减速器箱体设计
减速器箱体的加工工艺及夹具毕业设计论文
减速器箱体的加工工艺及夹具毕业设计论文一、引言减速器是广泛应用于机械传动系统中的一种装置,它能够减小输入轴转速并增加输出轴扭矩,从而实现传动系统的变速和精确控制。
减速器箱体作为减速器的主要构件之一,承载着所有零部件的实际运行和传递力的重要作用。
因此,减速器箱体的加工工艺和夹具设计将直接影响减速器的性能和质量。
针对这一问题,本论文将对减速器箱体的加工工艺和夹具进行研究和探讨。
二、减速器箱体的加工工艺1.准备工作:包括对加工工具和设备的准备、原材料的选取和准备、加工工艺流程的制定等。
2.下料与锯切:按照设计图纸要求,对原材料进行下料和锯切,以得到箱体所需的各个零部件。
3.零件加工:对下料后的零部件进行加工,包括铣削、钻孔、车削等工序,以获得符合设计要求的精确尺寸和形状。
4.零件组装:将加工好的各个零部件按照设计要求进行组装,采用适当的连接方式(如螺栓连接、焊接等),确保箱体的稳固性和密封性。
5.表面处理:对于减速器箱体外表面的处理,可以采用喷涂、电镀、抛光等方式,以增强箱体的耐腐蚀性和美观性。
6.零件检验:对于加工好的箱体零部件进行检验,主要包括尺寸精度、形状公差、装配合格性等方面的检验,以确保箱体的质量。
7.最终组装和调试:将经过检验合格的零部件进行最终组装,并进行调试和测试,确保减速器箱体的性能和功能达到设计要求。
三、减速器箱体加工工艺中的夹具设计夹具是加工工艺中的重要辅助工具,它能够固定工件、定位、限制运动和提高加工稳定性。
在减速器箱体加工过程中,夹具的设计对于保证加工质量和提高生产效率起到关键作用。
以下是减速器箱体加工工艺中常用的夹具设计方法:1.定位夹具:定位夹具主要用于将待加工的零部件正确的位置上,确保加工精度和减小误差。
常用的定位夹具有平行销、固定块、定位板等。
2.夹持夹具:夹持夹具用于将工件固定在加工设备上,以保证加工过程的稳定性和安全性。
常用的夹持夹具有机械夹具、液压夹具、气动夹具等。
减速器箱体分析报告
减速器箱体分析报告一、引言减速器被广泛应用于工业生产中,其主要作用是将高速运动的机械传动转化为较低速度的输出。
减速器箱体作为减速器的重要组成部分,起到保护内部齿轮和传动装置的作用,同时具有保证减速器正常运行的重要功能。
本报告旨在对减速器箱体进行分析,评估其设计和制造质量,为减速器的性能提供参考。
二、减速器箱体结构分析减速器箱体通常由铸铁或铸钢材料制成,具有较高的强度和刚度。
其主要结构包括底盖、外壳、分体式箱体等组件。
底盖用于支撑和固定内部齿轮和传动装置,外壳则用于保护内部机械零件。
分体式箱体为适应不同传动装置的安装和维修需求,可方便地进行拆装。
减速器箱体的结构设计需要考虑各种力学因素,以保证其在运行中的稳定性和可靠性。
三、减速器箱体制造工艺分析减速器箱体的制造工艺对其质量和性能影响较大。
首先,材料的选择和熔炼工艺需要满足相应的强度和韧性要求,以确保箱体的使用寿命和可靠性。
其次,铸造工艺对于箱体的形状和尺寸精度起到决定性作用。
应采用合适的铸造方法,如砂型铸造、金属型铸造等,以保证箱体的内外表面光洁度和尺寸精度。
最后,对于分体式箱体的制造,需要采用精密加工设备进行加工和装配,以确保箱体的拆装性和可维修性。
四、减速器箱体性能评估减速器箱体的性能评估主要包括强度、刚度、密封性和抗腐蚀性等方面。
强度和刚度评估需要进行有限元分析或实验测试,以验证箱体在工作条件下的承载能力和变形情况。
密封性评估则需要进行密封试验,以确保箱体内部环境无泄漏。
抗腐蚀性评估需要对箱体涂层和防护措施进行检测,以确保其能够在恶劣环境下长期使用。
五、减速器箱体质量控制减速器箱体的质量控制是保证减速器性能和寿命的重要环节。
在制造过程中,需要严格控制材料的质量,确保其符合相关标准和规范要求。
同时,需要对箱体的加工和装配过程进行严格监控和检测,以确保其尺寸和装配质量满足设计要求。
对于分体式箱体,还需要进行拆装试验,以验证其可靠性和可维修性。
六、结论减速器箱体作为减速器的重要组成部分,对于减速器的正常运行和性能具有重要影响。
减速器箱体数控课程设计

减速器箱体数控课程设计一、课程目标知识目标:1. 学生能够理解减速器箱体的结构特点及其在机械系统中的作用。
2. 学生能够掌握数控编程的基本原理,并运用到减速器箱体的加工中。
3. 学生能够了解并描述减速器箱体数控加工的工艺流程及其相关参数设置。
技能目标:1. 学生能够运用CAD/CAM软件进行减速器箱体的三维建模和数控程序编制。
2. 学生能够操作数控机床,完成减速器箱体的仿真加工和实际加工。
3. 学生能够根据加工要求,合理选择刀具和加工参数,提高加工效率和产品质量。
情感态度价值观目标:1. 培养学生严谨细致的工作态度,增强对数控加工职业的认同感。
2. 培养学生的团队协作意识,提高沟通与交流能力。
3. 激发学生的创新思维,鼓励他们在设计过程中敢于尝试,不断优化设计方案。
课程性质:本课程为实践性较强的课程,结合数控技术、机械设计和制造工艺等知识,以减速器箱体为载体,培养学生的实际操作能力和创新能力。
学生特点:学生具备一定的机械基础知识,但对数控编程和加工工艺了解较少,需要通过实践操作和教师指导,逐步掌握相关技能。
教学要求:注重理论与实践相结合,强调学生在实践过程中掌握理论知识,提高技能水平。
同时,关注学生的情感态度价值观培养,为学生的职业发展和终身学习奠定基础。
通过分解课程目标为具体学习成果,为后续教学设计和评估提供依据。
二、教学内容1. 减速器箱体结构分析:讲解减速器箱体的结构特点、设计要求及其在机械系统中的应用。
相关教材章节:第二章《机械设计基础》第三节《常用机械传动装置》。
2. 数控编程基础:介绍数控编程的基本概念、编程方法和流程。
相关教材章节:第三章《数控编程技术》第一节《数控编程概述》。
3. 减速器箱体数控加工工艺:分析减速器箱体加工的工艺流程、加工参数设置及刀具选择。
相关教材章节:第三章《数控编程技术》第二节《数控加工工艺》。
4. CAD/CAM软件应用:教授CAD/CAM软件进行减速器箱体三维建模、数控程序编制的操作方法。
涡轮减速器箱体加工工艺及夹具设计

涡轮减速器箱体加工工艺及夹具设计涡轮减速器是一种广泛应用于机械传动系统中的关键零部件,它通过几个齿轮的转动来实现输入轴和输出轴的转速的比例变换。
其箱体是涡轮减速器的主要组成部分之一,通过对箱体进行加工工艺的合理设计和夹具的设定,可以保证涡轮减速器箱体的加工质量和生产效率。
下面将对涡轮减速器箱体的加工工艺和夹具设计进行详细介绍。
在箱体加工过程中,需要设计合理的夹具来保证箱体的加工精度和稳定性。
夹具设计需要遵循以下原则:夹紧力要均匀,夹具刚度要足够,易于操作和调整,可以保证加工的精度和效率。
在设计夹具时,可以考虑采用多夹点夹具和活动式夹具。
多夹点夹具可以均匀分布夹紧力,减小加工过程中的变形和误差。
活动式夹具可以适应不同型号和规格的箱体加工,提高生产效率和灵活性。
另外,在夹具设计中还需要考虑加工余量和合理的夹紧方式。
加工余量是为了保证加工后的箱体尺寸和形状满足设计要求。
夹紧方式可以采用机械夹紧、液压夹紧或气动夹紧等方式,根据具体的加工要求选择合适的夹紧方式。
在进行实际加工操作时,还需要注意刀具的选择和切削参数的设定。
刀具的选择要考虑切削材料的硬度和加工表面的质量要求。
切削参数的设定要根据具体的加工要求和切削材料的特性来确定。
涡轮减速器箱体加工工艺及夹具设计
摘要减速器是一种由封闭在刚性克体内的齿轮传动蜗杆传动或齿轮蜗杆传动所组成的独立部件,常用在动力机与工作机之间作为减速的传动装置.它是一种相对精密的机械,使用它的目的是降低转速,增加转矩.减速器在原动机和工作机或执行机构之间起匹配转速和传递转矩的作用,而且由于结构紧凑效率高、传递运动准确可靠、使用维护简单并可成批生产在现代机械中应用极为广泛.而箱体作为减速器的载体,研究箱体的加工工艺就显得尤为重要了.一般来说,箱体的结构比较复杂,箱体外面都有许多平面和孔,内部呈腔形,壁薄且不均匀,刚度较低,加工精度要求较高,特别是主轴承孔和基准平面的精度.通过对涡轮减速器箱体零件图的分析及结构形式的了解,从而对减速器进行工艺分析、工艺说明及加工过程的技术要求和精度分析,然后对一个铣削工序和一个钻削工序进行夹具设计.