无铅手工焊面临的问题与解决方法
无铅焊接的问题与对策

为气体而停 留在焊点之
内 ,形 成 无所 不 在 的气 洞 或 空 洞 (odn ) 不 V iig。 幸一 旦 锡 膏 吸水 后 ,情
况将 更为糟糕。基本上 由气体膨胀所形成的空
洞一 定 是 圆球 形 的 ,此
种回焊空洞不仅在数量 上或体积上都远远超过
波焊 ,而 且成 因也 不尽 相 同 ,不 宜 混为 一 谈。
时 ,势 必 会被 被 裂解成
图4左为大型 寺焊板 上共 设置了6 感测线 (h l o pe 府视 面 ,右 为所设 处 T ema C u r r 6 感测线经 过全程 所绘记 的6 回焊曲线 ,其曲 线间 最大落 差(。 处 条 8C即为回焊 关键 所在 的 板 面 △T但最热与最冷 两点 间以不超过1 。 为宜) ( ( 5= 。
印 富 喷钒 制・ 荫
萌 百而 面 高
2 61 第期・1 o年1 6 o ・ 0 月
维普资讯
专家论坛
l1 1 “ r
2 1 焊 点 空 洞 .
(o i ) V in 问题 dg
()空 洞 的 形 成 与 1
J 立对
锡 膏 虽 由 重 量 比
大小 元件全 数焊 妥 ,并
} 誊 = 尊 _
囊 矗 I
’{ i
1: l , 可
5 M .J mD
-
●
应避免施加过多热量造
成 元 件 与 电路 板 的 伤
PR E
● ●
^ T
I
害。小心运用可移动式
感 热 仪 (rfe) Poir,找 出 l 正 确的 回焊 曲线将 可达
( 图5 见 )
()B A 内 盲 孔 2 G 垫
SMT无铅焊接问题大全以及解决方法

SMT无铅焊接问题大全以及解决方法1、焊接缺陷分为主要缺陷、次要缺陷和表面缺陷:a.主要缺陷导致产品的SMA功能失效。
b.次要缺陷是指焊点之间润湿尚好,SMA功能正常,但会影响产品的寿命。
c.表面缺陷是不影响产品的寿命和功能(通常以生产工艺、外观、来签别)。
(深圳BGA 焊接)2、问题形成及处理方案:A.锡珠原因:在元器件贴装过和中,焊膏被置放于片式元件的引脚与焊盘之间,如果焊盘和元件引脚润湿不良(可焊性差),液态焊料会收缩而使焊缝不充分,所有焊料颗粒不能聚合成一个焊点。
部分液态焊料会从焊缝流出,形成锡珠。
a.在印刷工艺中由于模板与焊盘对中偏移导致焊膏流到焊盘外。
b.贴片过程中Z轴的压力过太瞬间将锡膏挤压到焊盘外。
c.加热速度过快,时间过短焊膏内部水分和溶剂未能完全挥发出来,到达回流焊接区时引起溶剂、水分沸腾,溅出锡珠。
d.模板开口尺寸及轮廓不清晰。
解决方法:a.跟进焊盘、元件引脚和锡膏是否氧化。
b.调整模板开口与焊盘精确对位。
c.精确调整Z轴压力。
d.调整预热区活化区温度上升速度。
e.检查模板开口及轮廓是否清晰,必要时需更换模板。
B.立碑(曼哈顿现象),元件一端焊接在焊盘另一端则翘立。
原因:a.元件两端受热不均匀或焊盘两端宽长和间隙过大,焊膏熔化有先后所致。
b.安放元件位置移位。
c.焊膏中的焊剂使元件浮起。
d.元件可焊性差。
e.印刷焊锡膏厚度不够。
解决方法:a.元件均匀和合理设计焊盘两端尺寸对称。
b.调整印刷参数和安放位置。
c.采用焊剂量适中的焊剂(无铅锡膏焊剂在10.5±0.5%)。
d.无材料采用无铅的锡膏或含银和铋的锡膏。
e.增加印刷厚度。
C.桥接(不相连的焊点接连在一起),在SMT生产中最常见的缺陷之一,它会引起元件之间的短路。
原因:a.焊锡膏质量问题,锡膏中金属含量偏高和印刷时间过长。
b.锡膏太多、粘度低、塌落度差,预热后漫流到焊盘外,导至较密间隙之焊点桥接。
c.印刷对位不准或印刷压力过大,容易造成细间距QFP桥接。
无铅焊接工艺中常见缺陷及防止措施(6)
着电子流动方 向分布的, 如图2 所示 。
电迁移发生后 ,产 品失效时间可 以参考下式进行计算:
C P 钎料 凸点仅 含有数 个结 晶 ,电 性效应 。电迁 移驱使 原子从 阴极流 向 S等 迁移发生时效果可 能会有所不 同。
23 .电迁 移 对 l 的 影 响 MC
阳 极 ,所 以 它 有 利 于 溶 解 阴 极 的 UM 减缓 阴极的IC B或 M 生长 ,进而在 阳
一
个 良好连接点寿命可达万年以
上,但这种空洞效应会因连接 点表面 污染而加强 ,因为杂质的金属相可溶
解性较差 ,因此在空洞扩散过程 中会
随扩 散边 沿 外推 ,并在 扩散 边 沿沉 积 ,围成空洞池 ,此外表面上 原有 的 空洞 也会加强Kr e d l效应 。在这 ik na l
料 凸点中电迁移驱 动力 除了电场力 、
.一 … c … 一 n
低 ,并最终断开 。K r ed l效应对 ikn a l 焊接 的组件 也 是个 问题 ,尤其 是 当
电镀批次的相关 因素 、预计材料 ( 如
钎料、焊剂、焊 膏、焊盘敷层 、电镀
参数 )和工艺参数 ( 回流 曲线和环 如
c
IC M 中锡 的含 量较高 时 ,其 敞开 的晶 格 会大 幅 度助 长非 锡 物质 的 扩散 。
电子 风力、热机械应力 、化 学电位差
异之 外,还 有 电流梯度产 生的应力 。
值得 注意的是 由于凸点组 分是共 晶合 图2焊点中由于 电迁移产生的连续 IC M
两种情况下 ,连接点可靠性将 不断降
217E 4 0 ̄/ 第期 1-, .] 8
照 璧
西 ;
辫址 W曲●№ ‘ K) 2 )
无铅焊接的问题与对策(续)

只 要 裂 口不 致 穿透 到 虔 者 c 引 脚 表 面 或 板 上 垫 指
面 1 lC A一 1 D在 其 , P — 60 521 节 文 中 即 认 定 其 品 1
