纳米压入法研究无铅焊料应变率敏感性
纳米压入法微机械材料力学性能测量不确定度的影响因素分类及评价
关 键 词 : 纳 米 压 人 ; MS 力 学 性 能 ; 确 定 度 ME ; 不
定力 学性 能 参数 多 以 及易 装 夹等 特点 ,迄 今 为止 ,压
入 法仍 是微 机 械 材 料 力学 性 能 测 量 中 应 用 最 广 的 一 种 方 法 。微 机械 材 料力 学 性 能主 要包 括 硬度 、 弹性 模
量、 屈服 强 度 、 裂 韧性 和 应 变硬 化 等 。 断 由于 ME MS元 件和 薄膜 的尺 寸越 来 越 小 ,压 入 深 度要 求 愈来 愈 浅 ,
2 基 本 原 理
压 入法 的基 本 原理 是 : 压头 在高 精 度加 载 机构 驱 动下 连续 对 试样 进 行压 入 , 达 到所 设定 的最大 压 入 待 载荷 或 深 度后 ,即刻 或 在 最 大 载荷 保 持一 定 时 间后 , 压 头 在该 机 构 驱 动 下卸 载 至零 。在 加 载 和 卸 载 过 程
纳米压入 法微 机械 材 料 力学性能测 量不确定 度 的影 响 因素分 类及 评 价
赵 则祥 1,蒋庄 德 , 海 容 , 2 王
( 1西 安 交 通 大 学 , 西 陕 西 安 7 0 4 ) 1 0 9 4 00 ) 5 0 7 ( 中原 工 学 院 , 南 郑 州 2 河
摘
要 :在 介 绍 纳 米 压 人 法 微 机 械 力 学 性 能 测 量 原 理 的基 础 上 , 出 了纳 米 压 人 法 微 机 械 材 料 力 学 性 能 测 量 不 确 定 度 的 提
纳米压入法研究无铅焊料应变率敏感性_贾春楠
率对3种常用 无 铅 焊 料 力 学 性 能 的 影 响,为 评 价 无 铅
焊点的服役可靠性提供参考.
关 键 词 : 无 铅 焊 料 ;应 变 率 敏 感 性 ;纳 米 压 入 ;力 学 性
能
中 图 分 类 号 : TN383
文 献 标 识 码 :A
DOI:10.3969/ji.ssn.1001G9731.2015.01.009
贾春楠 等:纳米压入法研究无铅焊料应变率敏感性
hc
=h
-0.75
P S
(2)
其 中,h 为 压 入 深 度,P 为 压 头 载 荷,S 为 接 触 刚 度.对于理想 Berkovich压头,接触面积为
Ac =24.56hc2 压入硬度定义为
(3)
H
P =Ac
(4)
根据 OliverGPharr方法,弹性模量可从下式获得
图2数据点为实验结果,实线为线性拟合结果;为 料SGh 曲线的斜率 变 化 较 小,这 表 明 应 变 率 对 接 触 刚
方便观察,将0.05,0.1 和 0.2s-1应变率下的数据分 别 度几乎没有影响,即接触刚度对应变率 不 敏 感;对 于 软
向 右 平 移 200,400 和 600nm.
3 结 果 与 讨 论
3.1 载 荷G位 移 曲 线 图 1 为 不 同 加 载 应 变 率 (P������/P )下 SnG3.0AgG
0.5Cu、SnG0.7Cu、SnG3.5Ag 的 载 荷G位 移 曲 线 . 可 以 看 出当载荷相同时,应 变 率 越 小,压 入 产 生 的 位 移 越 大, 即较低的应变率 产 生 了 较 大 的 压 入 深 度,材 料 表 现 出 明显的应变率敏感 性. 对 于 粘 塑 性 软 焊 料[15],应 变 率 较 低 时 ,达 到 相 同 的 载 荷 所 需 时 间 较 大 ,压 入 过 程 中 粘 性 变 形 充 分 ,产 生 了 较 大 的 压 入 位 移 .
微量In对Sn-0.3Ag-0.7Cu无铅钎料抗氧化性能的影响
表 1 各合 金 钎料 成分 和元 素含 量
2 实 验 结 果
2 1 I 量对 S . n含 n一0 3 . Ag一 . C 0 7 u无 铅 钎 料 出
渣量 的影 响
从 图 1中可 以看 出 , 随着 I n含量 的增 加 , 钎料 产渣量 急剧减少 。当添加 I 的含 量超过 0 0 5 , I l .2 % 产渣量 不再减 少 , 随着 含 量增 加 , 化渣 量 开 始增 氧 加 。与未添加 I 的 S 0 3 g一 . C I 1 n一 .A 07 u钎 料相 比 , S 0 3 g一 . C 0 0 5n钎 料 的锡 渣量 大约 n一 . A 0 7 u一 .2 I 减少 了 7 。试验结果 表 明, 元 素的加人 能够显 8g h
c n e e ty p e e t ole o u t e x d to o s qu n l r v ns s d rf m f rh r o i a n. r i
Ke r s:e d fe ole ; x dain e itnc e f c f I ; r s y wo d la - e s d r o r i to r ssa e; fe to d o s n
Ab t a t Ad i o fmi r n e e n y r ie t i a o e it n e o n一0. Ag一0. CU. e sr c : d t n o c o I — l me tma as he Ox d t n r ssa c fS i i 3 7 Th r s a c e u t h w h ta d to f m c o I ee n y i r v e ox d to e itnc f la fe ee rh rs l s o ta d i n o s i i r n— lme tma mp o e t i a n r ssa e o e d—r e h i s l e r a y. e c s he c n e tofI ee nti 0 o d rg e t I t a e t o t n n—l me s0. 25% i e d fe O d r. oh he o da o e it l n h n la 。re S I e b t t xi t n r ss- i a c n ti r p ry p e e tb s e f r nc . n e a d we t ng p o e t r s n e tp ro ma e The a t— x d to fe ti valbl n y wh n t e i o i a n ef c sa i a e o l e n i he tm—
纳米无铅焊料的研究进展_杨明
随着社会对Pb毒性的深入认识,2006年7月1日 欧盟开始正式实施WEEE/ROHS法案,无铅焊料代 替传统的Sn-Pb焊料已是大势所趋[1]。到目前为止, Sn-Ag、Sn-Cu、Sn-Ag-Cu等无铅合金焊料已广泛 应用于电子封装领域。这些无铅焊料合金的熔点一 般在217~227 ℃,远高于传统的Sn-Pb共晶焊料的 熔点(183 ℃),因此采用无铅焊料在解决环境问题 后,又带来了新的问题。首先,较高的焊接温度不
图2 不同冷却条件下焊料凝固过程中冷却曲线[9]
1.2 纳米无铅焊料的应用 除了传统的电子封装领域,纳米焊料的另一个
重要的用途是可以实现纳米材料的互连,比如纳米 线。纳米线导电性、导热性优良,不仅可以作为基 本的电子电路元件,如二极管、场效应晶体管,还 可以自组装成功能性1D、2D和3D结构。而这些功能 的实现通常需要将纳米线进行互连,这在纳米尺度 下是非常困难的,从而又进一步限制了纳米线的应 用。纳米焊料的研发可以低成本地实现纳米线的互 连,推进纳米线的应用。麻省大学洛厄尔分校的Gu 等人[10]通过在纳米线上制备纳米焊料,成功地实现了 纳米线的互连,如图3所示。
Abstract: Lead-free solder alloys are widely used in electronic packaging. However, due to the limitation of their high melting point (210~240 ℃), a great temperature must be applied during soldering. The increased working temperature not only increases the energy consumption but also threatens the joint reliability. Nano lead-free solder alloys are being attracted more and more attentions because the melting point of an alloy in nano size is much lower than that in normal size due to the thermodynamic size effect. Review the recent domestic and international developments of the nano lead-free solder alloys, introduce their preparation methods and influencing factors, summarize the problem during their application and storage, and finally, propose some advice in their industrial implementation.