关键词:减速器,工艺分析,夹具设计,减速器箱体AbstractSpeed reducer is enclosed by a rigid body in the gear transmission, worm drive or gear worm transmission of independent components, commonly used in power and work machine as the slowdown between transmission device it is a relatively sophisticated machinery, the use of its purpose is to reduce speed and increase torque reducer prime mover and work in machine or holding the line between institutions and the transfer speed matching up the role of torque, and because the compact structure efficiency high transfer movement accurate and reliable use simple maintenance and batch production in the modern machinery are widely as the carrier of speed reducer and cabinet, the processing technology of the cabinet is particularly important in general, the structure of the case is complex, outside the there are many plane and hole, in internal cavity shape, the wall is thin and uneven, stiffness is low, processing higher accuracy. Especially the main bearing hole and benchmark the precision of the plane through the turbine speed reducer drawing analysis and understanding of the structure form, and on the analysis of the technology process description on gear reducer and machining process of technical requirements and accuracy analysis, and then on to a milling process and a drilling process for fixture design.Key words: Gear reducer , Processing technology , Tongs,Gearcase目录摘要 (I)Abstract (II)1 绪论 (1)2 零件工艺的分析 (1)2.1 确定毛坯的制造形式 (1)2.2 箱体零件的结构工艺性 (1)2.3主要平面 (2)3 拟定箱体加工的工艺路线 (2)3.1加工方法的选择 (2)3.2加工阶段的划分 (3)3.3工序的集中与分散 (3)3.4加工顺序的安排 (4)3.5具体工序尺寸和加工余量的确定 (6)3.6机床与相应切削用量的确定 (6)4 基准的选择 (9)4.1定位基准的选择 (9)4.1.1粗基准的选择 (9)4.1.2精基准的选择 (9)5 夹具的设计 (10)5.1设计铣蜗杆端盖的小端面夹具 (10)5.1.1问题的指出 (10)5.1.2夹具设计 (10)5.2钻床夹具设计 (12)5.2.1 定位方案 (12)5.2.2选择加紧机构 (12)5.2.3选择导向装置 (13)6 结论与展望 (14)参考文献 (15)1 绪论箱体零件是机器或部件的基础零件,它把有关零件联结成一个整体,使这些零件保持正确的相对位置,彼此能协调地工作。
机械设计课程设计步骤减速器的设计

目录第一章传动装置的总体设计一、电动机选择1.选择电动机的类型2.选择电动机的功率3.选择电动机的转速4.选择电动机的型号二、计算总传动比和分配各级传动比三、计算传动装置的运动和动力参数1.各轴转速2.各轴功率3.各轴转矩4.运动和动力参数列表第二章传动零件的设计一、减速器箱体外传动零件设计1.带传动设计二、减速器箱体内传动零件设计1.高速级齿轮传动设计2.低速级齿轮传动设计三、选择联轴器类型和型号1.选择联轴器类型2.选择联轴器型号第三章装配图设计一、装配图设计的第一阶段1.装配图的设计准备2.减速器的结构尺寸3.减速器装配草图设计第一阶段二、装配图设计的第二阶段1.中间轴的设计2.高速轴的设计3.低速轴的设计三、装配图设计的第三阶段1.传动零件的结构设计2.滚动轴承的润滑与密封四、装配图设计的第四阶段1.箱体的结构设计2.减速器附件的设计3.画正式装配图第四章零件工作图设计一、零件工作图的内容二、轴零件工作图设计三、齿轮零件工作图设计第五章注意事项一、设计时注意事项二、使用时注意事项第六章设计计算说明书编写第一章 传动装置总体设计一、电动机选择1.选择电动机的类型电动机有直流电动机和交流电动机;直流电动机需要直流电源,结构复杂,价格较高;当交流电动机能满足工作要求时,一般不采用直流电动机,工程上大都采用三相交流电源,如无特殊要求应采用三相交流电动机;交流电动机又分为异步电动机和同步电动机,异步电动机又分为笼型和绕线型,一般常用的是Y 系列全封闭自扇冷式笼型三相异步电动机,它具有防止灰尘、铁屑或其他杂物侵入电动机内部的特点,适用于没有特殊要求的机械上,如机床、运输机、搅拌机等;所以选择Y 系列三相异步电动机;2.选择电动机的功率电动机的功率用额定功率P ed 表示,所选电动机的额定功率应等于或稍大于工作机所需的电动机输出功率P d ;功率小于工作要求则不能保证工作机正常工作,或使电动机长期过载,发热大而过早损坏;功率过大,则增加成本,且由于电动机不能满载运行,功率因素和效率较低,能量不能充分利用而造成浪费;工作机所需电动机输出功率应根据工作机所需功率和中间传动装置的效率等确定;工作机所需功率为:w w1000FvP η=,ηw ——工作机卷筒的效率,查吴宗泽P5表1-7;工作机所需电动机输出功率为:w w321234d P P P ηηηηη==,η1 ——带传动效率;η2——滚动轴承效率;η3 ——齿轮传动效率;η4——联轴器效率,查吴宗泽P5表1-7;电动机的额定功率:P ed =启动载荷/名义载荷×P d ,查吴宗泽P167表12-1选择电动机的额定功率; 3.选择电动机的转速具有相同额定功率的同类型电动机有几种不同的同步转速;低转速电动机级数多,外廓尺寸较大,质量较重,价格较高,但可使总传动比及传动装置的尺寸减小,高转速电动机则相反,应综合考虑各种因素选取适当的电动机转速;Y 系列三相异步电动机常用的同步转速有3000r/min 、1500r/min 、1000r/min 和750r/min,一般多选同步转速为1500r/min 和1000r/min 的电动机;为使传动装置设计合理,可根据工作机的转速要求和各级传动机构的合理传动比范围,推算出电动机转速的可选范围,即n d =i 1i 2…i n n w ,n d 为电动机可选转速范围,i 1,i 2,…,i n 为各级传动机构的合理传动比范围,n w 为工作机转速; 工作机转速:w 601000v n πD⨯⨯=查吴宗泽P188表13-2知:i V 带传动=2~4,i 单级圆柱齿轮传动=2~5,则电动机转速的可选范围为 n d =2~4×3~5×3~5×n w 电动机转速推荐选择1500r/min 4.选择电动机的型号根据电动机额定功率和转速,由吴宗泽P167表12-1确定电动机型号; 电动机的主要外形尺寸和安装尺寸吴宗泽P168表12-3① 中心高:H ② 外形尺寸:L ×AC /2+AD ×HD ③ 地脚安装尺寸:A ×B ④ 地脚螺栓孔直径K ⑤ 轴伸尺寸:D ×E ⑥ 装键部位尺寸:F ×G二、计算总传动比和分配各级传动比总传动比为i ,带传动的传动比比为i 0,高速级齿轮传动的传动比为i 1,高速级齿轮传动的传动比为i 2; 在已知总传动比要求时,合理选择和分配各级传动机构的传动比应考虑以下几点 1各级传动比都应在推荐的合理范围以内吴宗泽P188表13-2;2应使各传动件的尺寸协调,结构合理,避免相互干涉碰撞;例如由带传动和齿轮减速器组成的传动中,一般应使带传动的传动比小于齿轮传动的传动比;若带传动的传动比过大,将使大齿轮过大,可能会出现大带轮轮缘与底座相碰;推荐i 0=2~;对于两级齿轮减速器,两级的大齿轮直径尽可能相近,以利于浸油润滑,一般推荐高速级传动比i 1=~i 2;m w n i n == i 0=2~=2i == i 1=~i 2= n m 为电动机满载转速 三、计算传动装置的运动和动力参数机械传动装置的运动和动力参数主要是指各轴的转速、功率和转矩,它是设计计算传动件的重要依据;为进行传动件的设计计算,需先计算出各轴的转速、功率和转矩;一般按电动机至工作机之间运动传递的路线推算各轴的运动和动力参数;1.