副本计数型MSA分析表
测量系统分析(MSA)计划表

20XX7.10
11
同心度规
805- 1-2
0.01
跳动量
重复性与再现性极差法
陈伟
20XX7. 10
12
螺纹环规
901-91-1
6f
外螺纹
计数型小样法
陈伟
20XX7. 10
13
球径量规
884- 1-4
0.01
球径
偏倚
陈伟
20XX7.10
7
游标卡尺
LS-01-280
0.02
球体长度
重复性与再现性极差法
陈伟
20XX7.9
8
游标卡尺
LS-02- 11
0.02
总长度
重复性与再现性极差法
陈伟
20XX7. 9
9
游标卡尺
LS-01-249
0.02
球体长度
重复性与再现性极差法
陈伟
20XX7.9
10
同心度规
805- 1- 1
0.01
跳动量
重复性与再现性极差法
LS-02- 13
0.02
总长度
重复性与再现性极差法
陈伟
20XX7 .8
4
游标卡尺
LS-01- 121
0.02
球径
重复性与再现性极差法
陈伟
20XX7.8
5
游标卡尺
LS-01- 121
0.02
错模量
重复性与再现性极差法
陈伟
20XX7.8
6
游标卡尺
LS-02-7
0.02
总长度
重复性与再现性极差法
陈伟
20XX7. 9
Q/SS11-02-208
套MSA知识讲解和MSA分析样表

MSA广泛应用于制造业、实验室、医疗等领域,能够帮助企业提高产品质量、降 低生产成本。
详细描述
通过MSA分析,企业可以识别并改进测量系统中存在的问题,提高测量的稳定性 和可靠性,从而确保生产过程中的质量控制。同时,MSA还可以帮助企业建立更 加科学、客观的质量管理体系,提升企业的整体竞争力。
02
MSA分析样表的使用方法和注意事项
使用方法
按照样表的构成和制作步骤,逐项填写和分析。
注意事项
确保数据的准确性和完整性,选择合适的分析方法,避免误导和错误解读。
03
MSA分析方法与实践
MSA分析方法的选择
根据数据类型选择
根据数据的类型(如时间序列、 截面数据、面板数据等)选择适 合的MSA分析方法。
MSA分析样表详解
MSA分析样表的构成
数据来源
标明数据来源,包括数 据采集的时间、地点、
采集人员等。
分析指标
样本信息
分析结果
明确分析的主要指标, 如平均值、标准差、变
异系数等。
记录样本的基本信息, 如样本编号、样本名称、
样本类型等。
详细列出分析的计算过 程和结果,包括图表和
数据表格。
MSA分析样表的制作步骤
数据采集
根据分析目标,收集相关数据, 确保数据的准确性和完整性。
数据分析
根据分析目标,选择合适的分 析方法,进行数据分析和解读。Байду номын сангаас
确定分析目标
明确分析的目的和要求,为后 续的数据采集和分析提供指导。
数据处理
对采集的数据进行预处理,包 括数据清洗、转换和整理等。
结果呈现
将分析结果整理成表格、图表 等形式,便于理解和展示。
计数型MSA

零件代号 量具名称 操作者A 0 0 0 工序名称 检验日期 操作者B 0 0 0 检测项目 量具编号 操作者C 0 0 0 技术要求 0 B 数量 期望的数量 A 数量 1 期望的数量 数量 总计 期望的数量 Po= 1.00 0 0 150 150.0 0 0.0 150 150.0 Pe= B*C交叉表 C 数量 期望的数量 B 数量 1 期望的数量 数量 总计 期望的数量 Po= 1.00 0 0 150 150.0 0 0.0 150 150.0 Pe= C*A交叉表 A 数量 期望的数量 C 数量 1 期望的数量 数量 总计 期望的数量 Po= 1.00 0 0 150 150.0 0 0.0 150 150.0 Pe= 1 0 0.0 0 0.0 0 0.0 总计 150 150 0 0 150 150 0 1 0 0.0 0 0.0 0 0.0 总计 150 150 0 0 150 150 0 1 0 0.0 0 0.0 0 0.0 总计 150 150 0 0 150 150 0