成 为 “锡 贼 ” (od r S le T i ) 法。 he 的做 f
84 发 生 锡 球 . (o e al g Sl r i ) d B i n
I 够 强时 ,则又 可能 会将 铜环 从板 面上拉 脱 ,或是 MC 焊 料本 身 的开裂 等 现象 ( 图3 ) 见 3。至 于 有铅 焊料 者 由 于其 本性十 分柔软 ,故 极少 发生 此种缺 失 ,除非是厚 板深孔 才偶 尔会 出现 。
一
42焊点浮离( i t iig I Fl fn ) l Lt e
由 于 无 铅 波 焊 (AC S S 或 CN} 热 量 大 增 , 造 成 板 之 材 的Z 胀 (5 6 p o 与 焊 料 本 身 热 胀 系 数 (T ) 膨 5 — 0 pm/ C) C E 之 间 ,发 生很 大 的落 差 或 失配 ( s th n) 以致 Mimac me t, 在 强 胀 后 的 快 速 冷 却 收 缩 中 , 当 焊 点 焊 料 {0 2 2— 2
如 下f 图3 ) 见 1
由 于 美 、 日 业 界 早 已认 定S 为 波 焊 的主 流 AC
焊料 ,并经 长 期研 究 而在 众 多 可 靠 度 的数 据 支 持
下 ,几 乎 已成 为最 佳 的选
择 。 事 实 上 S C 不 但 较 A 贵 、可 焊 性 欠佳 、 容 易 自
无铅焊接的问题与对策

之胶 片处开 裂 ,而 且 与内层铜 面 的黑棕 化处理 无关 。 读 者可 由其 多次 增层 盲孔 叠高准确 度 的工艺看 来 ,此
能大幅 扩增 ,于是在 多层 板体 的结构 上也 起 了很大 的 变化 ,原本 配角玻纤 胶 片之增 层者竟 然 反客 为主 ,传
统 压合 的P H 面 或多层板 ,反而成 了多道 逐 次增层 T双 所依 附 的载具而 已。 传统玻 纤环氧 树脂 多层 板 ,热膨胀 中在X 与Y 方向
2 Байду номын сангаас p 以 上 ( C一 5 p m I P
4 0 11 B中四种 板材 的上
限 为 3 0 p 。 因而 结 0 p m)
构 中以增层及 u— i v 为 a
主体 的新型手 机板 ,在
无 P H 通 孔 的 协 助 T 镀 下 ,通过两次 强热的无
铅 回焊 ,即便在 良好 的
者 之积 分效应 ) ,对 多层板 的危害 与爆板 堪称 与 “ ” 次 俱 增 :此 处所 说 的 “ ”是 波 焊 ( v od r g或 次 Wa eS l i ) en 回焊 (elw od r g所全程 通 过的次 数。 而全板 整 Rf S l i ) o en 体投 入 强热煎熬 的 回焊 ,其对 P 所 造成 的灾难 (AL CB T 熔点2 0C以上 历 时6 —1 0 ,且于 峰温 2 5 2 5 2o 0 秒 2 3 ~ 4 ℃ 中约 1 — 0 ) 2 秒 ,又远 超过仅 只底 面 受苦 为 时甚 短 的波 0
了全新 的规 定 ;即T (1 — 7 ℃ ) d 1 — 4 c ) q1 0 1 0 ,T ( 0 3 0! , 3 c
回焊中高多层厚板之所以容易爆裂 ,其主要原 因是 : () 1 板材耐强热 之本领 ( 例如T 8 > 分钟 ) 28 5 尚未达多 次无铅 回焊 之要求。 () 2 回焊过程中 之T (i sA o eL u o s AL me b v i i u 焊锡 T qd 熔 点 以上的历 时) 约在6 — 秒 ( 已超过T ) 0 10 早 2 g。此 种状 况早 已使得板材树 脂 ,由 a1 的玻璃 态(l sSa e 转 Ga tg ) s
关于焊接方法中无铅锡问题与对策

关于焊接方法中无铅锡问题与对策随着产品小型化,高密度实装基板、微细间距部品、多层基板开发的急速发展,伴随着锡丝的无铅化、锡焊接自身就变得更困难了,因此必须重新研究焊接方法。
在SMT、再流焊的附加焊接工程及局部焊接的领域,微细化程度高且多种多样的手工焊与机器人的无铅锡焊接技术的确立也成了当务之急。
1 研究目的关于无铅锡焊接,我们想就焊接机器人与手工焊的锡焊接方法中面临的问题、具体分析其原因、从对现场有帮助务实的观点出发介绍无铅锡焊接的对策:①锡丝飞溅对策;②漏焊、短接等的对策;③烙铁头氧化及助焊剂碳化的防止;④烙铁头寿命的延长;⑤对产品的热影响。
实验中使用的共晶锡丝为UXE-21《Sn60-Pb40》、无铅锡丝为UXE-51《Sn-Ag3-Cu0.5》。
2 研究内容2.1 焊接温度的上升与锡球、助焊剂的飞溅往高温的烙铁头上供给含助焊剂的锡丝(以后简称:锡丝),则锡丝中的助焊剂会因受热膨胀而破裂。
这造成锡丝飞溅的原因之一。
众所周知,跟以前的共晶锡丝相比,无铅锡丝的溶点高。
然而,锡丝中所含有的助焊剂会因为温度的升高而导致其活性降低的问题尚未受到重视。
可以认为如果按无铅锡丝的溶点来提高烙铁头温度,助焊剂的活性反而会降低而失去作业性。
(注:开发用于焊接机器人的含助焊剂的锡丝即使在高温下也不会失去活性力,比用于手工焊的锡丝在一定程度更具有耐热性。
)通常,烙铁头温度多被设定在320~340℃上下,比锡丝的溶点高150℃左右。
此时,锡丝的温度若与室温一致视为25℃,那么两者的温度差则为300℃以上。
如果烙铁头温度设定为400℃,温度差就变得更大,对锡丝的热冲击也就更大。
我们做了以下实验,把烙铁头温度分别设定为320℃和400℃,往烙铁头上送同量的锡丝,观察锡球、助焊剂等飞溅程度。
其结果如图1、图2所示。
经观察,烙铁头温度设定为400℃,飞溅很明显地增加。