各轴转速Ⅰ轴 :0i n n m I =;Ⅱ轴 :1i nn I =Ⅱ;Ⅲ轴 :2i n n II =Ⅲ 2.各轴功率Ⅰ轴:1η⨯=d I P P ;Ⅱ轴:32ηη⨯⨯=I P P Ⅱ;Ⅲ轴:32ηη⨯⨯=ⅡⅢP P3.各轴转矩Ⅰ轴:I I I n P T 9550=;Ⅱ轴 II II II n P T 9550=;Ⅲ轴 IIIIII III n PT 9550=设计传动装置时,一般按工作机实际需要的电动机输出功率P d 计算,转速则取满载转速第二章传动零件设计计算一、减速器箱体外传动零件设计1.带传动设计1已知条件:工作机实际需要的电动机输出功率P d,小带轮转速为电动机的满载转速n m,传动比为i0,每天工作16小时,载荷变动小,轻载启动;2设计步骤见教材P163~164;补充步骤9计算大小带轮的最大直径d a教材P160~161;3注意事项:①此时应检查小带轮的最大直径与电动机的安装尺寸是否干涉,即小带轮的最大直径是否大于电动机的中心高,若大于则会干涉,若小于则不会干涉;②大带轮的最大直径与传动装置的外廓尺寸是否干涉的检查待减速器的中心高确定后进行;二、减速器箱体内传动零件设计1.高速级齿轮传动设计1已知条件:斜齿圆柱齿轮传动,输入功率为P I,小齿轮转速为n I,传动比为i1,由电动机驱动,工作寿命为10年,每年工作300天,每天工作16小时,轻微冲击,转向不变;2设计步骤见教材P211~213,P218~221;3注意事项:①齿轮材料要求:若采用齿轮轴时,齿轮的材料应兼顾轴的要求,选用45钢,同一减速器的各级小齿轮或大齿轮的材料若没有特殊要求选用相同的牌号,以减少材料牌号和降低加工的工艺要求;高速级常为齿轮轴,推荐选用45钢;②齿轮传动的尺寸与参数取值原则:法面模数m n取为标准值,齿数z、中心距a、齿宽b取为整数,螺旋角β准确到“秒”,分度圆直径准确到小数点后2到3位;4齿轮的参数和几何尺寸列表m n1=,β1=,z1=,z2=,d1=,d2=,a I-II=,b1=,b2=,d a1=,d a2=,d f1=,d f2=5根据上述计算尺寸判断齿轮的结构形式教材P229,若为实心式在轴的结构设计时应注意判断是否采用齿轮轴;2.低速级齿轮传动设计1已知条件:斜齿圆柱齿轮传动,输入功率为P II,小齿轮转速为n II,传动比为i II,由电动机驱动,工作寿命为10年,每年工作300天,每天工作16小时,轻微冲击,转向不变;2设计步骤见教材P211~213,P218~221;3注意事项:与高速级齿轮传动设计相同;4齿轮的参数和几何尺寸列表m n3=,β3=,z3=,z4=,d3=,d4=,a II-III=,b3=,b4=,d a3=,d a4=,d f3=,d f4=5与高速级齿轮传动设计相同;三、选择联轴器类型和型号1.选择联轴器类型联轴器除连接两轴并传递转矩外,有些还具有补偿两轴因制造和安装误差而造成的轴线偏移的功能,以及缓冲、吸振、安全宝华等功能,故要根据传动装置工作要求选择联轴器的类型;本减速器的低速轴与工作机轴用联轴器相连,由于联轴器连接的这两根轴的转速较低,传递的转矩较大,减速器与工作机常不在同一底座上,要求有较大的轴线偏移补偿,因此常选用无弹性元件的挠性联轴器,如齿式联轴器;2.选择联轴器型号标准联轴器主要按传递的转矩、转速和轴的直径来选择型号,型号的选择在减速器的低速轴设计时确定;第三章装配图设计装配图是表达各零部件结构形状、相互位置与尺寸的图样,也是表达设计人员构思的基本语言;它是绘制零部件工作图及零部件生产、机器组装、调试、维护的主要依据;设计装配工作图时,要综合考虑工作条件、强度、刚度、加工、装拆、调整、润滑、维护和经济性等方面的要求,要用合理和足够的视图表达清楚;装配图设计内容多、复杂,要边画、边算、边改;减速器装配图设计步骤:①减速器装配图设计准备②绘制装配草图:画出传动零件、箱体内壁线和轴承座孔端面的位置,进行轴的结构设计,校核轴和键的强度,计算轴承的寿命③进行传动零件和轴承端盖的结构设计,选择轴承的润滑和密封方式④设计减速器的箱体和附件⑤检查装配图⑥画正式装配图一、装配图设计的第一阶段1.装配图的设计装备1准备有关设计数据联轴器:毂孔直径和长度低速轴设计时确定;带轮:毂孔直径和长度高速轴设计时确定;齿轮的主要参数及尺寸:中心距、分度圆直径、齿顶圆直径、齿宽;减速器的结构尺寸:各种螺栓、壁厚、减速器内各零件的位置尺寸;2选择图样比例和视图布置比例尺一般选择1:1或1:2;一般有三个视图,必要时还应有局部视图、向视图和局部放大图;根据减速器传动零件的尺寸,估计减速器的轮廓尺寸,同时考虑标题栏、明细表、技术特性、技术要求等所需空间,合理布置视图;参考复印P16图4-1;2.减速器的结构尺寸减速器一般由箱体、轴系零部件、附件三大部分组成;1一般用途的减速器箱体采用铸铁制造,箱体结构图见复印P16图4-2,箱体的主要结构尺寸确定参考复印P18表4-1,各符号的含义见复印P16图4-2和复印P19表4-3;2减速器中各零件的位置尺寸确定参考复印P19表4-2,各符号的含义见复印P22图4-6;注意事项:此时应检查大带轮的最大直径是否与地面发生干涉,即大带轮的最大直径是否大于减速器的中心高,若大于则会干涉,若小于则不会干涉;3.减速器装配草图设计第一阶段主要任务:确定减速器内各传动零件的轮廓位置,箱体的内壁线和轴承座孔端面;先从主视图和俯视图入手,确定箱体结构时再补齐左视图;从箱体内的传动零件画起,由内向外,内外兼顾;参看复印P22图4-6;1画出传动零件的中心线;2画出齿轮的轮廓:从中间轴开始画,主视图两个大齿轮画齿顶圆和分度圆,两个小齿轮画分度圆;俯视图上画出相应齿轮的齿顶圆、分度圆和齿宽,中间轴上两齿轮端面间距为Δ4;3画出箱体内壁线:主视图上距低速级大齿轮齿顶圆Δ1的距离画箱盖部分内壁线,根据壁厚δ画部分外壁线;俯视图上按两小齿轮端面与箱体内壁间的距离Δ2画出沿箱体长度方向的两条内壁线,沿箱体宽度方向画出距低速级大齿轮齿顶圆Δ1的一侧内壁线;高速级小齿轮的一侧内壁线及箱体结构暂不画;4确定箱体轴承座孔端面位置:根据轴承座孔长度L1,即可画出箱体轴承座孔外端面线;二、装配图设计的第二阶段主要任务:进行轴的结构设计,确定联轴器和轴承的型号,轴承端盖的结构尺寸设计;对低速轴进行轴和键的强度校核、轴承的寿命计算;1.中间轴的设计已知条件:Ⅱ轴的输入功率PⅡ、转速nⅡ和转矩TⅡ设计步骤:1拟定轴上的装配方案:如图1所示2初步确定轴的最小直径:mind A,最小直径无需增大;3确定轴的直径①dⅠ-Ⅱ= dⅤ-Ⅵ≥d min,且满足滚动轴承的内圈孔径确定滚动轴承的代号:按照载荷情况选择滚动轴承的类型代号选用圆锥滚子轴承吴宗泽P75或角接触求轴承吴宗泽P73,根据轴的直径确定轴承的内径代号,轴承的尺寸系列代号一般先按中等宽度选取根据轴承的类型查相应的轴承标准表,即对相同类型和内径的轴承选择轴承标准表中C r较大的轴承;根据轴的直径确定轴承的内径代号,写出轴承的代号及其尺寸d II×D II×T II=轴承端盖的设计:选凸缘式轴承盖,尺寸计算见吴宗泽P166表11-10,m II=L1-T II-Δ3②dⅡ-Ⅲ= dⅣ-Ⅴ>dⅠ-Ⅱ,且满足吴宗泽P11表1-16的标准尺寸③dⅢ-Ⅳ=~×dⅡ-Ⅲ,且取为整数4确定轴的长度①lⅠ-Ⅱ= T II+Δ3+Δ2+2~3②lⅡ-Ⅲ= b3-2~3③lⅢ-Ⅳ=Δ4④lⅣ-Ⅴ= b2-2~3⑤lⅤ-Ⅵ= T II+Δ3+Δ2+b1-b2/2+2~3⑥L2=Δ2+ b3+Δ4+ b2+Δ2+b1-b2/2⑦L3=2L1+L2L1=δ+C1+C2+5~85轴上零件的周向定位:选择高速级大齿轮和低速级小齿轮处的键;键槽距齿轮装入侧轴端距离一般为2~5mm,以便于安装齿轮时使齿轮毂孔上的键槽容易对准键;6挡油环的结构设计见复印P39图5-4图1 中间轴的装配方案 2.