纳米无铅焊料的研究进展
I 1 . S h e n z h e n K e y L a b o r a t o r y o f A d v a n c e d M a t e r i a l s . S h e n z h e n G r a d u a t e S c h o o l , H a r b i n I n s t i t u t e o f T e c h n o l o g y , S h e n z h e n 5 1 8 0 5 5 . C h i n a ; 2 . Y i k S h i n g T a t I n d u s t r i a l C o . L t d . , S h e n z h e n 5 1 8 1 0 1 . C h i n a )
2 0 1 4 年1 月
第3 5 卷 第1 期
E l e c t r o n i c s P r o c e s s T e c h n o l o g y
电 子 工 艺 技 术
・
综述 ・
纳米 无铅焊料 的研 究进展
杨 明 ,韩蓓蓓 ,马鑫 ,李明雨
( 1 . 哈 尔滨工 业大学 深圳研究 生院先进材料深 圳重 点实验室 ,广东 深圳 5 1 8 0 5 5 ; 2 . 深圳市亿铖达工业有 限公 司 ,广 东 深圳 5 1 8 1 0 1 ) 摘 要 :电子 封装 互 连 过程 中 ,无 铅 锡基 焊 料 是 常用 的连 接 材料 。然而 ,由于 其较 高 的熔 点 ( 2 1 0~
2 4 0℃ ),在 电子器 件连接过 程中需施加较 高的 回流温度 ,这 不仅增加 了电子组 装过程 中的能耗 ,也 大大降低 了器件 的可靠 性 。纳米无铅 焊料具有热力学 尺寸效应 ,其熔 点较块体 材料有大幅度 的降低 ,从 而受到了越来越 广泛 的关注 。综述 了近年来 国内外纳米无 铅焊料 的发展动态 ,介 绍了常用 的纳米无铅焊 料的制 备方法及影响纳 米颗粒 尺寸的 因素 ,总结 了纳米无铅焊料在 应用和存放过程 中所产 生的问题 ,同时也对 纳米无铅 焊料 未来产业
纳米压痕法测定微铸件室温蠕变应变速率敏感指数

Correspondent: REN Mingxing, Tel: (0451)86402266, E-mail: hitrmx@ Supported by National Natural Sicience Foundation of China (No.50475028)
1) School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 15001 2) Micro/Nano Technology Research Center of Harbin Institute of Technology, Harbin 150001
276 _ 3*< P=P FeNpg Y@jv 6 3*< P }Fe@kbgu uV B Fe#@kbg Ku % &*= Z (2) @G,kbGn4G Pg m X %D 0.0958 4 0.0879, !JI di Gn4G Px IXg % _ S@+C'f@kbg m X 6 4 .I+6< P=P _ Z+Feg m X I di 3 P=P XP# (3) @G,kbg m X?]k0>%=(kb x IXgYA i 8" m-#?@kb . g 7B Z?Y x u |N (1) *H6 9
ZnAl4 8tBlc (m). n.$@ Blc,7Jah m YJ e7 Ho5H Q &E 0.0958 5 0.0879, 5Bl hv & '+> _ _ cy tQ$ 7 7 JaC,7= P=P ,Gfh m Y J ej 5ZA P=P YQ$ ZnAl4 8t B{:lF B c v '+> J8 : J4 TG113.25, TG115.2 := .$ A :F| 0412;1961(2008)03;0272;05 _ E B 4+J8 : n8=ZA'+ / A3~ (const.P=P ) 5=A3~ (const.P ) 9 $ L
SnAg基无铅焊料的研究与发展
Sichuan Nonferrous Metals
Sn—Ag基元铅焊料的研究与发展+
曹昱,易丹青,王颖+,卢斌,杜若昕
(中南大学材料科学与T程系湖南长沙410883) (*河南省工业学校河南郑州450002)
【摘要】研究开发无铅焊料是我国电子材料行业面临的新课题,Sn-Ag系 是一种有希望替代铅焊料的无铅焊料。本文综述了该合金系研究的主要成果, 包括微观组织、焊料与基体的相互作用、拉伸和剪切性能、疲劳性能髓蠕变性能, 指出了此合金系作为软钎焊材料尚待解决的问题。采用舍金化、基体涂层、发展 新焊剂等手段可使该合金系发展为较理想的无铅焊料。
*收稿同期:2001 02—15
万方数据
6·
2001年第3期
铅制品的生产使用也会有越来越严格的限 制,许多大城市已经明令禁止使用含铅汽 油就是一个很好的例子。以先进的材料取 代原有的sn—Pb焊料势在必行。
国外近年来对二元无铅焊料进行了较 深入广泛的研究,采用的方法都是用另外 一种组元取代sn。Pb共晶合金巾的Pb,研 究的体系有i 7-…J:Sn—Bi系、sn—Ag系、Sn— h系、Stt-Ztx系、Sa-Sb系等。共晶Sn-Ag 焊料对电子T业是很有吸引力的,研究表 明在焊料中,该共晶焊料的剪切强度、蠕变
●共晶组织.A93Sn金属间化合物分布 在基本上是纯sn的基体上,A93Sn颗粒与 基体sn之问存在特定的晶体学取向关系:
{012}№,sJ/I 111}sn;(100)旭岛//
(110}sn㈨。
●由于基体Cu溶人,焊缝中形成 Cu6Sn5枝晶。
●焊料/基体界面上形成Cu Sn金属 间化台物层,近铜侧为(:u,sn,近焊料侧为
Central South¨liz℃rsity,Cha Tigsha,Fm,Ⅵn 4 10083,China) t*Industry SchoozofHenanProvince,ZkengJzou。Henan,450002,(强ina]
纳米Ag颗粒对Sn-58Bi无铅钎料组织及焊点可靠性的影响
关键词 : 无铅钎料
显微 组 织
界面金属间化合物
铺展性能
拉 伸 性 能
中 图分 类 号 : T G4 0
0 序
言
长 。张宇 鹏等人 在 向 S n - 5 8 B i 中添 加 S b发 现 , 适 量 的S b可 以抑制 粗大 初 晶相 的 形成 , 提 高 焊 点 的抗 拉 强
结果表 明: 添加 A g 颗粒可 以细化焊点组织 , 复合钎料 的组织 随 A g 颗 粒含量 的增加 呈先细化后 粗化 的趋势 ; A g颗 粒 的添加使界 面金属 间化 合物的厚度增大 , 复合钎料 的界 面金属问化 合物的厚度随 A g 颗粒含量的增加而增 加 ; A g 颗粒的添加可 以改善钎料 的铺展 性能 , 复 合钎料 的铺展 性能 随 舷 颗粒含 量 的增 加呈 先增 大后减 小的趋 势 ; 适 量 A g 颗粒 的添加 可以改善 焊点的拉伸性能 , 随着 A g 颗粒含量 的增加复合钎料焊 点的拉伸性能 呈先上升后 下降的趋 势; A g的最佳添加量 0 . 5 %( 质量分数 ) 。
显 微组 织 , 并利用 I m a g e—P r o P l u s 6 . 0软 件 计 算 I MC
的平 均厚度 ( I MC面积 除 以界 面 长 度 ) , 并 采 集试 样 剖
面 图片导 入 A u t o C A D对 焊 点 的铺 展 高度 进行 测 量 , 铺
界面I MC金 属 间 化 合 物 ( I n t e r me t a l l i c c o m p o u n d ) 的生
文 中通过 向 S n 一 5 8 B i 钎 料添加纳米 A g 颗粒 , 对 复合 钎料 的微 观组织及界 面 I M C进 行观 察 与分析 , 对其 拉伸 性能进行测试 与分析 , 为无铅钎 料 的改 进提供技术 支持 。
纳米压痕法测量80Au_20Sn焊料热力性能_张国尚
收稿日期:2008-11-14基金项目:教育部新世纪优秀人才基金资助项目(N CET -06-0235);国家自然科学基金资助项目(50575160);教育部高等学校博士点基金资助项目(20050056035)纳米压痕法测量80Au 20Sn 焊料热力性能 张国尚1, 荆洪阳1, 徐连勇1, 魏 军2, 韩永典1 (1.天津大学材料科学与工程学院,天津 300072; 2.新加坡制造技术研究院,新加坡 638075)摘 要:采用恒加载速率 载荷纳米压痕试验测量了25,75,125及200℃下80Au 20Sn 焊料的热力性能.结果表明,加载速率、施加载荷和温度对压痕载荷位移曲线影响显著;80Au 20Sn 焊料具有较强的加载速率敏感性,显著的尺寸效应,125和200℃下出现了明显的“挤出”现象;应用半椭圆模型对产生“挤出”的接触面积修正后基于Oliver -Pharr 方法求得了弹性模量和硬度;弹性模量和硬度随加载速率的增加迅速增大后趋于稳定,随施加载荷增加先减小后几乎保持不变,随温度升高而急聚降低.关键词:80Au 20Sn 焊料;纳米压痕;热力性能中图分类号:TB302.3 文献标识码:A 文章编号:0253-360X (2009)09-0053-04张国尚0 序 言长期以来,锡铅焊料被广泛应用于电子封装中.近年来,由于日益增加环保要求以及现代大功率电子和光电子器件对焊点可靠性要求的提高,迫切需要具有良好抗蠕变和热疲劳行为的焊料.在已开发成功的无铅焊料中,80Au 20Sn 钎料因具有良好的高温性能、优越的耐腐蚀性能、良好的导电导热性、较高的力学性能并且能在无助焊剂条件下进行焊接等特性,被作为密封和芯片焊接材料广泛应用于对可靠性要求极高的大功率电子器件及光电子器件互连中[1].在上述应用中,有关80Au 20Sn 焊料的制造工艺已被广泛研究,主要集中在连接质量、冶金交互作用以及Au -Sn 焊料凸点的形成上.除可制造性和可焊接性,还需要对焊料的热力性能有深入理解,以便进行可靠性设计及与其它焊料进行比较,然而这方面的研究目前却少有报道,因此深入研究其热力性能非常必要.焊料的热力性能通常采用标准拉伸测试和传统单轴拉伸蠕变试验等测试方法,这些方法对于80Au 20Sn 焊料及其它许多无铅焊料需耗费大量的人力、物力及时间,有必要寻找一种简单易行的替代方法.纳米压痕法作为一种便捷、非破坏性及低成本的测试方法,通过测量压入载荷与压入深度的连续变化,可以获得材料的弹性模量、蠕变硬度、屈服应力、蠕变等力学性能以及很多应用场合下传统力学方法无法获得的金属表面改性层、厚薄膜电路、焊接接头界面等信息.目前纳米压痕试验方法主要有恒载荷法、恒加载速率法、施加恒加载速率 载荷法.由于钎料热力性能的应变速率相关性,文中采用恒加载速率 载荷法,分析加载速率、载荷及温度对80Au 20Sn 焊料热力性能的影响,获取不同温度下的弹性模量和蠕变硬度.1 试验方法1.1 测试原理图1为纳米压痕测试得到的典型载荷位移(F -h )曲线.试验时先以恒定加载速率压入试样表面,在载荷不断增加的过程中压入深度呈同步非线性增加.当载荷达到预先设定的最大值F m 后保持一段时间,对于具备蠕变特征的材料而言,尽管此时载荷不再增加,但仍可观察到蠕变位移.当达到预先设定的保持时间后,载荷开始以一定的速率卸载直至减小为零,而此时的残余压入深度h f 表明材料经受了不可回复的塑性变形.Oliver -Pharr 法是普遍接受的确定弹性模量的一种方法,该方法假设卸载曲线的初始阶段为线性,通过定义弹性接触刚度S (图1)为卸载初始阶段卸载第30卷第9期2009年9月焊 接 学 报TR ANSACTIONS OF THE CHINA WELDING INSTITUTIONVol .30 No .9September 2009图1 钎料合金的典型F -h 曲线Fig .1 Typical indentation load -displacement curve for solderalloy曲线的斜率,给出了弹性模量的计算[2,3].首先确定试样材料的约化模量E r ,即E r =π2S βA(1)式中:S 为卸载曲线初始阶段的斜率;β为取决于压子几何形状的常数,对于三角锥截面的B erkovich 压子,β=1.034;A 为正向接触投影面积.利用几何关系,可以得到理想的三角锥压子垂直表面的压痕投影面积为A =24.5h 2c(2)式中:h c 为接触压深,定义为压子与试件的真实接触深度.接触压深与最大压痕深度h mu 的关系为h c =h mu -εF m S(3)式中:ε为与压子几何形状有关的常数,对Ber kovich压子,取经验值ε=0.72.试样材料的弹性模量E 由下式确定,即1E r =1-υ2i E i +1-υ2E(4)式中:E i ,υi 分别为压子材料的弹性模量和泊松比;υ为试样材料的泊松比.按照通常的材料硬度的定义方法,压痕法得到的硬度取最大载荷下的平均压力为[2]p =F m A (5)1.2 测试材料所用材料为共晶80Au 20Sn 焊料合金,熔点为279.4℃±0.1℃.为了得到与实际封装中焊点相似的微观组织,焊料棒浇铸时采用空冷的方法.随后对得到的高纯度铸态焊料棒进行机械切削,加工成截面为0.4mm ×1.55mm 的带状试样.每一试样先用2000号的SiC 砂纸仔细研磨,再依次用3,1,0.5μm 的K 形铝悬浮液抛光,最后用0.05μm 的硅溶胶抛光液抛光.抛光完成后,所有试样在60℃、氮气环境下进行24h 退火消除残余应力.1.3 测试设备采用配备高温环境箱的MTS XP 型纳米压痕仪进行测试,该设备位移分辨率为0.01nm ,载荷分辨率为50nN ,控温精度±0.1℃,压子采用B erkovich 金刚石压子.测试前先在熔融的石英(SiO 2)支架上校正压痕系统,并确定该设备负载结构的柔性和压子面积函数.1.4 测试步骤首先,考虑加载速率对热力性能的影响.恒定的加载速率分别为0.2,0.5,1,10,40及80mN s .为了获得整体的力学响应,采用400m N 的大载荷.测试过程中,温度控制在25℃±0.1℃,将B erkovich 压子以10mN s 的速度接触样品的表面,测试分成3个阶段:以恒定的加载速率压入样品,直到达到预定最大载荷F m ;在最大载荷F m 下保持300s 以进行蠕变,卸载,卸载速率为10mN s .其次,分析施加载荷对热力性能的影响.加 卸载速率为10m N s ,最大载荷分别为100,200,300和500mN .最后,研究温度对热力性能的影响.在加 卸载速率为10mN s ,最大载荷为400m N ,测试温度分别为75,125及200℃时进行压痕测试.以上所有测试中,相邻压痕及相邻压痕线之间的距离都设置为350μm ,以避免产生任何残余应力及邻近压痕之间可能出现的“挤出”或“沉陷”现象.