评价人可接受
B #DIV/0! B 1.000 0.000 0.000
评价人可接受
C #DIV/0! C 1.000 0.000 0.000
评价人可接受
结论
有效性 错误率 错误报警率 结论
部门:品质部
编制:
校核:
总计 150 150 0 0 150 150
1.00
1.00
C*参考交叉表 参考 数量 期望的数量 C 数量 1 期望的数量 数量 总计 期望的数量 Po= 1.00 0 150 150.0 0 0.0 150 150.0 Pe= 1 0 0.0 0 0.0 0 0.0
总计 150 150 0 0 150 150
计数型MSA分析表(最新)

135.0
150
Po:
0.92
Pe:0.77源自Po:0.89Pe:
0.78
C
0.00
1.00 总计
Po:
0.95
12
5
17
1.7
15.3
17 Pe:
0.81
3
130
133
13.3 119.7
133
15
135
150
15.0 135.0
150
A*C
0.521 差
Reprodu 0.720
Prepared by Richard Li
基准
0.00
1.00 总计
Po:
0.93
9
6
15
1.5
13.5
15.0 Pe:
0.77
0
75
75
7.5
67.5
75.0
9
81
90
9.0
81.0
90.0
0.00 计算 期望的计
1.00 计算 期望的计 计算 期望的计
基准
0.00
1.00
总计 Po:
0.98
8
1
9
0.9
8.1
9.0 Pe:
0.82
1
80
A*基准 B*基准 C*基准
11
9
9
8
C-2 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1
C-3 1 1 1 0 1 1 1 1 1 1 1 1 0 1 0 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1
计数型MSA分析表

计数型MSA分析表
内容正确、语言规范[title]MSA分析表[Introduction]MSA(多因素分析)是一种统计分析技术,主要用于研究多个变量之间的关系。
MSA分析表是一张用于描述多因素分析的表格,包括因素、变量、分组、比较组等。
此表是帮助统计分析师和研究者更好地理解数据的有用工具。
[Main Body]
因素(factors):因素是一组相关变量,其有助于解释观察数据的数量和结构差异。
因素一般被划分为受试者特征(人口学因素)、设备设计(技术因素)和操作过程(程序因素)。
变量(variables):变量是一个可以被数字表示的量,用于评估结果的变化。
变量可以是定量的(如温度和比重)或者定性的(如看法和性格)。
分组(grouping):分组是把数据按照特定的方式组织起来的一种方法。
MSA可以采用两种分组方式,一种是随机分组,即样本是随机抽取;另一种是非随机分组,即样本是依据特定要求抽取。
FQC 外观 检查计数型MSA分析表(042)
0
0
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
0
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
Prepared by Richard Li
Page 1 of 4
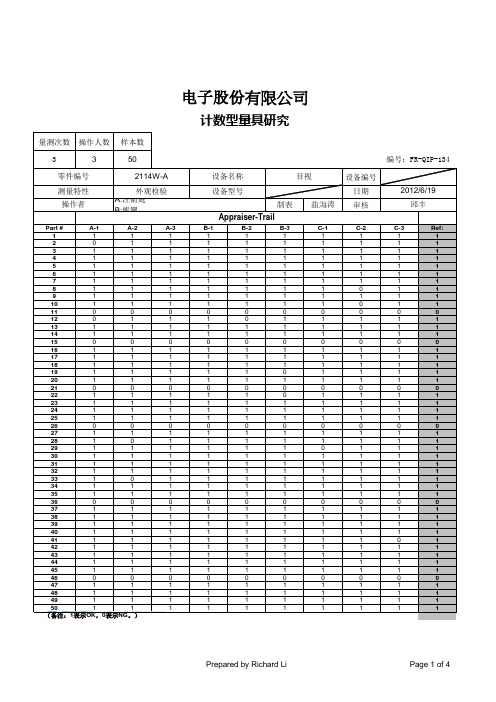
电子股份有限公司
计数型量具研究
量测次数 操作人数 样本数
3
3
50
零件编号
设备名称 设备型号
Repeatability Total Inspected Matched % Conclude
% Appraiser
A
B
C
50
50
50
46
47
46
92%