高速轴的设计已知条件:I 轴的输入功率P I 、转速n I 和转矩T I 设计步骤:1拟定轴上的装配方案:如图2所示2初步确定轴的最小直径:min (1.05~1.07)d A ,有键槽,最小直径需增大5%~7%;3确定轴的直径① d Ⅰ-Ⅱ≥d min ,且满足吴宗泽P11表1-16的标准尺寸② d Ⅱ-Ⅲ=~×d Ⅰ-Ⅱ,且满足密封圈的孔径;选择密封圈,见吴宗泽P90表7-12 ③ d Ⅲ-Ⅳ=d Ⅶ-Ⅷ>d Ⅱ-Ⅲ,且满足滚动轴承的内圈孔径确定滚动轴承的代号:确定原则与中间轴相同;写出轴承的代号及其尺寸d I ×D I ×T Ⅰ= 轴承端盖的设计:选凸缘式轴承盖,尺寸计算见吴宗泽P166表11-10,m I = L 1- T I -Δ3,e I注意:齿轮从右端装入,注意判断齿轮的结构形式,先假定采用齿轮和轴分开制造,参照教材P229判断齿轮的结构形式;若齿轮和轴分开制造,参照后面的低速轴设计;现以齿轮轴为例④ d Ⅳ-Ⅴ=d Ⅵ-Ⅶ= d aI ,d aI 为滚动轴承内圈的安装尺寸,根据轴承的代号查表确定 ⑤ d Ⅴ-Ⅵ= d a1,d a1为高速级小齿轮的齿顶圆直径 4确定轴的长度① l Ⅰ-Ⅱ= 带轮的轮毂长度-2~3;带轮的轮毂长度=~2d Ⅰ-Ⅱ ② l Ⅱ-Ⅲ=L ’I +e I +m I ,L ’I ≥15~20 ③ l Ⅲ-Ⅳ= T I +Δ3+自行确定的长度 ④ l Ⅳ-Ⅴ=L 2 -Δ2- b 1-自行确定的长度 ⑤ l Ⅴ-Ⅵ=b 1⑥ l Ⅵ-Ⅶ=Δ2-自行确定的长度 ⑦ l Ⅶ-Ⅷ=T I +Δ3+自行确定的长度5轴上零件的周向定位:选择带轮处的键;键槽距零件装入侧轴端距离一般为2~5mm,以便于安装带轮时使带轮毂孔上的键槽容易对准键;6挡油环的结构设计见复印P39图5-4;图2 高速轴的装配方案3.低速轴的设计已知条件:Ⅲ轴的输入功率P Ⅲ、转速n Ⅲ和转矩T Ⅲ设计步骤:1拟定轴上的装配方案:如图3所示2初步确定轴的最小直径:min (1.05~1.07)d A 高速轴的最小直径处安装联轴器,有键槽,最小直径需增大5%~7%;3确定轴的直径① d Ⅰ-Ⅱ=联轴器孔径,且联轴器的孔径≥d min ;选择联轴器:类型为齿式联轴器,由吴宗泽P95表8-3,根据计算转矩T ca =K A T Ⅲ、转速n Ⅲ和d min 选择联轴器型号,确定联轴器的轴孔直径和轴孔长度② d Ⅱ-Ⅲ=~×d Ⅰ-Ⅱ,且满足密封圈的孔径;选择密封圈,见吴宗泽P90表7-12 ③ d Ⅲ-Ⅳ=d Ⅶ-Ⅷ>d Ⅱ-Ⅲ,且满足滚动轴承的内圈孔径确定滚动轴承的代号:确定原则与中间轴相同;写出轴承的代号及其尺寸d III ×D III ×T III = 轴承端盖的设计:选凸缘式轴承盖,尺寸计算见吴宗泽P166表11-10,m III = L 1- T III -Δ3,e III ④ d Ⅳ-Ⅴ>d Ⅲ-Ⅳ,且满足吴宗泽P11表1-16的标准尺寸 ⑤ d Ⅴ-Ⅵ=~×d Ⅳ-Ⅴ,且取为整数⑥ d Ⅵ-Ⅶ= d aIII ,d aIII 为滚动轴承内圈的安装尺寸,根据轴承的代号查表确定 4确定轴的长度① l Ⅰ-Ⅱ=联轴器的轴孔长度-2~3 ② l Ⅱ-Ⅲ=L ’III +e III +m III ,L ’III ≥15~20 ③ l Ⅲ-Ⅳ= T III +Δ3+Δ2+b 3-b 4/2+2~3 ④ l Ⅳ-Ⅴ=b 4 –2~3⑤ l Ⅴ-Ⅵ≥h = d Ⅴ-Ⅵ- d Ⅳ-Ⅴ/2,且取为整数⑥ l Ⅵ-Ⅶ=L 2-Δ2-b 3-b 4/2- b 4- l Ⅴ-Ⅵ-自行确定的长度 ⑦ l Ⅶ-Ⅷ=T III +Δ3+自行确定的长度5轴上零件的周向定位:选择联轴器和高速级大齿轮处的键;键槽距零件装入侧轴端距离一般为2~5mm,以便于安装齿轮和联轴器时使齿轮和联轴器毂孔上的键槽容易对准键;6挡油环的结构设计见复印P39图5-4;图3 低速轴的装配方案7轴的强度校核① 做出轴的计算简图:查设计手册确定轴承的支点位置,作用在齿轮上的三个分力取在齿轮轮毂宽度的中点,联轴器上的转矩作用面取在联轴器轴孔长度中间平面上,做出轴的计算简图;求出作用在齿轮上的三个分力,根据低速轴的转向并判断齿轮上的三个分力和联轴器上的转矩方向,然后把齿轮上的三个分力向轴上转化;② 做出弯矩图:根据轴的计算简图分别计算水平面和垂直面上的支反力及各力产生的弯矩,并按计算结果分别做出水平面上的弯矩M H 图和垂直面上的弯矩M V 图;然后计算总弯矩并做出M 图;③ 做出扭矩图;④ 判断危险截面,并计算危险截面的合成弯矩M 和转矩T ;⑤ 按弯扭合成强度校核轴的强度;8轴承的寿命校核参见练习题① 求轴承的径向载荷和作用在轴上的外加轴向载荷F ae=+=21211V H r F F F ;=+=22222V H r F F F ;F ae = F a4齿轮4的轴向力 ② 画出轴承所受的内部轴向力;③ 计算轴承内部轴向力F d ;④ 判断压紧轴承和放松轴承;⑤ 计算轴承的轴向力F a ;⑥ 计算载荷系数X 、Y ;⑦ 计算当量动载荷P ;⑧ 计算轴承的寿命L h ;⑨ 判断轴承寿命是否满足要求9键的强度校核参考教材P106① 联轴器处键的强度校核② 大齿轮处键的强度校核三、装配图设计的第三阶段1.传动零件的结构设计减速器的传动零件主要有带传动、齿轮传动和联轴器,其中带传动和联轴器是外部传动零件,齿轮传动是内部传动零件;1减速器外部传动零件设计:带传动和联轴器等外部传动零件主要确定其安装尺寸,即与轴配合的轮毂孔直径和长度,装配图只画减速器部分,一般不画外部传动零件;2减速器内部传动零件结构设计:齿轮传动等内部传动零件,需进行结构设计,齿轮的结构设计计算可参考教材P229~231或复印P37~38;装配图的齿轮结构画法参见复印P37~38;2.滚动轴承的润滑与密封1润滑剂的选择:根据三根轴上dn 的最小值选择参考教材P332;2润滑方式的选择:参考复印P38~39;3滚动轴承的密封:为防止外界的灰尘、杂质等进入轴承并防止轴承内的润滑油外泄,应在外伸轴端的轴承端盖孔内设置密封件;密封方法有接触式密封和非接触式密封;接触式密封有毡圈油封和唇形密封圈等,其中毡圈油封多用于轴的圆周速度v<3~5m/s 的脂润滑,唇形密封圈适用于轴的圆周速度v<7m/s 的脂润滑和油润滑;轴承端盖的连接螺钉和密封处的画法参见复印P39;四、装配图设计的第四阶段1.箱体的结构设计减速器的箱体广泛采用剖分式结构,其设计要点主要有:1箱体壁厚及其结构尺寸的确定:参照复印P16表4-1确定2箱盖与箱座连接螺栓凸台结构尺寸的确定见复印P42~43包括轴承旁连接螺栓位置的确定和凸台高度h的确定3箱盖顶部外表面轮廓确定见复印P43箱体顶部外表面轮廓主要由大齿轮一侧的圆弧、小齿轮一侧的圆弧和大小齿轮圆弧的切线三部分组成;外表面轮廓确定后向内平移箱盖壁厚δ1即为箱盖内壁,应注意判断高速级大齿轮的齿顶圆到箱盖的内壁的距离是否满足≥Δ1;此时可根据主视图上小齿轮一侧的内壁圆弧投影,画出俯视图上小齿轮一侧的内壁线;4箱体的密封与油面高度的确定见复印P43~44为保证箱体密封,箱体剖分面连接凸缘应有足够宽度,同时也应有足够的扳手活动空间;剖分面沿长度方向的连接凸缘宽度=C1+C2+δC1、C2由M d1确定,沿宽度方向的连接凸缘宽度=C1+C2+δ,C1、C2由M d2确定;为了提高密封性,可在剖分面设置回油沟或在剖分面涂密封胶;油面最低高度的确定:由低速级大齿轮齿顶圆直径到箱座内表面底面的距离和两个大齿轮浸入油池的深度两部分之和;油面最大高度的确定:两个大齿轮浸入油池的深度不应超过其分度圆半径的1/3;5其他注意要点肋板的设计:箱体应有足够的刚度,设计箱体时首先保证轴承座的刚度,使轴承座有足够的壁厚,在轴承座孔凸台上下处设计刚性加强肋;肋板的设计参照吴宗泽P223图16-49;箱体的机加工工艺性:箱体上的加工表面和非加工表面要有一定的距离,以保证加工精度和装配精度;采用凸出或凹入结构应视加工方法确定:轴承座孔端面、窥视孔、通气器、放油螺塞、油标等等处均应设置3~8mm的凸台;支承螺栓头部或螺母的支承面一般应设置沉头座,沉头座锪平深度不限,在图上可画出2~3mm深度;在箱座底面也应铸出凸出,其相应凹槽的深度为3~5mm,宽度的确定由箱体内壁线向内平移3~5mm确定;参看吴宗泽P223图16-492.减速器附件设计1窥视孔和窥视孔盖的设计复印P45、P532通气器的设计复印P463起吊装置复印P474油标复印P49、P525放油孔和放油螺塞的设计6启盖螺钉的设计复印P517定位销的设计复印P51、P533.画正式装配图1检查底图复印P52~542完善和加深复印P54在装配图绘制好后,先对视图不要加深,在尺寸、零件编号、明细表和零件工作图等全部内容完成并详细检查后再加深完成装配图;3标注尺寸复印P54~55外形尺寸:长、宽、高安装尺寸:箱体底面尺寸长、宽、厚;地角螺栓的孔径、位置尺寸、中心距;减速器的输入轴、输出轴与底座的中心高、输入轴和输出轴外伸端的直径和配合长度;特性尺寸:齿轮传动之间的中心距及其偏差主要零件的配合尺寸:表明零件之间装配要求的尺寸,用配合代号标注;主要有:齿轮与轴同时标注轴和轮毂孔的配合代号、联轴器与轴装配图不画联轴器,故只标轴的配合代号、带轮与轴装配图不画带轮,故只标轴的配合代号、轴承内圈孔径与轴只标轴的配合代号、轴承外圈与轴承座孔只标轴承座孔的配合代号;配合精度的选择参看复印P55表6-14;4编写技术要求复印P55~565对全部零件进行编号复印P56:公共引线的标注参照吴宗泽P232图16-716编制标题栏和明细表复印P56:标题栏和明细表参照复印P85第四章零件工作图设计一、零件工作图的内容零件工作图是制造、检验和制定零件工艺规程的基本技术文件,他是在装配图的基础上绘制而成的;一张完整的零件工作图应该包括:1.