每一测试条件下对试样进行三次测量,然后取平均值,测试完成后用JOEL JSM -6360A SE M 对压痕进行微观组织分析.2 试验结果及讨论2.1 加载速率对80Au 20Sn 焊料热力性能的影响图2为不同加载速率压痕试样的载荷位移曲线,可以看出80Au 20Sn 焊料的变形与加载速率有关,较低加载速率产生了较大的位移变化.在加载阶段,较低的加载速率导致了较大的压痕深度,即较低的压痕硬度和屈服应力,这是因为试样有足够的时间发生动态回复.在载荷保持阶段,压痕深度的变化表明在该阶段发生了蠕变.若将最大载荷压痕深度的变化量定义为蠕变位移,则较高的加载速率导致较大的蠕变位移,即导致了较高的蠕变应变率.图3为加载速率对80Au 20Sn 焊料的力学性能的影响,低加载速率的蠕变变形导致材料强度降低.弹性模量和蠕变硬度随着加载速率的增加而增54 焊 接 学 报第30卷图2 加载速率对载荷位移曲线的影响Fig .2 Influence of loading rate on load -displacem entcurves 图3 加载速率对力学性能的影响Fig .3 Variation of mechanical properities with loading rate加,当加载速率增加到5mN s 以上时,弹性模量和蠕变硬度几乎保持不变.当测量中读数恒定时,即可获得材料的弹性模量和蠕变硬度.由于这些力学性能参量通过卸载曲线获得,因此考虑压痕蠕变将会改进测量精度[4].该测试中由于卸载曲线没有出现明显的凸肚现象,所以可不进行校正.2.2 施加载荷对80Au 20Sn 焊料热力性能的影响常温下80Au 20Sn 焊料在不同施加载荷下的载荷─位移关系如图4所示.从图中可以看出,压痕深度及蠕变位移随施加载荷增加而增加,但后者增幅较小.施加载荷对力学性能的影响如图5所示,随着施加载荷的增加,弹性模量和硬度不断减小,直到数值达到恒定的平台,即80Au 20Sn 焊料与许多材料一样表现出明显的尺寸效应.2.3 温度对80Au 20Sn 焊料热力性能的影响图6为80Au 20Sn 焊料在不同温度下的载荷位移曲线.显然,随着温度的增加,载荷─位移曲线朝着更大压痕深度的方向移动,蠕变位移随温度的增加而增加,并在200℃时达到了最大值.这是由于较高的温度下回复速率较快,加工硬化对蠕变的图4 施加载荷对载荷位移曲线的影响Fig .4 Influence of applied load on load -displacement curves图5 施加载荷对力学性能的影响Fig .5 Variation of m echanical properties with applied load图6 不同温度下的载荷位移曲线Fig .6 Load versus displacem ent at various tem peratures影响被显著减弱,因此焊料中蠕变速率增大,最终产生更大的蠕变位移.图7为测试温度为125℃时典型压痕SE M 形貌,图中亮色区和暗色区分别为Au 5Sn (ζ′)和AuSn (δ)相,这表明施加的载荷足够大取得了整体力学响应.在125和200℃下,试样在压痕边缘出现了材料的“挤出”现象,温度越高“挤出”现象越明显,这表明发生了显著的塑性改变.由于“挤出”现象会导第9期张国尚,等:纳米压痕法测量80Au 20Sn 焊料热力性能55致低估真实接触面积,因此考虑“挤出”可以提高弹性模量和硬度的求解精度[3].采用半椭圆模型[5]对出现“挤出”现象的结果进行了修正,不同温度对80Au 20Sn 焊料的力学性能如图8所示.从图8中可以看出,弹性模量和硬度随温度升高显著降低,加热过程中的软化及高温下的蠕变变形是80Au 20Sn 焊料力学性能下降的主要原因.图7 125℃下压痕的典型背散射电子形貌Fig .7 Typical backscattered electron image of indentation at125℃图8 温度对力学性能的影响Fig .8 Variation of mechanical properities with temperature3 结 论(1)加载速率越大蠕变位移越大,而压痕深度越小;弹性模量和硬度随加载速率的增加而增加,但当加载速率增加到5mN s 以上时基本保持不变.(2)随着施加载荷的增加,压痕深度显著增加,而蠕变位移增加幅度较小;80Au 20Sn 焊料表现出明显的尺寸效应,即施加载荷增加时,弹性模量和硬度值减小,直到达到稳定的硬度平台.(3)随着温度的升高,压痕深度和蠕变位移显著增加,弹性模量和硬度急骤降低;当温度高于125℃时,压痕边缘出现了明显的“挤出”现象.参考文献:[1] Teo J W R ,Ng F L ,Goi L S K ,et al .M icros tructure of eutectic80Au 20Sn solder joint in laser di ode package [J ].Microelectronic En -gineering ,2008,85(3):512-517.[2] Oliver W C ,Pharr G M .An improved tec hnique for determining hard -ness and elastic modulus using l oad and displ acement sens ing indenta -tion experi ment [J ].J ournal of M aterials R es earch ,1992,7(6):1564-1583.[3] Bolshakov A ,Pharr G M .Influences of pileup on the measurement ofmechanical properties by load and depth sensing indentation techniques [J ].Journal of Material s Research ,1998,13(4):1049-1058.[4] Chudoba T ,Richter F .Inves tigation of creep behavior under load dur -ing indentation experiments and its infl uence on hardnes s and modulus resul ts [J ].Surface &Coatings Technology ,2001,148(2-3):191-198.[5] Kese K ,Li Z C .Semi -ellipse method for accounting for the pile -upcontact area during nanoindentation with the berkovich indenter [J ].Scripta Materialia ,2006,55(8):699-702.作者简介:张国尚,男,1977年出生,博士研究生,工程师.主要从事电子产品封装设计及其可靠性研究工作.发表论文6篇.Email :gshangz @56 焊 接 学 报第30卷tube2.Key words: explosive welding;three layer tube;numerical si mulation;stand-off distance;strain-stressPrecisio n rapid prototyping of steel parts using TIG depositision technology LI Yulong,ZHANG Hua,ZHANG Guangyun,XU Jianning(Key Lab of Robot&Welding Automation,School of Me-chanical&Electrical Engineering,Nanchang University,Nanchan g 330031,China).p37-40A bstract: A rapid prototyp ing(RP)system is presented in this paper.This RP s y stem is based on the tungsten inert gas(TIG) welding deposition technology,which includes a welding electrical source,a TIG welding torch,a wire feeder,a numerical controlled milling equipment,an industrial computer,an AD sampling card and etc.The TIG welding torch and wire feeder were used for weld deposition;the numerical controlled milling equipment was used for controlling the movement of the TIG torch and millin g the deposited parts;the industrial computer was used for sampling data and feed-backing control durin g the deposition process.For resolving the problem of edge sink in weld deposited part,a fuzz control s ystem based on voltage feedback was designed.A wall-shape part was de-posited with the help of this fuzz control s ystem.Then a cylinder-shape part with precise geometry size was deposited and milled in the RP s ystem.Key words: weldin g dep osition;rapid prototyping(RP); voltage feedback control;milling with nu merical controlEffect of inoculants Ti and Zr on microstructure and mechanical properties of2219Al-Cu alloy welding YANG Chenggan g1, GUO Xuming2,XING Li1(1.School of Materials Science and Engi-neerin g,Nanchang University of Aeronautics,Nanchang330063, China;2.School of Materials Science and Engineering,Shenyan g Institute of Aeronautical Engineering,Shenyang110034,China). p41-44A bstract: Metal inert gas(MIG)welding was used to weld 2219Al-Cu alloy with five kinds of filler metal,effect of the inocula-nts Ti and Zr additions in filler wires on the microstructures and properties of weld metal was investigated.The results showed that Ti and Zr was compatible,grain structures of weld were coarse colum-nar grains with a little Ti or Zr in filler wires,Al3Ti and Al3Zr wereformed in the welding pool with additions of a little Ti and Zr in filler wires,which provided the heterogeneous nucleation sites forα(Al). The grain of the microstructure of weld metal was finer with the in-creasing of Ti and Zr compositions in filler wires.Intermetallic alumi-nized dispersoids Al3(Ti,Zr)were formed in weld metal with addit-ions of large amounts of Ti and Zr in filler wires,which accelerated the heterogeneous nucleation ofα(Al)and resulted in refining grains of the weld metal,s o the tensile strength and elongation of weld joint were increased.Key words: inoculants;2219Al-Cu alloy;heterogeneous nucleation;eq uiaxed grain Microstructure and properties of Sn-Zn-Bi-(P,Nd)lead-free solders ZH OU Jian1,FU Xiaoqing1,SUN Yangs han1,DING Kejian2(1.Jian gsu Key Laboratory of Advanced Metallic Materials, Southeast University,Nanjing211189,China;2.Jingerli M etal Company,Changzhou213144,Jiangsu,China).p45-48 Abstract: Microstructure,mechanical properties,oxidation resistance and wettability of Sn-8Zn-3Bi lead-free solder dop ing with P and Nd were studied