94%
92%
Good Good Good
漏发
Conclusion
误发
A
0.00%
Acceptable
3.03%
B
0.00%
Acceptable
22 Pe:
0.75
(精编)计数型(通止规)MSA测量系统分析
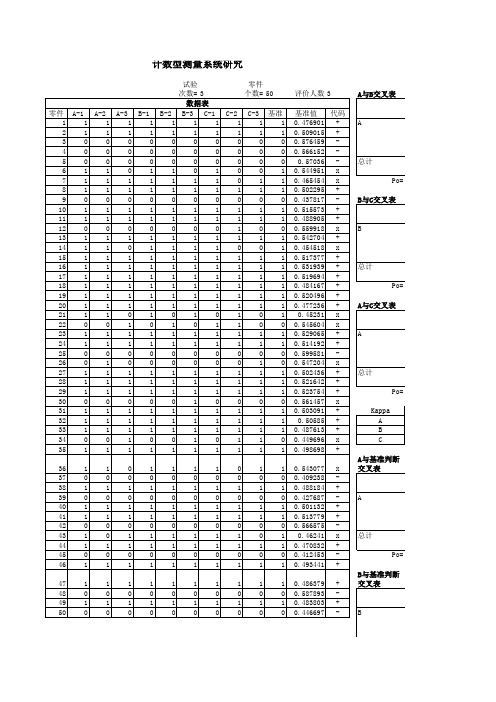
零件 个数= 50
C-2 C-3 基准 111 111 000 000 000 001 011 111 000 111 111 100 111 001 111 111 111 111 111 111 101 100 111 111 000 010 111 111 111 000 111 111 111 110 111
0.45231 x 0.545604 x 0.529065 + 0.514192 + 0.599581 0.547204 x 0.502436 + 0.521642 + 0.523754 + 0.561457 x 0.503091 +
0.50585 + 0.487613 + 0.449696 x 0.498698 +
A-2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 0 1 1 1 0 1
A-3 1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 1 1
B-1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 1
注意: 1) 评价人自 己在所有试验 上都一致 2)评价人在 所有试验上都 与基准一致 3) 所有评价 人自己保持一 致,两两间一 致 4)所有评价 人自己和两两 间一致并且于 基准一致 5) UCI和LCI 分别是上、下 置信区间边界 线
A B C
0 1
0.94
计算 期望的计算 计算 期望的计算 计算 期望的计算
很好
计数型MSA分析报告
XX 公司计数型MSA 分析报告日 期:实 施 人: 评 价 人:系统名称: 所属工序: 分析结论: 合格 不合格 审 核:批 准:胡梅青、彭春玲、罗玉容 2017年07月19日 张志超印制板外观检验 中间检验计数型MSA分析报告目录有效性 (4)合格品误判率 (4)不合格品错发率 (5)印制板外观检验(中间检验) MSA分析报告一、计数型MSA评测说明所谓计数型MSA就是指计数型测量系统分析,就是让检验员评测覆铜板或印制板的某一项缺陷,并判定检验员评测结果与标准值不一致的严重度是否可接收的一种分析方法。
在计数型测量系统分析中,主要评估:有效性(检验员对样品三次评测结果均与基准值一致的总次数,占样品总数量的比率)、合格品误判率(检验员对基准值为合格的样品,评测为不合格的次数,占基准值为合格样品被评测总次数的比率)、不合格品错发率(检验员对基准值为不合格的样品,评测为合格的次数,占基准值为不合格样品被评测总次数的比率)是否均满足接收要求。
二、试验方案2.1 准备50块印制板,对于这50块印制板,外观合格样品 32 块,外观不合格样品18 块,对每一块样品随机编号,便于对应编号记录检验员每次对样品的评测结果,在让检验员对样品进行检验评测时,不允许检验员知道各个样品的编号。
2.2 2017 年 07 月,选择中间检验工序3位从事外观检验工作的检验人员,在其都不知晓每个试样判定结果前提下,分别让这3位检验人员在不同时间段对每块样品进行3次评测,并将每位检验人员评测结果及样品定义结果分别对应记录,不合格用“0”标记,合格用“1”标记。
三、数据收集表1 计数型测量系统数据收集记录表注:表1中“0”表示不合格,“1”表示合格。
四、测量系统分析结果判定标准4.1 3位评测者Kappa≥0.75,表明测量系统一致性好,否则表示一致性差。
4.2 计数型测量系统有效性、合格品误判率、不合格品错发率结果判定标准如下表2所示。