一组视图2.一组尺寸3.技术要求4.标题栏:复印P85二、轴零件工作图设计参看复印P60图7-31.视图选择轴的零件工作图一般只需要一个主视图,按轴的水平线布置视图,在有键槽和孔的部位应增加断面图,不易表达清楚地局部如退刀槽、砂轮越程槽等可以绘制局部放大图;2.尺寸及公差的标注径向尺寸:轴的各段直径都应标注;在装配图中有配合要求的轴段,应根据装配图标注的配合,查表确定并在零件图中标注径向尺寸及其极限偏差;极限偏差查吴宗泽P107轴向尺寸:首先选择尺寸基准,尽量使尺寸的标注能够反映出制造工艺与测量要求;还应避免出现封闭的尺寸链,一般把轴上最不重要的一段轴向尺寸作为封闭环,不标注其尺寸;轴向尺寸不标注尺寸公差,示例参考复印P58键槽尺寸:参考键的标准吴宗泽P53,标注轴槽的深度d-t、宽度b、长度L和定位尺寸;d-t的极限偏差按相应的t的极限偏差选取,但应取去“-”号,宽度b的极限偏差按“正常连接的轴N9”选择;定位尺寸:键槽距零件装入侧轴端距离一般为2~5mm,以便于安装轴上零件时使轴上零件的键槽容易对准键;倒角和过渡圆角:若倒角和过渡圆角尺寸相同,可在技术要求中说明3.形位公差的标注为保证加工精度和装配质量,轴的零件工作图上应标出必要的形位公差;轴的形位公差推荐项目参照复印P58,形状公差的圆度、圆柱度的数值查吴宗泽P118表9-10,位置公差的圆跳动、对称度的数值查吴宗泽P120表9-12,具体标注的形位公差项目参照复印P58~59表7-1,标注示例参照复印P60图7-34.表面粗糙度轴的各部分精度不同,加工方法不同,表面粗糙度也不相同,轴的表面粗糙度参数R a推荐值参考复印P59表7-2;标注时应注意表面粗糙度符号的尖端必须指向实体表面,标注示例参照复印P60图7-3;5.技术要求参考复印P59和复印P60图7-3。
减速器箱体设计技巧

减速器箱体设计技巧一般的减速机的箱体设计是在完成了减速机的内部传动零件设计和计算之后进行的,根据设计的齿轮大小、传动轴的扭力大小等数据,计算出箱体的大小,尺寸,等等。
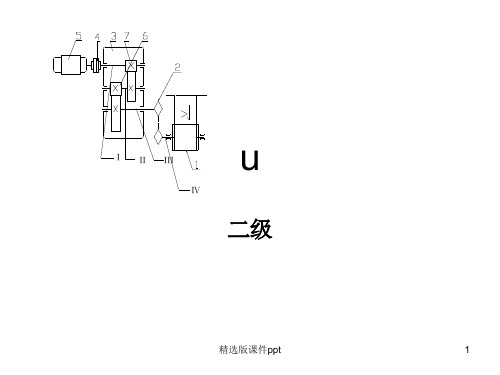
再浩辰CAD机械软件的图库中包含了减速机的标准件图库可直接调用,如图设计箱体之前首先要做减速机的设计,简单介绍如下:1、传动方案的拟定1)、一般可以以原理简图的形式将传动方案表达出来,如下图:带式运输机及其二级圆柱齿轮减速器的简图。
然后是一些参数如:工作拉力、工作速度、卷筒直径等等按照实际需要设计编写。
2)、最后是一些设计要求:(1)工作条件:如使用期限,生产批量等(2)技术要求:允许工作误差,齿轮啮合方式等等可以按照实际设计需要进行编写。
2、按照实际设计需要进行相应的计算和一些零件的选择,大致如下:1)、电动机的选择(1)电动机类型的选择(2)电动机功率选择,需要计算如下:①传动装置的总效率②工作机所需的输入功率③电动机的输出功率(3)确定电动机转速:2 )、计算总传动比及分配各级的传动比3 )、运动参数及动力参数计算⑴、计算各轴转速(r/min)⑵计算各轴的功率(KW)⑶计算各轴扭矩(N•mm)4)、传动零件的设计计算(1)齿轮传动的设计计算(2)输入轴的设计计算(3)输出轴的设计计算(4)轴的结构设计5)、轴承的选择6)、键联接的选择7)、箱体、箱盖主要尺寸计算8)、轴承端盖(1)、零件图如轴类,齿轮,轴承等。
最后是减速机的箱体设计图一般的箱体设计为铸铁形式,包含的元素分为底座和上盖,我们以复杂的上盖为例,里面细分包括了主体、轴承座、螺丝固定孔等,一般以三个视图加局部视图的形式进行表达。
主体绘制完成就要绘制标注了,除基本的尺寸标注外,还包括了一些形位公差标注、粗糙度、基准标注、螺纹标注。
在标注方面,浩辰机械还提供了智能标注、一些符号的直接标注如,粗糙度、形位公差、基准、焊接符号等等标注完成后,就是编写技术要求,把一些需要注意的项在技术要求中注明;之后就是一些明细表和标题栏的填写。
毕业设计开题报告-减速器下箱体及夹具设计
目前国外的减速器以德国, 丹麦和日本处于领先地位。特别是在材料和制造工艺方面占据优势, 减速器工作可靠性好, 寿命长。但其传动形式仍以定轴齿轮传动为主体积和质量问题还未解决好。
国内的减速器多以齿轮传动, 蜗杆传动为主但普遍存在差动功率与质量比小或者传动比大而机械效率过低的问题。另外, 材料品质和工艺水品还有许多弱点。特别是大型减速器问题更突出, 寿命短大多数需要进口。而我国传统的减速器生产方式是按照单台设备要求进行设计与制造, 由于零部件差异大, 互换性差, 生产期长, 制造成本高, 跟不上国际同类产品的步伐。
[5]薛铜龙.机械设计基础.北京:电子工业出版社, 2010
[6]施平.机械工程专业英语.哈尔滨: 哈尔滨工业大学出版社, 2011
[7]成大龙.机械设计手册.北京:化学工业出版社, 2000
[8]龚定安, 蔡建国.机床夹具设计原理.西安:陕西科学技术出版社, 1985
[9]孔已德.机床夹具图册.北京:机械工业出版社, 1983
根据生产的需要减速器箱体的改革势在必得,箱体是减速器的基础零件,它把减速器的有关部件的轴,套,齿轮等相关零件连接成一个整体,以传动转矩或改变转速来完成规定的运动。故箱体的加工质量,直接影响减速器的性能,精度和寿命。而夹具的使用可以有效的保证加工质量,提高生产效率,降低生产成本,扩大机床的工艺范围,减轻工人的劳动强度,保证安全生产等,所以对减速器箱体的机械加工工艺及夹具设计的课题有着十分重要的意义。
[10]杨惠英.机械制图.北京:清华大学出版社, 2008
[10]杨惠英.机械制图.北京: 清华大学出版社,2008
[10]杨惠英.机械制图.北京:清华大学出版社,2008
其他说明
指导教师意见
指导教师签名:
箱体设计
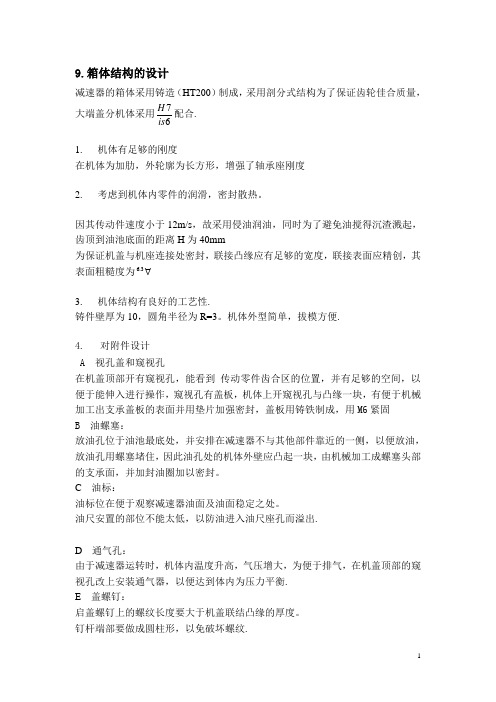
9.箱体结构的设计减速器的箱体采用铸造(HT200)制成,采用剖分式结构为了保证齿轮佳合质量, 大端盖分机体采用67is H 配合.1. 机体有足够的刚度在机体为加肋,外轮廓为长方形,增强了轴承座刚度2. 考虑到机体内零件的润滑,密封散热。
因其传动件速度小于12m/s ,故采用侵油润油,同时为了避免油搅得沉渣溅起,齿顶到油池底面的距离H 为40mm为保证机盖与机座连接处密封,联接凸缘应有足够的宽度,联接表面应精创,其表面粗糙度为 3.63. 机体结构有良好的工艺性.铸件壁厚为10,圆角半径为R=3。
机体外型简单,拔模方便.4. 对附件设计 A 视孔盖和窥视孔在机盖顶部开有窥视孔,能看到 传动零件齿合区的位置,并有足够的空间,以便于能伸入进行操作,窥视孔有盖板,机体上开窥视孔与凸缘一块,有便于机械加工出支承盖板的表面并用垫片加强密封,盖板用铸铁制成,用M6紧固 B 油螺塞:放油孔位于油池最底处,并安排在减速器不与其他部件靠近的一侧,以便放油,放油孔用螺塞堵住,因此油孔处的机体外壁应凸起一块,由机械加工成螺塞头部的支承面,并加封油圈加以密封。
C 油标:油标位在便于观察减速器油面及油面稳定之处。
油尺安置的部位不能太低,以防油进入油尺座孔而溢出.D 通气孔:由于减速器运转时,机体内温度升高,气压增大,为便于排气,在机盖顶部的窥视孔改上安装通气器,以便达到体内为压力平衡. E 盖螺钉:启盖螺钉上的螺纹长度要大于机盖联结凸缘的厚度。
钉杆端部要做成圆柱形,以免破坏螺纹.F 位销:为保证剖分式机体的轴承座孔的加工及装配精度,在机体联结凸缘的长度方向各安装一圆锥定位销,以提高定位精度.G 吊钩:在机盖上直接铸出吊钩和吊环,用以起吊或搬运较重的物体.减速器机体结构尺寸如下:10. 润滑密封设计对于二级圆柱齿轮减速器,因为传动装置属于轻型的,且传速较低,所以其速度远远小于5(1.5~2)10./m inm m r ⨯,所以采用脂润滑,箱体内选用SH0357-92中的50号润滑,装至规定高度. 油的深度为H+1h H=30 1h =34 所以H+1h =30+34=64其中油的粘度大,化学合成油,润滑效果好。
减速器箱体工艺分析书
减速器箱体工艺分析书一、引言减速器箱体是减速器的基本部件之一,主要负责承载传动力、支撑传动组件,并保护内部传动部件。
因此,制造减速器箱体时需要考虑多个方面的因素,包括制造工艺、材料选用、结构设计和技术要求等。
本文将对减速器箱体的工艺分析进行探讨。
二、减速器箱体制造工艺1. 减速器箱体的结构设计减速器箱体的结构设计应遵循以下原则:(1)坚固:减速器箱体应具有足够的承载能力和刚度,能够承受工作时所产生的力和振动。