in this paper.Primary Zn phase was observed in the microstructure of Sn-8Zn-3Bi alloying with separate P ele-men t.By adding P together with Nd not only the formation of the primary Zn phase can be inhibited,the massive microstructure of the solder also can be refined.It was the reason that the solder plastic improved,and the elongation reached48%.P element in solder melts was apt to loss in the process of long term heating.A diffusion barrier layer could form at the surface of the Sn-8Zn-3Bi solder b y doping with P and Nd,which reduced the loss of P,and the oxida-tion rate decreased as well.With the improved oxidation resistance, the Sn-8Zn-3Bi-0.1P-0.05Nd solder showed high wetting perfor-mance.Key words: lead-free solder;Sn-Zn alloy s;oxidation;me-chanical propertiesRipple line fillet seam s tracking control of a mobile ro bot for container welding GAO Yanfeng1,2,XIAO Jianhua1,ZHANG Hua2(1.School of Aviation&Mechanical Engineering,Nanchan g Hangkong University,Nanchang330031,China;2.Robot Research Institute,Nanchang University,Nanchang330031,China).p49-52Abstract: For the container ripple line fillet seams tracking, it is necessary not onl y to control welding-torch moving along with the seams,but also to adjust inclination of the the torch perpendicu-lar to the welding s urface.In this paper,a wheeled mobile weldin g robot with a cross-slider manipulator that can extend and turn was developed.A rotational arc sensor was used to detect the weldin g-torch deviations and inclinations simultaneously.Through controllin g three joints coordinate movement,welding seam tracking and weld-ing-torch inclination adjusting were achieved.The kinematics model of the mobile robot is established,and with fuzzy control theory,a controller was designed.Through actual welding experiments,the validity of the proposed method is proved.Key words: mobile robot;welding seam tracking;weldin g-torch attitude control;rotational arc sensorThermomechanical characterizatio n of80Au20Sn solder using nanoindentation ZHANG Guoshan g1,JING Hongyang1,XU Lianyong1,WEI Jun2(1.School of Material Science and Engineer-ing,Tianjin University,Tianjin300072,China;2.Singapore Insti-tute of Manufacturin g Technology,71Nanyang Drive,Singapore 638075,Singapore).p53-56Abstract: The thermomechanical behaviors of the80Au20Sn solder at25,75,125and200℃were investigated by constant2009,Vol.30,No.9 TR ANSACTIONS OF THE C HI NA WELDING I NSTITUTION Ⅲloading rate load nanoindentation tests.The results showed that the load-displacement curves depended on the loading rate,applied load and temperature strongly.The load ing rate sensitivity,obvious size effect,piling up at125and200℃were observed.The elastic mod-ulus and hardness were obtained using the Oliver-Pharr method after the contact area was modified based on the semi-ellipse method.The elastic modulus and hardness increase rapidly with the improved loading rate then reach an approximately stead y stage,decrease in i-tiall y as the increased load ultimately attain a stead y-state value,de-cline greatly with the higher temperature.Key words: 80Au20Sn solder;nanoindentation;thermome-chanical propertiesResidual stress analysis of repair welding at different zone of Q345R welded joint based on finite element sim ulation SHEN Limin,GONG Jian ming,YU Zhen ggang,TU Shandong(Col-lege of Mechanical and Power Engineering,Nanjing Univers ity of Technology,Nanjing210009,China).p57-60,64A bstract: Because of its excellent properties,Q345R alloy is extensively used in the manufacture of press ure vessels and pipes. However,cracks often generate in a weld ment made of this alloy for welding residual ing finite element anal ysis software ABAQUS,a sequentiall y coupled welding thermal-stress procedure was developed to calculate the repair welding residual stress for dif-ferent zones of Q345R welded joint.3D repairin g welding residual stress field was obtained and analyzed.The res ult shows that residual stress caused by repair welding increases than before,and longitud i-nal stress and transversal stress do not increase uniforml y.The anal-ysis from simulation results provides theoretical references for opti-mizin g the repair welding parameters and controlling the repair weld-ing stress.Key words: Q345R;welding residual stress;repair weld-ing;numerical simulation;finite element ABAQUSStudy on diffusion bonding TC4to ZQSn10-2-3using a Ni inter-layer ZHAO He,CAO Jian,FE NG Jicai(State Key Laboratory of Advanced Welding Production Technology,Harbin Institute of Technology,Harbin150001,China).p61-64A bstract: Diffusion bonded joints were prepared bet ween TC4and ZQSn10-2-3with nickel as an interlayer in vacuu m.The microstructure of transition joints was investigated by scanning elec-tron microscope and energy dispersive spectrometry.The typical in-terface of TC4Ni ZQSn10-2-3joint is TC4β-Ti Ti2Ni TiNi TiNi3 Ni Cu(Cu,Ni)ZQSn10-2-3.The optimum parameters were obtained in the condition of830℃for30min under10MPa by optimum ex-periments.The maximum shear strength was130MPa.The results showed the fracture was crystal morphology with a little plastic,and occurred proximity to TiNi3intermetallic layer in TC4Ni side through X-ray diffraction analysis.Key words: titanium alloy;tin-bronze;diffusion bonding; Ni interlayer;intermetallic compound Microstructure analysis on composite coating of Fe-based allo y added WC by plasma cladding LU Jinbin,ZH ANG Zhaojun, NING Jiuchao,LIU Hongtao(Department of M aterial and Chemical En gineering,Zhongyuan University of Technology,Zhengzhou 450007,China).p65-68Abstract: By plasma cladding and appropriate processing pa-rameters,a coating metallurgically bonded to substrate was prepared on substrate of Q235steel usin g Fe-based alloy adding50%WC. The microstructure of the clad layer was investigated by SE M,XRD, EDS,and the microhardness distribution of the coating was also test-ed by microhardness tester.The results show that the WC particles in the composites are partly melted into the coatin g,and others distrib-ute at the central and the bottom of the coating,which bond with the coating well.The coatin g with good bonding with s ubstrate mainl y consists ofγ-Fe,WC,Fe3W3C,Fe6W6C and W2C.The micro-hardness of the coating reaches900~1100HV0.2.Key words: plas ma cladding;microstructure;microhard-ness;WCCavitation