由此可知,高温时的热冲击是造成助焊剂及锡球飞溅的原因之一。
无铅焊接工艺中常见缺陷及防止措施

量传 导 至板 材 而 使 P B继 续 处 于 热 膨 胀 状 态 。一 C 旦 固化 热能辐 射结 束 , 点 就 开始 缓 慢 下 降至 环 境 焊 温度 ,C P B开始冷 却恢 复平板 状 , 就在焊 点表 面产 这
生 很大 的应力 , 引起 焊盘 起翘 或焊 点 剥离 ( P 、 i 有 h B 污染时 ) 或表 面裂 纹 , 图 2所 示 。 如 表面裂 纹是无 铅波 峰焊 工艺 中通孔 焊点上 出现
维普资讯
第2 9卷第 1 期 20 08年 1 月
电 子 工 艺 技 术
Elcr nisPr c s c noo y e to c o e sTe h lg 5 3
[ 者按 ] 在 向无铅化 制程 转换 的过程 中, 料 、C 编 : 钎 P B焊盘及 元 器件镀 层 的无 铅化 工 艺逐 步得 到 了广 泛 应用, 随之产 生 了各 种焊接 缺 陷 , 困扰 着 实际生 产的顺 利进行 。根 据广 大科技 人 员的要 求 , 本刊从 本 期开始 , 陆续刊 登 无铅焊接 工 艺 中常 见缺 陷及 防止措 施 , 与业界 人 士 共 同研讨 无铅 化 制程 中的 品质 管理 及 其相 关 问
S l e f c s a d S l to s i a — f e o d rn c n l g o d r De e t n o u i n n Le d - r e S l e i g Te h o o y
S in—we HIJa i
( u at l to i T c n lg mp n td S e z e 5 8 0 , hn ) S nE s Ee r nc eh oo yCo a yL . ,h n h n 1 13 C ia c
无铅手工焊面临的问题与解决技巧

无铅手工焊面临的问题与解决方法一、无铅焊料使用时的问题点无铅手工焊接在焊料的选择上有一定的限制,譬如Sn-Zn系合金、Sn-Bi系合金的线体成形性较困难,且合金本身易氧化。
或者使用中与焊剂的反应存在问题。
一般不采用这二种无铅焊料。
目前推荐使用的是熔点在210~230℃Sn-Cu系合金和Sn-Ag-Cu系合金焊料。
众所周知,由于无铅焊料的流动性差,使焊接时的扩展性(润湿性)大大不如原来的63-37共晶焊料,其扩展性只有原来的三分之一程度。
这种性质的焊料在展开手工焊时,不仅会对应组装基板与元件,也会体现在焊接用烙铁头部,尽管作业中想提高一些焊接温度,但对改善焊料的扩展性作用是不大的。
无铅焊料的熔点,比原来的焊料要高出20~45℃,因此手工焊时必须提高烙铁头的温度,通常使用的焊接温度是焊料的熔点温度加上50℃左右较妥当。
考虑到焊接用烙铁头温度会由于本身功率及头部重量而存在差异,故温度的设定要比焊接温度高100℃左右。
原来63-37共晶焊料的烙铁头温度约在340℃左右,使用Sn-O.7Cu焊料时的温度约在380℃.对于手工焊接来说,超过350℃以上时已作为界限温度,这种状态下的焊接可加快烙铁头的损耗,在超出焊剂的活性范围时易产生焊剂的碳化,降低焊剂的活性效果,这也会成为焊接中常见的焊剂或焊料飞溅的原因。
二、手工焊接的注意点及解决方法由上所述,在采用直接加热方式进行无铅手工焊时,稍不注意就会产生各种各样的问题。
这些问题的发生说明了正是由于无铅焊料所具的固有特性,使用中就容易出现不良。
我们在制定焊接工艺时,可以抓住下面几个基本要点:①烙铁头温度的管理②焊接基板、部品等表面状态的管理③焊剂的选择、效果衡量及作用另外,要做到良好的无铅手工焊,作为重要因素的使用工具方面,以下几个要点是必须考虑的。
2.1 使用热恢复性能优良的烙铁在无铅手工焊场合,烙铁头的温度势必要比焊料的熔点高出20~45℃,考虑到被焊元件本身的耐热性和稳定地进行焊接操作,烙铁温度最好设定在350℃~360℃范围,这是为了执行良好的手工焊接而采用偏低温度的一种做法。
无铅焊接工艺中常见缺陷及防止措施
1 1 电迁 移定 义 . 随着 电子产 品 向便携化 、 型化 、 微 高性 能方 向发 展, 芯片 的集成 度和 印 制 电路 板 的组 装 密 度 不 断 提
属迁 移 现象 , 容易造 成 区域 性 金属 ( 如铜 ) 解 的 发 溶 生, 可能使 金属 线 断 裂 , 而影 响芯 片 的 正 常工 作 。 从
S in —we HIJa i
( u at l to i T c n lg o a yL d ,h n h n 5 13 C ia S nE s E e rnc eh oo y C mp n t. S e z e , hn ) c 1 80
Ab t a t Ch n e fmae ilb i g a s re fpr c s r b e n l a —fe lc rni s e l s r c : a g s o tra rn e is o o e s p o lms i e d re e e to c a s mb y wi c u rnc fn w ode e e t. ay e c u e n ie o ou i n o od rd fc sfree to i t o c re e o e s l rd f c s An l z a s sa d gv uts l to fs l e e e t o l cr n c h mir to n ik n alv i s ec g ain a d kr e d l o d t .