(2)耐磨损:减速器箱体的内壁应具有一定的硬度,以防止摩擦产生的磨损,同时润滑油的腐蚀性对箱体的影响也应考虑周全。
(3)防尘、防水:减速器箱体应具有防止灰尘、水等外界物质进入的设计,以保证减速器内部的清洁和正常工作。
(4)易于维护:减速器箱体的结构应考虑到维修保养的需要,易于拆卸和安装,方便检查和更换。
2. 制造工艺选择减速器箱体的制造工艺包括铸造、锻造、加工等多种方式,选择时应根据具体工作情况和需求做出考虑。
(1)铸造:铸造工艺可以制造出形状复杂的体积大的减速器箱体,工艺简单容易实现批量生产,但是铸造品质不易控制,存在气孔、夹渣、缩孔等缺陷,会影响减速器箱体的使用寿命。
(2)锻造:锻造工艺可以制造出具有高强度和耐磨损性能的减速器箱体,但是工艺较为复杂,对设备和模具要求较高,而且成本也相对较高。
(3)加工:加工工艺可以制造出尺寸精度高、表面光洁的减速器箱体,适用于生产量小的情况,但是制造成本和工期相对较长。
根据以上几点,可以选择相应的制造工艺,通常根据不同的生产批量,可以采用不同的制造工艺,以获得最佳的生产效率和成本效益。
三、减速器箱体制造的技术要求1. 材料选用减速器箱体一般采用高强度材料,如QT500-7、QT600-3和QT700-2等铸铁。
这些材料具有高的耐磨性、韧性和强度,能够满足减速器箱体的强度和耐磨损性能要求。
2. 热处理减速器箱体需要进行热处理,以改善其力学性能。
通常采用时效退火工艺,使其获得更好的机械性能,延长使用寿命。
减速器的箱体加工工艺及夹具设计
减速器的箱体加工工艺及夹具设计减速器是一种机械传动装置,广泛应用于工业生产中的各个领域。
它可以减少电机产生的高速转动力矩,转化为低速大功率输出。
减速器的核心零部件就是箱体,箱体的加工工艺和夹具设计对于减速器的性能和质量至关重要。
一、减速器箱体的加工工艺1.制定加工工艺方案首先,根据减速器箱体的结构特点和工艺要求,制定加工工艺方案。
方案包括加工工艺路线、工艺参数和工艺装备等内容。
2.钻孔减速器箱体加工过程中需要进行多个孔的钻削。
钻孔的加工一般采用立式钻床或镗床,根据孔的直径以及孔的位置,选择合适的钻头。
钻孔时,要保证孔的位置和尺寸的精度。
3.拉伸孔减速器箱体中有一些零部件需要与其他组件进行连接,这就需要在箱体上开设一些拉伸孔。
拉伸孔的加工可以采用加工中心、铣床等设备进行。
4.铣削减速器箱体的设备安装面、孔面等需要进行铣削。
铣削可以使用数控铣床进行,在加工过程中需要注意提高加工精度和表面质量。
5.机加工箱体的齿轮孔、轴孔等需要进行机加工。
选择合适的机床设备进行加工,根据加工需要选用合适的刀具进行加工。
6.公称尺寸检验在减速器箱体加工完成后,需要进行公称尺寸的检验。
通过测量来检查加工后的尺寸是否符合要求。
如若存在尺寸偏差,需要及时调整设备进行修正。
二、夹具设计减速器箱体加工过程中,合理的夹具设计能够提高加工效率和加工质量,保证加工中的准确性和稳定性。
1.水平面夹具减速器箱体的大面积加工可以采用水平面夹具。
水平面夹具可根据箱体的型号和结构特点,设计制作成适应箱体加工的夹具。
夹具的底面应具有平整度,并且要能稳定夹紧箱体,确保加工过程中的精度和稳定性。
2.齿轮孔定位夹具减速器箱体中齿轮孔的定位是一个关键环节。
合理的定位夹具可以确保箱体的加工精度。
定位夹具的设计应满足准确定位、可靠夹紧和方便操作等要求。
3.轴孔加工夹具减速器箱体的轴孔加工需要一个稳定的夹具来夹持工件。
夹具应能够稳定夹住箱体,并保证加工时的精度和工件的安全。
减速器箱体设计

第八章箱体的整体设计及其附件的选用1、箱体的结构设计1)箱体材料的选择与毛坯种类的确定根据减速器的工作环境,可选箱体材料为灰铸铁HT200。
因为铸造箱体刚性好、外形美观、易于切削加工、能吸收振动和消除噪音,可采用铸造工艺获得毛坯。
2)箱体主要结构尺寸和装配尺寸见下表:单位:mm2、减速器附件(1)窥视孔和视孔盖在传动啮合区上方的箱盖上开设检查孔,用于检查传动件的啮合情况和润滑情况等,还可以由该孔向箱内注入润滑油。
(2)通气器安装在窥视孔板上,用于保证箱内和外气压的平衡,一面润滑油眼相体结合面、轴伸处及其他缝隙渗漏出来。
(3)轴承盖轴向固定轴及轴上零件,调整轴承间隙。
这里使用凸缘式轴承盖,因其密封性能好,易于调节轴向间隙。
(4)定位销为了保证箱体轴承孔的镗削精度和装配精度,在减速器的两端分别设置一个定位销孔。
(5)油面指示装置在箱座高速级端靠上的位置设置油面指示装置,用于观察润滑油的高度是否符合要求。
(6)油塞用于更换润滑油,设在与设置油面指示装置同一个面上,位于最低处。
(7)起盖螺钉设置在箱盖的凸缘上,数量为2个,一边一个。
用于方便开启箱盖。
(8)起吊装置在箱盖的两头分别设置一个吊耳,用于箱盖的起吊;而减速器的整体起吊使用箱座上的吊钩,在箱座的两头分别设置两个吊钩。
3、减速器润滑及密封形式的选择高速轴的dn值为dn5⋅⨯40==⨯626<25043m mrm in105.1096..故减速器所有轴承均采用润滑脂润滑。
高速级大齿轮的圆周速度为s m 12m 7.110006013.391372 100060nd v 2<≈⨯⨯⨯=⨯=ππ故采用油池润滑。
对于二级圆柱齿轮减速器,因为传动装置属于轻型的,且传速较低,箱体内选用SH0357-92中的50号润滑,装至规定高度。
轴承盖处密封采用毛毡圈。
箱盖与箱座之间的密封则采用涂水玻璃密封,涂水玻璃密封的方法能有效地减轻震动起到防震作用。
减速器箱体的加工工艺及夹具设计
减速器箱体的加工工艺及夹具设计减速器是一种常用的机械传动装置,广泛应用于各种工业领域。
减速器的箱体是其重要组成部分之一,对于减速器的整体性能和工作可靠性具有重要影响。
因此,减速器箱体的加工工艺及夹具设计至关重要。
下面将详细介绍减速器箱体的加工工艺及夹具设计。
一、减速器箱体的加工工艺1.材料准备:选择合适的材料,通常为铸铁或铝合金。
对于大型箱体,通常采用铸铁材料,而小型箱体通常采用铝合金材料。
2.铸造:对于大型箱体,常采用铸造工艺。
首先需要设计箱体的铸造模具,根据箱体的结构和尺寸要求进行铸造模具的设计。
然后将熔化的铸造材料倒入模具中,并通过冷却、凝固等工艺步骤,得到箱体的初始形状。
3.精加工:将铸造得到的箱体进行精加工,使其达到设计要求的尺寸和精度。
精加工通常包括锯割、铣削、车削、钻孔等工艺步骤,可以使用各种金属切削机床和钻床进行加工。
4.检验:对加工得到的箱体进行质量检验,包括尺寸精度、平行度、垂直度、表面光洁度等方面的检验。
确保加工得到的箱体满足设计和使用要求。
5.表面处理:对加工得到的箱体进行表面处理,以提高其耐腐蚀性和外观质量。
常用的表面处理方法包括喷涂、电镀、喷砂等。
二、减速器箱体的夹具设计夹具是加工过程中保持工件稳定并定位的装置。
减速器箱体的加工过程中,夹具的设计对保证加工质量和提高生产效率至关重要。
以下是减速器箱体的夹具设计要点:1.夹具结构设计:夹具应根据减速器箱体的结构和加工要求进行设计。
应考虑到箱体的固定、定位和卸载的需求,同时还要确保夹具的结构简单、稳固和易于操作。
2.夹具材料选择:夹具材料应具有足够的强度和刚度,能够承受加工过程中的各种力和振动。
常用的夹具材料包括钢、铸铁等。
3.夹具定位设计:夹具应能够准确定位减速器箱体,确保其加工位置和方向的准确性。
通常采用定位销、定位块等方式进行夹具的定位设计。
4.夹具固定设计:夹具应能够牢固地固定减速器箱体,以防止在加工过程中发生移动和晃动。
减速器箱体的加工工艺及夹具设计

摘要零件的工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具大的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。
因此这两者在机械加工行业中是至关重要的环节。
这次毕业设计,我设计的课题是一级减速器箱体加工工艺及夹具设计。
该箱体零件结构较复杂,体积较大。
为了提高生产效率和降低劳动强度,我设计了一款钻床夹具。
本次设计说明书分为三个部分:第一部分分为机械加工工艺规程的慨述,其中有工艺的组成,工艺规程的内容和作用,机械制造工艺规程的类型及格式,工艺规程的原理和步骤的介绍。
同时对定位基准的选择,工艺路线中表面加工方法的选择、加工方法的划分、加工顺序的安排起到详细的介绍。
第二部分分为机床夹具的设计,讲解机床夹具的慨述,机床夹具的组成分类。
工件定位的原理,定位方法和定位元件对定位误差的计算,对夹紧装置的组成和夹紧力的三要素作了分析。
在这次工艺中表面在铣床上加工;直径为40mm以上的在镗床上加工;其余的孔因分部面多我专门设计了一款夹具便于在钻床上加工(有图)。
第三部分主要介绍对零件加工的全过程,我这次设计主要选的是铸件对毛坯的确定;加工中的时效性处理;工艺路线的编制和工序卡片的编写(有卡片工艺、工序全过程)在加工完后的检验。