erosio n resistance of plasma clad high chromium iron based coating by precursor carbonization-com position process LIU Junbo,YU Jiay ang,WANG Limei,HAN Fang(School of Mechanical and Electronic Engineering,Weifang University,Wei-fang261061,Shandong,China).p69-72Abstract: The high chromium iron based alloy coating was fabricated on the surface of mediu m carbon steel by plasma claddin g using the powders by precursor carbonization-composition process. Microstructure,hardness distribution and cavitation erosion res is-tance were observed and measured by OM,X-ray diffraction,SEM, microhardness tester and ultrasonic oscillation magnetostriction strain gauge.The process of cavitation erosion was analyzed.The results show that the coating has high microhardness and good cavitation erosion resistance.The cumulative mass loss is onl y49.8%as the one of0Cr13Ni6Mo steel after44hours cavitation erosion.The ex-cellent cavitation erosion resistance of the coaring is due to the fol-lowing factors:the grain boundary of hard phase hinders plastic de-formation of phaseγand the stress induces the phaseγchanging to martensite structure.Key words: plasma cladding;high chromium iron based coating;microstructure;cavitation erosionAnalysis on soldered joint reliability of PBGA package with dif-ferent arrangement models DAI Wei,XUE Songbai,ZHANG Liang,SHENG Zhong(College of Materials Science and Technolo-gy,Nanjing University of Aeronautics and Astronautics,Nanjin g 210016,China).p73-76Abstract: Finite element analysis was used to investigate the stress distribution of PBGA soldered joints with different arrangement models,and the constitutive relationship of Sn3.0Ag0.5Cu lead-free solder was described by Anand model.The results indicate that the positions of critical soldered joints are determined by the chip cor-Ⅳ MAIN TOPIC S,AB STRACTS&KEY WORDS 2009,Vol.30,No.9。
纳米技术在重金属离子——铅中的检测
在进行 同位镀铋时 , 考察 了不 同富集 电位溶 出峰 电流 的影响。 实验 表 明 , 当 富集 电 位 为 一 1 V时 ,p b 2 + 的溶 出 峰 电 流 最 大 。 因此 , 为 了获得 高的灵敏度 , 选择沉积 电位一l V。 2 . 2 . 3最 佳 富 集 时 间
进行 电沉积 时, 以不同沉积时 间( 5 o -- 4 o o s ) 同位镀 铋并进行差 分脉冲溶 出伏安测定 , 结果发现P t ) 的溶 出峰 电流在5 o - 5 0 s 时, 随 沉积时间的增加而增大 , 当时间继 续增加后 , 响应 电流减小 。 因此 , 为了获得高 的灵敏 度 , 沉积时间选择2 5 0 s 。
2. 2. 1最 佳p H
实验 中以HA c - Na A c 为电解质 , 考察p H值对溶出峰 电流 的影 响。 结 果表 明 , 当p H为4 . 5 时, P b 2 + 溶 出峰 电流最大 , 因此 , 实验最终 选定支持 电解质 的p H为4 . 5 。
2 . 2 . 2最 佳 富集 电位
工艺 设 计 改 造 及 检 测 检 修 C h i n a S c i e n c e & T e c h n o l o g y O v e r v i e w
纳米技术在重金属离子
铅中的检测
李 婷 ( 南通市环保宣教中心, 江苏南通 2 2 6 0 0 6 ) 【 摘 蔓 l以电化 学沉积 法在玻 碳 电极 上修饰 纳米金 颗粒, 以修饰 后的 电极作 为工作 电极 ' 用于 同位 镀铋膜 法连续 测定水 中铅 的含 量 。 在含铋 的 溶 液 中, 采 用示差 脉冲溶 出伏 安 法测 定铅 离子 的 浓度 , 考察 电解 液p H值 、 富集 电位 、 富集 时间及铋 膜 浓度对 溶 出峰 的影 响, 优 化 出最佳 实验 条件 。 在 优化 的实验条件 下, 金属 离子 浓度和峰 电流有 较好的 线性 关 系, 结果表 明, 本 法测定 结果 准确度, 灵敏度 较高, 重现性 良好 , 可实现水 中微 量重金属 离子 的
焊接接头纳米力学性能分析与模拟

焊接接头纳米力学性能分析与模拟焊接是一种常用的金属连接方法,它通过高温熔化金属并使其冷却后结合在一起,形成一个坚固的接头。
然而,焊接接头的性能在很大程度上取决于其微观结构和力学性能。
因此,对焊接接头的纳米力学性能进行分析与模拟是非常重要的。
首先,我们可以从材料的纳米结构入手。
焊接接头的纳米结构通常是由金属晶粒组成的。
晶粒的尺寸和形状对接头的力学性能有着显著影响。
较小的晶粒尺寸可以提高接头的强度和硬度,但也会降低其韧性。
因此,通过控制焊接过程中的冷却速率和应力分布,可以调控晶粒的尺寸和形状,从而优化焊接接头的纳米结构。
其次,我们可以利用分子动力学模拟来研究焊接接头的纳米力学性能。
分子动力学模拟是一种基于牛顿力学原理的计算方法,可以模拟原子或分子的运动和相互作用。
通过在模拟中引入焊接接头的原子结构和界面特性,我们可以研究焊接接头在不同应力条件下的力学行为。
在分子动力学模拟中,我们可以通过计算接头的应力应变曲线来评估其力学性能。
应力应变曲线可以反映接头在受力情况下的变形和破坏行为。
通过比较不同材料、不同结构和不同工艺条件下的应力应变曲线,我们可以评估焊接接头的强度、韧性和可靠性。
此外,分子动力学模拟还可以用于研究焊接接头的断裂行为。
焊接接头的断裂行为通常包括塑性变形、裂纹扩展和断裂破坏。
通过模拟这些过程,我们可以了解焊接接头在受力过程中的强度和稳定性。
此外,我们还可以通过模拟不同界面结构和界面能量对接头断裂行为的影响,进一步优化焊接接头的力学性能。
除了分子动力学模拟,还可以利用有限元分析来模拟焊接接头的力学性能。
有限元分析是一种基于连续介质力学原理的数值计算方法,可以模拟复杂结构的应力和变形。
通过在有限元模型中引入焊接接头的几何形状、材料特性和边界条件,我们可以计算接头在受力情况下的应力分布和变形情况。
有限元分析可以帮助我们理解焊接接头的力学性能,并优化焊接工艺参数。
通过调整焊接接头的几何形状、材料特性和边界条件,我们可以改善其强度、韧性和可靠性。
Sn-Ag-Cu无铅钎料的性能研究

Sn-Ag-Cu无铅钎料的性能研究林奎;苏琦;韩永典【摘要】用粉末冶金的方法合成了Sn-Ag-Cu钎料,并测试了钎料的显微组织、力学性能(纳米压痕试验)和焊点处的界面反应.试验结果表明:钎料中的金属间化合物在基体中均匀分布;Sn-Ag-Cu钎料表现出了明显的金属材料纳米压痕特性,即明显的永久变形和不明显的弹性回复.焊点处的金属间化合物层(IMC层)随时效时间的增加持续增加.【期刊名称】《实验室科学》【年(卷),期】2012(015)002【总页数】5页(P85-89)【关键词】SnAgCu合金;显微组织;纳米压痕;界面反应【作者】林奎;苏琦;韩永典【作者单位】天津大学分析测试中心,天津300072;中国石油天然气股份有限公司管道锦州输油气分公司,辽宁锦州,121001;天津大学材料科学与工程学院,天津300072【正文语种】中文【中图分类】TG454早在2000多年以前,锡铅 (Sn-Pb)钎料就被用于金属连接中[1]。
目前钎料在电子器件和电路的封装与互联中起着不可或缺的作用。
含铅钎料特别是共晶及近共晶的Sn-Pb合金已经被广泛地应用于现代电子电路的装配中[2]。
在这些装配件中,钎料的电性能、机械性能及热性能显得尤其重要。
Sn-Pb二元体系共晶熔点温度为183°C,这使得大部分基板材料和器件都能承受这样的回流温度。
Sn-Pb钎料及合金有诸多优点,例如相对较低的熔点温度,较高的韧性及在铜(Cu)和其它合金上优良的润湿性。
但是,近些年以来,由于Pb的毒性,越来越多的国家和地区开始着手通过立法来禁止Pb的使用。
基于上述世界范围内的立法要求,为电子产品开发相应的无铅钎料已势在必行。
对于绝大多数的无铅钎料来说,主要的构成元素是锡 (Sn),而潜在的铅(Pb)的替代元素主要有:银(Ag)、锑 (Sb)、锌 (Zn)、铜 (Cu)、铋 (Bi)、铟 (In) 和金 (Au)。
到目前为止,大量的二元系列 (Sn-Ag,Sn-Cu,Sn-Sb,Sn-In 等) 和三元系列(Sn-Ag-Cu,Sn-Bi-In,Sn-Bi-Cu,Sn-Bi-Ag) 的无铅合金相继被开发出来,其中Sn-Ag-Cu系列的合金被认为最有希望替代 Sn-Pb 合金[3-8]。
Au80Sn20无铅钎料的可靠性研究.

Au80Sn20无铅钎料的可靠性研究范琳霞,荆洪阳,徐连勇(天津大学材料科学与工程学院,天津 300072)*摘要:随着电子产品小型化,无铅化的发展,对焊料提出了更高的要求。
无铅钎料Au80Sn20由于具有优良的力学性能在高可靠性气密封装和芯片焊接中被广泛应用。
本文综述了近几年来Au80Sn20的发展状况,重点介绍了该焊料的可靠性研究。
关键词:无铅钎料;Au80Sn20;可靠性;力学性能Reliability Study Of Au80Sn20 Lead-free SolderFan Lin-xia, Jing Hong-yang, Xu Lian-yong(School of Materials Science and Engineering,Tianjin University ,Tianjin 300072,China) Abstract: with the miniaturized and lead-free development of electronicproducts ,higher demand is put forward about solder . Lead-free solder Au80Sn20 is widely applied in high reliable hermetic package and die welding due to excellent mechanical property.The text summarizes the development status of Au80Sn20 in recent several years,and emphasizes to introduce the reliability study of the solder. Keywords: Lead-free Solder; Au80Sn20; reliability; mechanical property1 前言共晶SnPb焊料作为主流的互连材料长期以来一直广泛用于电子工业中。
ZnAIMg-xIn高温无铅钎料的显微组织及性能研究
M g l n四元钎料合金。分别为 Z n A 1 M g — l l n , Z n A 1 M g - 2 I n , Z n A 1 M g 一 3 I n和 Z n A 1 Mg - 4 I n 。其 中 Z n A 1 Mg为 近 共 晶 组 成Z n 4 A 1 3 M g , I n 在合金 中的含量分别为 1 %, 2 %, 3 % 和4 %。作为对 比, 采用相同工艺制备了近共晶组成的
镜( S E M) 观 察钎 料 合 金 的微 观 形 貌 , 并 采用 E D A X
收稿 1 3 期: 2 0 1 3—1 1— 0 6 基金项 目:北京 工业大学研究生科技基金( y j k一 2 0 1 3—1 0 2 0 1 )
加量对 Z n A 1 M g - x l n钎料 的熔 点 、 显微组织 、 电阻率及铺 展 面积的影 响 。结果 表 明: 微量 I n的加入 可适 当降低钎料
的熔点 , 而随着 I n 含量 (> 2 %) 的增加 , 在合金 中出现 了互不相 容的两相 , 合金 的显微组织趋 向于不均匀化 。 关键词 : 高温无铅钎料
采 用上 述熔 炼 工 艺 制 备 了 4种 不 同 配 比 的 Z n A 1
铅替代钎料。因此 , 欧洲等发达 国家在立法规定禁 止 使用具有毒性 的有铅钎料 的同时¨ J , 对 高温含铅钎
料的使用暂时豁免。但随着技术的进步和环保要求的 提高 , 高温钎料的无铅化是必然趋 势。因此 , 新型高温 无 铅钎 料 的开发 迫在 眉 睫 。 目前 , 高温无铅钎料 的研究 主要集 中在 以下几个 体系 : A u 基、 B i 基和 z n . A 1 基无铅钎料 。作为高 温钎 料, 每一种合 金都有其优势和劣势 J 。A u 基 无铅钎 料A u 2 0 S n因大量使用 A u而导致成本提高, 限制 了其