第2 9卷第 6期 20 年 1 08 1月
电 子 工 艺 技 术
El cr ncsPr c s c oo y e to i o e sTe hn lg 3 65
无铅 焊 接 工 艺 中常见 缺 陷及 防止 措 施
铅焊接过程中常见的问题及对策
铅焊接过程中常见的问题及对策有关技能大赛中可能涉及的无铅焊接的相关问题,小编通过联系一些参赛的师生,获得一些相关的信息及对策,在这里整理下来,算是焊接技能大赛总结,同大家分享一下。
1 RoSH无铅焊料的定义 ;2 获得豁免的一些RoHS有害物质;3 关于对无铅焊料合金专利的一些看法;4 无铅焊接过程中常见的问题和对策。
关键词:无铅焊接;无铅焊料RoHS 无铅焊料的定义Maximum Concentration Value (MCV)最大浓度值Homogeneous Materials均匀材料在均匀材料中的最大浓度值(MCV)1. 铅(Lead,Pb)0.1%2. 六价铬(Hexavalent Chromium,Cr +6 )0.1%3. 汞(Mercury,Hg)0.1%4. 镉(Cadmium,Cd)0.01%5. 聚合溴化联苯(PBB)0.1%6. 聚合溴化二苯醚(PBDE)0.1%对均匀材料的理解1. 均匀材料(Homogeneous Materials) 指的是该物质不能通过机械方式进一步分离或分解成其它物质。
2. 均匀材料必须整体组成一致。
3. 以组装后的线路板为例:合金焊点、助焊剂残余物、焊盘、焊盘上喷锡合金、元器件引脚、引脚上的镀层等均被视为不同的均一物均匀材料。
因此必须分别测定其与RoHS相关的有害物质。
获得豁免的一些RoHS有害物质1. 汞含量不超过5毫克/灯的小型日光灯.2. 汞含量不超过下列要求的荧光灯管:卤磷酸盐 10毫克/灯三磷酸盐 (普通寿命型) 5毫克/灯三磷酸盐 (长寿命型) 8毫克/灯3. 特殊用途的荧光灯管中的汞.4. 指令中未提及的其它荧光灯中的汞.5. 阴极射线管、电子元件、荧光灯管等所用玻璃中的铅.6. 铅含量不超过0.35wt%的钢, 铅含量不超过0.4wt%的铝,铅含量不超过4wt%的铜.7. 高融点焊料中的铅 (如铅含量超过85wt%的Sn-Pb焊料)服务器、存储器、存储阵列系统中所用焊料中的铅用于交换、信号传输、以及电信网络管理基础设施中所用焊料中的铅电子陶瓷部件中的铅(如压电陶瓷)8.76/769/EEC指令及91/338/EEC修正指令中禁止使用之外镉镀层9.在吸收式电冰箱中作为碳钢冷却系统防腐剂的六价铬10.用于配合针型连接器中的铅11.用于C-环型导热模块表面涂层的铅12.用于倒装芯片封装的芯片与载体之间联结的焊料中的铅13.在光学玻璃和滤光玻璃中使用的铅或镉关于对无铅焊料合金专利的一些看法1.所有二元焊料合金均不存在任何专利问题2.Sn-4.0Ag-0.5Cu 在1959年被公开发表过 (德国Max-Plank研究所)3.Sn-3.0Ag-0.5Cu是80年代使用过并申请过专利的产品(美国Harris 公司Engelhard公司)4.日本千住/松下有关Sn-Ag-Cu焊料合金的专利覆盖了上述两种合金,从而引起争议和困惑5.在二元/三元焊料合金中掺杂微量过度金属元素是否可等同于杂质元素实用化的无铅焊料目前已经有超过100个无铅焊料的专利,由于性能、价格、自然界储藏量等原因,只有一小部分具有实用价值。
无铅焊接技术及其在应用中存在的问题
万方数据
5 小结
综上所述我们可以得出如下结论:
第5卷第5期
吴念祖 吴 坚:无铅焊接技术及其在应用巾存在的问题
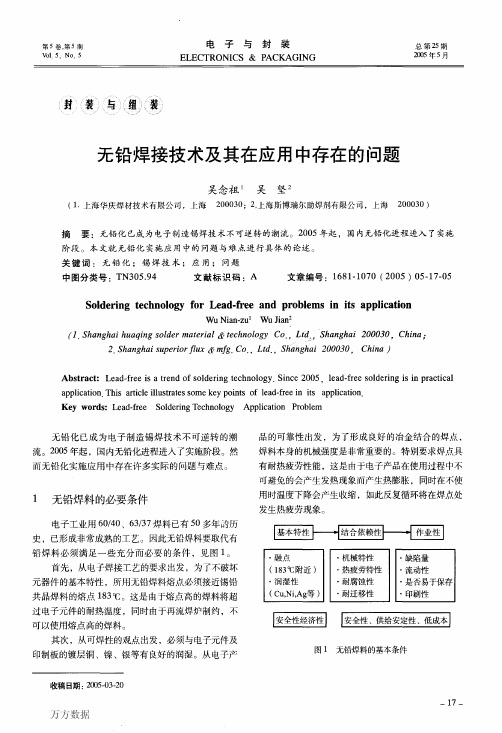
①无铅焊接理论与实践均属于锡焊技术的领域, 仅是有铅转向无铅的过程。目前关于无铅焊料的标 准体系,锡银铜已成为共识,但其熔点仍偏高,锡 银铋铟以及锡铋、锡锌焊料将成为人们关注的热点 和方向;
2 无铅焊料和有铅焊料的比较及其特点
近年来比较实用的无铅标准合金大致以锡银铜为 基础。然而由于该合金熔点仍偏高,即使元器件的
耐热性有所提高,多层、薄形的印制板耐热性仍存 在问题。因此在锡银合金基础上添加铋、铟以降低 熔点以及开发锡锌系无铅化焊料将成为今后发展的方 向,见表2。
锡银铜无铅焊料有比较好的机械特性,具有锡铅
③无铅焊料的熔点高,因此必须考虑峰值温度与 元器件的耐热温度的适应性(230℃一240℃),这就 要求预热终点温度要高,使有热容量差异的元器件温 度能达到均匀。此外,元器件与母材的氧化、焊膏 活性的损失容易产生焊球,因此,当锡铅焊膏的助 焊剂用于锡银铜焊膏时,必须提高预热温度和预热时 间。但这又导致焊接温度的变化可能带来的负面影 响,因此必须开发用于无铅焊膏的助焊剂。
第5卷,第5期 Vbl 5 No 5
电子与封装
ELECTRONICS&PACKAGING
总第25期 2005年5月
封誓装誓与麓纽甍装?