在加工中夹具的设计和计算,对机械简明手册的翻阅对国标对准。
在加工完后绘制出了完美的零件图(A0号)。
在经济时效下保证了加工满足的要求。
关键词:箱体、工艺、工序、夹具、绘制零件图图1英文摘要The Part of the process, in machining plays a very important part of the process, prepare to reasonable or unreasonable, it directly relates to the quality requirements could eventually parts, The design of fixture is big, it is the indispensable part in relation to improve the efficiency of the machining. So both in mechanical processing industry is crucial link. The graduation design, the topic is I design process and fixture enclosure reducer design. This case is complex, volume parts structure. In order to improve production efficiency and reduce labor intensity, I design a drill fixture. The design manual is divided into three parts:The first part is divided into the machining process of the specified procedures, including process, contents and procedure, mechanical manufacturing process planning of the type and the procedure formats, introduced the principle and procedure. The choice of the locating datum, the process route in the selection of surface machining method, the method of processing, sequence arrangement has been introduced in detail.The second part of the machine tool's fixture design, the interpretation of the machine tool's fixture of the machine tool's fixture soup, composition and classification. The principle, workpiece position and orientation of the positioning error calculation of components for clamping device, the composition and clamping force of three factors are analyzed. In the process of surface in milling machining, Diameter 40mm in for more boring, The rest of the hole for division I face a fixture designed to facilitate the processing (in press).The third part mainly introduces the process of parts processing, I choose the design is mainly for determination of casting billet, The timeliness, The preparation process route and the process of writing (card), whole process card technology in processing after inspection. In the process of calculation, and fixture design of mechanical concise manual of gb through alignment. In processing after mapped the perfect parts graph (A0). Under the limitation in the economic guarantee processing request.Key words: process, process, and drawing parts fixture, toto2目录摘要 (1)英文摘要 (2)第一章绪论 (5)1.1 制造工业的重要性 (5)1.2 减速器的运用、类型 (5)1.3 工艺设计的重要性 (6)1.4减速器箱体设计工艺的重要性 (7)第二章对零件的工艺分析 (8)2.1 工艺过程的组成 (8)2.2 工艺规程的内容与作用 (8)2.2.1工艺规程是指导生产的技术文件 (8)2.2.2工艺规程是生产组织和管理工作的基本依据 (9)2.2.3工艺规程是新建或扩建工厂或车间的基本资料 (9)2.3 机械制造工艺规程的类型及格式 (9)2.3.1 机械加工工艺过程卡 (9)2.3.2 机械加工工序卡 (10)2.4 工艺规程设计的原则与步骤 (12)2.4.1 工艺规程设计必须具备下列原始资料 (12)2.4.2在掌握上述资料的基础上,机械加工工艺规程设计主要有以下几步 (13)2.5 毛坯的确定 (13)2.6 基准的概念和分类及定位基准的选择 (15)2.6.1设计基准 (16)2.6.2零件的工艺设计和基准 (16)第三章夹具的设计 (18)3.1夹具的慨念 (18)3.1.1在设计夹具时,夹具的工作原理为 (18)3.1.2夹具在机械加工中的作用 (18)3.1.3机床夹具的组成及分类 (18)3.1.4夹具中加工精度的分析 (19)3.2工件的定位 (20)3.3 定位的误差 (21)3.4 工件的夹紧 (23)3.5 钻床夹具 (23)第四章零件的工艺过程 (26)4.1 零件制造工艺规程设计原理 (26)4.1.1零件制造工艺规程的格式和作用 (26)4.1.2本章主要说明本次设计的一级减速器箱体工艺及夹具设计 (26)4.2 零件制造工艺规程设计时的内容和步骤 (27)4.2.1根据以上资料,设计工艺规程的内容和程序如下 (27)4.3零件的结构工艺性 (28)34.4 毛坯的选用 (29)4.5 加工的路线拟订 (30)4.5.1 加工过程的开始阶段 (30)4.5.2 加工过程的中间阶段 (30)4.5.3 加工的最后阶段 (30)第五章总结与展望 (31)5.1总结 (31)5.2展望 (31)参考文献 (32)致谢 (33)4第一章绪论1.1 制造工业的重要性机械制造工业是国民经济中一个十分重要的产业,它为国民经济各部门科学研究、国防建设和人民生活提供各种技术装备,在社会主义建设事业中起着中流砥柱的作用。
减速器设计尺寸结构参考值

减速器设计尺⼨结构参考值设计减速器的箱体结构时,可参考图1~图3及表1~表6确定箱体各部分的尺⼨。
表1 铸铁减速器箱体的主要结构尺⼨(图1、图2)名称及符号尺⼨关系/mm 圆柱齿轮减速器圆锥齿轮减速器蜗杆减速器箱体(座)壁厚⼀级0.025+1≥80.0125(d1m+d2m)+1≥8或0.01(d1+d2)+1≥8d 、dm -分别为⼤端直径、平均直径0.04+3≥8⼆级0.025+3≥8三级0.025+5≥8箱盖壁厚0.9≥80.01(d1m+d2m)+1≥8或0.0085(d1+d2)+1≥8上置: 下置:≥8箱盖凸缘厚度 1.5箱座凸缘厚度 1.5箱座底凸缘厚度 2.5地脚螺栓直径0.036+120.018(d1m+d2m)+1≥12或0.015(d1+d2)+1≥120.036+12地脚螺栓数⽬≤250时,4>250~500时,6>500时,8 4轴承旁联接螺栓直径0.75箱盖与箱体螺栓直径(0.5~0.6)联接螺栓的间距150~180轴承端盖螺钉直径(0.4~0.5)检查孔盖螺钉直径(0.3~0.4)定位销直径(0.7~0.8)螺栓、、⾄外机壁距离 见表2螺栓、⾄凸缘距离沉头座直径轴承旁凸台半径凸台⾼度根据低速级轴承外径确定,以保证扳⼿操作空间、为准轴承端盖外径凸缘式端盖:嵌⼊式端盖:,-轴承外径轴承端盖凸缘厚度(1~1.2)轴承旁螺栓联接距离尽量靠近,以M 和M 互不⼲涉为准,⼀般取外箱壁⾄轴承座端⾯的距离齿轮顶圆(蜗轮外圆)与内箱壁间的距离齿轮(圆锥齿轮或蜗轮轮毂)端⾯与内箱壁间的距离齿轮顶圆(蜗轮外圆)与内箱底⾯的距离mm 箱盖、箱座肋厚、;注:多级传动时,取低速级中⼼距。