纳米TiO2增强低温无铅钎料的工艺研究
河北工业大学毕业设计说明书作者:张羽学号:092086学院:材料科学与工程系(专业):材料科学与工程(焊接)题目:纳米TiO2增强低温无铅钎料的工艺研究指导者:陈翠欣副教授评阅者:2014 年6 月2 日目录1 绪论 (1)1.1引言 ............................................................................................................................. . (1)1.2无铅钎料的选择 (1)1.3 本课题的意义及研究方法 (3)2 复合钎料的制备及分析方法 (4)2.1 复合钎料的制备 (5)2.2 试验材料,设备 (5)2.3 焊接接头的制备过程 (6)2.4 润湿性的测量 (6)2.5 微观显微组织的观察 (6)2.6 熔点的测量 (6)3 接头组织 (6)4组织强化原因分析和界面反应 (10)4.1 焊接母体的组织粗化 (10)4.2 焊接母体的组织粗化的原因 (11)4.3 复合钎料的力学性能和强化机理 ............................................................................ ..11 4.4 熔点. (12)4.5 热冲击试验 (12)结论 (15)参考文献 (16)致谢 (18)1 绪论1.1 引言据史可查钎焊已经存在了5000年左右,这是人类最先使用的连接工艺。
而现今随着电子信息技术的发展,其带来的问题也随之而至。
电子封装技术中应用的铅基钎料中因含有对人体和环境有害的铅元素而被立法禁止使用。
因为传统钎料熔点低,在制备和焊接的过程中会因为受热蒸发出大量的蒸汽,这些蒸汽会部分吸入工作人员体内,更多的会进入环境中。
铅对人体和环境的危害是巨大的,其元素和其化合物被权威部门列入危害人体和环境的重大化学物质。
纳米压痕法研究80Au_20Sn焊料蠕变应力指数_张国尚
收稿日期:2008-10-10基金项目:教育部新世纪优秀人才基金资助项目(N CET -06-0235);国家自然科学基金资助项目(50575160);教育部高等学校博士点基金资助项目(20050056035)纳米压痕法研究80Au /20Sn 焊料蠕变应力指数 张国尚1, 荆洪阳1, 徐连勇1, 魏 军2, 韩永典1 (1.天津大学材料科学与工程学院,天津 300072; 2.新加坡制造技术研究院,新加坡 638075)摘 要:室温下通过恒加载速率/载荷纳米压痕法对铸态80Au /20Sn 焊料进行了测试,得到了压痕试样的载荷—位移曲线.试验表明,加载速率对载荷一位移曲线影响显著,较低的加载速率产生了较大的位移变化;加载阶段,较低的加载速率导致了较大的压痕深度;载荷保持阶段,压痕深度的变化表明在该阶段发生了蠕变,较高的加载速率导致了较大的蠕变应变率.结果表明,基于压痕做功概念得到的蠕变应力指数与传统单轴拉伸或压缩蠕变测试得到的数值具有较好的一致性,该测试和分析方法可行.关键词:蠕变应力指数;单轴拉伸蠕变测试;纳米压痕;压痕功中图分类号:TG115.56 文献标识码:A 文章编号:0253-360X (2009)08-0073-04张国尚0 序 言焊料被广泛应用于各级电子封装中,由于日益增加的环保及健康要求,电子产品的无铅化势在必行.近年来国际上开发了Sn -Ag ,Sn -Cu ,Sn -Zn ,Sn -Bi ,Sn -Sb ,Sn -In ,Au -Sn ,Sn -Ag -Cu 系等多种二元或三元的Sn 基钎料合金,但对于绝大多数无铅焊料来说,运行温度下归一化温度超过0.5,焊料合金及焊点的力学响应具有明显的蠕变特征.焊点的蠕变变形会极大地降低器件的可靠性和性能,蠕变损伤也是焊点失效的重要因素之一,因而对蠕变抗力要求极高的功率电子及光电子器件中广泛采用具有较高熔点的80Au /20Sn 焊料合金.应用80Au /20Sn 焊料的光电器件制造工艺已被广泛研究,该焊料的热力性能也有一些报道,有关该焊料的蠕变性能却研究较少,因此深入研究80Au /20Sn 焊料合金的蠕变行为至关重要.焊料合金的蠕变特性常通过传统单轴拉伸蠕变测试、单轴压缩蠕变测试、应力松驰测试等方法获得.然而,这些方法耗费大量的物力和时间,期待一种更便宜、更方便的替代方法.纳米压痕法作为一种便捷、非破坏性及低成本的测试方法,近年来被一些研究者用来研究材料的蠕变性能.蠕变应力指数是描述材料蠕变行为的重要参量,对分析蠕变机制具有重要意义.文中通过室温下80Au /20Sn 焊料的纳米压痕试验测量其蠕变应力指数,探讨基于压痕做功概念获得蠕变应力指数的可行性,并对纳米压痕法进行展望.1 测试方法使用的材料为共晶80Au /20Sn 焊料合金,为了得到与实际封装中焊点相似的微观组织,焊料棒浇铸时采用空冷的方法.随后,对得到的高纯度铸态焊料棒进行机械切削,加工成截面为0.4mm ×1.55mm 的带状试样.每一试样先用2000号的SiC 砂纸仔细研磨,再依次用3,1,0.5μm 的K 形铝悬浮液抛光,最后用0.05μm 的硅溶胶抛光液抛光.抛光完成后,所有试样在60℃,N 2气氛围中进行24h 退火以消除残余应力.采用配备高温环境箱的MTS XP 型纳米压痕仪进行测试,该设备位移分辨率为0.01nm ,载荷分辨率为50nN ,控温精度±0.1℃,压头采用B erkovich 金刚石压子.测试前先在熔融的石英(SiO 2)支架上校正压痕系统,并确定该设备负载结构的柔性和压头面积函数.相邻压痕及相邻压痕线之间的距离都设置为350μm ,以避免产生任何残余应力及邻近压痕之间可能出现的“挤出”或“沉陷”现象.文中采用第30卷第8期2009年8月焊 接 学 报TR ANSACTIONS OF THE CHINA WELDING INSTITUTIONVol .30 No .8August 2009恒加载速率/载荷法,加载速率分别为0.2,0.5,1,10,40,80mN /s .为了获得整体的力学响应,采用400mN 的大载荷.测试前试样在室温下保持5h ,测试时首先将Ber kovich 压子以10mN /s 的速率接触试样表面,然后测试分成3个阶段:以恒定的加载速率压入试样,直至达到设定的最大载荷F m (400mN );在最大载荷下保持300s 以进行蠕变;以10m N /s 的速率卸载.以上测试中,每一测试条件下对试样进行三次测量,然后取平均值,测试完成后用JOE L JSM —6360A SE M 对压痕进行微观组织分析.2 测试结果图1为压痕试样的载荷─位移曲线,从图1中可以看出80Au /20Sn 焊料的蠕变与加载速率有关,在较低加载速率下产生了较大的位移变化.在加载阶段,较低的加载速率导致了较大的压痕深度,即较低的压痕硬度和屈服应力,这是由于试样有足够的时间发生动态回复.在载荷保持阶段,压痕深度的变化表明在该阶段发生了蠕变,较高的加载速率导致了较大的蠕变位移,即较大的蠕变应变率.图1 加载速率对载荷─位移曲线的影响Fig .1 Influence of loading rate on load -displacement图2是最大载荷为400mN ,测试温度为25℃时80Au /20Sn 焊料压痕的典型SE M 图,根据成分分析和组织形貌确定亮色区和暗色区分别为Au 5Sn ( ′)和AuSn (δ)相,这表明施加的载荷足够大取得了整体力学响应.图2中没有发现明显的“挤出”或“沉陷”现象,说明未发生显著的塑性改变.产生“挤出”时会低估真实的接触面积,因此考虑其影响可提高弹性模量和硬度的求解精度.当无“挤出”现象时可以不经修正直接利用载荷─位移曲线求解硬度,精确的硬度值对基于压痕做功概念获得蠕变应力指数至关重要.图2 80Au /20Sn 焊料压痕25℃时典型的背散射电子形貌Fig .2 Typical backscattered electron im age of indentation at25℃3 基于纳米压痕试验的蠕变应力指数对于室温下归一化温度大于0.5的金属材料,通常认为蠕变主导整个变形过程.由于蠕变断裂寿命主要由稳态蠕变阶段所决定,因此目前绝大多数蠕变本构模型只考虑稳态阶段的蠕变行为.在相当大的应变率范围内,稳态蠕变行为可由Dorn 幂次率(dorn power law )关系描述为﹒ε=A σnexp -Q RT(1)式中:﹒ε为稳态蠕变率;σ是施加的应力;n 为蠕变应力指数;Q 为蠕变激活能;T 为热力学温度;R 为通用气体常数;A 为材料常数.文中,所有试验均在同一温度下进行,因此式(1)中-Q RT可以看作常数.显然,蠕变应力指数可表示为n =ln ﹒εln σT(2)由于在压痕测试中直接确定应变率、应力是非常困难的,因此试图通过测量合理定义的物理量由压痕载荷─位移曲线计算得到n 值.对于纳米压痕来说,蠕变应变率及蠕变应力可分别表示为﹒ε=1h d hd t (3)σ=P A(4)式中:h 为压痕深度;t 为蠕变时间;P 为压头载荷;A 为与压痕深度有关的压头接触面积的函数.由载荷保持阶段蠕变压痕深度与时间的曲线可以得到不同时刻的﹒εt i 和σt i ,据此可以确定n 值.该方法的优点是可以通过一次蠕变压痕测试得到蠕变应力指数,在一些情况下由该方法得到的蠕变应力指数接近传统拉伸蠕变试验得到的结果.但由于压痕测试74 焊 接 学 报第30卷过程中﹒εt i 变化很大,瞬态蠕变影响测试结果特别在高应变率下尤为明显,因此由不同压痕蠕变曲线得到的n 值往往分散性较大.通过对一系列不同应变率下载荷保持阶段最大压深时的应力σi 及其对应的蠕变应变率εi 求解n 值,可以得到较好的结果.近几年一些研究者基于压痕做功概念定义了蠕变应变率和压痕蠕变硬度,从而给出钎料的蠕变应力指数,取得了可喜成果.下面基于该方法求解室温下80Au /20Sn 焊料合金的蠕变应力指数.基于Stilwell 和Tabor 提出的压痕做功概念,压痕硬度可定义为H =W pVp(5)式中:W p 为压痕测试过程中所做的塑性功;V p 为压痕材料的塑性变形体积.对于率相关材料的压痕过程,载荷保持阶段的压痕蠕变做功W cr 被认为是蠕变变形体积V cr 增加的重要原因.因而,载荷保持阶段蠕变硬度H cr 可定义为H cr =W crΔV cr(6)W cr =F m (h mu -h ml )(7)ΔV cr =g 3(h 3mu -h 3ml )(8)式中:g 为形状因子,对Berkovich 压子取24.56;h ml 为加载到最大载荷处位移;h mu 为卸载点位移.假设存在一个半球形的弹塑性的Johnson 边界,塑性区半径c 可表示为c =3F m 2πR e L1/2(9)式中:R eL 为单轴屈服强度.硬度和单轴应力间的关系可估算为H =C R eL(10)最常用的Tabor 方法将C 取为3.0.最近,通过比例法几种材料的C 值已经被改进,对于压痕硬度与弹性模量之比趋于零的80Au /20Sn 焊料取2.8较为合适[1].假设载荷保持阶段塑性区半径变化较小,压痕材料的塑性变形体积V p 仍保持不变,因而相应的蠕变应变率与该阶段体积蠕变应变相关,可表示为﹒εcr =ΔV cr V p 1Δt =3ΔV cr πc 31Δt(11)式中:Δt 为压痕蠕变过程中载荷保持时间.注意到压痕测试过程中等效应力相当于蠕变硬度H cr ,通过类比可知,蠕变应力指数为ln ﹒εcr -ln H cr 的斜率.由式(6)~式(11)分别计算出不同加载速率下的压痕蠕变应变速率和蠕变硬度,如图3所示,从而确定常温下80Au /20Sn 焊料合金的蠕变应力指数为2.44.图3 基于压痕做功概念的蠕变应力指数求解Fig .3 Derived creep s tress exponent value based on con -cept of “work of indentation ”4 讨 论文中基于压痕做功概念通过纳米压痕试验得到的蠕变应力指数与通过传统单轴拉伸试验得到的蠕变应力指数2.37[2]及Morgan 通过单轴压缩蠕变测试得到的80Au /20Sn 焊料合金蠕变应力指数2.55[3]在考虑试验材料、数据处理方法等因素在试验误差允许范围内基本吻合,表明纳米压痕试验与其他蠕变试验在一定程度上可相互替代.几种方法测试结果的偏差主要来源于以下两点.(1)传统单轴拉伸或压缩蠕变试验与纳米压痕试验虽具有某种相似性,但也具有较大区别.恒加载速率/载荷纳米压痕测试中在载荷保持阶段属于准静态行为,接近于常应力下传统单轴拉伸或压缩蠕变试验,因此几种试验结果基本一致.然而,三者还是有一定区别:传统单轴拉伸蠕变测试中材料受到的是简单的单轴应力,蠕变过程中应力是均一不变的,蠕变过程与变形速率有关;传统单轴压缩蠕变测试中材料受到的是三维复杂应力,应力大小不变;纳米压痕测试中使用尖压头时应力不断减小,蠕变过程与材料中的弹塑性区边界向材料内部扩展的速率有关.(2)这几类试验都不可避免的存在一定误差,特别是纳米压痕测试结果往往分散性较大.针对以上原因,不少研究者对纳米压痕测试和分析进行了改进,如Chu 和Li 等人[4]提出将压头末端改为圆柱形以消除纳米压痕测试中使用尖压头时应力不断减小而与其它蠕变测试方法不同的情况,Bower 等人[5]通过在有限元分析中考虑“沉陷”影响第8期张国尚,等:纳米压痕法研究80Au /20Sn 焊料蠕变应力指数75从而对压痕载荷─位移曲线进行精确模拟、陈尚达等人[6]则采用分子动力学法、Sun等人[7]采用半椭圆法对压头接触面积进行精确计算.总之,如何实现纳米压痕测试与其他蠕变测试方法之间的相互替代将是钎料蠕变性能研究的一大热点.5 结 论(1)通过纳米压痕法测得的80Au/20Sn钎料的蠕变应力指数与文献中通过单轴拉伸蠕变及单轴压缩蠕变测试得到的结果基本一致.(2)三种测试方法既有很大的相似性又具有一定的区别,这是不同测试方法得到的蠕变应力指数既基本吻合又具有一定偏差的重要原因.(3)对测试及分析方法进行改进是今后纳米压痕法研究的热点之一.参考文献:[1] Cheng Y T,Cheng C M.Scal ing,di mens ional analysis,and indenta-tion measurements[J].Materials Science&Engineering R:R eports,2004,44(4-5):91-149.[2] Zhang G S,Jing H Y,Xu L Y,e t al.Creep behavior of eutectic80Au/20Sn sol der alloy[J].J ournal of Alloys and Compounds,2009,476(1-2):138-141.