堆垛机说明书
双立柱式堆垛机操作维护说明书
巷道宽度(mm): 1800
⑴运行机构
定位方式:检测片
停准精度:±10mm
驱动功率:2.2/3.8kw(△/Y),380V,50/100Hz,IP54,F级
⑵起升机构
定位方式:光电传感器+检测片
停准精度:±10mm
驱动功率:5.5/9.5(Y/△),380/220V,50/87HZ,IP54,F级
4.4货叉伸缩机构
货叉伸缩机构是堆垛机存取货物的执行机构,装设于载货台上,为减小巷道宽度,且有足够的伸出距离,采用链条传动三层伸缩货叉结构。货叉由上层叉,中层叉和下层叉(固定叉)组成,能够向堆垛机左右两侧伸叉作业(图4)。根据用户要求和托盘(货箱)结构可分为单叉、双叉或多叉式,货叉伸缩行程根据巷道宽度和货格深度确定。货叉驱动机构是由减速电机经过链轮、链条和限力矩联轴器、带动货叉传动套筒滚子链来使中、上叉作伸缩运动。减速电机选用带常闭式电磁制动功能的电机。限力矩联轴器的作用是防止货叉伸出时发生卡住或遇障碍物而损坏电动机。
2 主要技术参数
电 源:三相交流, 380V±10%, 50Hz
运行速度(m/min):5-90 变频调速
起升速度(m/m
单元规格(L×W×Hmm):1800×1400×1720(一区)/1020(二区)
货叉最高位置标高(mm):5183(一区)/5783(二区)
4 主要结构与工作原理
本堆垛机由金属结构(包括立柱、上横梁、下横梁)、起升机构、运行机构、货叉伸缩机构、载货台、电器控制柜等各大部件组成(如图1),其特点如下:
4.1金属结构
金属结构是堆垛机的主要承载件之一,它由立柱,上横梁和下横梁等几个部件组成。它的上部安装滑轮或链轮机构,上水平导轮,电缆拖挂机构或滑触线供电装置。中部或下部安装起升机构,立柱内侧安装升降导轨,使载货台平稳上升及下降。下部安装主动及被动车轮,运行驱动装置及下水平导轮,缓冲器等部件;后部和两侧安装有电器控制柜和上升及下降终端限位开关和选层认址板等部件,整个结构布局紧凑,强度高,刚性好。
堆垛机操作手册_[全文]
![堆垛机操作手册_[全文]](https://img.taocdn.com/s3/m/cc03b9b44693daef5ef73df5.png)
堆垛机操作手册_[全文]堆垛机操作手册一、全自动堆垛机操作步骤:1,合上电源总闸,堆垛机电机箱和出入库电机箱的电源指示灯亮2,将堆垛机电机箱和出入库电机箱上的手动/自动开关都切换到自动档,且保证急停按钮未按下3,运行立体库操作软件,在报警信息页面中查看当前实际位置是否正确,如不正确,输入正确的位置4,在立体库操作软件任务分配页面中选择要执行的任务,点击开始任务按钮5,等待5秒钟左右,堆垛机会自动完成任务中的全部工作二、中央控制室立体库操作软件的使用方法:1,在中央控制室的电脑桌面上点击立体库,即进入到立体库操作软件,该软件共有三页画面,第一页为启动画面,第二页为任务分配画面,第三页为报警信息画面。
2,启动后显示第一页启动画面,该画面上有二个按钮,分别为任务分配按钮和报警信息按钮,点击它们分别进入到任务分配画面和报警信息画面。
还有一个远程驱动选项,选择远程驱动,本机则不能操作,只能由仓储配送中心施行出入库。
3,进入到任务分配画面后,设置任务方式及任务目标,任务方式分为出库和入库;任务目标为排、层、列即需要出入库的目标仓位。
任务方式和任务目标全部用下拉菜单来选择,设定好任务方式(选择出库时同时要选择出口,即货物出库后从那个出口分拣出来)和任务目标后,按添加按钮,任务加入到任务栏中,任务栏中会显示刚才添加的任务。
任务栏分为四列,任务栏第一列为源排层列,出库时该列才有数据;任务栏第二列为目的排层列,入库时该列才有数据,它们都是四位数据,格式为:第一位数据为排,第二位为层,第三、四位为列;任务栏第三列为去向,出库时该列才有用,入库时该列数据不起作用;任务栏第四列为标志,标志一直为1,表示需要施行该任务。
如果在添加任务时把不需要的任务添加进去了或者任务方式和任务目标选择错了,可以选中错误任务,按删除按钮把它删掉。
任务可以添加多条,但任务栏中必须要全部为出库或入库,添加完毕后,点击开始任务。
软件自动跳到启动画面,显示程序正在通讯。
双立柱式堆垛机-操作维护说明书
双立柱式堆垛机-操作维护说明书(总35页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除对于计算机,微处理机控制下的自动堆垛机操作人员,应经过专门培训。
本系统属于运动型设备,在操作时注意以下几点:在堆垛机运行期间,严禁在巷道内停留、行走!联机自动工作模式下,堆垛机上严禁载人!操作规程在起动堆垛机运行之前,必须观察周围环境,确信其附近或巷道中无人时才能起动。
在接通主控电路之前,操作人员必须注意使所有的控制器均处于断开位置。
每次使用之前应检查机械和电器各部分,应状态良好,功能正常。
如有不正常情况,应及时报告进行检修并做故障记录。
禁止在堆垛机不正常的情况下使用自动作业方式。
如果在作业过程中因外界原因断电,操作人员必须立即将所有的控制器均置于断开位置,在重新使用之前,必须检查作业运动的方向是否正确。
对于自动控制的堆垛机在重新开始作业时,可让堆垛机返回原始位置处,等待重新设定和作业。
堆垛机不得装载其尺寸和重量超过设计规定的载荷,所采用的托盘或货箱必须处于良好状态,不合格者不应入库上架。
操作人员操作时,必须注意使货物在载货台上摆正。
操作人员在作业时应精力集中。
如在体力上或其它方面不适时,不得进行设备操作。
操作人员必须在制定的位置和登机入口上下堆垛机。
.堆垛机操作控制系统本堆垛机控制系统的操作模式结构如下(图5)所示:图5 控制界面手动操作在手动操作模式下,可以对堆垛机的运行部件、升降机部件、货叉部件分别控制。
操作方法:、按下面板上的按钮进入手动模式。
图6 手动操控界面、触摸屏操作:在本系统中,触摸屏的主要作用是信息显示。
在下面的列表框中显示堆垛机的状态(高速前进、低速前进、高速后退、低速后退等),报警(运行/货叉变频报警、运行没有对准等)。
用手指轻按触摸屏的按钮元素,以对其进行操作。
例:按下低速前进按钮堆垛机就会低速向前行走。
按下运行停车、故障解除、急停按钮(注:出现突发事件时备用)可使堆垛机停止运行。
智能堆跺机料库作业指导书
智能堆跺机料库作业指导书智能堆垛机料库作业指导书一、指导原则:1. 安全第一:在进行任何操作前,务必确保操作环境安全,堆垛机和仓库设备正常运行,没有任何障碍物或危险品。
2. 按照规定操作:严格遵守操作规范和程序,确保设备和货物的安全。
3. 注意细节:细心观察设备和货物的状态,及时发现异常并及时处理。
二、操作步骤:1. 打开堆垛机电源,等待设备初始化完毕。
2. 通过控制台或电脑连接到堆垛机的操作界面。
3. 根据仓库平面图和货物信息,设定堆垛机的工作路径和堆放位置。
4. 堆垛机开始工作后,每次将一个货物从料库中取出。
5. 将货物放置在指定的位置,并确保稳定。
6. 当需要将堆放的货物取出时,按照指示将货物取出并放置在指定的位置。
7. 当所有货物堆放完毕或需要暂停堆垛机工作时,关闭堆垛机电源。
三、注意事项:1. 在操作过程中要保持专注,不要分心他事。
2. 在堆垛机工作时要远离设备,防止发生意外。
3. 如果发现设备或货物出现异常,应立即停止操作并及时进行处理。