无铅焊接技术及其在应用中存在的问题
吴念祖1 吴坚2
(1.上海华庆焊材技术有限公司,上海 200030;2.上海斯博瑞尔助焊剂有限公司,上海 200030)
摘 要:无铅化已成为电子制造锡焊技术不可逆转的潮流。2005年起,国内无铅化进程进入了实施
表5 锡银铜(锡铜)波峰焊接的课题
无铅焊接特点及工艺控制及过渡阶段应注意问题

60~90 sec 30 sec
无铅焊膏 (Sn -Ag -Cu)
25~110 0C 100~200 sec 要求缓慢升温 110~150 0C 40~70 sec 150~217 0C 50~70 sec
20 sec 0.96~1.34℃/sec
235~245 0C 240 0C
• ② 无铅焊点外观粗糙。传统的检验标准与AOI需要升级。 • ③ 无铅焊点中气孔较多,尤其有铅焊端与无铅焊料混用时,
焊端(球)上的有铅焊料先熔,覆盖焊盘,助焊剂排不出 去,造成气孔。但气孔不影响机械强度。 • ④ 缺陷多——由于浸润性差,使自定位效应减弱。 • 浸润性差,要求助焊剂活性高。
无铅再流焊焊点
①用于波峰焊的焊料:Sn-Cu或 Sn-Cu-Ni,熔点227℃。少量 的Ni可增加流动性和延伸率,减少残渣量。
• 高可靠的产品可采用Sn/Ag/Cu焊料,但不推荐, 因为Ag 的成本高,同时也会腐蚀Sn锅。
• 对不锈钢腐蚀率:Sn3Ag0.5Cu> Sn0.7Cu> Sn0.7Cu0.05Ni • 对Cu 腐蚀率:Sn3Ag.5Cu> Sn37Pb> Sn0.7Cu0.05Ni
表面光滑、光亮
Lead Free Solder Paste Grainy Surface
表面粗糙
Wetting is Reduced with Lead Free
Standard Eutectic Solder Joint
Lead Free Solder Joint
Typical Good Wetting Visible Fillet
240-235= 5 0C 50~60 sec 10 sec
无铅制程导入面临问题及解决方案

无铅制程导入面临问题及解决方案史建卫1,王乐1,2,徐波1,2,梁永君11.日东电子科技(深圳)有限公司,广东,深圳,5181032.哈尔滨工业大学现代焊接生产技术国家重点试验室,黑龙江,哈尔滨 150001摘要:无铅化是国际电子整机业发展的必然趋势,无铅制程的导入给企业带来新的挑战与机遇。
本文针对无铅化电子组装带来的问题给出了相应的解决方案,其中包括无铅化生产实施步骤,物料与设备的选择,工艺的制定,有毒有害物质的检测,运行成本等。
关键词:无铅钎料,波峰焊,再流焊,浸焊,手工焊中图分类号:TN305.94 文献标识号:A 文章编号:1004-4507(2006)05-0046-10 Problem and Solution in Lead-free Electronics AssemblyShi Jianwei1, Wang Le1,2, Xu Bo1,2, Liang Yongjun11.Sun East Electronic Technology Company Lt.d, Shenzhen, 518103 China2.Harbin Institute of Technology, Harbin, 150001, ChinaAbstract: Lead-free is the trend of international electronics assembly, and lead-free process induces many new problems. This article gives solutions to problems including implement process, choice of equipments and materials and setup of parameters, along with inspection and test of productions for elements with toxin, cost of run as well.Key words: Lead-free Solder; Wave Soldering; Reflow Soldering; Dipping Soldering; Handing SolderingDocument Code: A Article ID: 1004-4507(2006)05-0046-101.引言实施无铅化电子组装,许多企业并不主动,而是在各种压力下才转为无铅化生产的。
无铅焊接工艺中常见缺陷及防止措施

无铅焊接工艺中常见缺陷及防止措施摘要:无铅化电子组装中,由于原材料的变化带来一系列工艺的变化,随之产生许多新的焊接缺陷。
针对表面裂纹、表面发暗及二次回流等缺陷进行了机理分析,并给出了相应的解决措施。
关键词:无铅;焊点;表面裂纹;表面发暗;二次回流无铅化制程导入过程中,钎料、PCB焊盘镀层及元件镀层的无铅化工艺逐步得到广泛应用,随之产生的各种焊接缺陷,比如表面裂纹、表面发暗及二次回流问题等困扰着实际生产的顺利进行。
本文主要针对以上提到的几种主要缺陷进行原因分析并给出相应解决措施。
1 表面裂纹(龟裂)由于PCB基板材料及PCB上铜箔导线、铜过孔壁及元件引脚之间的热膨胀系数存在差异,焊接过程中PCB在Z轴方向出现的热膨胀远大于铜过孔臂的热膨胀,从而引起焊点和焊盘变形,如图1所示。
即使PCB通过了波峰,但大量密集焊点固化热量传导至板材而使PCB继续处于热膨胀状态。
一旦固化热能辐射结束,焊点就开始缓慢下降至环境温度,PCB开始冷却恢复平板状,这就在焊点表面产生很大的应力,引起焊盘起翘或焊点剥离(有Pb、Bi污染时)或表面裂纹,如图2所示。
表面裂纹是无铅波峰焊工艺中通孔焊点上出现的新缺陷,如图3所示。
在接触波峰面焊点表面出现一肉眼可观察到的裂纹。
IPC-610-D指出:只要裂纹底部可见,且没有深入内部接触引线和焊盘影响电气及力学性能就判定为合格,但实际生产中应尽量避免表面裂纹的产生。
1. 1 产生机理PCB离开波峰焊点开始固化期间,焊点开始从PCB顶部至底部逐渐固化,由表1可以看出引脚和焊盘比热容小、热导率大,冷却时近元件引脚的焊点顶部和焊盘边缘也最容易冷却先固化,其次是与低温空气接触的焊点表面同时形成一层表皮。