[3] Morgan H S.Thermal s tress es in layered el ectrical ass embl ies bondedwith solder[J].Trans actions of the ASME.J ournal of Electronic Pack-aging,1991,113:350-354.[4] Chu S N G,Li J C M.Impression creep ofβ-tin single crys tals[J].Materials S cience&Engineering,1979,39(1):1-10.[5] Bower A F,Fl eck N A,Needl eman A,et al.Indentation of a powerl aw creeping sol id[A].Proceedings of t he R oyal Society of London,Series A[C].London,1993,97-124.[6] Chen S D,Ke F J.MD si mul ation of the effect of contact area and tipradius on nanoindentation[J].S cience in China(Series G),2004,4(1):101-112.[7] Sun Y,Liang J,Xu Z H,e t al.Nanoindentation for meas uring indi-vidual phase mechanical properties of lead free solder alloy[J].J ournalof Materials S cience:Material s in Electronics,2008,19:514-521.作者简介:张国尚,男,1977年出生,博士研究生,工程师.主要从事电子产品封装设计及其可靠性研究工作.发表论文5篇. Email:gshangz@[上接第72页][4] 丛欣滋.铁素体-奥氏体异种钢接头高温失效原因的分析[J].焊接学报,1989,10(1):19-29.Cong Xinz i.Anal ys is of hi gh-temperature failure of ferritic-aus teniticdis similar s teel wel ding joints[J].Transactions of the China WeldingInstitution,1989,10(1):19-29.[5] 巩建鸣,姜 勇,涂善东.碳迁移对镍基和奥氏体焊条焊接的Cr5Mo异种钢焊接接头蠕变破断寿命的影响[J].材料工程,2003,10:9-11.Gong J ianming,Jiang Yong,Tu Shandong.Effect of carbon mi grationon creep rupture time of Cr5M o diss imil ar welded joints using Ni-bas edand austenitic weld metal[J].J ournal of Materials Engineering,2003,10:9-11.[6] 潘家祯.压力容器材料实用手册-碳钢及合金钢[M].北京:化学工业出版社,2000.[7] 《机械工程材料性能数据手册》编委会.机械工程材料数据手册[M].北京:机械工业出版社,1995.[8] Cao Z,Dong P,Brust F.Fast thermal solution procedure for anal yz ing3D multi-pass welded s truct ures[J].Welding Research Council Bul-letin,2000,55(455):12~21.[9] 陈家权,肖顺湖,吴 刚,等.焊接过程数值模拟热源模式的比较[J].焊接技术,2006,35(1):9-11.Chen Jiaquan,X iao Shunhu,Wu Gang,et parison of heats ource models in numerical s imulation of welding proces ses[J].Weld-ing Technology,2006,35(1):9-11.[10] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.作者简介:余正刚,男,1983年出生,硕士研究生.主要从事过程设备先进制造和计算机辅助工程(CAE).Email:yuzhenggang8302@76 焊 接 学 报第30卷joints demonstrate the feasibility of the brazing methods from the the-ory to the practice.Key words: Al-Si brazing filler metal;flux;brazability;wet-tin g;isothermal solidificationTechnique analysis of surfacing16MnR steel with Mone1400al-loy LIU Zhiying,YU Wei,ZHANG Hao,WANG Gang(Lu-oyang Ship Material Research Institute,Luoyang471039,China).p 57-60A bstract: Mone1400alloy was surfaced on16MnR steel with ERNiCu-7nickel-base alloy welding wire.Chemical composition of different thickness for surfacing layer by gas tungsten arc weldin g (GTAW),gas metal arc welding(GMAW)and welding combined GTAW with GMAW was analyzed.The diffusion and d ilution of ba-sic elements in different metal materials were researched,and bend-ing performance,macrostructure and microstructure of interface were studied.The results show that erosion resistant performance of sur-facing layer is excellent when the thickness of surfacing layer welded by combined GTAW with pulse level GMAW is over2.5mm.The composition of key elements(Fe,Ni,Cu etc)that affect erosion-re-sistant performance in surfacin g layer accords with the rated alloy composition of ERNiCu-7alloy welding wire.The side-bending per-formance is well,surfacing techniq ues and q uality are stable,and surfacing process is efficient.Key words: Mone1400;surfacing;dilution;vesselA bsorptio n of GMAW pulse arc to Nd:YAG laser power WANG He1,WANG Wei2,ZHU Chengyu3,WANG Xuyou2,LIN Shangyang2(1.Heilon gjiang University of Traditional Chinese Medicine,Harbin150040,China;2.Harbin Welding Institute, Harbin150080,China;3.Harbin Institute of Technology,Harbin 150001,China).p61-64A bstract: The absorption of GMAW arc to Nd:YAG with wave length1.064μm was invested,which is helpful to analyze hy-brid mechanism between Nd:YAG laser and GMAW arc.By keepin g GMAW arc normal position and Nd:YAG laser parallel crossin g GMAW arc,laser power loss during passing GMAW arc was mea-sured.The results indicate that there is almost no p ower loss when Nd:YAG laser passed though pulse GMAW arc.Key words: hybrid weldin g;laser welding;GMAW;power absorptionSoft switching control of high frequency induction welding pow-er supply with PWM and PFM ZHANG Taifeng,ZHOU Xi-angquan,GUO Bingnan(Center of Electro M agnetically Supported Melting,Nankai University,Tianjin300071,China).p65-68A bstract: High frequency induction weldin g power supply has the advantages of small size,high efficiency and q uick heatin g rate.The traditional equipment which has rectification voltage regu-lation is low control precision and slow dynamic response and has al-so great switching power loss and low electrical efficiency.In the pa-per,a soft-s witching technique for high frequency induction weldin g power supply in PWM&PFM mixed control is proposed,its control principle and operating mode are briefl y introduced,and the design of control circuit with phase lock loop is described.E xperiment re-sults show that this control is able to make all s witches achieve softl y work and has the advantages of wide power regulation and adjustment range of soft-switching.Key words: induction welding;mixed control;soft switchin gNumerical simulation analysis of welding residual stress on dis-similar metal welded pipes YU Zhenggang1,JIANG Yong1, GONG Jianmin g1,TU Shandong1,ZHU Ruison g2,XI Dongxin g2(1. College of M echanical and Power Engineering,Nanjin g Universit y of Technology,Nanjing210009,China;2.Sinopec Yangzi Petro-chemical Company Ltd,Nanjing210048,China).p69-72,76 Abstract: Welding residual stresses in0Cr18Ni9/20and 1Cr5Mo/20dissimilar metal welded joints were simulated and ana-lyzed with the finite element AB AQUS based on the succession cou-pling thermal stress computation program.The simulation results show that the maximu m axial residual stress and hoop residual stress exist in the heat-affected zones(HAZ)of20steel side,and the minimum residual stress exists in0Cr18Ni9steel HAZ side.When 0Cr18Ni9/20and1Cr5Mo/20dissimilar metal were welded by usin g the Incone182nickel-base weld metal,the welding residual stresses were significantly reduced,which improves the resistance on stress corrosion cracking.Key words: dissimilar metal;weldin g residual stress;si mu-lation;finite element;nickel-base weld metalInvestigation of creep stress expo nent of80Au/20Sn solder by