圆锥-圆柱齿轮减速器,按圆柱齿轮传动中⼼距取值。
表2 箱体凸台和凸缘的结构尺⼨ mm螺栓直径M6M8M10M12M14M16M18M20M22M24M27M30121416182022242630343840101214161820222426283235吊⽿(在箱盖上铸出)通⽓塞提⼿式通⽓器-螺母扳⼿宽度通⽓帽孔M36×1.5M64×1.5166308070201328328053.1螺钉联接外装式轴承盖-由结构确定-由密封尺⼨确定嵌⼊式轴承盖。
二级减速器装配图(有立体图)
3)吊钩位置;
4)窥视孔位置。
§8 减速器装配图设计
浸油深度
中心高H
20
15
注意:
Hda2低(3~ 050 )'5
2
浸油深度:高速级一个齿高≥10mm(锥齿(0.5~1)b≥10mm)
低速级≤da2低/6
附件设计
视孔盖、通气器 吊环 吊钩
油标
放油螺塞
§8 减速器装配图设计
透盖
闷盖 12
10 14~17
精选版课件ppt
28
减速器箱体外零件与箱壁距离
窥视孔凸台
精选版课件ppt
30
轴承孔座旁螺栓
铸造拔模斜度
精选版课件ppt
32
螺钉联接的画法
精选版课件ppt
33
螺栓联接中的鱼眼坑
精选版课件ppt
34
箱体定位销的设计
定位轴肩的倒圆与轴上零件的倒角
键联接
轴头键槽的长度
套筒固定
轴头的长度要比毂的长度稍短,保证套筒与齿 轮的端面可靠固定。
轴承脂润滑
图册P85
起盖螺钉 手册P200/图65
几个常见错误
拆卸空间不足
精选版课件ppt
24
机械设计课程设计
螺栓位置的设计
对于螺栓位置必须考虑加工位置以及拆卸扳手空 间(C1和C2)(表11-2)
精选版课件ppt
25
钻孔工艺性
精选版课件ppt
26
油标尺的设计(1)
精选版课件ppt
27
油标尺的设计(2)
二级圆锥圆柱齿轮传动立体图41油润滑沿根据初估轴径定跨距1内壁线缩近3脂润滑沿内壁线缩近3133133确定轴承在箱体孔中的位置333838383851m2mm5mm1m25mmmm152mmmm12mm2l注意c2l2l2l确定轴承孔外端面的位置lcl1llc2c1c2c1c2c1c25105105105101c1c1c1c2c2c2c2指的是轴承旁螺栓直径对应的c1c1c1c1c2c2c2c2手册p208图12图册p8油润滑脂润滑35812二级圆柱齿轮传动8121223轴承起始线333l轴承孔外端面端盖1垫片20mmmm2m1m02mmmm21m0mmm10mm轴伸端位置20202020放联轴器或带轮二级圆锥圆柱212121212222222288882ll8125123678轴的结构设计说明书上表示出123678123678123678考虑零件装配方案定轴各段的直径和长度伸出轴长度考虑轴向周向定位最后一根轴轴承键的强度校核传动零件的组合设计滚动轴承的组合设计考虑固定方式调整装拆润滑和密封9要求12铸造工艺箱体结构设计12拔模斜度壁厚尽量均匀1212刚度壁厚筋板轴承端部凸出处工艺性加工面与非加工面的区别机加工工艺减少加工时调整刀具的次数34343434要有可靠密封足够油量保证剖分面的密封性保证足够刚度轴承旁螺栓尽量靠近机座底凸缘宽应超过机体内壁一定的壁厚加肋板凸台又要有足够的扳手空间如何协调箱盖剖分面箱座c1c2cc12具体步骤1234567123456712345671234567轴承旁螺栓凸台尺寸确定大小齿轮端盖外表面圆弧r箱体螺栓布局注意不能布置在剖分面上rrr底确定油面高度及箱座中心高度h定油沟尺寸油润滑hhh油标凸台结构一般倾斜4其它附件设计作用位置大小5454545ca2aca2acb2bcb2bc2c2c2c2c1c1c1c1轴承旁螺栓凸台高度线rroro1oro132rr32rr32rr32r1r1rrrr1111ddddaaaa2222rrrr2222rrrr11111111rrrr3333rrrr2222注意左外壁圆弧的圆心不一定在轴心主要考虑1高速级大齿轮顶圆2凸台3吊钩位置4窥视孔位置
基于Geomagic wrap和DesignX减速器箱体逆向设计
基于Geomagic wrap和DesignX减速器箱体逆向设计随着科技的进步和工业制造水平的不断提高,逆向工程在产品设计和制造领域中扮演着越来越重要的角色。
逆向工程是指通过扫描、建模、分析等技术手段,将实际产品或零部件的物理形态转化为数字模型的过程。
而在逆向工程的实践中,Geomagic Wrap和DesignX是两款常用的软件,它们在逆向设计和制造中扮演着重要的角色。
一、减速器箱体逆向设计的背景及意义减速器是一种常见的机械传动装置,它能够降低驱动装置的输出转速,并增加输出扭矩。
减速器通常由箱体、齿轮、轴承等部件组成,其中箱体作为减速器的外壳,不仅承载着其他部件,还能有效地防止灰尘、杂物等进入内部,从而保护机械传动系统的正常运行。
对于现有的减速器箱体进行逆向设计,可以帮助工程师更好地了解其内部结构、材料特性,以及外部形态,为产品的改进和优化提供重要数据支持。
通过Geomagic Wrap和DesignX软件,可以实现从实物减速器箱体到数字模型的快速转化,为后续的工程设计和仿真分析提供便利。
二、Geomagic Wrap软件介绍Geomagic Wrap是一款专业的逆向工程软件,其主要功能包括扫描数据处理、点云处理、曲面重构等。
在减速器箱体的逆向设计中,Geomagic Wrap可用于处理扫描得到的点云数据,对实物减速器箱体进行三维重建和修复,生成平滑的曲面模型。
Geomagic Wrap 还提供了丰富的修复工具和曲面编辑工具,帮助用户快速高效地完成曲面重构工作。
三、DesignX软件介绍1. 扫描减速器箱体:使用3D扫描仪对实际的减速器箱体进行扫描,获取其表面的点云数据。
2. 点云数据处理:将扫描得到的点云数据导入Geomagic Wrap软件中,进行数据处理和清理,去除噪点和异常数据,保留下准确的几何信息。
3. 曲面重构:利用Geomagic Wrap提供的曲面重构工具,对点云数据进行曲面重构,生成平滑的曲面模型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第八章箱体的整体设计及其附件的选用
1、箱体的结构设计
1)箱体材料的选择与毛坯种类的确定
根据减速器的工作环境,可选箱体材料为灰铸铁HT2O0因为铸造箱体刚性好、外形美观、易于切削加工、能吸收振动和消除噪音,可米用铸造工艺获得毛坯。
2)箱体主要结构尺寸和装配尺寸见下表:单位:mm
2、减速器附件
(1)窥视孔和视孔盖
在传动啮合区上方的箱盖上开设检查孔,用于检查传动件的啮合情况和润滑情况等,还可以由该孔向箱内注入润滑油。
(2)通气器
安装在窥视孔板上,用于保证箱内和外气压的平衡,一面润滑油眼相体结合面、轴伸处及其他缝隙渗漏出来。
(3)轴承盖
轴向固定轴及轴上零件,调整轴承间隙。
这里使用凸缘式轴承盖,因其密封性能好,易于调节轴向间隙。
(4)定位销
为了保证箱体轴承孔的镗削精度和装配精度,在减速器的两端分别设置一个定位销孔。
(5)油面指示装置
在箱座高速级端靠上的位置设置油面指示装置,用于观察润滑油的高度是否符合要求。
(6)油塞
用于更换润滑油,设在与设置油面指示装置同一个面上,位于最低处。
(7)起盖螺钉
设置在箱盖的凸缘上,数量为2个,一边一个。
用于方便开启箱盖。
(8)起吊装置
在箱盖的两头分别设置一个吊耳,用于箱盖的起吊;而减速器的整体起吊使用箱座上的吊钩,在箱座的两头分别设置两个吊钩。
3、减速器润滑及密封形式的选择
高速轴的dn值为
dn 40 626.09 25043.6 1.5 105mm r min
故减速器所有轴承均采用润滑脂润滑。
高速级大齿轮的圆周速度为
d2n 237 139.13 「丿
v 2 1.7m s 12m s
60 1000 60 1000
故采用油池润滑。
对于二级圆柱齿轮减速器,因为传动装置属于轻型的,且传速较低,箱体内选用
SH0357-92中的50号润滑,装至规定高度。
轴承盖处密封采用毛毡圈。
箱盖与箱座之间的密封则采用涂水玻璃密封,涂水玻璃密封的方法能有效地减轻震动起到防震作用。