在后续固化过程中,由于焊点内部热量要释放,其热量会流向引脚,导致大块钎料凝固过程期间元件引脚继续膨胀而PCB在Z向持续收缩。
在这种情况下,再加上无铅钎料本身具有4%的体积收缩率和非共晶特性在近表面内部存在一定固液区,导致早先凝固表面强度降低。
无铅焊接工艺中常见缺陷及防止措施

亮剂 。
“ 盘” 黑 现象宏 观表 现为经过 E I N G表 面处 理 的 焊盘会偶 发性地 出 现可 焊性 不 良, 导致 随后 的焊 并
E N层 主要反应 包括 : () 1 次磷酸盐 脱氢反 映
点强度 不够 , 至开裂 , 甚 开裂后 焊盘表 面多 呈深 灰色
或黑色 。“ 黑盘 ” 问题是 电化 学作用 对 E I N G攻击 的
H P 2 + 2 2o ~ HO
H o一 2 +H一 P; + H
结果 , 酸性 浸 A u槽 对 低 P含 量 的 化学 镀 镍 层 腐 蚀 严 重 , 易产生 富 P层 , 容 导致 可焊性 下降 ; N 的高 而 i
生 的各 种焊接 缺陷 , 比如“ 盘 ” 象 困扰着 实 际生 黑 现
产的顺 利进 行 。本 文 主要 针 对 “ 盘 ” 象 进 行 原 黑 现 因分 析并给 出相应解 决措施 。
1 “ 盘” 黑 现象
EI N G工艺 先在焊 盘表 面化学镀一 层镍 , 浸镀 再
9 .% 纯金 。化学镀 镍 ( N) 99 E 电镀 液包 含镍 盐 ( i N—
文献标识 码 : A
文章编号 :0 1 4 4 2 0 )3— 10— 4 10 —37 ( 0 8 0 0 8 0
S l r De e t n o u i n n Le d — f e o de i g Te h o o y o de f c s a d S l to s i a — r e S l rn c n l g
浅谈无铅焊接工艺中常见缺陷及防止

浅谈无铅焊接工艺中常见缺陷及防止摘要:无铅化电子组装中,由于原材料的变化带来一系列工艺的变化,随之产生许多新的焊接缺陷。
针对表面裂纹、表面发暗及二次回流等缺陷进行了机理分析,并给出了相应的解决措施。
关键词:无铅;焊点;表面裂纹;表面发暗;二次回流。
针对以上提到的几种主要缺陷进行原因分析并给出相应解决措施。
1 表面裂纹(龟裂)由于PCB基板材料及PCB上铜箔导线、铜过孔壁及元件引脚之间的热膨胀系数存在差异,焊接过程中PCB在Z轴方向出现的热膨胀远大于铜过孔臂的热膨胀,从而引起焊点和焊盘变形,如图1所示。
即使PCB通过了波峰,但大量密集焊点固化热量传导至板材而使PCB继续处于热膨胀状态。
一旦固化热能辐射结束,焊点就开始缓慢下降至环境温度,PCB开始冷却恢复平板状,这就在焊点表面产生很大的应力,引起焊盘起翘或焊点剥离(有Pb、Bi污染时)或表面裂纹。
1 产生机理PCB离开波峰焊点开始固化期间,焊点开始从PCB顶部至底部逐渐固化,由表1可以看出引脚和焊盘比热容小、热导率大,冷却时近元件引脚的焊点顶部和焊盘边缘也最容易冷却先固化,其次是与低温空气接触的焊点表面同时形成一层表皮。
在后续固化过程中,由于焊点内部热量要释放,其热量会流向引脚,导致大块钎料凝固过程期间元件引脚继续膨胀而PCB在Z向持续收缩。
在这种情况下,再加上无铅钎料本身具有4%的体积收缩率和非共晶特性在近表面内部存在一定固液区,导致早先凝固表面强度降低。
如果焊盘与PCB之间粘合力足够强,那么焊点上产生的应变应力就会引起表面裂纹的产生。
当实际发生的应变量超过材料本身所具有的塑性变形能力时,材料就会发生开裂,因此裂纹一般从高应力应变位置产生,由此可见主要位于焊点表面中部一定区域内。
值得注意的是,一般在共晶钎料中是不宜出现表面裂纹,而非共晶钎料中较多,原因可能是非共晶钎料存在固液共存的低塑性区,并且产生60%~80%的枝状晶,此时在不大的应力作用下就可被拉开;PCB下表面焊点更易出现表面裂纹,原因可能是钎料波向上的冲击和回落使PCB上下焊点的热分布不同,导致PCB下方焊点的凝固延迟时间更长,即处于固液共存温度区间时间更长1.2 冷却速率的影响从产生机理分析来看,慢速冷却使凝固等温线移动速度慢,有效应力通过两相区收缩变形得以释放,形成的通道空间被液态钎料填充,如果通道空间靠近表面,凝固后就以表面裂纹的形式保存下来。
烙铁头无铅焊接要注意的问题
烙铁头无铅焊接要注意的问题
烙铁头无铅焊接要注意的问题
一、无铅焊锡问题点:
熔点高(比Sn、Pb焊锡高30-40度)、锡丝不容易融化;
烙铁头消耗变快;
烙铁头氧化变快;
浸润性、延展性变差;
容易出现锡须、短路现象;
二、烙铁头消耗的原理:
镀铁层被锡丝中的锡侵蚀溶解;
烙铁头镀铁层与锡形成化合物;
无铅化后,焊接温度增加,增强烙铁头腐蚀;
三、无铅焊锡使用时的注意点:
1、烙铁头的温度管理非常重要
2、使用热回复性等热性能好的电烙铁;
在使用无铅焊锡进行焊接操作时,由于对零件的耐热性,安全作业的考虑,烙铁头温度的设定一般希望在350°——370°一下。
3、有必要选定最合适的烙铁头
根据电烙铁的不同焊接作业的不同,选择最合适的烙铁头是很重要的,合适的烙铁头可以降低(烙铁咀)的温度,增加作业的效率。
4、烙铁头的维护也非常重要:
◆与普通含水的海绵不同,需采用浸透助剂的金属丝,即不降低烙铁头的温度,又可以起到清洁的作用,还可以除去烙铁头表面的氧化物。
◆尽可能设定烙铁头的低温度。
◆10分钟以上不使用时,应切断电烙铁的电源。
无铅焊接工艺中常见缺陷及防止措施

无铅焊接工艺中常见缺陷及防止措施摘要:随着当前时代进步,我国焊接工艺发展极为迅速,无铅焊接本身所具有的焊点可靠,工艺性稳定等优势使得其能够确保电气和机械的有效联接,很大程度上促进了相应焊接工艺水平的高效发展。
但在实际实践期间其受所存在缺陷也相对较为明显,一旦未能及时对其做好专业设置,极易影响整个焊接质量。
本文将对无铅焊接工艺中常见缺陷及防止措施,进行一定分析探讨,并结合实际对其做相应整理和总结。
关键词:无铅焊接;工艺;常见缺陷;防止措施在以往的常规有铅器件在电子装联时,铅元素本身的重金属特质会随时间推移对环境形成直接污染,而无铅焊接工艺有效解决了这一现象,其本身所具有的生态性和环保性与当前时代发展形成了同步统一性。
但与此同时在进行无铅化电子组装过程中,往往会由于原材料自身变化使得整个系列工艺也逐渐发生变化,继而导致焊接缺陷出现,比如表面裂纹、表面发暗、二次回流等问题,都使得整个无铅焊接质量无法得到保障。