4. 定期进行设备的检查和维护,确保设备一直处于正常工作状态。
四、故障排除:1. 如果堆垛机发生故障,首先切断电源,然后联系维修人员进行处理。
2. 在等待维修期间,确保设备和货物的安全,及时采取措施避免二次事故。
五、安全措施:1. 场地安全:堆垛机操作区域要保持通畅没有杂物,货物堆放要平稳牢固。
2. 个人防护:操作人员应穿戴符合要求的劳动保护用品,如安全帽、手套等。
3. 紧急避让:当堆垛机工作时,人员应远离操作区域,避免受伤。
4. 清洁卫生:定期对堆垛机和操作区域进行清洁,保持设备的良好状态。
5. 高温防护:在高温环境下操作堆垛机时,要注意防晒和适时补充水分,避免中暑。
注:本指导书仅为一般性指导,具体操作还需根据实际情况和设备说明进行。
操作时务必严格遵守相关安全规定和操作规程,确保人员和设备的安全。
堆垛机说明书资料
堆垛机说明书资料一、引言堆垛机是一种自动化物料搬运设备,广泛应用于仓储、物流和创造业等领域。
本文档旨在提供堆垛机的详细说明,包括设备的基本原理、结构组成、操作方法、安全注意事项等内容,以匡助用户正确使用和维护堆垛机。
二、设备概述1. 设备名称:堆垛机2. 设备型号:XYZ-12343. 设备用途:用于自动化堆垛和搬运物料4. 设备特点:高效、精确、可靠、安全5. 设备结构:包括底盘、立柱、升降机构、横移机构、夹具等部件三、工作原理堆垛机采用先进的控制系统和传感器,通过自动化程序实现物料的堆垛和搬运。
其工作原理如下:1. 感应:堆垛机通过激光、红外线等传感器感知物料的位置和尺寸。
2. 规划:根据感应结果,控制系统规划最佳的堆垛路径和搬运动作。
3. 动作:堆垛机根据规划结果,通过升降机构、横移机构和夹具等部件实现物料的堆垛和搬运。
4. 监控:控制系统实时监控设备运行状态和物料堆垛情况,确保工作安全和效率。
四、设备组成1. 底盘:提供设备的基本支撑和挪移功能。
2. 立柱:支撑升降机构和横移机构,实现垂直和水平方向的运动。
3. 升降机构:通过液压或者电动机驱动,实现物料的升降操作。
4. 横移机构:通过电动机驱动,实现物料的水平横移操作。
5. 夹具:用于夹持物料,确保安全和稳定的堆垛和搬运。
五、操作方法1. 开机准备:确认设备电源连接正常,检查各部件是否完好。
2. 参数设置:根据物料尺寸和堆垛要求,设置设备的工作参数,如堆垛高度、堆垛速度等。
3. 物料摆放:将待堆垛的物料放置在指定位置,确保物料整齐且不超出设备承载范围。
4. 操作控制:通过设备控制面板或者远程控制器,选择相应的操作模式和动作,启动堆垛机工作。
5. 监控与调整:在堆垛过程中,实时监控设备运行状态和物料堆垛情况,根据需要进行调整和干预。
6. 关机操作:在堆垛作业完成后,按照设备操作规程进行关机操作,断开电源并进行设备的清洁和维护。
六、安全注意事项1. 操作人员必须经过专业培训,熟悉设备的操作方法和安全规程。
堆垛机用户手册BOX MMI
用户手册BOX MMI用户手册Accalon 文件名SD-02-0116用户手册Accalon 目录1.介绍 (7)2.略语 (8)3.系统说明 (9)3.1. 概述 (9)3.2. CraneBOX PC控制柜 (10)3.2.1. 硬件 (10)3.2.2. 软件 (10)3.3. CraneBOX 堆垛机/ PLC (11)3.3.1. 机械部分 (11)3.3.2. 电器部分 (11)3.3.3. 操作装置 (11)3.3.4. 信号灯 (12)3.4. CraneBOX 转移车/ PLC (13)3.4.1. 机械部分 (13)3.4.2. 电器部分 (13)3.4.3. 操作装置 (13)3.4.4. 信号灯 (13)4.CraneBOX MMI –用户界面 (14)4.1. 访问等级 (14)4.2. 打开/关闭CraneBOX MMICraneBOX MMI (15)4.3. 主屏幕 (16)4.4. 在对话框和窗口之间切换 (16)4.5. 菜单和按钮 (17)4.6. 子系统状态显示 (17)4.7. View信息 (18)4.7.1. Status - 状态 (19)4.7.2. Mimic - 堆垛机视图 (22)4.7.3. 输入信号 (23)4.7.4. 输出信号 (24)4.7.5. 手动指定 (25)4.8. 通讯设置 (26)4.9. 满载运行设置 (27)4.10. 启动堆垛机–主接触器ON功能 (28)4.11. 日志文件对话框 (28)4.11.1. 任务记录 (29)4.11.2. 出错记录 (31)4.11.3. 主机记录 (32)4.11.4. 堆垛机记录 (33)4.11.5. 数据库清单 (34)4.12. 选择语言 (36)4.13. 出错通知 (36)4.14. 状态栏 (37)5. 系统启动 (38)文件名SD-02-0116Reference Copyright © 2000 Date Version Replace参考手册目录CraneBOX 6.05.1. 概述 (38)5.2. CraneBOX的PC (38)5.3. 堆垛机 (38)5.4. 进入堆垛机 (38)6.运行模式 (39)6.1. 手动模式 (39)6.1.1. 使用手动控制单元操作堆垛机 (39)6.1.2. 在操作舱中操作 (39)6.1.3. 使用手动控制单元操作转移车 (40)6.2. 通过CraneBOX MMI人工设定任务 (40)6.3. 来自Host的自动指定任务 (42)7.输入/输出处理 (43)8.堆垛机的监视和安全功能 (44)8.1. 急停 (44)8.2. 行程限位 (44)8.3. 终止开关 (44)8.4. 松绳开关 (44)8.5. 过载保护 (44)8.6. 欠载保护 (45)8.7. 外悬货载监控 (45)8.8. 缓冲器监控 (45)8.9. 防坠落刹车 (45)9.转移车的监视和安全功能 (46)9.1. 终止开关 (46)9.2. 转移车上的堆垛机 (46)9.3. 堆垛机外悬 (46)10.出错处理 (47)10.1. 出错代码 (47)10.2. 出错后重启 (47)Page 5 Document ID: 419184_6F.fm, Edition: 6.0, Date of release: June 2000用户手册Accalon 文件名SD-02-0116Reference Copyright © 2000 Date Version Replace参考手册介绍CraneBOX 6.01. 介绍Swisslog Transnorm System AB 的堆垛机是全自动堆垛机。
立库堆垛机操作方法

立库堆垛机操作方法立库堆垛机是一种自动化仓储设备,主要用于对存储在立体仓库中的货物进行堆垛、取货和移动操作。
以下是立库堆垛机的操作方法的详细说明。
1. 操作权限控制为确保安全性和高效性,立库堆垛机的操作需要进行权限控制。
通常需要设定不同等级的操作员权限,包括管理员、操作员和维护人员。
管理员有最高权限,可以对操作员和维护人员进行管理和授权。
2. 准备工作在开始操作立库堆垛机之前,需要进行准备工作。
首先,操作员需要熟悉并理解仓库布置和物料存放情况。
此外,还需要检查机器设备的工作状态,如检查设备胶带、行走链条、行驶轮胎以及传感器等是否正常工作。
3. 操作步骤(1)打开仓库自动化管理软件。
