单位】上海交通大学密西根学院,上海200240【正文语种】中文【中图分类】V252INCONEL 718高温合金(简称IN718)在航空发动机上的应用已经走过了半个世纪。
高密度电脉冲处理对镍基高温合金组织及性能的影响的开题报告
高密度电脉冲处理对镍基高温合金组织及性能的影响的开题报告一、研究背景镍基高温合金是一种在高温环境下工作的材料,具有高强度、高耐热、高抗氧化和高蠕变等优良性能。
然而,镍基高温合金在高温环境下的应用受到许多因素制约,其中主要问题是材料的寿命问题。
因此,需要通过改进材料的组织和性能来提高材料的寿命。
高密度电脉冲(High Density Electric Pulse,HDEP)是一种新型的表面处理技术,在固体材料的表面产生高密度的能量,并形成高能量密度的冲击波,从而改变材料的组织和性能。
近年来,HDEP技术被广泛应用于材料表面改性方面,已经在航空、制造业、医疗器械等领域得到了发展。
二、研究目的本课题旨在研究HDEP处理对镍基高温合金组织和性能的影响,探讨HDEP处理技术在高温合金材料表面改性方面的应用。
具体研究目标包括:1.分析HDEP处理对镍基高温合金的微观结构和晶粒粗细的影响;2.研究HDEP处理对镍基高温合金硬度和抗氧化性能的影响;3.探讨HDEP处理对镍基高温合金蠕变行为的影响。
三、研究内容和方法1.材料选择本研究选择常见的镍基高温合金Inconel 718作为研究对象。
在不同能量密度的HDEP处理下,分析其组织和性能的改变。
2.处理方法采用HDEP技术对Inconel 718材料表面进行改性。
控制处理参数,包括能量密度、脉冲数、脉冲宽度等参数。
3.测试方法对HDEP处理前后的样品进行金相显微镜观察、扫描电镜观察、X射线衍射分析、显微硬度测试、蠕变试验和抗氧化性能测试等,以评估HDEP处理对Inconel 718组织和性能的影响。
四、研究意义1.对HDEP技术在高温合金材料表面改性方面的应用进行探索,拓宽了材料改性技术的研究范围。
2.认识HDEP处理对高温合金微观结构和性能的影响,可以为优化高温合金的制备和处理工艺提供依据。
3.本研究结果可为相关领域的科学研究、技术创新和产业发展提供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
p r a a m e t e r s t O p r o v i e d a r e f e r e n c e v lu a e .
Ke y Wo r d s : I N7 1 8 Ni c k e l - Ba s e d Al l o y s ; ANS YS ; Nu me r i c a l S i mu l a t i o n ;T e mp e r a t u r e F i e l d
2 5 5 0 0 0 ) ( 山东理工大学 机械T程学 院, 山东 淄博
摘
要 :根 据 电火花加 工原理 ,建立 I N 7 l 8镍基合 金在 电火花线切割过 程 中温度 场的数 学模 型。基 于有限元软件
A N S Y S对镍基 高温合金 I N 7 1 8在单脉 冲放 电结束 时刻的温度场分布进行有限元模拟仿真 ,经计算得到温度场分布 图
i n W EDM Si n g l e Pu l s e Di s c h a r g e
GU Me n g,LI Li ,W ANG F e i — f e i ,S UN Ha o
( C o l l e g e o f M e c h a n i c a l E n g i n e e r i n g , S h a n d o n g U n i v e r s i t y o f T e c h n o l o g y , S h a n d o n g Z i b o 2 5 5 0 0 0 , C h i n a )
关键 词 : I N 7 1 8镍 基 合 金 ; AN S Y S; 数值模拟; 温度 场
中图分
文章编号 : 1 0 0 l 一 3 9 9 7 ( 2 0 1 3 ) 0 9 — 0 1 5 1 — 0 4
Th e T e mp e r a t u r e F i e l d An a l y s i s o f Ni c k e l — — Ba s e Al l o y I N7 1 8
t h e pr o c e s s i n g e x p e ime r n t ,i t t u r n e d o u t t h a t t h e s i mu l ti a o n r e s u l t s nd a t h e a c t u l a p r o c e s s i n g d ta a re a c o i n c i d e d .I t d i d
并对 电蚀坑 的宽度与深度进行预测 , 并与加 工实验 所得 到的结果进行对 比, 对比结果表 明, 模拟 结果与 实际加工所得 的数据 比较吻合 , 验证 了所建模 型的准确性 。 所做的研究 内容与获得的结果将 为 日后 的电火花加工机理与在实际的生
产加工 中选择合适加工参数提供一定参考价值。
S o f t w re a i t a l s o p r e d c i t s t h e w i d t h a n d d e p t h ft o h e G a l v ni a c c o r r o s i o n p i t . nd a c o m p re a s w i t h T h e r e s u l t s o b t a i n e df r o m
Ab s t r a c t : I n a c c o r d a n c e w i t h t h e p r i n c i p l e o fE D M, / t e s t a b l i s h e s he t em t p e r a t u r e l d m a t h e m a t i c a l m o d e l o f N i c k e l — b a s e
r e s e r a c h c o n t e n t a n d t h e r e s u l s t o b t a i n e d w i l l b e t h e f u t u r e E D M ec m h ni a s m nd a s e l e c t t h e a p p r o p i r t a e p r o c e s s i n g
第 9期 2 0 1 3年 9月
机 械 设 计 与 制 造
Ma c h i n e r y De s i g n & Ma n u f a c t ur e 1 51
镍基合金 I N 7 1 8电火花线切割 单脉 冲放 电温度场分析
谷 萌, 李 丽 , 王 飞飞 , 孙 浩