一、无铅焊接工艺要点(1)无铅焊接其本身熔点相对较高,其器件镀层不同,焊接熔点及回流焊接峰值温度也有所差异。
无铅焊接相较有铅焊接,由于其本身熔点较高的特点,其温度越高升温也会更加困难,一旦在此过程中升温速度无法达标,长时间处在高温情况下会直接使得相应悍膏中的助焊剂出现提前活化反应结束的状况,继而造成PCB焊盘、元件引脚、悍料合金在高温下重新氧化,使得整个焊接效果无法达到预期标准。
(2)无铅焊接本身所具有的熔点高特性,决定了对应无铅焊接设备耐高温以及抗腐蚀性必须达到相关标准设定;无铅焊接工艺对窗口要求较之有铅焊接更小,对PCB表面温度及设备横向温度有一定均匀性要求。
但与此同时由于其本身焊点浸润以及扩展性差,其对助焊剂活性要求极高,在使用无铅焊接工艺时,必须结合实际对相应模板开口做好合理设定。
二、无铅焊接工艺常见缺陷通过对无铅焊接工艺要点分析,可以看出使用无铅焊接进行对应焊接作业时,要明确工艺要点,其是形成可靠焊接点是保障机械和电气联接的必要条件,同时也是提升相应企业能够生产效率,降低产品成本的关键。
无铅焊接工艺中常见缺陷及防止措施

无铅焊接工艺中常见缺陷及防止措施(2)摘要:无铅化电子组装中,由于原材料的变化带来了一系列工艺的变化,随之产生许多新的焊接缺陷。
本文针对“晶须”现象、离子迁移和元素污染三种缺陷进行了产生机理分析,并给出了相应的解决措施。
关键词:无铅;焊点;晶须;离子迁移;元素污染Solder Defects and Solutionsin Lead-free Soldering Technology(2)Shi Jianwei1, Wang Le, Liang Yongjun, Wang Hongping, Chai YongSun East Electronic Technology Company Lt.d, Shenzhen, 518103 ChinaAbstract: Changes of material bring a series of process problems in lead-free electronic assembly with occurrence of new solder defects. This paper analyzes causes and gives solution of solder defects for whisker, ion migration and element contamination.Key words: Lead-free, Solder Joint, Whisker, Ion Migration, Element Contamination1.引言无铅化制程导入过程中,钎料、PCB焊盘及元件镀层的无铅化工艺配合新焊剂使用逐步得到广泛应用,随之产生的各种焊接缺陷,比如“晶须”现象、离子迁移和元素污染等困扰着实际生产的顺利进行。
本文主要针对以上提到的几种主要缺陷进行原因分析并给出相应解决措施。
2.晶须晶须易发生在Sn、Zn、Cd和Ag等低熔点金属表面,其有不同的形式,如针状、小丘状、柱状、花状、发散状等,如图1所示,对产品质量影响最大的是柱状和针状,因为他们最容易导致电路短路。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无铅手工焊面临的问题与解决方法
一、无铅焊料使用时的问题点
无铅手工焊接在焊料的选择上有一定的限制,譬如Sn-Zn系合金、Sn-Bi系合金的线体成形性较困难,且合金本身易氧化。
或者使用中与焊剂的反应存在问题。
一般不采纳这二种无铅焊料。
目前推举使用的是熔点在210~230℃ Sn-Cu系合金和Sn-Ag-Cu系合金焊料。
众所周知,由于无铅焊料的流淌性差,使焊接时的扩展性(润湿性)大大不如原来的63-37共晶焊料,其扩展性只有原来的三分之一程度。
这种性质的焊料在展开手工焊时,不仅会对应组装基板与元件,也会体现在焊接用烙铁头部,尽管作业中想提高一些焊接温度,但对改善焊料的扩展性作用是不大的。
无铅焊料的熔点,比原来的焊料要高出20~45℃,因此手工焊时必须提高烙铁头的温度,通常使用的焊接温度是焊料的熔点温度加上50℃左右较妥当。
考虑到焊接用烙铁头温度会由于本身功率及头部重量而存在差异,故温度的设定要比焊接温度高100℃左右。
原来63-37共晶焊料的烙铁头温度约在340℃左右,使用Sn-O.7Cu焊料时的温度约
在380℃.关于手工焊接来讲,超过350℃以上时已作为界限温度,这种状态下的焊接可加快烙铁头的损耗,在超出焊剂的活性范围时易产生焊剂的碳化,降低焊剂的活性效果,这也会成为焊接中常见的焊剂或焊料飞溅的缘故。
二、手工焊接的注意点及解决方法
由上所述,在采纳直接加热方式进行无铅手工焊时,稍不注意就会产生各种各样的问题。
这些问题的发生讲明了正是由于无铅焊料所具的固有特性,使用中就容易出现不良。
我们在制定焊接工艺时,能够抓住下面几个差不多要点:
①烙铁头温度的治理
②焊接基板、部品等表面状态的治理
③焊剂的选择、效果衡量及作用
另外,要做到良好的无铅手工焊,作为重要因素的使用工具方面,以下几个要点是必须考虑的。
2.1 使用热恢复性能优良的烙铁
在无铅手工焊场合,烙铁头的温度势必要比焊料的熔点高出20~45℃,考虑到被焊元件本身的耐热性和稳定地进行焊接操作,烙铁温度最好设定在350℃~360℃范围,这是为了执行良好的手工焊接而采纳偏低温度的一种做法。
掌握的重点有以下三项:
*使用热恢复性良好的烙铁。
*使用热容量大的烙铁。
*烙铁头部的形状应该与被焊接部相符。
图一是适合于无铅手工焊接、具良好热恢复性的912型烙铁(品种号),为了与原来性能的烙铁相比较,能够按照图二表示的温度测定方法,对图中1、4、7三个点装上传感器,用3秒钟的时刻间隔,对7个点进行焊接,同时测定烙铁头温度的变化,测定结果可参阅图三。
912型是热恢复性好的烙铁,907、908型是原来型号的烙铁,908比907的热容量要大。
测定结果表示,在相同烙铁头温度场合的焊接部温度,用912
型连续焊接的话,焊接部温度是固定的。
907型与之相比,其焊接部温度会低一些,焊接部的温度会依照功率大小,热容量差不而发生变化。
在图三也可看到,尽管907型焊接温度低一些,但也可
进行充分的焊接.