立库堆垛机通过仓库自动化管理软件进行操作,操作员需要在电脑上打开软件。
(2)登录系统账号。
使用管理员或操作员账号登录系统,并输入正确的用户名和密码。
(3)选择任务类型。
根据需要选择任务类型,包括堆垛任务、取货任务和移库任务等。
(4)扫描货物或输入货物信息。
根据任务需求,操作员可以通过扫描货物上的二维码或条形码来确定货物的具体位置和信息。
(5)设定起始位置和目标位置。
根据任务需求和货物信息,操作员需要设置货物的起始位置和目标位置,这些位置信息通常通过输入机器的坐标或使用软件的图像导航功能完成。
(6)确认并提交任务。
在设置完成后,操作员需要确认任务信息并提交任务,该任务将被立即执行。
(7)监控任务执行情况。
操作员可以通过仓库自动化管理软件来实时监控任务执行情况,包括堆垛机的移动过程、执行时间、货物堆垛高度等。
(8)处理异常情况。
如果发生异常情况,如堆垛机与障碍物碰撞、货物信息错误等,操作员需要立即采取措施并在软件中进行相应的处理,以确保堆垛机的安全和正常运行。
(9)完成任务并反馈。
当任务完成后,堆垛机将返回初始位置或停留在指定位置,操作员需要在软件中确认任务完成并进行相应的反馈。
4. 事后处理在完成所有操作后,操作员需要进行相关事后处理工作。
物流堆垛车操作说明书
物流堆垛车操作说明书操作说明书:物流堆垛车物流堆垛车是一种用于搬运、堆垛和存储货物的设备。
本操作说明书旨在提供有关如何正确使用物流堆垛车的指导,以确保操作人员的安全和货物的有效搬运。
1.检查设备在操作物流堆垛车之前,操作人员应该仔细检查设备以确保其状态良好。
包括但不限于:- 确保电池充电良好,电池接头和终端无损坏。
- 检查轮胎是否完好无损,确保胎压适当。
- 检查货叉和吊具是否有损坏或磨损。
- 检查控制台和仪表是否正常工作。
2.穿戴个人防护装备在操作物流堆垛车时,操作人员应穿戴适当的个人防护装备,包括但不限于:- 安全帽:保护头部免受意外撞击的伤害。
- 安全鞋:提供足够的防护,防止物体压到或刺穿脚部。
- 手套:提供手部保护,防止手部受伤或被夹住。
3.正确操作物流堆垛车在操作物流堆垛车时,请遵循以下步骤:a. 手动推动型物流堆垛车:- 确保货叉位置低于地面,货物已安全放置在货叉上。
- 使用推杆将物流堆垛车推至所需位置,注意维持平衡和稳定。
- 在堆垛过程中,请确保清晰的视线并注意避免碰撞。
b. 电动堆垛车:- 打开电源开关,并确保仪表显示正常。
- 使用手柄控制速度和方向。
前面的手柄是前进和后退,后面的手柄是提升和下降货叉。
- 当物流堆垛车移动时,注意周围环境并避免与其他物体或人接触。
- 在需要堆垛货物时,提升货叉并将其插入所需位置。
- 当堆垛完成后,将货叉缓慢下降,并将物流堆垛车移开。
4.操作安全注意事项- 在操作过程中,请务必遵守相关安全规定,并注意周围的人员和设备,以确保操作安全。
- 不要在人员密集区域操作物流堆垛车,并遵守仓库或工厂的安全规定。
- 不要超载货叉,以免导致设备倾覆或货物坠落。
- 在堆垛期间,请确保货叉插入位置稳固,并注意货物是否稳定。
以上是物流堆垛车的操作说明书,操作人员在使用物流堆垛车时,请按照以上步骤和注意事项操作,并保证操作的安全性和高效性。
双立柱堆垛机使用说明书
双立柱堆垛机使用说明书双立柱堆垛机使用说明书一、产品概述双立柱堆垛机是一种高效率、高精度的自动化仓储设备,广泛应用于物流配送、工厂仓库等场所。
该设备采用双立柱结构,具有稳定可靠、占用空间小、操作简单等优点。
双立柱堆垛机主要由货架、堆垛机主体、载货台和控制系统等组成。
二、产品特点和优势1、双立柱结构:采用高强度钢材制造,具有更高的稳定性和承载能力,能够承受较大的货物重量。
2、高效节能:采用高效电机和控制系统,具有快速、精准的定位和移动能力,大大提高了仓储效率。
3、操作简单:采用触摸屏或键盘输入方式,操作简单方便,无需专业技术人员指导。
4、安全可靠:设备配备多种安全保护装置,能够有效避免意外事故的发生,确保人身和货物安全。
5、可定制化:根据客户实际需求,可定制不同规格和功能的堆垛机,满足不同场合的使用需求。
三、使用步骤1、在使用前,先检查设备的外观和各部件是否完好无损,如有异常应及时维修或更换。
2、根据货物的重量和规格,选择合适的载货台和货架组合,确保货物能够稳定放置。
3、启动设备,将载货台移动到指定位置,然后通过控制面板或触摸屏输入货物信息,完成货物的入库操作。
4、当需要取出货物时,同样需要通过控制面板或触摸屏输入货物信息,然后将载货台移动到指定位置,取出货物。
5、设备运行过程中,如有异常情况发生,应立即停机检查,排除故障后方可继续使用。
四、常见故障及排除方法1、设备无法启动:检查电源是否正常、控制面板是否损坏等。
2、设备运行异常:检查电机是否正常、轨道是否有异物等。
3、货物无法放入:检查载货台是否倾斜、货架是否过高或过低等。
4、货物无法取出:检查载货台是否倾斜、货物是否卡住等。
五、注意事项1、设备运行过程中,禁止将手伸入设备内部,防止发生意外事故。
2、设备运行过程中,禁止随意更改货物信息或操作步骤。
3、设备运行过程中,应定期检查设备的运行状态和各项参数,确保设备正常运行。
4、设备长时间不使用时,应定期进行维护和保养,确保设备保持良好的工作状态。
堆垛机DQ511说明书3_故障报警
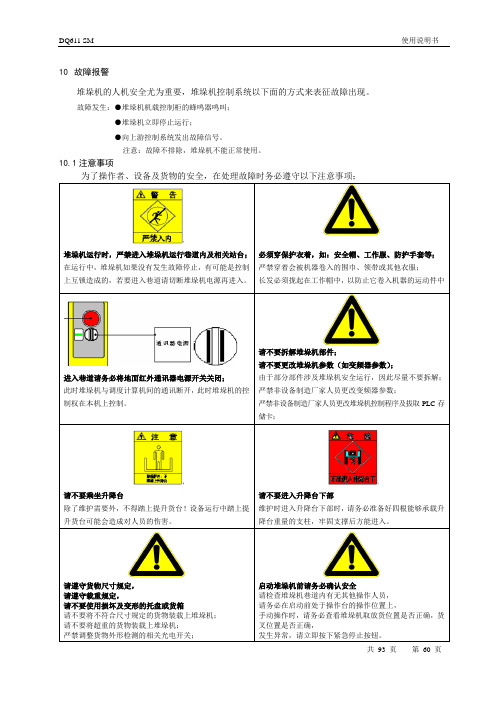
10故障报警堆垛机的人机安全尤为重要,堆垛机控制系统以下面的方式来表征故障出现。
故障发生:●堆垛机机载控制柜的蜂鸣器鸣叫;●堆垛机立即停止运行;●向上游控制系统发出故障信号。
注意:故障不排除,堆垛机不能正常使用。
10.1注意事项10.2故障画面的显示及操作堆垛机有故障时,在操作画面内(包含“手动控制”、“自动控制”、“在线控制”三个画面)将弹出故障按钮;点击可进入故障查询画面,进入故障信息画面,可以看到具体的故障信息;请排除故障,具体排除故障方法请参阅以下内容。
排除故障后,按下操作面板上蓝色复位按钮;10.3 堆垛机故障列表表一故障列表10.4 堆垛机故障排除方法10.4.2与升降相关故障排除方法10.4.3与货叉相关故障排除方法10.4.4其它故障排除方法10.4.5故障排除操作过程中需特别注意的事项在处理故障过程中,难免需要切换操作模式来处理相关故障,在切换操作模式过程中,将导致堆垛机因任务产生的运行步骤的调整,因此在处理故障时,若堆垛机有任务,则需先查看堆垛机的任务步骤当前执行的情况,切换操作模式处理完故障后,返回原操作模式需再次查看任务执行步骤的调整情况后再决定如何操作堆垛机。
1)任务步骤的概念:当堆垛机在单机、在线状态有任务被添加时,在“自动控制”和“在线控制”画面内将显示,此时点击进入“任务步骤查询”画面2)各步骤对应的堆垛机状态3)示例:当堆垛机在“在线操作”模式或是“单机操作”模式下发生故障时,请“点击查看任务步骤”按钮进入任务步骤查询画面查看任务执行的当前步骤;在任务查询画面内可以看到,当前任务执行到第4步收叉,此时堆垛机执行的任务是取货任务,此时故障需要手动处理才能复位(如左超长故障),此时需将操作模式转为手动,处理完故障后需切换回原操作模式“点击查看任务步骤”查询按钮查询任务步骤,可以看到任务步骤已调整为第1步跑位,此时需查看堆垛机的状态是否与2)条列表中第一步跑位状态一致,若不一致则需把堆垛机状态恢复到该步骤对应状态,若状态不一致启动堆垛机,则堆垛机将报警。