利用Excel制作MSA分析表格
所涉及的公式:
重复性: EV R * K1
再现性:
AV [(X DIFF * K2 )2 (EV 2 / nr)]
GR&R: 样板间变差: 样板总变差:
GRR (EV 2 AV 2 )
PV Rp * K3
TV (R & R2 PV 2)
%重复性: %再现性: %GR&R:
2
3
K2 0.7071 0.5231
GRR (EV 2 AV 2 )
PV Rp * K3 例如:样板数目为10时,取值为0.3146 经过=I7*G29运算可得出PV值
分级数: ndc =1.41(PV/GRR)
K3
2
0.7071
3
0.5231
4
0.447
5
0.403
6
0.3742
7
0.3534
MSA与EXCEL的结合运用
MSA意义 •评定测量系统的质量 •确定能对每个零件重复读数的测量系统 •评估新的测量量具 •比较不同的测量方式,找到最佳方案 •找到并解决测量系统的误差
MSA类别: 计量型
重复性 再现性 稳定性
线性 偏倚
GR&R
计数型 小样法 交叉法
1. GR&R与EXCEL的结合运用
8
0.3375
9
0.3249
10
0.3146
步骤4: 由结果编写条件式 判别原则: 当GR&R<10%时,可以接受; 当<10GR&R<30%时,条件下接受; 当GR&R>30%时,不可以接受; 当ndc>=5时,可以接受; 当ndc<5时,不可以接受
计数型MSA表格(Kappa模型)-公式可见-可编辑-无锁定

A
0.0
B
60
C
60.0
总计 判定结论:
A — 0.000 0.000
B 0.000
— 0.000
C 0.000 0.000
—
B 0.00 数量
期望数量
1.00 数量
期望数量
60 60.0
0 0.0
0
60
0.0 60.0
0
0
0.0 0.0
总计 A与C交叉表
数量 期望数量
A 总计
0.00 数量
期望数量
1.00 数量
期望数量 数量 期望数量
60 60.0
C 0.00
60 60.0
0 0.0
60 60.0
0 0.0
1.00 0
0.0 0
0.0 0
0.0
60 60.0 总计
60 60.0
0 0.0
60 60.0
注:Kapaa=(Po-Pe)/(1-Pe) Po=对角线单元中观测值的总和 Pe=对角线单元中期望值的总和 有效性 = 正确判断的数量 / 判断的机会总数
计数型测量系统研究(Kappa模型)
零件 A-1
A-2
A-3
B-1
B-2
B-3
C-1
C-2
C-3
1
2
3
4
5
6
7
9
10
11
12
13
14
15
16
17
18
19
20
评价人
分析:
确认:
基准
基准 值
代码 - - - - - - - - - - - - - - - - - - - -
计数型MSA范本
编制:
公差下 限方向 的漏失 区间较 大,与 公差区 间比 为:
建议调 ###### 整
核准:
文件编 写:饶智
威 jctc299@
#REF!
#REF!
文件编
写:饶智
威
jctc299@
计数型测量系统分析(数据表)
NO:
QR/SKJC0 07-007A
量具名称: 外形检
版号: A
基准:
量具编号:
CL-MS13
被测产品:
MS13H/1
投影仪
修订号:
1 产品的PPK值: 操作者A: 操作者B:
表格编
号:SKJC-
测量日
陈敬兴
实验次
张文玉
样品数
方值 不合格, 此版本 认为只 有公差 上限,则 在"被 测参数 下限: "项填 "0",在" 被测参 数上 限:" 项填 "7".
3.此版 本对结 论判定 分3个 层次并 颜色区 分如下: 需改 进
判断
色为可 接受
4."系统 状态分 析"部 分因本 人能力 有限,可 能不准 确,仅供 参考.如 有好的 建议可 与我联 系欢迎 指正.
必要 时需得 到顾客 认可!测 量人员 需有资 质,确保 基准值 有效.