nanoindentation ZH ANG Guoshang1,JING Hongyang1,XU Lianyong1,WEI Jun2,HAN Yongdian1(1.School of Material Sci-ence and Engineering,Tianjin University,Tianjin300072,China;2.Singapore Institute of M anufacturing Technology,Nan y ang Drive 638075,Singapore).p73-76Abstract: Eutectic80Au/20Sn solder alloy is widely used in high power electronics and optoelectronics packaging in which the creep property of the solder joint is essential to meet the global de-mand for longer operating lifetime.The creep stress exponent de-scribing the creep behaviour of the material is often obtained by con-ventional tensile or compressive creep tests.However,the testin g methods are often tedious.In this study,the creep stress exponent value determined by nanoindentatoin tests based on the concept of “work of indentation”agrees with that determined by uniaxial tensile and compressive creep tests.It indicates that such nanoindentaion tests and analysis provide a cheaper and more convenient method to evaluate the creep properties of solder alloys.To some extent,the results can be explained by the similarities and differences among the testing methods.Key words: creep stress exponent;uniaxial tensile or com-pressive creep tests;nan oindentation;indentation workⅣMAIN TOPICS,AB STRACTS&KE Y WORDS2009,Vol.30,No.8。
IMC层厚度对焊接可靠性的影响
IMC层厚度对焊接可靠性的影响摘要:随着工业技术的发展,微型电子封装器件在各个领域内发挥着举足轻重的作用。
考虑到铅对环境以及人类生活的恶劣影响,无铅焊料的使用已经成为趋势。
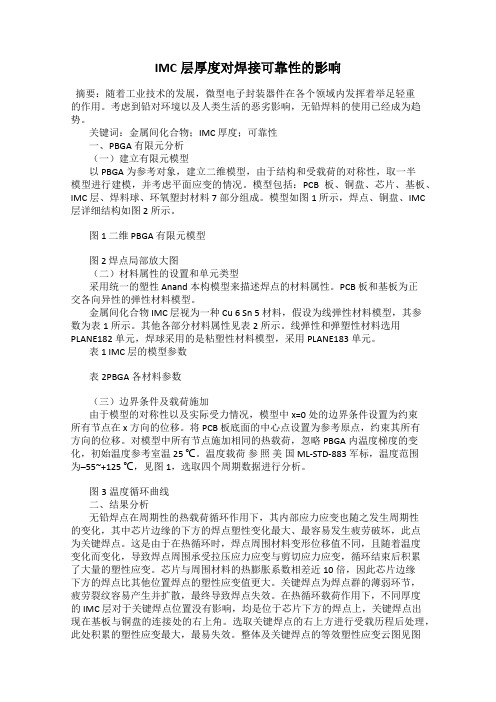
关键词:金属间化合物;IMC 厚度;可靠性一、PBGA 有限元分析(一)建立有限元模型以 PBGA 为参考对象,建立二维模型,由于结构和受载荷的对称性,取一半模型进行建模,并考虑平面应变的情况。
模型包括:PCB 板、铜盘、芯片、基板、IMC 层、焊料球、环氧塑封材料 7 部分组成。
模型如图 1 所示,焊点、铜盘、IMC 层详细结构如图 2 所示。
图 1 二维 PBGA 有限元模型图 2 焊点局部放大图(二)材料属性的设置和单元类型采用统一的塑性 Anand 本构模型来描述焊点的材料属性。
PCB 板和基板为正交各向异性的弹性材料模型。
金属间化合物 IMC 层视为一种 Cu 6 Sn 5 材料,假设为线弹性材料模型,其参数为表1 所示。
其他各部分材料属性见表 2所示。
线弹性和弹塑性材料选用PLANE182 单元,焊球采用的是粘塑性材料模型,采用 PLANE183 单元。
表 1 IMC 层的模型参数表2PBGA 各材料参数(三)边界条件及载荷施加由于模型的对称性以及实际受力情况,模型中x=0 处的边界条件设置为约束所有节点在 x 方向的位移。
将 PCB 板底面的中心点设置为参考原点,约束其所有方向的位移。
对模型中所有节点施加相同的热载荷,忽略 PBGA 内温度梯度的变化,初始温度参考室温 25 ℃。
温度载荷参照美国 ML-STD-883 军标,温度范围为–55~+125 ℃,见图1,选取四个周期数据进行分析。
图3温度循环曲线二、结果分析无铅焊点在周期性的热载荷循环作用下,其内部应力应变也随之发生周期性的变化,其中芯片边缘的下方的焊点塑性变化最大、最容易发生疲劳破坏,此点为关键焊点。
这是由于在热循环时,焊点周围材料变形位移值不同,且随着温度变化而变化,导致焊点周围承受拉压应力应变与剪切应力应变,循环结束后积累了大量的塑性应变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.7Cu及 Sn-3.5Ag无铅 焊 料 的 室 温 应 变 率 敏 感 性 进
行研究。相同压 深 下,压 入 载 荷 随 着 加 载 应 变 率 的 提
高而增大;3 种 焊 料 的 接 触 刚 度 均 随 压 深 近 似 线 性 增
加 ,不 同 应 变 率 下 弹 性 模 量 基 本 不 变 ;硬 度 随 着 应 变 率
3 结 果 与 讨 论
3.1 载 荷 -位 移 曲 线 图 1 为 不 同 加 载 应 变 率 (P·/P)下 Sn-3.0Ag-
0.5Cu、Sn-0.7Cu、Sn-3.5Ag 的 载 荷-位 移 曲 线。 可 以 看出 当 载 荷 相 同 时,应 变 率 越 小,压 入 产 生 的 位 移 越 大,即较低的应变率产生了较大的压入深度,材 料表现 出明显的应变率 敏 感 性。 对 于 粘 塑 性 软 焊 料[15],应 变 率 较 低 时 ,达 到 相 同 的 载 荷 所 需 时 间 较 大 ,压 入 过 程 中 粘 性 变 形 充 分 ,产 生 了 较 大 的 压 入 位 移 。
关 键 词 : 无 铅 焊 料 ;应 变 率 敏 感 性 ;纳 米 压 入 ;力3
文 献 标 识 码 :A
DOI:10.3969/j.issn.1001-9731.2015.01.009
1 引 言
Sn-Pb焊料以其较低的回 流 焊 接 温 度 和 优 异 的 焊 接性能在微电 子 互 连 中 起 到 了 至 关 重 要 的 作 用,但 长 期使用会给人 类 的 生 活 环 境 和 生 命 安 全 造 成 危 害,近 年来关于新型无铅焊料的开发及对其综合性能的研究 方兴未艾 。 [1-2] 无铅焊料为微电 子 组 件 的 互 连 提 供 电 、 热及机械连接,在 提 供 电 气 连 接 的 同 时 也 保 证 了 各 组 件的机械固定,因 此 对 于 无 铅 焊 料 相 关 力 学 性 能 的 研 究就显得尤为重要。
由式(1)-(6)即 可 得 到 材 料 的 硬 度 和 弹 性 模 量 随
压入深度的连续变化值。
本 文 采 用 美 国 Agilent 公 司 的 Nano-Indenter
G200测试系 统 进 行 纳 米 压 入 测 试,其 载 荷 分 辨 率 为
50nN,位移分辨率为 0.01nm。 采用 Berkovich 三 棱
目前使 用 的 无 铅 钎 料 主 要 集 中 在 Sn-Cu、Sn-Ag
和 Sn-Zn二元合金系 及 Sn-Ag-Cu三 元 合 金 系 或 以 此 为基础的更多 元 合 金 钎 料[5],关 于 其 断 裂 和 变 形 行 为 及其温度敏感性的研究已有 相 关 报 道[6-7];然 而 对 于 粘 塑性软焊料,应 变 率 对 其 力 学 性 能 的 影 响 是 不 容 忽 视 的。本文基于恒 加 载 速 率/载 荷 法 获 得 恒 定 的 压 入 应 变速率(h·/h=C),测试了不同应变率 下 Sn-3.0Ag-0.5 Cu、Sn-0.7Cu 及 Sn-3.5Ag 焊 料 的 力 学 性 能,通 过 纳 米压入测试对其应变率敏感性进行研究。
收 到 初 稿 日 期 :2014-05-09
收 到 修 改 稿 日 期 :2014-09-05
通讯作者:树学峰,E-mail:shuxuefeng@tyut.edu.cn
作 者 简 介 :贾 春 楠 (1987- ),女 ,山 东 济 宁 人 ,在 读 硕 士 ,师 承 树 学 峰 教 授 ,从 事 电 子 封 装 材 料 研 究 。
随着电子产品 的 微 型 化 和 多 功 能 化,采 用 传 统 方 法测试焊料的 力 学 性 能 既 耗 时 又 费 力;仪 器 化 纳 米 压 入仪的研制,为 研 究 微 小 焊 点 的 力 学 性 能 提 供 了 便 捷 高效的方法。在此基础上开发的连续刚度测量技术, 可以在单次测试中得到弹性模量和硬度随压入深度的 连 续 变 化 值 ;对 于 某 些 粘 弹 塑 性 材 料 ,测 量 结 果 更 加 准 确有效[3]。Lucas和 Oliver[4]提出的恒加载速 率/载 荷 法(P·/P=C),通过指数控制加载速率进而控制压入 应 变率 为 恒 定 值 (h·/h=C),并 利 用 Berkovich 三 棱 锥 形 压头测试了高纯In的蠕变速率敏感指数 m,所得实验 结果和单轴拉 伸 实 验 能 够 很 好 的 吻 合,加 载 过 程 中 保 持 特 定 的 应 变 率 ,得 到 高 纯In 的 硬 度 值 是 恒 定 的 。
2πf 为简 谐 振 动 角 频 率,Ks、Kf 和 m 分 别 为 弹 簧 常
数、框 架 刚 度 和 压 杆 质 量,S 为 所 求 接 触 刚 度。 对 于
Berkovich 三 棱 锥 金 刚 石 压 头 ,压 入 过 程 中 的 接 触 深 度
为
* 基金项目:国家自然科学基金资助项目(11172195);山西省研究生优秀创新资助项目(20133038)
馈电路控制简谐力产生交变位移,振幅始终保持 在1~
2nm,基于所建立的 一 维 简 谐 振 子 模 型 得 到 接 触 刚 度
如 下[11]
S
=
熿
1
燀Fhaammppcosφ- (Ks
-
- mω2)
1燄-1 Kf
燅
(1)
式中,Famp和hamp分别为简谐力和相应简谐位 移 的
振幅,φ 为 简 谐 位 移 滞 后 于 简 谐 激 振 力 的 相 位 角,ω=
Pethica、Oliver和 Pharr[9-10]等发展 了 纳 米 压 入 测 试 方
法 ,并 提 出 连 续 刚 度 测 量 原 理 (CSM);该 方 法 是 将 相 对
较高频率(45 Hz)的 简 谐 力 叠 加 在 准 静 态 的 加 载 信 号
上,测量压针的简 谐 响 应;在 整 个 压 入 过 程 中,通 过 反
Table 1 Linear fitting slope of contact stiffness-displacement curves under different loading strain rates for SnAgCu,SnCu,SnAg lead-free solders
(P·/P)/s-1 SnAgCu/N·m-1·nm-1
曲线进行线性拟 合,在 一 定 应 变 率 下 焊 料 的 接 触 刚 度
在连续刚度测量 法 (CSM)中,要 连 续 得 到 加 载 过 与压入深度近似呈线 性 关 系,这 与 谭 孟 曦[16]的 理 论 推
程中的硬度和弹 性 模 量 值,由 式 (1)-(6)可 知,必 须 要 导结果一致。
首先知道接触 刚 度 随 位 移 的 变 化;如 图 2 所 示 对 S-h
图2 不同加载应变率下 SnAgCu、SnCu、SnAg的S-h 曲线 Fig 2Contact stiffness-displacement curves under different loading stain rates for SnAgCu,SnCu,SnAg lead-
free solders
01046
文 章 编 号 :1001-9731(2015)01-01046-05
2015 年 第 1 期 (46)卷
纳米压入法研究无铅焊料应变率敏感性*
贾春楠,肖革胜,袁国政,李志刚,树学峰
(太原理工大学 应用力学与生物医学工程研究所,太原 030024)
摘 要: 采 用 纳 米 压 入 法 对 Sn-3.0Ag-0.5Cu、Sn-
SnCu/N·m-1·nm-1
SnAg/N·m-1·nm-1
贾春楠 等:纳米压入法研究无铅焊料应变率敏感性
hc
=h-0.75
P S
(2)
其 中,h 为 压 入 深 度,P 为 压 头 载 荷,S 为 接 触 刚
度。对于理想 Berkovich压头,接触面积为
Ac =24.56hc2
(3)
压入硬度定义为
H
=
P Ac
(4)
根据 Oliver-Pharr方法,弹性模量可从下式获得
的 增 加 而 增 大 ,表 明 了 无 铅 焊 料 的 塑 性 应 变 率 强 化 性 。
保载阶段蠕变 位 移 随 加 载 段 应 变 率 的 增 加 而 增 大,蠕
变应变率先急剧下降然后趋于稳定。通过系统研究应
变率对3种常 用 无 铅 焊 料 力 学 性 能 的 影 响,为 评 价 无
铅焊点的服役可靠性提供参考。
定 ,待 固 化 后 将 所 得 块 体 试 样 打 磨 、由 粗 到 细 抛 光 得 到
光滑焊料表面以进行纳米压入测试。
2.2 纳 米 压 入 测 试
Meyer定义硬度为压入过程中载荷与相应接 触 投 影面积的比值[8],其 值 与 材 料 的 屈 服 应 力 和 加 工 硬 化
能 力 有 关;弹 性 模 量 反 应 材 料 抵 抗 弹 性 变 形 的 能 力。
1 Er
=
1-υ2 E
+1-Eυii2
(5)
其中,E、υ、Ei、υi 分别为被测 材 料 及 压 头 的 弹 性 模
量和泊松比;折 合 模 量 Er 与 接 触 刚 度、接 触 面 积 之 间
的关系为
Er
=
槡π
2β
S
槡A
(6)
式 中,β 为 压 头 几 何 形 状 相 关 的 常 数 (Berkovich 压 头 的β=1.034[11])。
2 实 验
2.1 试 样 准 备
采用3种 代 表 性 的 低 熔 点 无 铅 焊 料 合 金 Sn-3.0
Ag-0.5Cu、Sn-0.7Cu 及 Sn-3.5Ag 进 行 实 验,焊 料 球
直径均为 0.76mm;实验前将环氧树脂和凝 固 剂(聚