码垛机器人操作说明书
码垛操作说明书1、引言本文档是为了帮助用户正确操作码垛而编写的操作说明书。
在使用本设备前,请先阅读本文档并按照操作步骤进行操作。
如果在操作过程中遇到任何问题,请参考本文档或联系厂家技术支持。
2、设备概述2.1 设备外观描述码垛的外观特征,包括的尺寸、颜色和外壳材质等。
2.2 设备功能描述码垛的主要功能和特点,如自动码垛、运输和堆垛等。
3、安全须知3.1 设备安装前的准备详细描述安装设备前的准备工作,包括场地布置、电源接入和设备固定等。
3.2 设备操作时的安全注意事项列出操作设备时应注意的安全事项,如禁止触摸、禁止在运行时靠近等。
3.3 紧急停机和故障处理描述如何进行紧急停机以及处理机器故障的方法和步骤。
4、设备操作步骤4.1 设备开机操作详细描述设备开机前的准备工作和开机步骤,如检查电源、启动控制系统等。
4.2 设备运行模式切换描述如何切换设备的运行模式,如手动模式和自动模式。
4.3 产品码垛操作流程介绍自动码垛的操作步骤,包括输入产品信息、设置堆垛模式、启动自动堆垛等。
4.4 监控和调试设备描述如何监控设备运行状态和进行设备调试。
5、维护和保养5.1 日常维护列出日常维护工作,包括机器清洁、润滑和紧固螺丝等。
5.2 定期保养描述定期保养的项目和周期,如更换零部件和检查传动系统等。
5.3 故障排除列出常见故障和排除方法,如传感器故障和运动系统异常等。
6、附件本文档所涉及的附件包括设备操作示意图、电气接线图和控制系统操作界面截图等。
7、法律名词及注释7.1 法律名词列出文档中涉及的法律名词,如相关安全法规和标准。
7.2 注释对文档中使用的专业术语和技术名词进行解释和注释。
车卸车除土堆垛机技术说明
车卸车除土堆垛机技术说明一、概述结构本堆垛机由卸车接料链板皮带机(B=1400mm,卸车长度11000mm)、转载链板皮带机(B=1400mm)、主提升链板皮带机(B=1400mm)、除土机(除土机尾部增加一组除草除膜滚轮)、出土皮带机(B=1400mm)、堆垛皮带机(B=800mm)、堆垛皮带摆动结构、牵引行走机构、控制系统组成。
二、技术参数三、工作原理本堆垛机为牵引式行走方式,所有传动为电机驱动,准备卸车时,将接料链板皮带机尾部及主提升链板皮带机的进料仓端与接料链板皮带机头部的(牵引架下的)升降结构(液压油缸)同时放下,接料链板皮带机及主提升链板皮带机头部落地,可开始卸车。
卸车时将自侧翻拖拉机或汽车的车槽部分侧面靠近接料链板皮带机,开启接料链板皮带机、转载链板皮带机、提升链板皮带机、除土机、堆垛皮带,拖拉机或汽车开始侧翻自卸,将甜菜卸入接料仓内的接料链板皮带机(变频调速)主提升链板皮带机,经转载链板皮带机及提升皮带机至除土机,将甜菜中的土及软草、软菜叶等杂物经除土机除去,干净的甜菜经堆垛皮带(可左右摆动70°)将甜菜集垛,杂物落入除土机下部的出土皮带上,并达到一定厚度自动(PLC控制)开启行走一段距离,待在卸车将甜菜卸完后将车移至出土皮带下降杂物接走。
堆垛皮带可通过其摆动结构进行摆动,堆垛时可人为控制摆动,当在堆垛皮带的摆动范围内全部堆满甜菜后,要停止卸车,必须移动堆垛机。
准备行走时,将接料链板皮带机尾部及主提升链板皮带机的进料仓端与接料链板皮带机头部的(牵引架下的)升降结构(液压油缸)同时升起,接料链板皮带机及主提升链板皮带机头部离地,即可向前移动;移动过程中,牵引架连接的前轮可随牵引架自由转向。
本堆垛机可在有动力电源的场地拉电缆使用。
使用电机都经过PLC控制。
整机配有照明装置。
型钢堆垛机说明书

摘要型钢堆垛机是一种省力、省资源的一种对成型钢材自动打捆的设备,型钢堆垛机系统结构简单,自动化程度高,操作灵活方便,本文主要介绍了型钢堆垛机的总体方案设计和拨钢机构的设计,主要针对总体方案设计过程作了详细介绍,主要包括液压系统的方案设计、传动系统的方案设计、控制系统的方案设计、翻转机构的方案设计、升降机构的方案设计、定位机构的方案设计、移钢机构的方案设计,其中还对拨钢机构中轴的设计、减速器的选型、电机选择和链轮设计部分做了一些必要的说明。
关键字:型钢堆垛机总体方案设计拨钢AbstractSteel stacking machine is a labor-saving, resource saving an automatic bale of steel forming equipment, Steel stacker system is simple, highly automated, flexible operation,the paper introduces the overall scheme of steel stacker design and allocation of the design of steel bodies, mainly made for the overall design process , including the hydraulic system design, transmission design, control system design, flip design agency, lifting body design, positioning mechanism design, moving steel body design, which also dial the central axis of the design of steel bodies, gear selection, motor selection and chain design part of doing the necessary instructions.Keywords: stacker section overall scheme of steel stacker design dial steel目录摘要 (I)Abstract...................................................................................................................... I I 第1章概述 . (5)1.1磁性堆垛机 (6)1.2非磁性堆垛机 (7)第2章型钢堆垛机总体设计 (10)2.1 设计型钢堆垛机应考虑的问题 (10)2.1.1 型钢堆垛机的设计参数 (10)2.1.2 型钢堆垛机的工艺参数 (11)2.1.3 堆垛机的工艺流程 (12)2.1.4 堆垛机平面示意图 (12)2.1.5 堆垛机的结构设计 (13)2.1.6 堆垛机总体尺寸 (14)2.2型钢堆垛机的总体方案设计 (14)2.2.1 单传辊道的方案设计 (14)2.2.2 传动系统的方案选择 (14)2.2.3 定位机构的方案设计 (16)2.2.4 液压系统的方案设计 (16)2.2.5 移钢机构的方案设计 (19)2.2.6 翻转机构的方案设计 (19)2.2.7 升降机构的方案设计 (20)2.2.8 控制系统的方案设计 (20)第3章拨钢机构的设计 (23)3.1 电动机和减速器的选择 (23)3.1.1 电动机类型的选择 (23)3.1.2 减速器的选择 (25)3.2 滚子链传动的设计 (25)3.2.1 链传动的特点及应用 (25)3.2.2 链传动的参数选择原则 (27)3.2.3 拨钢机构滚子链的设计 (27)3.2.4 链轮结构尺寸的确定 (29)3.2.5 链轮的选材及热处理 (30)3.2.6 链传动的润滑 (30)3.3 轴的设计与校核 (32)3.3.1 轴的结构工艺性 (32)3.3.2 轴的材料 (32)3.3.3 轴上的力分析 (33)3.3.3 轴一的校核 (35)3.3.4 确定轴一的各段尺寸和长度 (40)3.3.5 轴上零件的周向定位 (41)3.3.6 确定圆角和倒角的尺寸 (41)3.3.7 平键的校核 (41)3.4 螺栓的选择 (42)第四章经济性分析 (43)第5章结论 (44)参考文献 (45)致谢 (46)第1章概述堆垛机是用来将预定根数的成排的型钢码成紧密有序的方形或矩形钢材垛,然后送往打捆区进行捆扎以完成安全运输和储存的市场需要。