2.是否 判定,标 准没有 公差区 间时:如 标准为 5,下方 值不合 格,上方 值合格, 此版本 认为只 有公差 下限
,在" 被测参 数下限 "项填 "5",在" 被测参 数上 限:" 项填一 个绝对 大值. 如标准 为7,下 方值合 格,上
本 方 法 为 大 样 法 ( 风 险 分 析 法 )
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.00 总计 Po: 5 14 12.6 14.0 Pe: 76 76 68.4 76.0 81 90 81.0 90.0
0.94 0.78
C
总计
0.00 计算 期望的计算 1.00 计算 期望的计算 计算 期望的计算 A B 0.94 好 A 50 49 98% 好 漏发 0.75 好 C 0.94 好 % 评价人 B C 50 40 80% 差
B
总计
A*C 交叉表 0.00 计算 期望的计算 1.00 计算 期望的计算 计算 期望的计算 A*B Kappa 结论 0.662 差 差 B*C 0.561 好 C 0.00 12 1.3 0 10.7 12 12.0 A*C 0.843 1.00 总计 Po: 4 16 14.7 16 Pe: 134 134 123.3 134 138 150 138.0 150 Reproducibility 0.97 0.83
1.00 总计 3 16 13.8 16 126 134 115.2 134 129 150 129.0 150
Po: Pe:
0.93 0.78
B*C 交叉表 0.00 计算 期望的计算 1.00 计算 期望的计算 计算 期望的计算 C 0.00 10 1.7 2 10.3 12 12.0 1.00 总计 11 21 19.3 21 127 129 118.7 129 138 150 138.0 150 Po: Pe: 0.91 0.80
Data Summary/数据总结 A*B A*C 0*0 13
B*C 12 10
A*基准 9
B*基准 9
C*基准 8
Prepared by Richard Li
Page 1 of 3
计数型研究数据表
零件号 零件名称 总计 Spreed 特性分级 规格 高 Go/No-Go 低 量具名称 量具编号 量具类型 属性类 试验次数 3 零件数 50 评价人数 3 评价日期 评价人 A 评价人 B 评价人 C
A
总计
Kappa=(Po-Pe)/(1-Pe)
A*基准交叉表 0.00 计算 期望的计算 基准 0.00 9 1.0 1.00 总计 Po: 1 10 9.0 10.0 Pe: 0.99 0.81
A
Prepared by Richard Li
Page 2 of 3
计数型研究数据表
零件号 零件名称 总计 Spreed 特性分级 规格 高 Go/No-Go 低 量具名称 量具编号 量具类型 属性类 试验次数 3 零件数 50 评价人数 3 评价日期 评价人 A 评价人 B 评价人 C
可接受 可接受 不可接受
可接受 不可接受 可接受
Prepared by Richard Li
Page 3 of 3
总计 B*基准交叉表
1.00 计算 期望的计算 计算 期望的计算
0 8.0 9 9.0 基准 0.00 9 1.4 0 7.6 9 9.0 基准 0.00 8 0.8 1 8.2 9 9.0
80 72.0 81 81.0
80 80.0 90 90.0
B
Total C*基准交叉表
0.00 计算 期望的计算 1.00 Count Expected Count Count Expected Count
1*0 0*1 1*1
8 3 126
0 4 134
2 11 127
0 1 80
0 5 76
1 0 81
Self agreement/自评 A B C 49 40 A*B 交叉表
47
A
总计
0.00 计算 期望的计算 1.00 计算 期望的计算 计算 期望的计算
B 0.00 13 2.2 8 18.8 21 21.0
计数型研究数据表
零件号 零件名称 总计 Spreed 特性分级 规格 高 Go/No-Go 低 量具名称 量具编号 量具类型 属性类 试验次数 3 零件数 50 评价人数 3 评价日期 评价人 A 评价人 B 评价人 C
评价人-记录
零件 # 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 A-1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 A-2 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 A-3 0 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 B-1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 1 1 1 1 1 0 1 1 1 0 1 1 1 1 1 0 1 1 1 0 B-2 0 1 1 0 1 0 1 1 1 1 1 0 1 1 0 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 0 1 1 1 1 B-3 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 C-1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 C-2 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 C-3 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 基准 : 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1
结论
1.00 0 7.2 81 73.8 81 81.0
总计 Po: 8 8.0 Pe: 82 82.0 90 90.pa 结论 Repeatability 总受检数 符合的 符合率 结论
重复和再现性 50 47 94% 好 误发 1% 6% 0%
结论
A B C
0% 0% 11%