图一热恢复性良好的912烙
铁图二温度测定方法
时刻s
图三烙铁焊接温度测定比较
2.2 选择最适合的烙铁头形状
在进行无铅手工焊接操作时,合适的烙铁头形状对焊接品质有专门大的关系,也确实是讲在可行的焊接作业范围内,尽可能用热容量
大的较粗的烙铁头,如此使焊接时头部温度稍降一些。
在进行细间距表面贴装元件焊接时,可选用带小R的细型烙铁头,但使用中必须注意到焊点品质。
常用烙铁头形状可参见图四,A、B 型二种,若焊接部形状与B型头部相似时,B型烙铁热容量大导热性好,焊接温度并不高。
从图五看到,关于相同烙头温度,焊接部温度B型的要高出约50℃,A型烙铁头因热容量低导热性亦差。
图四烙铁头形状(A型、B型)
时刻秒
图五由烙铁头形状的温度比较
2.3 改善焊接中的氧化与润湿性能
无铅焊料的扩展/润湿性差,给手工焊操作带来不适应性,为防止漏焊、少焊或桥接的发生,能够采纳带有氮气(N2)环境的手工焊接,也确实是焊接中在烙铁头的周边喷出爱护性的氮气。
通过对焊接部位的覆盖,可起到改善焊接润湿性、防止基板氧化的效果,这种做法在使用Sn-Zn系焊料时是专门有效果的。
另外,采纳氮气爱护焊接时,喷出的氮气具有一定的温度,还具有对部品、基板焊接预热的作用。
图六是使用氮气焊接与没有使用氮气焊接、烙铬头温度差的曲线表示,在焊接温度相同情况下,使用氮气进行焊接烙铁头温度会有所下降,测定得到的温度差约为15℃。
(测定条件:在纸基覆铜基板上用φ1.6×5mm的无铅焊料丝,每3秒钟焊接一次,测定焊接时的温度变化。
)
图六使用氮气的手工焊效果
2.4 对应焊料飞溅的预防对策
无铅手工焊接场合,所使用的松香型无铅焊料。
会因为其温度一下子从常温升到烙铁头温度,这时焊料内部的焊剂会急剧膨胀而引起
焊料与焊剂的飞溅,加上焊料的熔点本身就较高,飞溅现象就容易发生,其结果是产生焊料球或造成短路。
为了防止那个不良,能够在使用的焊料丝上做上V型槽,以减少焊接中焊剂的爆发觉象,如此使焊剂滞留在焊料表面,有利于改善焊接的润湿性。
2.5 对应烙铁头使用寿命及氧化的对策
烙铁头通常均采纳导热性好的铜做成,为幸免头部的高温氧化和减少焊接中焊料的侵蚀,头部使用镀铁方式作为爱护层。
然而进入无铅焊接时,对烙铁头的侵蚀量会增强。
由应用中看到其头部表面除了铁之外,还易与不的金属产生反应。
从而形成金属间化合物层。
从图七看到,原来使用63-37共晶焊料,烙铁上可不能产生金属化合物,用
Sn-3.5Ag-O.7Cu焊接时,就发生了铁-锡金属间化合物。
另外再从图八分析,由于烙铁头温度比原来高,使侵蚀量增多,当超过400~C领域时,这种现象更明显,这是因温度变化加速了铁一锡金属间化合物的生成速度。
在烙铁头温度400℃2时,以原来63-37焊料作为判不基准,
Sn-3.5Ag-0.7Cu的侵蚀量约为3倍,Sn-O.7Cu的侵蚀量将接近4倍。
无铅焊接可看到另一种现象是烙铁头部表面易黑化,这种黑化物质将降低焊接中的润湿性,并对焊接部位的加热效果有所阻碍。
这是因为焊接用的烙铁头作为加热媒体向焊接部位、焊料提供应有的热,当黑化物增加后,不仅阻碍对焊料的润湿,导热也打了折扣,这是特不不利的。
烙铁头黑化产生缘故有下面几点:
①在烙铁头的铁基体上,由焊剂碳化物,残渣等烧结而成。
②由于烙铁头铁基体的暴露,因高温氧化而形成。
③是锡-铁金属间化合物在高温氧化后形成黑化。
这讲明黑化产生的缘故有多种因素,也表明不合铅的焊料容易在烙铁头表面发
氧化作用。
作为注意事项,下面4点在焊接操作时是必须注意的。
①在不进行焊接操作时,烙铁不可长时刻置于通电状态。
②烙铁头温度设定超过400℃时.
③在使用低活性焊剂进行焊接作用时(例波峰焊后的修正作业等)
④在使用专门合金组成的无铅焊料时。
图七不同焊料产生金属间化合物的比较
图八 Sn-3.5Ag-0.7Cu焊料加热5小时后的金属间化合物厚度比较2.6 无铅焊烙铁的维护
由前所述,无铅手工焊作业,烙铁头容易产生氧化,在高温状态放置时且易黑化,
因此对烙铁的日常维护是十分重要的。
作业中不要使用含水的海绵,可使烙铁头表面保持清洁(无氧化物),留有防止氧化的焊料膜层.维护要点有下面几项。
①尽可能降低烙铁设定的焊接温度(最好在360℃以下)。
②每批次作业完成后,或更换新的焊料时,最好更换烙铁头。
③停止焊接作业10分钟以上时,应关掉烙铁的电源。