堆垛机说明书
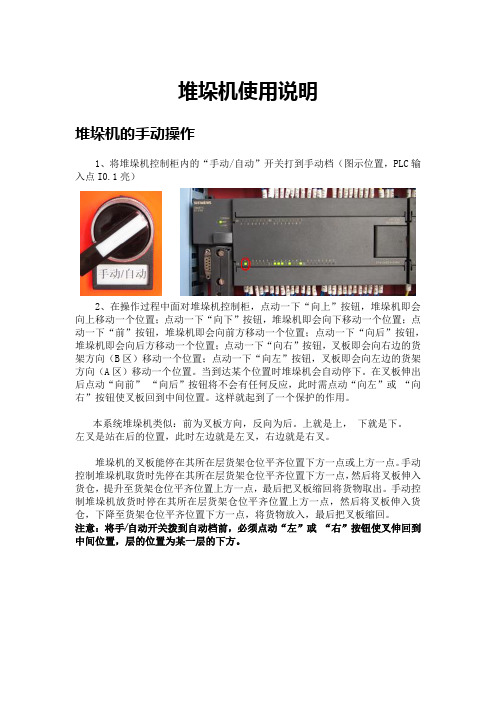
堆垛机使用说明堆垛机的手动操作1、将堆垛机控制柜内的“手动/自动”开关打到手动档(图示位置,PLC输入点I0.1亮)2、在操作过程中面对堆垛机控制柜,点动一下“向上”按钮,堆垛机即会向上移动一个位置;点动一下“向下”按钮,堆垛机即会向下移动一个位置;点动一下“前”按钮,堆垛机即会向前方移动一个位置;点动一下“向后”按钮,堆垛机即会向后方移动一个位置;点动一下“向右”按钮,叉板即会向右边的货架方向(B区)移动一个位置;点动一下“向左”按钮,叉板即会向左边的货架方向(A区)移动一个位置。
当到达某个位置时堆垛机会自动停下。
在叉板伸出后点动“向前”“向后”按钮将不会有任何反应,此时需点动“向左”或“向右”按钮使叉板回到中间位置。
这样就起到了一个保护的作用。
本系统堆垛机类似:前为叉板方向,反向为后。
上就是上,下就是下。
左叉是站在后的位置,此时左边就是左叉,右边就是右叉。
堆垛机的叉板能停在其所在层货架仓位平齐位置下方一点或上方一点。
手动控制堆垛机取货时先停在其所在层货架仓位平齐位置下方一点,然后将叉板伸入货仓,提升至货架仓位平齐位置上方一点,最后把叉板缩回将货物取出。
手动控制堆垛机放货时停在其所在层货架仓位平齐位置上方一点,然后将叉板伸入货仓,下降至货架仓位平齐位置下方一点,将货物放入,最后把叉板缩回。
注意:将手/自动开关拨到自动档前,必须点动“左”或“右”按钮使叉伸回到中间位置,层的位置为某一层的下方。
3堆垛机位置的确定货仓从左至右依次是1-12列,0列为入货台那列,结尾列为出货台那一列。
从下至上1-5层。
前排以A1为命名,共60个货位。
后排以B1为命名,也有60个货位。
立体货仓的仓位地址使用字符串表示:前两位表示仓位所在行(本实验室有两行,定义为A1和B1);中间两位是堆垛机的所在列;后两位是堆垛机的所在层。
如:“A10101”,表示堆垛机的当前所在位置为外面一行第1列第1层。
如:“B10405”,表示堆垛机的当前所在位置为靠墙一行第4列第5层。
Cascade 55E-FD-660单双花基堆垛机手册说明书
cascadeாFor Technical Assistance call: 800-227-2233, Fax: 888-329-8207Serial NumberModelc Parts ManualSingle-Double Pallet Handler55E-FD-66055EREF QTY PART NO.DESCRIPTION16665595No Hand Hold Decal 24679150No Step Decal11222SD0106.illOn upper hooks12PublicationsDecals55EPART NO.DESCRIPTIONParts Manual 213580Operator’s Guide213372Installation Instructions 679929Tool Catalog673964Literature Index Order FormTO O L C A T A L O GPA R T S MA N UA LSE RV I C EM AN U AL GA0006.epsIN S TA L L A T I O N IN S TR cascade Service Literature Index and Order Formcascade PERATOR’S GUIDEOCommon PartsREF QTY PART NO.DESCRIPTION72210489Rod End Anchor s86768303Capscrew, M10 x 35 s94210140Bearing Retainer1012787375Capscrew, M8 x 20 GR 8.8 111214631T-Bar – Lower121220009Retainer/Stop – RH131220008Retainer/Stop – LH1444730-1050Bearing Segment1513211689Capscrew, M12 x 30 GR 10.9 161220143T-Bar – Upper171216838Valve Assembly v181211456Manifold196768208Capscrew, M8 x 25204768795Capscrew, M8 x 30211675548Sideshift Cylinder q 222672018Upper Bearing232208350Lower Bearing241218208Spacer Block254767615Capscrew, M10 x 255See Frame Cylinder page for parts breakdown.v See Valve Assembly – Class III page for parts breakdown. s Included in Cylinder Rod Anchor Kit 213856.REF QTY PART NO.DESCRIPTION262209741Rod End s276684649Capscrew, M10 x 25282214633T-Bar – Lower292212585Bearing Retainer302212586Bearing Retainer312672726Cotter Pin321675550Washer332678525Clevis Pin347214053O-Ring3544730-1040Bearing Segment361211371Anchor Bracket371212741Valve Guard382604511Fitting, 6-6 x392601676Fitting, 6-6 x404210490Retainer Half Ring s4137214487Capscrew, M12 x 40422215226Hanger434787383Lockwasher, M10444762900Capscrew, M6 x 25q See Sideshift Cylinder page for parts breakdown.x Included in Fitting Group 213099.Reference: SK-6373.55EREF QTY PART NO.DESCRIPTION220183Base Unit Group – Class III 11220077Baseplate22214620Frame Cylinder 5314786-0488Bearing Segment – LH 42214628T-Bar –Upper51212722Fork Stop614787-0488Bearing Segment – RHFrame CylinderSTAMPEDCYLINDERASSEMBLYPART NUMBER55EREF QTY PART NO.DESCRIPTION214620Cylinder Assembly11214621Cylinder/Shell214157-805Rod31213783End Cap48768208Capscrew, M8 x 2551209809Bearing v61787375Capscrew, M8 x 2071212452Retainer83643379O-Ring v92210050Back-Up Ring v101212477Seal v111209808Seal v122214053O-Ring v131562131Wiper v210090Service Kitv Included in Service Kit 210090.Reference: S-4643, S-4644.Valve55EREF QTY PART NO. DESCRIPTION216838 Valve Assembly1 1 219039 Check Valve2 1 –– Service Kit3 1 609234 Plug4 1 216839 Valve Body5 1 213535 Crossover Relief Valve6 1 682170 Service Kit7 1 219040 Flow Divider/Combiner8 1 –– Service KitSideshift CylinderITA Class III55EREF QTY PART NO. DESCRIPTION675548 Cylinder Assembly1 1 553857 Nuts 2 1 662452 Seal3 1 553501 Pistons 4 1 636851 Wipers 5 1 638247 Back-up Ring6 1 675550 Washer (orifice .085 in.)7 1 675549 Shell8 1 553449 Rods9 1 2785 O-Rings10 1 615128 Back-up Ring11 1 553500 Retainer12 1 553856 Retaining Ring13 1 7202 Snap Rings14 1 641835 Seal553861 Service Kits Included in Service Kit 553861.Common PartsREF QTY PART NO. DESCRIPTION 8 1 220096 Upper Hook – LH 9 1 220095 Upper Hook – RH 10 2 213011 Ball Joint11 4 766646 Capscrew, M10 x 2012 4 212687 Fork Stop13 8 769574 Capscrew, M16 x 3514 12 769578 Capscrew, M16 x 6015 4 769577 Capscrew, M16 x 5016 8 769573 Capscrew, M16 x 3017 2 210587 Spacer18 4 214414 Capscrew, M10 x 12Reference: SK-6373 and 6374. Common Parts Group 220285.REF QTY PART NO. DESCRIPTION 19 2 4501-0222 Bearing Segment 20 2 212979 Bearing Retainer 21 1 212682 Bearing – RH 22 1 213899 Bearing – LH 23 4 213364 Key24 2 213360 Bearing Retainer 25 4 212559 Shim, .04 in. (1 mm)26 4 213913 Shim, .02 in. (.5 mm)27 4 787375 Capscrew, M8 x 2028 4 797611 Spacer 29 4 797610 Spacer55EREF QTY PART NO. PART NO. PART NO. PART NO. DESCRIPTION 220119 220122 220123 220120 Arm Group1 2 220175 220176 220177 220174 Upper Arm Bar2 1 220214 220216 220217 220213 Lower Arm Bar – RH 3 1 220204 220206 220207 220203 Lower Arm Bar – LH 4 1 220135 220136 220137 220135 Lower Hook – RH 5 1 220138 220139 220140 220138 Lower Hook – LH 6 2 10273-0243 10273-0133 10273-0178 10273-0243 Bracket 7 2 218895 219979 219979 218895 Gas SpringDIMENSION – AMAXIMUM ITI FORK RANGE28 in. 28.5 in. 31 in. 32 in.(720 mm) (730 mm) (790 mm) (820 mm)NOTE:Position the inner forks tomaximum width and measure A to determine maximum inner fork inside to inside (ITI) range.(FORK RANGE)Tube Backrest/Fork Group55ESIZE (IN.)FORK GROUPREF 1REF 2REF 3REF 4L W H B PART NO.Outer Fork–RH Outer Fork–LH Inner Fork–RH Inner Fork–LH46.0 2.0 2.048.0394868394890394887394896394893cascadeᮋFor Technical Assistance call: 800-227-2233, Fax: 888-329-8207To Order Parts call: 888-227-2233, Fax: 888-329-023455EITA III REF QTYPART NO.DESCRIPTION212574Upper Hook Group ▲211175Bolt-On Lower Hook Group ●11218207Upper Hook - RH 21218206Upper Hook - LH 36678997Capscrew, M16 x 65427403Grease Fitting 52675969Lower Hook 64667225Washer74751511Capscrew, M16 x 55▲Includes items 1–3.●Includes items 5–7.Reference: SK-6373.Mounting Group ITA Class IIIDo you have questions you need answered right now? Call your nearest Cascade Parts Department.Cascade (UK) Ltd.15, Orgreave Crescent Dore House Industrial Estate HandsworthSheffield S13 9NQEnglandTel: 742-697524FAX: 742-695121Cascade Scandinavia Hydraulik A.B.Muskötgatan 19, E8-9 S25466 Helsingborg SwedenTel: 42-151135FAX: 42-152997Cascade N.V. European Headquarters P.O. Box 30091300 El Almere Damsluisweg 561332 ED AlmereThe NetherlandsTel: 31-36-5492911 FAX: 31-36-5492964Cascade Norway Østerliveien 37A 1153 Oslo NorwayTel: 47-22-743160 FAX: 47-22-743157Cascade France S.A.R.L.11, Rue Jean CharcotZone Industrielle Sud orB.P. 2291421 Morangis CedexFranceTel: 1- 64547501FAX: 1-9790584Cascade Hispania S.A.Avenida De La Fabregada, 7Hospitalet De LlobregatBarcelonaSpainTel: 3-335-5158FAX: 3-335-4756Cascade Canada Inc.5570 Timberlea Blvd.Mississauga, OntarioCanada L4W-4M6Tel: 905-629-7777FAX: 905-629-7785Cascade GmbHD-41199 MonchengladbachKlosterhofweg 52GermanyTel: 21-66-602091FAX: 21-66-680947Cascade N.V.Benelux Sales and ServiceP.O. Box 30091300 El AlmereDamsluisweg 561332 ED AlmereThe NetherlandsTel: 31-36-5492950FAX: 31-36-5492974Cascade Finland01370 VantasFinlandTel: 358-0-836-1925FAX: 358-0-836-1935Cascade Corporation2501 Sheridan Avenue Springfield, OH 45505Tel:888-CASCADE (227-2233) FAX: 888-329-0234c Cascade Japan Ltd. 5-5-41,Torikai Kami Settsu, Osaka Japan, 566Tel: 81-726-53-3490 FAX: 81-726-53-3497Cascade KoreaRoom 508, Pum Yang Bldg. 750-14, Bang Bac-Dong Se-Cho Ku, SeoulKoreaTel: 2599-7131 ext. 512 FAX: 2533-8089HYCO-Cascade Pty. Ltd.1445 Ipswich RoadRocklea,Queensland 4107AustraliaTel: 3-274-2722FAX: 3-274-3456HYCO-Cascade (NZ) Ltd.15 Ra Ora Drive, East TamakiP.O. Box 38-440Howick, AucklandNew ZealandTel: 9-273-9136FAX: 9-273-9137Cascade (Africa) Pty. Ltd.P.O. Box 625, Isando 160060A Steel RoadSparton, Kempton ParkSouth AfricaTel: 975-9240FAX: 394-1147Cascade-Xiamen Wanshan No. 1 Workshop Huli RoadXiamen 361006Fujian, PRCTel: 592-562-4600 FAX: 592-562-4671Cascade (Singapore) Trading Co.Four Seasons Park Autumn Block - Apt. 1802 12 Cascaden Walk SingaporeTel: 65-834-1935FAX: 65-834-1936ᮊ Cascade Corporation 1998 4-98。
(完整版)全自动高位码垛机说明书
电气控制系统1.系统概述电气控制系统控制并协调码垛系统各单元的动作,使码垛机按照工艺流程来完成整个生产过程。
工艺过程如下:包装好的料袋经过斜坡输送机进入压平机和加速输送机,对料袋进行整平、加速,然后进行转位(需要时)和编组操作,将竖袋2袋编为1组,横袋3袋编为1组;编好组的料袋由推袋机推到分层机上,一层5个料袋在分层机上再次整形后,打开分层机放到升降机上的托盘上,升降机下降一层料袋的高度,即码好一层;这样码完8层(或10层)即为一垛,码好后升降机下降到最低位,再由垛盘输送机将垛盘输送到无动力垛盘输送机上,最后由叉车运走。
托盘的供给:叉车将空托盘(最多10个)放入托盘仓中,托盘仓能自动地将托盘放到托盘输送机上,再由托盘输送机送到升降机上。
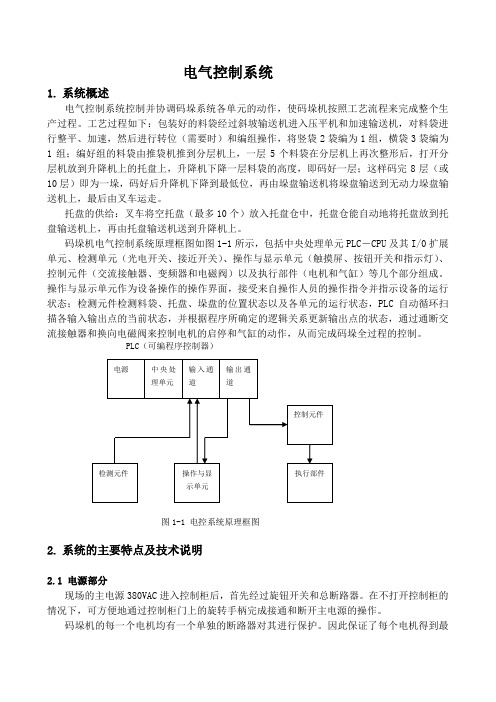
码垛机电气控制系统原理框图如图1-1所示,包括中央处理单元PLC-CPU及其I/0扩展单元、检测单元(光电开关、接近开关)、操作与显示单元(触摸屏、按钮开关和指示灯)、控制元件(交流接触器、变频器和电磁阀)以及执行部件(电机和气缸)等几个部分组成。
操作与显示单元作为设备操作的操作界面,接受来自操作人员的操作指令并指示设备的运行状态;检测元件检测料袋、托盘、垛盘的位置状态以及各单元的运行状态,PLC自动循环扫描各输入输出点的当前状态,并根据程序所确定的逻辑关系更新输出点的状态,通过通断交流接触器和换向电磁阀来控制电机的启停和气缸的动作,从而完成码垛全过程的控制。
PLC(可编程序控制器)图1-1 电控系统原理框图2.系统的主要特点及技术说明2.1 电源部分现场的主电源380VAC进入控制柜后,首先经过旋钮开关和总断路器。
在不打开控制柜的情况下,可方便地通过控制柜门上的旋转手柄完成接通和断开主电源的操作。
码垛机的每一个电机均有一个单独的断路器对其进行保护。
因此保证了每个电机得到最佳的保护,并且便于在发生故障的情况下查找故障点。
本系统所采用的保护断路器集成了多种保护功能,即短路、过载及断相保护,因而省去了传统的热继电器。
系统说明文档(堆垛机部分)

天津市供电公司电能计量资产智能管理系统说明全自动立体库房硬件主要由堆垛机、货架、输送链、控制台四大部分组成,控制软件主要由组态软件构成,整个系统的自动化程度很高,无需人为控制。
本文介绍手动操作之后,重点说明自动控制部分。
1.将堆垛机控制柜上的“手动/自动”开关打到手动档(图示位置,PLC输入点I0.1亮)2.在操作过程中面对堆垛机控制柜,点动一下“向上”按钮,叉伸平台即会向上移动一个位置;点动一下“向下”按钮,叉伸平台即会向下移动一个位置;点动一下“前”按钮,堆垛机即会向前方移动一个位置;点动一下“向后”按钮,堆垛机即会向后方移动一个位置;点动一下“向右”按钮,叉板就会向右边移动一个位置;点动一下“向左”按钮,叉板就会向左边移动一个位置。
当到达某个位置时堆垛机会自动停下。
在叉板伸出后点动“向前”“向后”按钮将不会有任何反应,此时需点动“向左”或“向右”按钮使叉板回到中间位置。
这样就起到了一个保护的作用。
3.堆垛机位置的确定:货仓从左至右依次是1-14列,从下至上1—7层。
立体货仓的仓位地址使用字符串表示:前两位表示仓位所在行,用A2表示;中间两位是堆垛机的所在列;后两位是堆垛机的所在层。
如:“A20401”,表示堆垛机的当前所在位置为外面一行第4列第1层。
需要注意的是堆垛机叉板每层都有上下两个位置,用来抬起货物和放下货物。
正确的初始位置应该是在每层的下位。
将输送链和堆垛机电源全部打开后直接点击桌面上名为自动仓储系统的快捷方式,此时将同时打开条码扫描和组态王两个程序。
界面分别如下:图1.条码扫描程序图2.组态王程序进入运行界面后,要核对堆垛机当前所在的位置。
若实际位置和软件显示不符,请点击堆垛机复位按钮。
(请勿在堆垛机运行时点击)如果出现以下界面说明是条码扫描程序已经打开。
出现建立DDE失败的情况说明在组态王软件打开时,条码扫描程序未能打开。
堆垛机的出入库指令由管理软件来发,堆垛机自动执行该任务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
堆垛机使用说明
堆垛机的手动操作
1、将堆垛机控制柜内的“手动/自动”开关打到手动档(图示位置,PLC输入点亮)
2、在操作过程中面对堆垛机控制柜,点动一下“向上”按钮,堆垛机即会向上移动一个位置;点动一下“向下”按钮,堆垛机即会向下移动一个位置;点动一下“前”按钮,堆垛机即会向前方移动一个位置;点动一下“向后”按钮,堆垛机即会向后方移动一个位置;点动一下“向右”按钮,叉板即会向右边的货架方向(B区)移动一个位置;点动一下“向左”按钮,叉板即会向左边的货架方向(A区)移动一个位置。
当到达某个位置时堆垛机会自动停下。
在叉板伸出后点动“向前”“向后”按钮将不会有任何反应,此时需点动“向左”或“向右”按钮使叉板回到中间位置。
这样就起到了一个保护的作用。
本系统堆垛机类似:前为叉板方向,反向为后。
上就是上,下就是下。
左叉是站在后的位置,此时左边就是左叉,右边就是右叉。
堆垛机的叉板能停在其所在层货架仓位平齐位置下方一点或上方一点。
手动控制堆垛机取货时先停在其所在层货架仓位平齐位置下方一点,然后将叉板伸入货仓,提升至货架仓位平齐位置上方一点,最后把叉板缩回将货物取出。
手动控制堆垛机放货时停在其所在层货架仓位平齐位置上方一点,然后将叉板伸入货仓,下降至货架仓位平齐位置下方一点,将货物放入,最后把叉板缩回。
注意:将手/自动开关拨到自动档前,必须点动“左”或“右”按钮使叉伸回到中间位置,层的位置为某一层的下方。
3堆垛机位置的确定
货仓从左至右依次是1-12列,0列为入货台那列,结尾列为出货台那一列。
从下至上1-5层。
前排以A1为命名,共60个货位。
后排以B1为命名,也有60个货位。
立体货仓的仓位地址使用字符串表示:前两位表示仓位所在行(本实验室有两行,定义为A1和B1);中间两位是堆垛机的所在列;后两位是堆垛机的所在层。
如:“A10101”,表示堆垛机的当前所在位置为外面一行第1列第1层。
如:“B10405”,表示堆垛机的当前所在位置为靠墙一行第4列第5层。
二、堆垛机、输送链的自动控制
1、将堆垛机和输送链控制柜内的“手动/自动”开关均打到自动档(图示位置,
PLC 输入点暗)。
保证堆垛机的叉伸在中间位置,对应层的位置为某一层的下方。
2、运行“立库对接LED-COM5和立库对接LED-COM6”程序
弹出如下两个画面
缩小化。
3、“堆垛机运行系统”程序和单片机通讯程序。
双击桌面的“条码”图标和“单片机通讯”图标,进入VB运行系统。
弹出如下两个画面
4、双击桌面的“启动立库系统”按钮,弹出如下画面。
点击左键进入数据刷新界面。
按确认进入程序主界面。
主界面
若出现下图所示当前信息全为??的情况,说明主控机与PLC通讯失败,请检查PLC控制柜电源是否打开,它与电脑的通讯接口是否出现松动。
一切正常核对完之后,如下所示:
相应的信息栏有信息显示。
(1)入库作业
[设置入库单]
新建入库申请。
输入入库货物条码:
选择入库仓位,点击“确定”按钮确定:
所有入库请求添加完毕,点击“生成入库单”按钮
返回主界面。
点击导入入库作业
一般情况下是最后一条指令,导入并运行。
入口条码器读到条码的时候,堆垛机会自动运行。
把货物送到指定的仓位里面去。
作业类型:入库;
出库;
移库;
对调;
状态: 0——未执行;
1——正在执行;
2——任务完成。
手动依次将需要入货的物流盒放到滚筒输送链上,有条码的一面朝向条码阅
读器。
盒子的间距保持在米之间。
(2)出库作业
[设置出库单]
首先点击设置出库按钮:
弹出以下界面。
点添加出库请求
根据出库仓位里面有的仓位,选择对应的分拣口。
点击确认。
生成出库单。
点击确认,就可以返回主界面。
点击导入出库作业
一般情况也是最后一条,选中,导入数据并运行。
(3)调库作业
[设置调库单]
首先点击设置调库按钮:
弹出以下界面.
点添加调库请求
根据所对应仓库地址进行对调或移库。
生成出库单。
点击确认,就可以返回主界面。
点击导入调库作业
一般情况也是最后一条,选中,导入数据并运行。
注意:不能随意修改,只能在堆垛机出现故障后去修改。
界面中,左边可以动画显示仓库内的货物状态(有货物则显示图标,无货物则无图标),右边表格中也显示当前仓库内的货物状态,
如果要修改某个非空仓位内货物的商品信息,则先鼠标单击该仓位,选择“修改”,输入货物数量,替换货物条码,最后点击“确定”即可;如果要删除某个非空仓位内的货物,则先鼠标单击该仓位,然后点击“清空该仓位”,此时界面上对应的那个仓位中的货物图标就会消失。
(4)复位
在界面的右下角还有个复位按钮,是“堆垛机复位”。
当系统出现故障时,它是快速恢复到正常状态的有效方法。
堆垛机复位:
将堆垛机移至出货台。
当堆垛机不在它的标准位置时,点击此按钮可快速使堆垛机回到标准位置,并与主控机中的当前层、当前列保持一致。
点击“堆垛机复位”按钮时必须保证堆垛机的叉伸没有伸出,如果此时叉伸不在中心位置,请将堆垛机切换至手动状态,然后由按钮开关将叉伸缩回中心位置,然后再按“堆垛机复位”。